Self-Agglomeration in Fluidised Beds after Spray Drying





Abstract
1. Introduction
- (i)
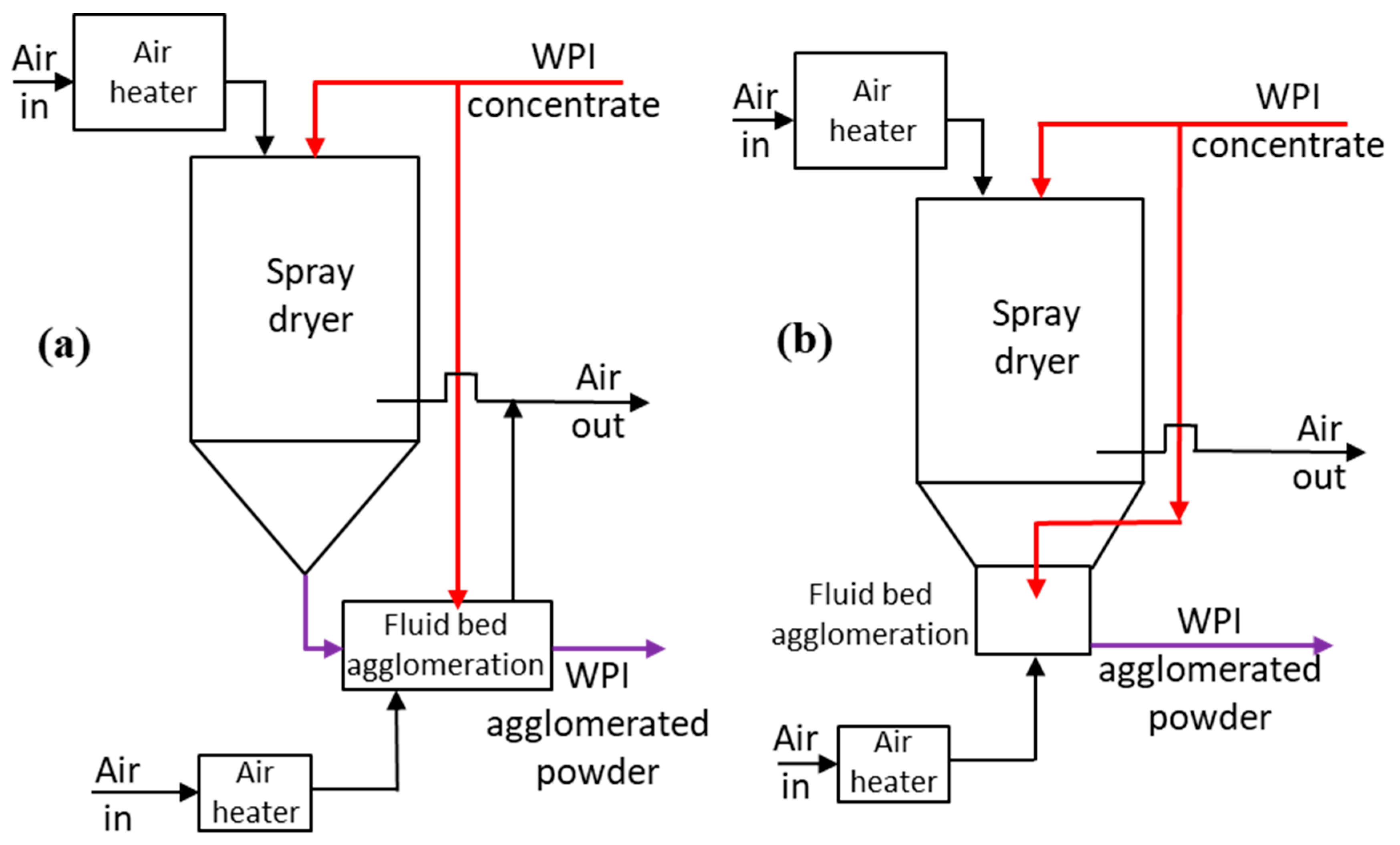
- There is no additional binder water being vaporised, because the binder is the concentrate. It just means that some of the water in the concentrate is vaporised during agglomeration rather than during spray drying. This has the potential to reduce the thermal energy requirement associated with the overall spray drying and wet agglomeration process. However, in some cases, it may prove difficult to agglomerate due to high solids concentration in the concentrate. Consequently, some binder dilution with water may be required, and this will reduce the potential energy saving associated with self-agglomeration.
