
Numerical Optimization of Drucker-Prager-Cap Model Parameters in Powder Compaction Employing Particle Swarm Algorithms



Abstract
1. Introduction
2. Methodology for Calibrating the DPC Model Parameters
2.1. Experimental Setup
2.2. FEM Simulation of the Powder Compaction Process
Formulation of the DPC Material Model in Abaqus
2.3. Scripting PSO Optimization Algorithm in Python
- Step 1: We start the optimization process by importing the required modules to the code.
- Step 2: We acquire and assign the current directory to the class’s directory.
- Step 3: We import three classes, each of which is called for a specific purpose during the code’s execution. For example, the updater class updates DPC parameters in each iteration.
- Step 4: We create a folder named “Results” to save the outputs and check its existence.
- Step 5: In this part of the calibration process, first, a specified matrix (including the optimization variables E1, E2, d1, d2, P1, P2 that the PSO must update) and the experimental data of the force-displacement curve are defined as the global variables. Then, the function f(x) is determined based on the global variable matrix, and its components are specified.
- Step 6: As explained earlier, one of Abaqus’s capabilities in the job module is to write an input file from the generated FE model. The input file is a text file in which all the details of the FE model are written so that the model can be created and solved directly without additional operations by importing it into Abaqus. Here, we use this feature of the input file for our purpose so that Python reads the input file line by line and writes a new input file based on it while the desired changes can be applied wherever necessary. For this purpose, the input file named “Validation” is first called. Then, it is opened, and its content is read line by line.
- Step 7: When Abaqus completes running the updated input file in ith iteration, it generates an output file called “odb” file containing the obtained results. First, a copy of the odb file is made, and the file’s content is read line by line. Then, the code saves the desired outputs (e.g., the force and displacement of the punch during the compaction) into an odb file named “Trial_i”.
- Step 8: Failure to generate the output file means an error occurred during the running of the model by Abaqus. So, here, we have to check whether an error occurred. With this objective, we consider a specific time. If the output file is not generated after this time, it means there is an error in the model. In that case, the code neglects the current iteration and goes to the next one.
- Step 9: In this part of the code, the data in the “Trial_i” odb file is read and saved in a CSV file. Then, the file is opened, and its content, including the time intervals and their corresponding forces and displacements, is read.
- Step 10: Here, we call the force-displacement curve extracted from the punch. In that phase, these values are compared with the corresponding experimental values at specific points, and the objective function is defined as follows:
- Step 11: First, an initial population of particles is randomly generated. Then, each particle is randomly assigned a velocity and a position to determine the secondary position of the particles according to Equation (6). Then, the objective function is calculated for each particle to determine the values of the personal and global best for the particles. Next, suppose the particle’s new position is improved compared to its previous position; its velocity and position are updated according to Equations (6) and (7), respectively, and simultaneously. In that case, they are compared with the range of the feasible space.
