
A Cyber–Physical Production System for the Integrated Operation and Monitoring of a Continuous Manufacturing Train for the Production of Monoclonal Antibodies

Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
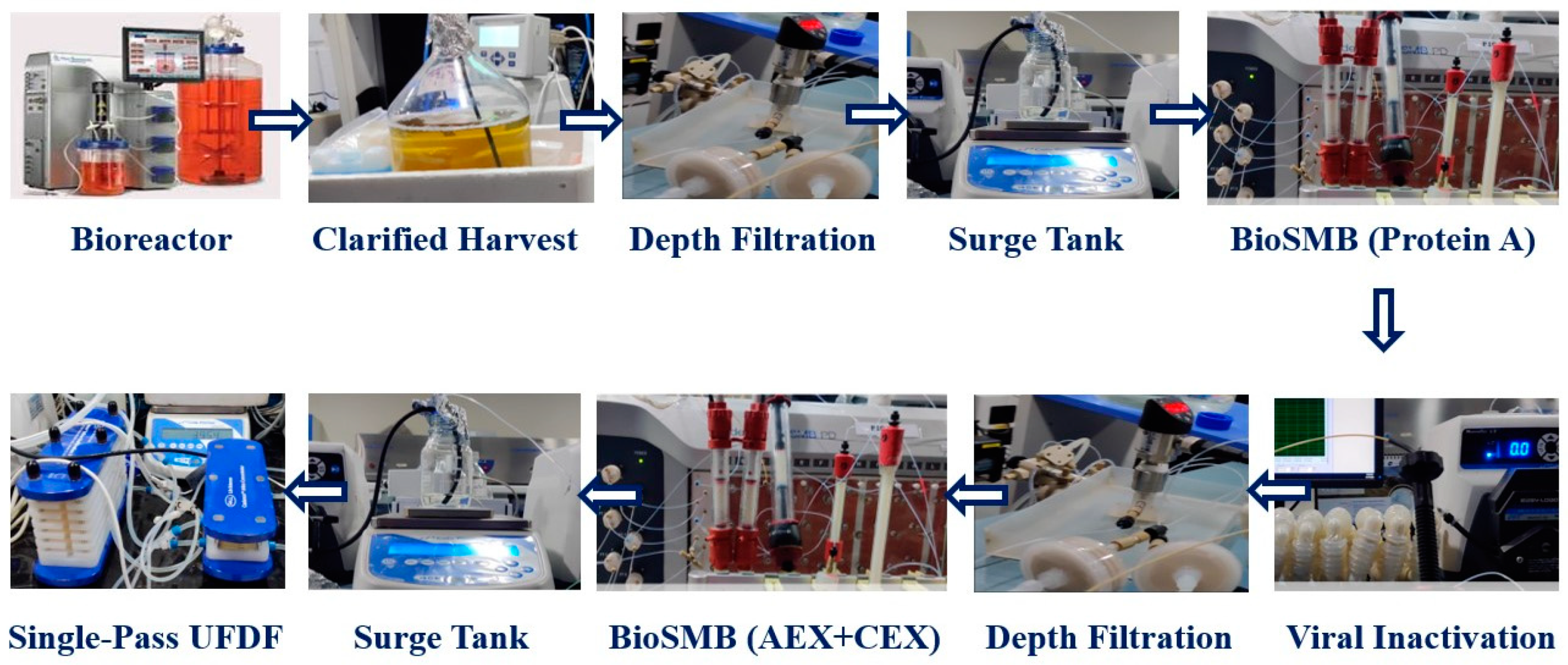
2.2. Methods for Unit Operations
2.3. Developing a Cyber–Physical Production System (CPPS)
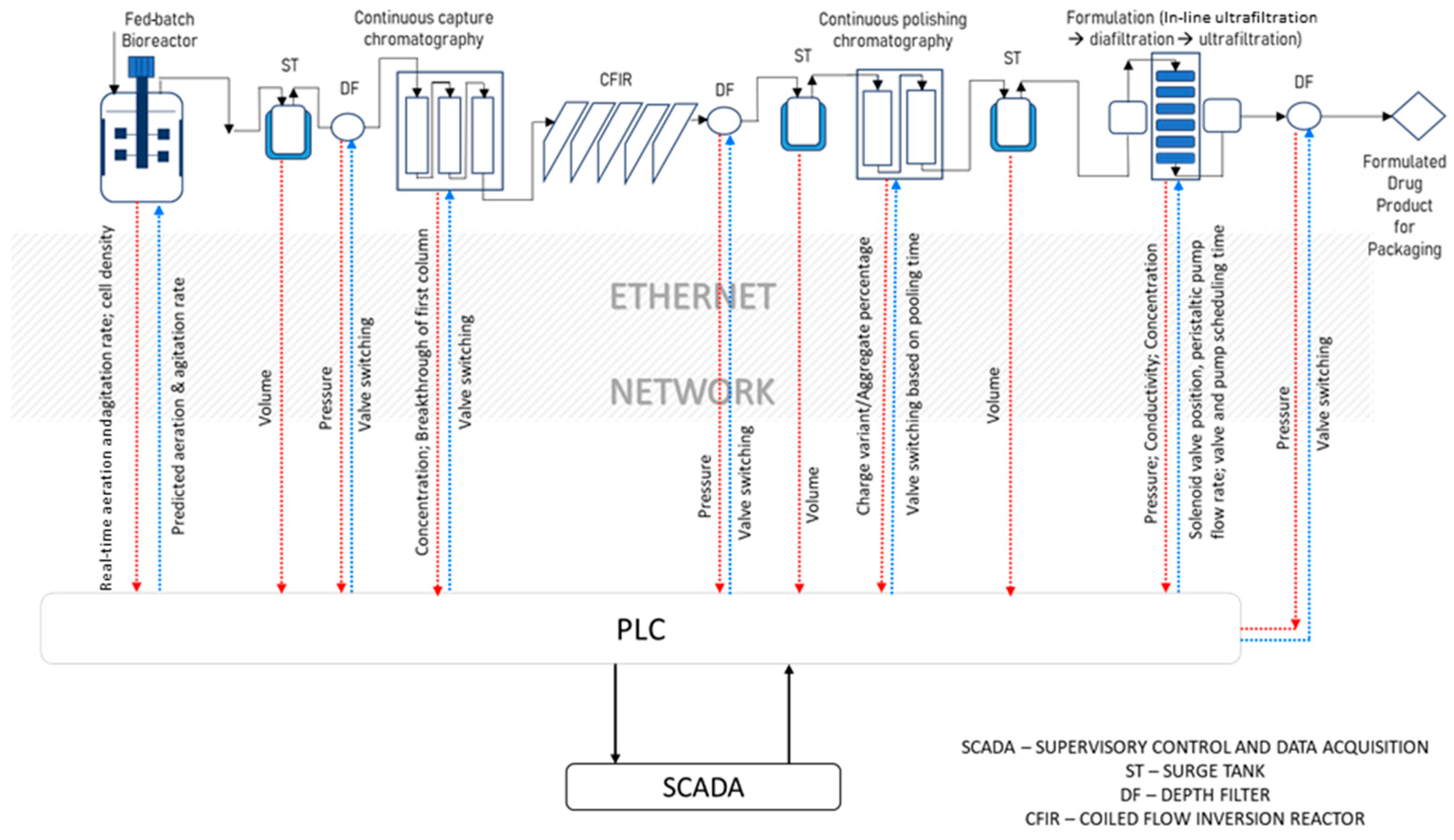
2.3.1. Module 1 (“Connectedness”): Automation and Integration
2.3.2. Module 2 (“Intelligence”): Real-Time Data Analytics
2.3.3. Module 3 (“Responsiveness”): Process Control
3. Results
4. Results and Discussion
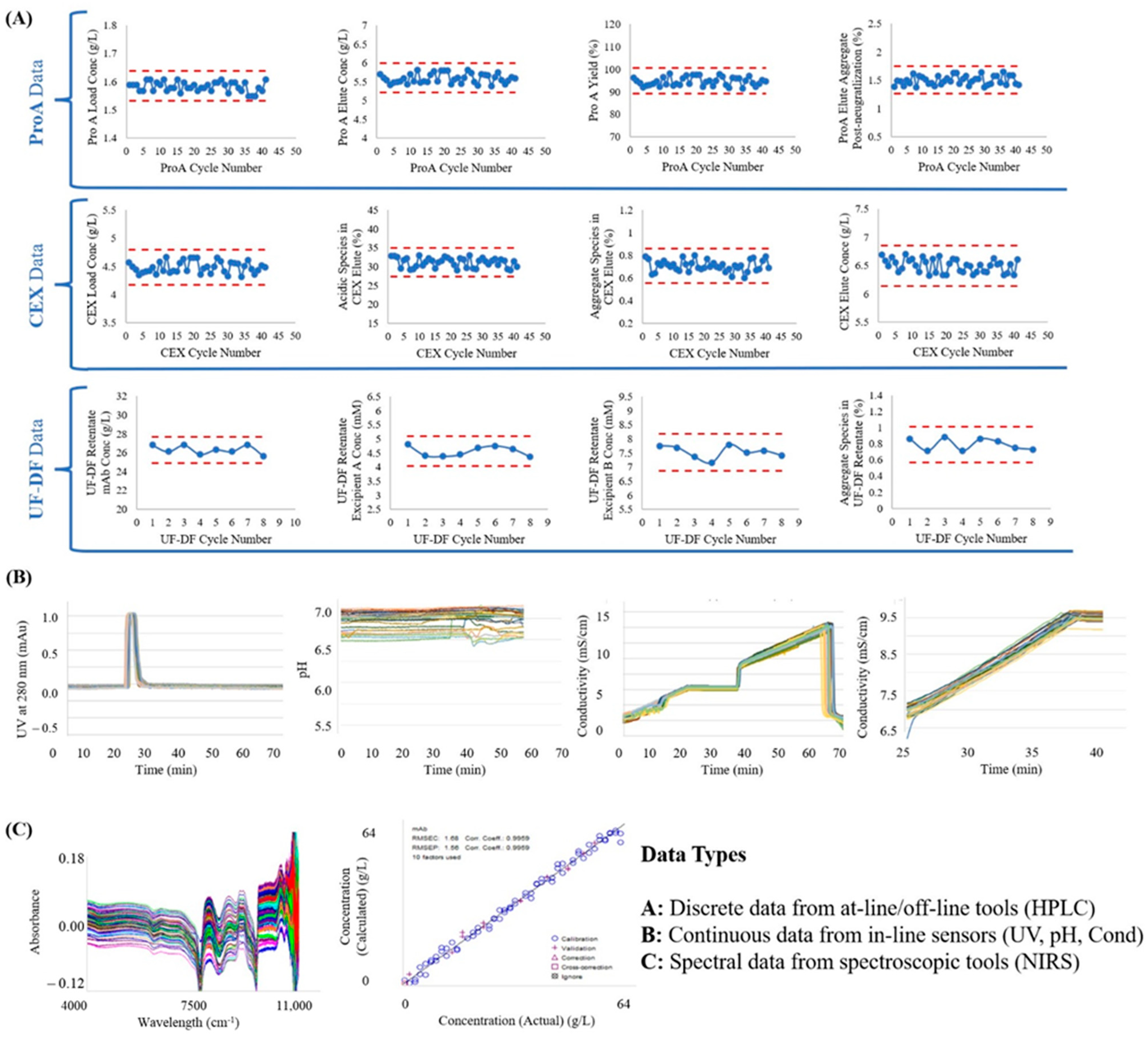