- (ii)
- There is no additional non-aqueous binder components added, as the composition of the solid bridges in the agglomerates is the same as the primary powder particles, e.g., WPI.
2. Materials and Methods
2.1. Experimentation
2.1.1. Materials
2.1.2. Preparation of Agglomerated WPI Powder
2.1.3. Powder Physical Properties
2.1.4. Powder Wettability
2.1.5. Statistics
2.2. Thermal Energy Modelling during Spray Drying and Fluid-Bed Agglomeration
3. Results and Discussion
3.1. Effect of Binder to Powder Ratio and Binder Solids Concentration on Agglomeration of WPI
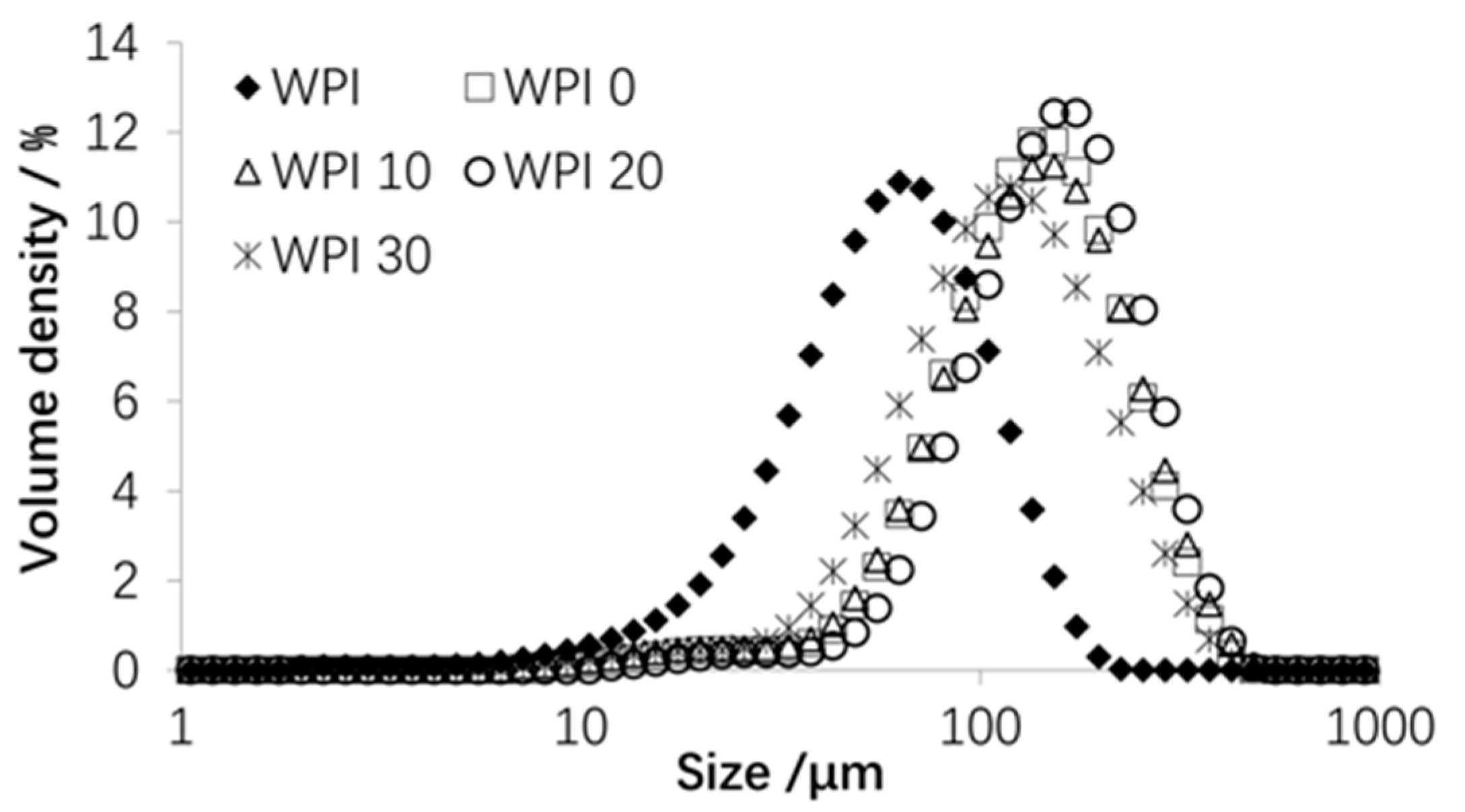
3.1.1. Powder Physical Properties
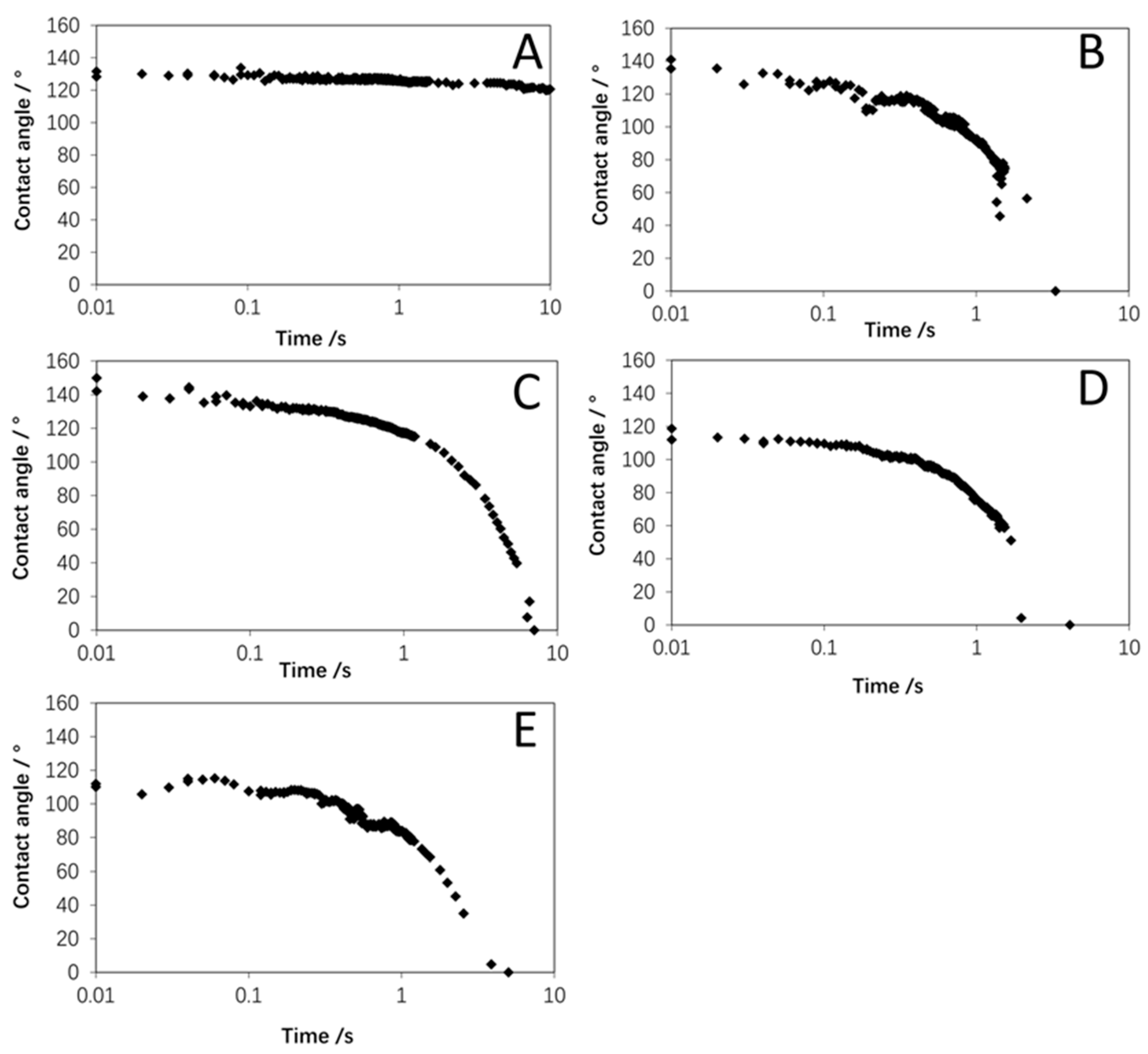
3.1.2. Wettability
3.2. Analysis of Thermal Energy Savings Associated with Self-Agglomeration of Spray-Dried Powder in Comparison to Traditional Wet Agglomeration
- Mass of binder to powder ratio in both wet agglomerations.
- Solids concentration in the binder applied during self-agglomeration (Xb).
- Solids concentration in the concentrate (Xc) to the spray dryer [this will vary depending on the powder produced].
3.2.1. Comparison of Thermal Energy Requirement for Self-Agglomeration and Traditional Wet Agglomeration of WPI Powder
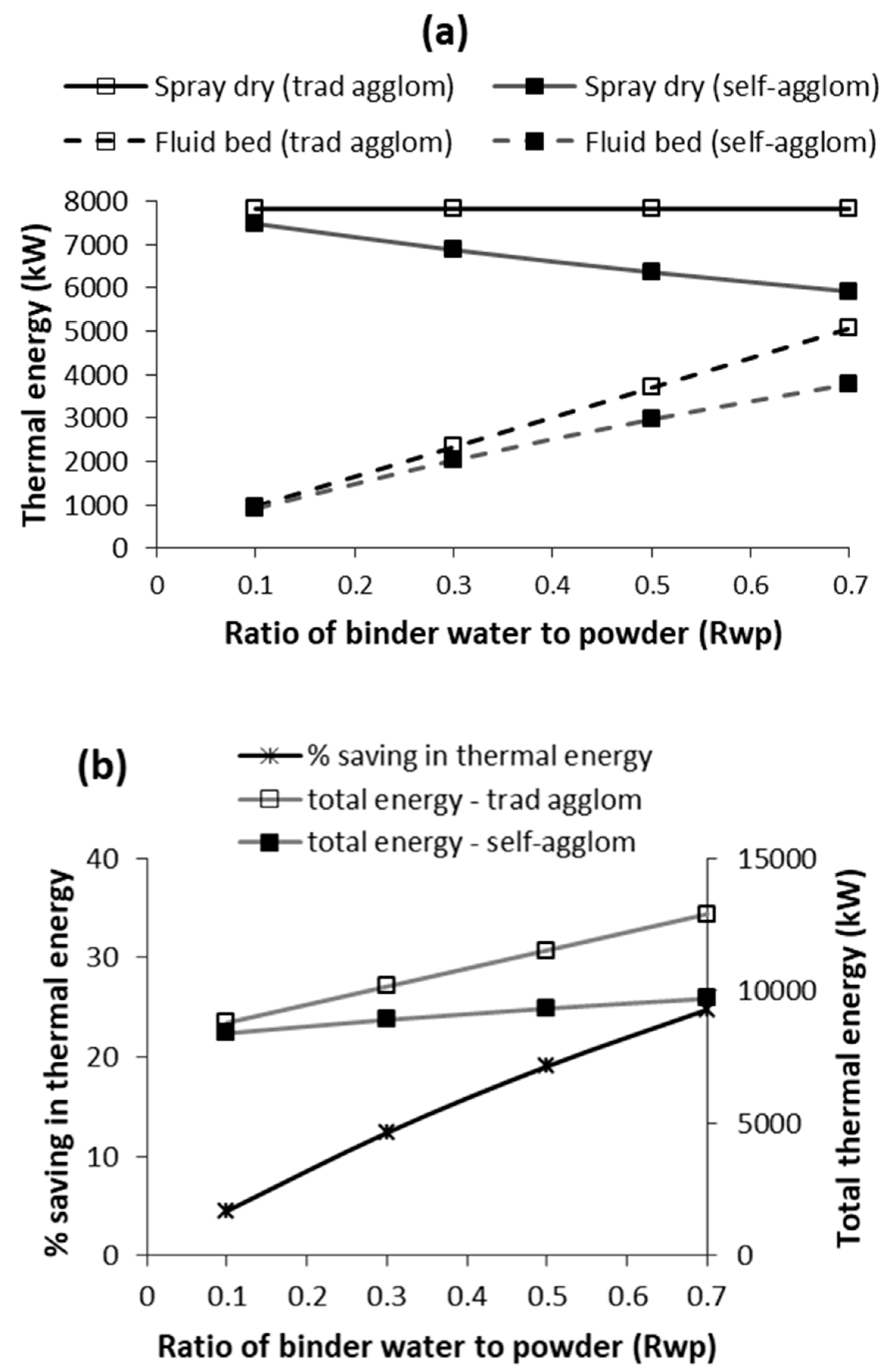
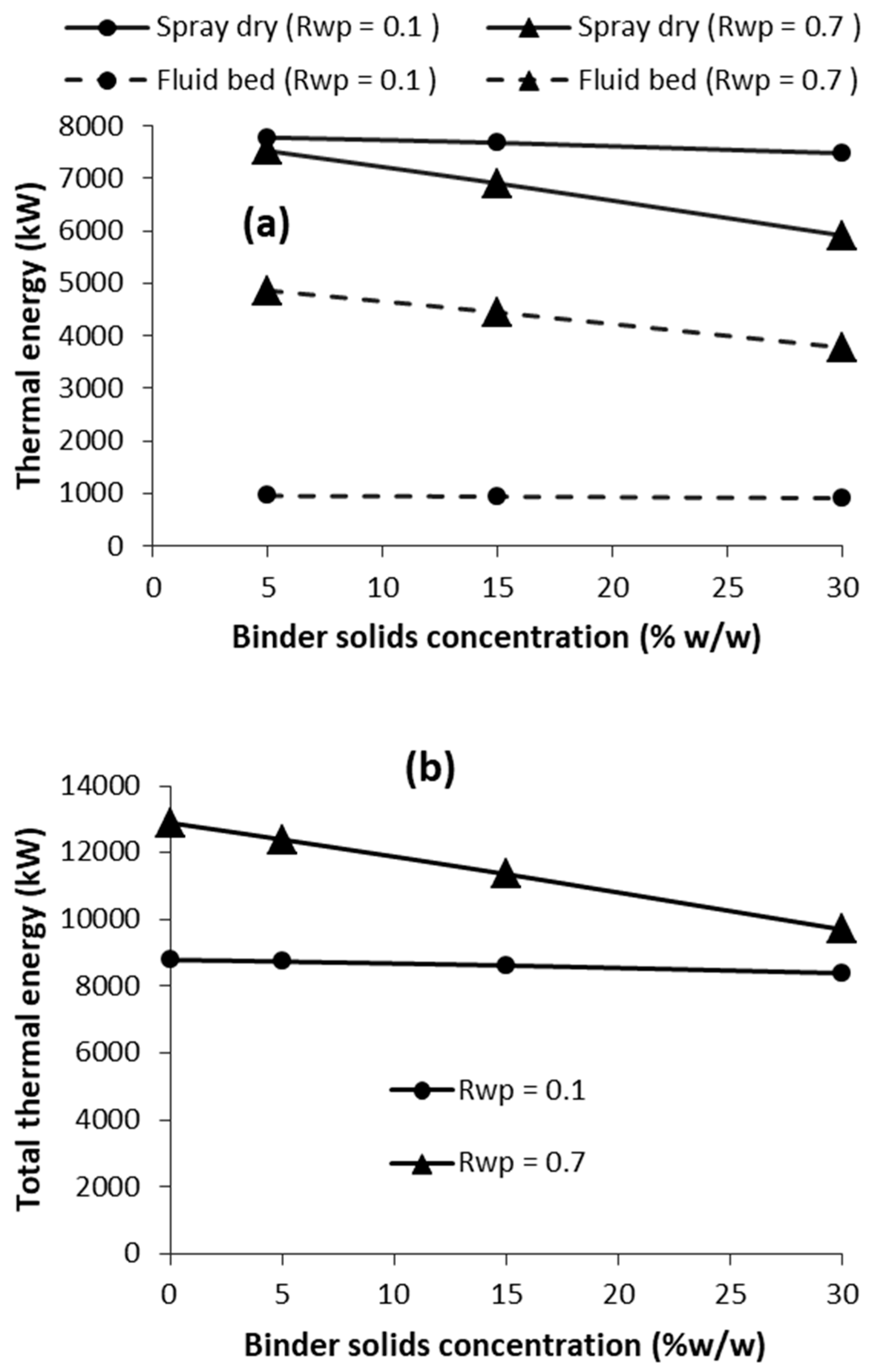
3.2.2. Effect of Binder to Powder Ratio on Thermal Energy Analysis
3.2.3. Effect of Binder Solids Concentration on Thermal Energy Analysis of Self-Agglomeration
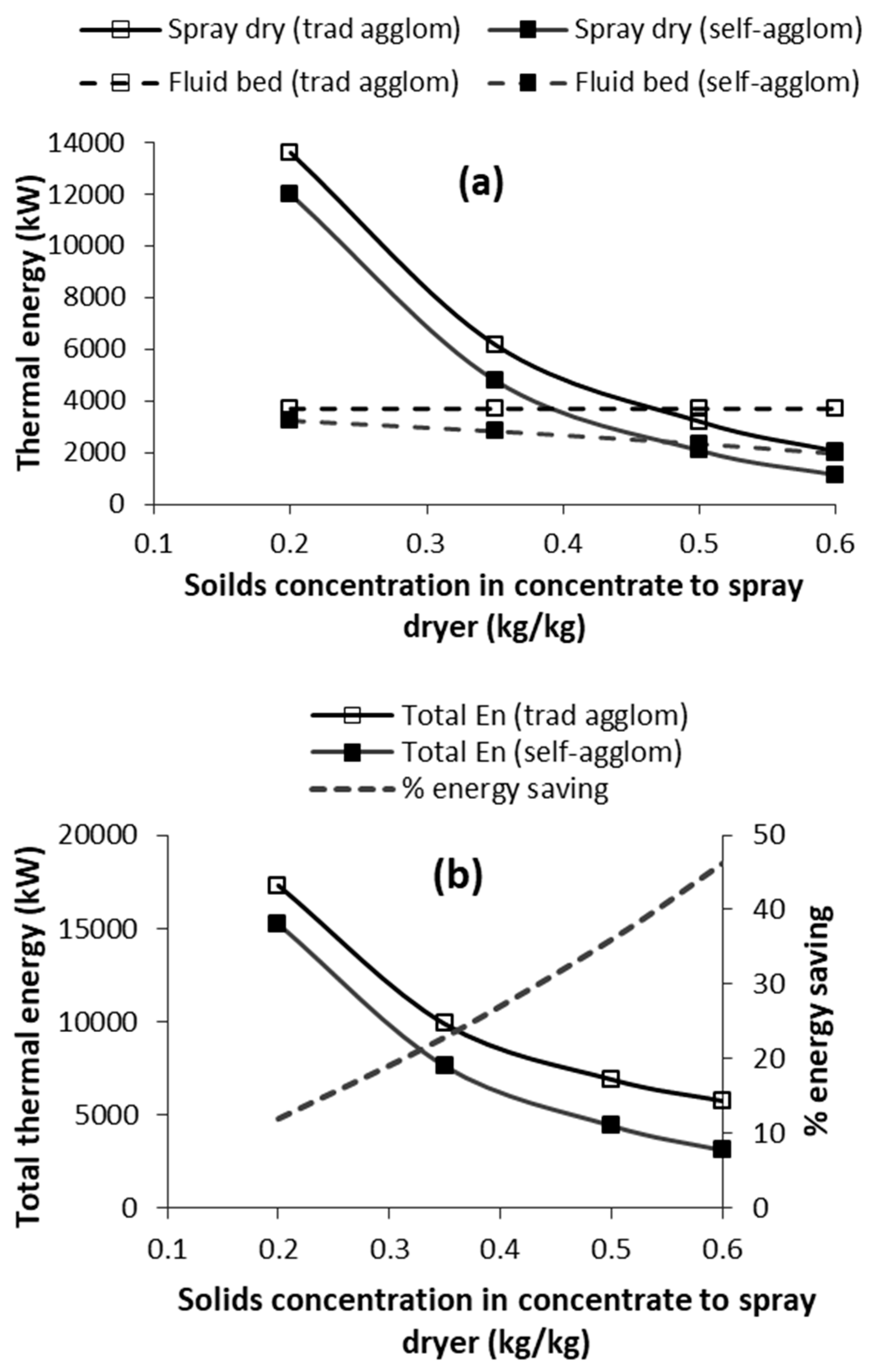
3.2.4. Effect of Concentrate Solids Concentration on Thermal Energy Analysis
4. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Cuq, B.; Mandato, S.; Jeantet, R.; Saleh, K.; Ruiz, T. Food powder agglomeration. In Handbook of Food Powders; Bhandari, B., Bansal, N., Zhang, M., Schuck, P., Eds.; Series in Food Science, Technology and Nutrition; Woodhead Publishing: Cambridge, UK, 2013. [Google Scholar]
- Gaiani, C.; Schuck, P.; Scher, J.; Hardy, J.; Desobry, S.; Banon, S. Dairy powder rehydration: Influence of protein state, incorporation mode, and agglomeration. J. Dairy Sci. 2007, 90, 570–581. [Google Scholar] [CrossRef]