4.1. Process Data Collection and Continued Process Verification (CPV)
4.2. Multivariate Data Analytics (MVDA)
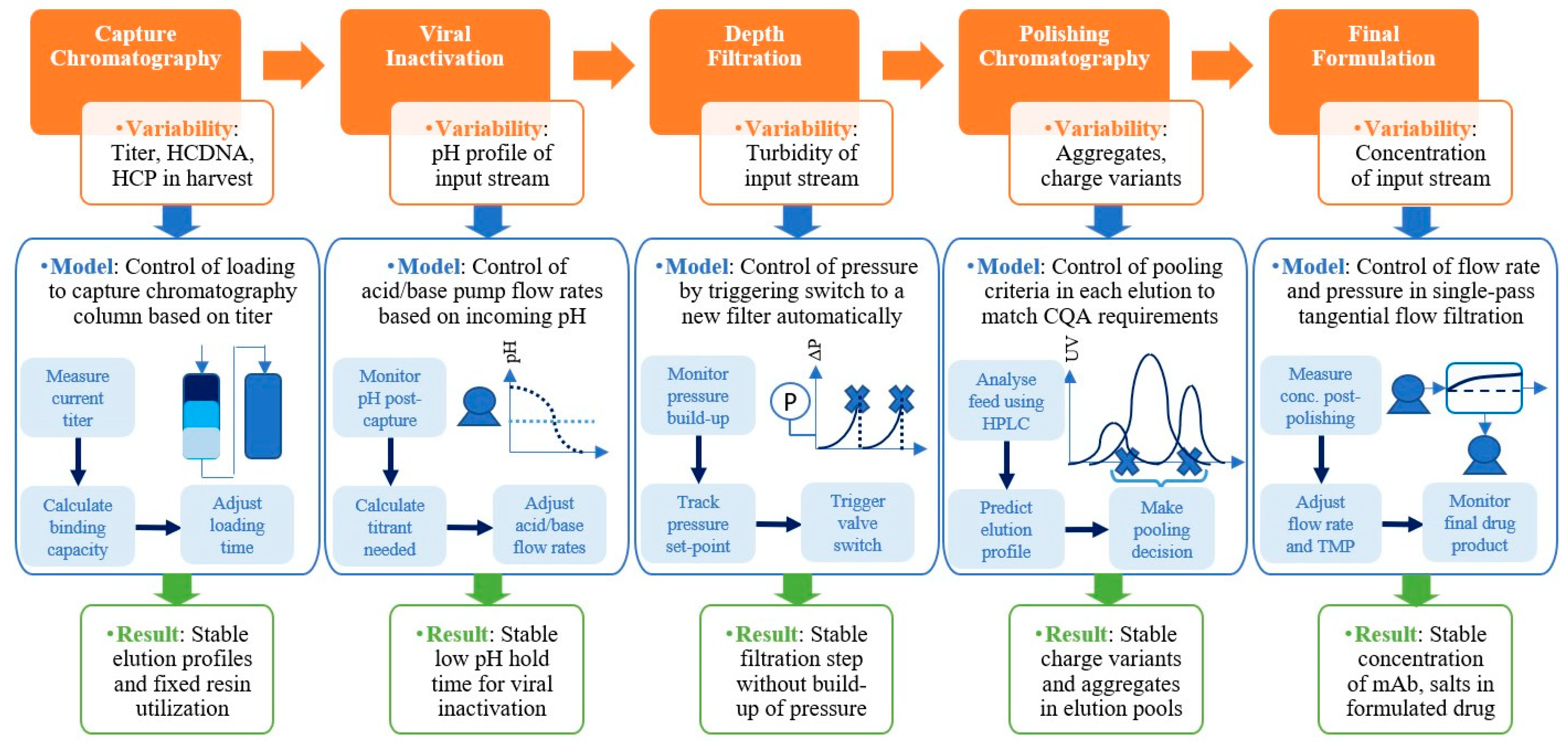
4.3. Process Control in Response to Measured Data—Module 3
4.4. ProA Chromatography Deviations
4.5. CEX Chromatography Deviations
4.6. UFDF Deviations
5. Conclusions and Future Directions
Supplementary Materials
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Rahul, G.; Konstantinov, K.; Rohani, M.; Warikoo, V. End-to-end integrated fully continuous production of recombinant monoclonal antibodies. J. Biotechnol. 2015, 213, 13–19. [Google Scholar]