- Sharma, A.; Jana, A.H.; Chavan, R.S. Functionality of Milk Powders and Milk-Based Powders for End Use Applications—A Review. Compr. Rev. Food Sci. Food Saf. 2012, 11, 518–528. [Google Scholar] [CrossRef]
- Turchiuli, C.; Smail, R.; Dumoulin, E. Fluidized bed agglomeration of skim milk powder: Analysis of sampling for the follow-up of agglomerate growth. Powder Technol. 2012, 238, 161–168. [Google Scholar] [CrossRef]
- Barkouti, A.; Turchiuli, C.; Carcel, J.A.; Dumoulin, E. Milk powder agglomerate growth and properties in fluidized bed agglomeration. Dairy Sci. Technol. 2013, 93, 523–535. [Google Scholar] [CrossRef]
- Ji, J.; Fitzpatrick, J.; Cronin, K.; Maguire, P.; Zhang, H.; Miao, S. Rehydration behaviours of high protein dairy powders: The influence of agglomeration on wettability, dispersibility and solubility. Food Hydrocoll. 2016, 58, 194–203. [Google Scholar] [CrossRef]
- Ji, J.; Cronin, K.; Fitzpatrick, J.; Fenelon, M.; Miao, S. Effects of fluid bed agglomeration on the structure modification and reconstitution behaviour of milk protein isolate powders. J. Food Eng. 2015, 167, 175–182. [Google Scholar] [CrossRef]
- Ji, J.; Fitzpatrick, J.; Cronin, K.; Fenelon, M.; Miao, S. The effects of fluidized bed and high shear mixer granulation processes on water adsorption and flow properties of milk protein isolate powder. J. Food Eng. 2017, 192, 19–27. [Google Scholar] [CrossRef]
- Tetra Pak. Milk and whey powder. In Dairy Processing Handbook, 3rd ed.; Tetra Pak International SA: Lund, Sweden, 2015. [Google Scholar]
- Chever, S.; Mejean, S.; Dolivet, A.; Mei, F.; Den Boer, C.M.; Le Barzic, G.; Jeantet, R.; Schuck, P. Agglomeration during spray drying: Physical and rehydration properties of whole milk/sugar mixture powders. LWT-Food Sci. Technol. 2017, 83, 33–41. [Google Scholar] [CrossRef]
- Tetra Pak. Whey processing. In Dairy Processing Handbook, 3rd ed.; Tetra Pak International SA: Lund, Sweden, 2015. [Google Scholar]
- Kemp, I. Fundamentals of Energy Analysis of Dryers. In Modern Drying Technology, Volume 4: Energy Savings; Tsotsas, E., Mujumdar, A.J., Eds.; Wiley-VCH: Weinheim, Germany, 2012. [Google Scholar]
- Moejes, S.N.; Visser, Q.; Bitter, J.H.; van Boxtel, A.J.B. Closed-loop spray drying solutions for energy efficient powder production. Innov. Food Sci. Emerg. Technol. 2018, 47, 24–37. [Google Scholar] [CrossRef]