- Joaquín, G.-F.; Schwarz, H.; Zhang, L.; Andersson, N.; Nilsson, B.; Castan, A.; Solbrand, A.; Stevenson, J.; Chotteau, V. Model-based design and control of a small-scale integrated continuous end-to-end mAb platform. Biotechnol. Prog. 2020, 36, e2995. [Google Scholar]
- Michael, J.C.; Varner, C.T.; Vetter, T.A.; Davenport, E.K.; Bouchard, B.; Fiadeiro, M.; Tugcu, N.; Walther, J.; Patil, R.; Brower, K. Pilot-scale demonstration of an end-to-end integrated and continuous biomanufacturing process. Biotechnol. Bioeng. 2021, 118, 3287–3301. [Google Scholar]
- Broo, D.G.; Boman, U.; Törngren, M. Cyber-Physical Systems Research and Education in 2030: Scenarios and Strategies. J. Ind. Inf. Integr. 2021, 21, 100192. [Google Scholar]
- Lins, T.; Oliveira, R.A.R. Cyber-Physical Production Systems Retrofitting in Context of Industry 4.0. Comput. Ind. Eng. 2020, 139, 106193. [Google Scholar] [CrossRef]
- Konstantinov, K.B.; Cooney, C.L. White Paper on Continuous Bioprocessing: 20–21 May 2014 Continuous Manufacturing Symposium. J. Pharm. Sci. 2015, 104, 813–820. [Google Scholar] [CrossRef] [PubMed]
- National Institute of Standards and Technology. Workshop Report on Foundations for Innovation in Cyber-Physical Systems, January 2013. Available online: https://www.nist.gov/el/cyber-physical-systems (accessed on 27 August 2023).