- Patel, S.K.; Bade, M.H. Energy analysis and heat recovery opportunities in spray dryers applied for effluent management. Energy Convers. Manag. 2019, 186, 597–609. [Google Scholar] [CrossRef]
- Domínguez-Niño, A.; Cantú-Lozano, D.; Ragazzo-Sanchez, J.A.; Andrade-González, I.; Luna-Solano, G. Energy requirements and production cost of the spray drying process of cheese whey. Dry. Technol. 2018, 36, 597–608. [Google Scholar] [CrossRef]
- Baker, C.G.J.; McKenzie, K.A. Energy Consumption of Industrial Spray Dryers. Dry. Technol. 2005, 23, 365–386. [Google Scholar] [CrossRef]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| WPI | 0% WPI | 10% WPI | 20% WPI | 30% WPI | |
|---|---|---|---|---|---|
| Median Size (μm) | 58.5 0.9 a | 137.7 2.9 c | 138.7 1.5 c | 154.3 0.6 d | 122.3 1.5 b |
| Poured Density (g/L) | 367 10 d | 247 3 c | 246 0 c | 201 11 a | 224 5 b |
| Tapped Density (g/L) | 459 2 d | 302 7 b | 316 6 c | 271 4 a | 316 4 c |
| Apparent Density (g/L) | 974 13 a | 959 1 a | 964 2 a | 974 1 a | 967 2 a |
| Porosity (%) | 52.9 | 68.5 | 67.2 | 72.2 | 67.3 |
| Agglom with Water | Self-Agglom (Xb = 30%) | % Change | |
|---|---|---|---|
| Spray drying | |||
| Concentrate flowrate (Mc) | 2.69 | 2.19 | −18.7 |