- Hsieh, F.-S. An Efficient Method to Assess Resilience and Robustness Properties of a Class of Cyber-Physical Production Systems. Symmetry 2022, 14, 2327. [Google Scholar] [CrossRef]
- Burdick, R.K.; LeBlond, D.J.; Pfahler, L.B.; Quiroz, J.; Sidor, L.; Vukovinsky, K.; Zhang, L. GMP Monitoring and Continuous Process Verification: Stage 3 of the FDA Process Validation Guidance. In Statistical Applications for Chemistry, Manufacturing and Controls (CMC) in the Pharmaceutical Industry; Springer International Publishing: Cham, Switzerland, 2017; pp. 173–191. [Google Scholar]
- Kelley, B. Developing Therapeutic Monoclonal Antibodies at Pandemic Pace. Nat. Biotechnol. 2020, 38, 540–545. [Google Scholar] [CrossRef] [PubMed]
- SKleinebudde, P.; Khinast, J.; Rantanen, J. Continuous Manufacturing of Pharmaceuticals; John Wiley & Sons: Hoboken, NJ, USA, 2017. [Google Scholar]
- National Academies of Sciences, Engineering, and Medicine; Division on Earth and Life Studies; Board on Chemical Sciences and Technology. Continuous Manufacturing for the Modernization of Pharmaceutical Production: Proceedings of a Workshop; National Academies Press: Washington, DC, USA, 2019. [Google Scholar]
- BPOG. Continued Process Verification: An Industry Position Paper with Example Plan; Biophorum Operations Group. Available online: https://www.biophorum.com/download/cvp-case-study-interactive-version/ (accessed on 3 June 2020).
- Food and Drug Administration. Quality Considerations for Continuous Manufacturing Guidance for Industry; FDA: Silver Spring, MD, USA, 2019; pp. 1–27. Available online: https://www.fda.gov/regulatory-information/search-fda-guidance-documents/quality-considerations-continuous-manufacturing (accessed on 13 May 2024).
- ICH Expert Working Group Q13 Continuous Manufacturing of Drug Substances and Drug Products. Int. Counc. Harmon. Tech. Requir. Pharm. Hum. Use 2018. Available online: https://www.ema.europa.eu/en/ich-guideline-q13-continuous-manufacturing-drug-substances-and-drug-products-scientific-guideline (accessed on 13 May 2024).
- Feidl, F.; Vogg, S.; Wolf, M.; Podobnik, M.; Ruggeri, C.; Ulmer, N.; Wälchli, R.; Souquet, J.; Broly, H.; Butté, A.; et al. Process-wide Control and Automation of an Integrated Continuous Manufacturing Platform for Antibodies. Biotech Bioeng. 2020, 117, 1367–1380. [Google Scholar] [CrossRef] [PubMed]
- Warikoo, V.; Godawat, R.; Brower, K.; Jain, S.; Cummings, D.; Simons, E.; Johnson, T.; Walther, J.; Yu, M.; Wright, B.; et al. Integrated Continuous Production of Recombinant Therapeutic Proteins. Biotechnol. Bioeng. 2012, 109, 3018–3029. [Google Scholar] [CrossRef] [PubMed]
- Thakur, G.; Bansode, V.; Rathore, A.S. Continuous Manufacturing of Monoclonal Antibodies: {Automated} Downstream Control Strategy for Dynamic Handling of Titer Variations. J. Chromatogr. A 2022, 1682, 463496. [Google Scholar] [CrossRef] [PubMed]
- Rüdt, M.; Briskot, T.; Hubbuch, J. Advances in Downstream Processing of Biologics–Spectroscopy: An Emerging Process Analytical Technology. J. Chromatogr. A 2017, 1490, 2–9. [Google Scholar] [CrossRef] [PubMed]
- Hong, M.S.; Severson, K.A.; Jiang, M.; Lu, A.E.; Love, J.C.; Braatz, R.D. Challenges and Opportunities in Biopharmaceutical Manufacturing Control. Comput. Chem. Eng. 2018, 110, 106–114. [Google Scholar] [CrossRef]
- Boojari, M.A.; Perra, S.; Colombo, G.; Grossi, M.; Jones, M.N.; Udugama, I.; Nasab, M.N.; Fakroleslam, M.; Sahlodin, A.M.; Shojaosadati, S.A.; et al. Dynamic Modeling and Control of a Continuous Biopharmaceutical Manufacturing Plant. In Optimization of Pharmaceutical Processes; Fytopoulos, A., Ramachandran, R., Pardalos, P.M., Eds.; Springer International Publishing: Cham, Switzerland, 2022; Volume 189, pp. 323–353, Print ISBN 978-3-030-90923-9, Online ISBN 978-3-030-90924-6. [Google Scholar]
- Thakur, G.; Hebbi, V.; Rathore, A.S. An NIR-based PAT Approach for Real-time Control of Loading in Protein A Chromatography in Continuous Manufacturing of Monoclonal Antibodies. Biotech Bioeng. 2020, 117, 673–686. [Google Scholar] [CrossRef]
- Banerjee, S.; Afzal, M.A.; Chokshi, P.; Rathore, A.S. Mechanistic modelling of Chinese hamster ovary cell clarification using acoustic wave separator. Chem. Eng. Sci. 2021, 246, 116894. [Google Scholar] [CrossRef]
- Thakur, G.; Hebbi, V.; Parida, S.; Rathore, A.S. Automation of Dead End Filtration: An Enabler for Continuous Processing of Biotherapeutics. Front. Bioeng. Biotechnol. 2020, 8, 758. [Google Scholar] [CrossRef] [PubMed]
- Saxena, A.K.; Nigam, K.D. Coiled configuration for flow inversion and its effect on residence time distribution. AIChE J. 1984, 30, 363–368. [Google Scholar] [CrossRef]
- Thakur, G.; Thori, S.; Rathore, A.S. Implementing PAT for single-pass tangential flow ultrafiltration for continuous manufacturing of monoclonal antibodies. J. Membr. Sci. 2020, 613, 118492. [Google Scholar] [CrossRef]
- Pérez, F.; Irisarri, E.; Orive, D.; Marcos, M.; Estevez, E. A CPPS Architecture Approach for Industry 4.0. In Proceedings of the 2015 IEEE 20th Conference on Emerging Technologies & Factory Automation (ETFA), Luxembourg, 8–11 September 2015; pp. 1–4. [Google Scholar]
- Banner, M.; Alosert, H.; Spencer, C.; Cheeks, M.; Farid, S.S.; Thomas, M.; Goldrick, S. A Decade in Review: Use of Data Analytics within the Biopharmaceutical Sector. Curr. Opin. Chem. Eng. 2021, 34, 100758. [Google Scholar] [CrossRef] [PubMed]
- Rathore, A.S.; Nikita, S.; Thakur, G.; Mishra, S. Artificial Intelligence and Machine Learning Applications in Biopharmaceutical Manufacturing. Trends Biotechnol. 2023, 41, 497–510. [Google Scholar] [CrossRef] [PubMed]