| Rate of water vaporisation (Mws) | 1.65 | 1.34 | −18.7 |
| Powder flowrate (Mps) | 1.04 | 0.848 | −18.7 |
| Thermal energy requirement (Eth_S) | 5900 | 4795 | −18.7 |
| Fluid-bed agglomeration | |||
| Binder flowrate (Mb) | 0.522 | 0.605 | 16.1 |
| Rate of water vaporisation (Mwf) | 0.565 | 0.453 | −19.7 |
| Thermal energy requirement (Eth_F) | 3697 | 2968 | −19.7 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Fitzpatrick, J.J.; Wu, S.; Cronin, K.; Miao, S. Self-Agglomeration in Fluidised Beds after Spray Drying. ChemEngineering 2020, 4, 35. https://doi.org/10.3390/chemengineering4020035
Fitzpatrick JJ, Wu S, Cronin K, Miao S. Self-Agglomeration in Fluidised Beds after Spray Drying. ChemEngineering. 2020; 4(2):35. https://doi.org/10.3390/chemengineering4020035
Chicago/Turabian StyleFitzpatrick, John J., Shaozong Wu, Kevin Cronin, and Song Miao. 2020. "Self-Agglomeration in Fluidised Beds after Spray Drying" ChemEngineering 4, no. 2: 35. https://doi.org/10.3390/chemengineering4020035
APA StyleFitzpatrick, J. J., Wu, S., Cronin, K., & Miao, S. (2020). Self-Agglomeration in Fluidised Beds after Spray Drying. ChemEngineering, 4(2), 35. https://doi.org/10.3390/chemengineering4020035