- Facco, P.; Zomer, S.; Rowland-Jones, R.C.; Marsh, D.; Diaz-Fernandez, P.; Finka, G.; Bezzo, F.; Barolo, M. Using Data Analytics to Accelerate Biopharmaceutical Process Scale-Up. Biochem. Eng. J. 2020, 164, 107791. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Unit Operation—Measurement | Hardware I/O | Software I/O | |
|---|---|---|---|
| Bioreactor | Bioreactor pH, DO, CO2, temperature | x | RS-232 |
| Turbidity | x | Modbus 485 | |
| Glucose | Analog | x | |
| Conductivity | x | Modbus 485 | |
| Clarification | Turbidity | x | Modbus 485 |
| Pressure | Digital | x | |
| Weight | x | RS-232 | |
| Pump | Digital | X | |
| Solenoid valve | Digital | X | |
| Chromatography | Turbidity | x | Modbus 485 |
| Weight | x | RS-232 | |
| Pump | Digital | X | |
| pH | Digital | X | |
| HPLC | x | Java.net | |
| Pump | Digital | X | |
| Viral Inactivation | Pressure | Digital | X |
| Valve | Digital | X | |
| pH | Digital | X | |
| Depth Filtration | Pressure | Digital | X |
| Weight | Digital | X | |
| Solenoid valve | Digital | X | |
| Formulation | Pressure | Digital | X |
| Valves | Digital | X | |
| Weight | x | RS-232 |
| S. No. | Description of Deviation | Cycle(s) Affected | Data Source Allowing Detection of the Deviation |
|---|---|---|---|
| 1 | Pressure build-up and leakage in one of the Protein A columns due to tubing compression | Chromatography cycles 43, 44, 45 | Chromatography PCA charts (Figure 6a,b) taking inputs from Protein A UV chromatogram (Figure 5c, Protein A elution pool) |
| 2 | Deviation in the pH neutralization step after viral inactivation due to error in the pump supplying pH neutralization solution | Chromatography cycles 43, 44, 45 | Chromatography PCA charts (Figure 6a,b) taking inputs from BioSMB pH sensor data (Figure 5b, post-viral inactivation) |
| 3 | Deviation in CEX elution gradient due to emptying of one of the buffer tanks | Chromatography cycles 45, 46, 47 | Chromatography PCA charts (Figure 6a,b) taking inputs from BioSMB conductivity sensor data (Figure 5a, conductivity A and B) |
| 4 | Deviation in the valve open/close positions on the BioSMB valve manifold due to controller error | Chromatography cycles 50, 51 | Chromatography PCA charts (Figure 6a,b) taking inputs from BioSMB pH sensor data (Figure 5b, pre-viral inactivation) |
| 5 | Deviation in process volume and concentration in the UFDF feed tank due to deviations in the preceding unit operations | UFDF cycle 5 | UFDF PCA charts (Figure 6d,e) taking inputs from UFDF pressure sensor data (Figure 5d feed, retentate, and permeate pressures) |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Thakur, G.; Nikita, S.; Yezhuvath, V.B.; Buddhiraju, V.S.; Rathore, A.S. A Cyber–Physical Production System for the Integrated Operation and Monitoring of a Continuous Manufacturing Train for the Production of Monoclonal Antibodies. Bioengineering 2024, 11, 610. https://doi.org/10.3390/bioengineering11060610
Thakur G, Nikita S, Yezhuvath VB, Buddhiraju VS, Rathore AS. A Cyber–Physical Production System for the Integrated Operation and Monitoring of a Continuous Manufacturing Train for the Production of Monoclonal Antibodies. Bioengineering. 2024; 11(6):610. https://doi.org/10.3390/bioengineering11060610
Chicago/Turabian StyleThakur, Garima, Saxena Nikita, Vinesh Balakrishnan Yezhuvath, Venkata Sudheendra Buddhiraju, and Anurag S. Rathore. 2024. "A Cyber–Physical Production System for the Integrated Operation and Monitoring of a Continuous Manufacturing Train for the Production of Monoclonal Antibodies" Bioengineering 11, no. 6: 610. https://doi.org/10.3390/bioengineering11060610