- Step 12: At the end of the optimization code, the best position and the best error for the group of particles are determined. Based on them, the optimization loop produces particles with a new position.
3. Results and Discussion
3.1. Validation Analysis of Proposed FE Model
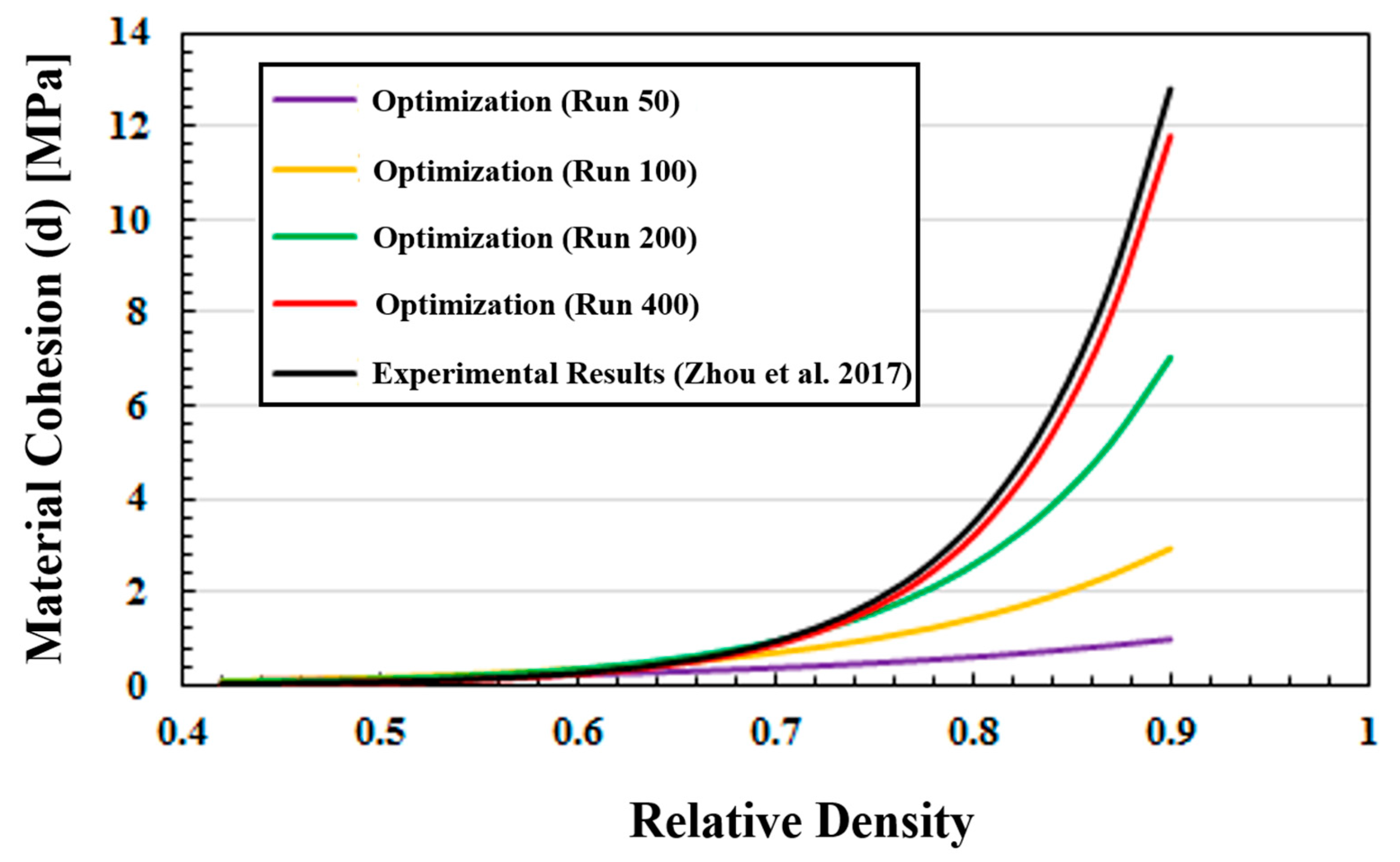
3.2. Inverse Optimization Analysis
4. Conclusions
- The simulation of the compaction process for ASCI powder was successfully carried out using AbaqusTM. Then, the difference between the force-displacement curve obtained from the simulation and the experimental data was defined as the objective function of an optimization problem.
- The PSO optimization algorithm was coded in Python, and the link between the optimization code and Abaqus was successfully established.
- The DPC model parameters are considered the optimization variables in each iteration; these variables are generated by the PSO and are considered updated material properties in Abaqus. Then, the software solves the FE model, and the error is calculated. According to the error value, PSO approaches the optimal solution based on previous experiences of individual particles.
- The results showed that the proposed method in this research has been very successful in calibrating the DPC model so that three parameters of Young’s modulus, material cohesion, and hydrostatic pressure yield stress are obtained, respectively, with RMSE 1.95, 0.12, and 324.64 compared to their experimental values.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Hartmann, S.; Bier, W. High-order time integration applied to metal powder plasticity. Int. J. Plast. 2008, 24, 17–54. [Google Scholar] [CrossRef]
- Zhou, M.; Huang, S.; Hu, J.; Lei, Y.; Xiao, Y.; Li, B.; Yan, S.; Zou, F. A density-dependent modified Drucker-Prager Cap model for die compaction of Ag57.6-Cu22.4-Sn10-In10 mixed metal powders. Powder Technol. 2017, 305, 183–196. [Google Scholar] [CrossRef]
- Kim, K.; Cho, J. A densification model for mixed metal powder under cold compaction. Int. J. Mech. Sci. 2001, 43, 2929–2946. [Google Scholar] [CrossRef]
- Nwose, E.N.; Pei, C.; Wu, C.-Y. Modelling die filling with charged particles using DEM/CFD. Particuology 2012, 10, 229–235. [Google Scholar] [CrossRef]
- Denny, P. Compaction equations: A comparison of the Heckel and Kawakita equations. Powder Technol. 2002, 127, 162–172. [Google Scholar] [CrossRef]
- Desai, P.M.; Liew, C.V.; Heng, P.W.S. Review of disintegrants and the disintegration phenomena. J. Pharm. Sci. 2016, 105, 2545–2555. [Google Scholar] [CrossRef]
- Dobrzański, L.A.; Dobrzański, L.B.; Dobrzańska-Danikiewicz, A.D. Overview of conventional technologies using the powders of metals, their alloys and ceramics in Industry 4.0 stage. J. Achiev. Mater. Manuf. Eng. 2020, 98, 56–85. [Google Scholar] [CrossRef]
- Babaei, H.; Mostofi, T.M.; Alitavoli, M.; Namazi, N.; Rahmanpoor, A. Dynamic compaction of cold die Aluminum powders. Géoméch. Eng. 2016, 10, 109–124. [Google Scholar] [CrossRef]
- Roveri, M.; Goidanich, S.; Dotelli, G.; Toniolo, L. Semi-empirical models to describe the absorption of liquid water in natural stones employed in built heritage before and after the application of water repellent treatments. Constr. Build. Mater. 2020, 241, 117918. [Google Scholar] [CrossRef]
- Zhou, J.; Zhu, C.; Zhang, W.; Ai, W.; Zhang, X.; Liu, K. Experimental and 3D MPFEM simulation study on the green density of Ti–6Al–4V powder compact during uniaxial high velocity compaction. J. Alloys Compd. 2019, 817, 153226. [Google Scholar] [CrossRef]
- Krok, A.; Wu, C.Y. Finite element modeling of powder compaction. In Engineering Crystallography: From Molecule to Crystal to Functional Form; Springer: Dordrecht, The Netherlands, 2017; pp. 451–462. [Google Scholar]
- Drucker, D.C.; Prager, W. Soil mechanics and plastic analysis or limit design. Q. Appl. Math. 1952, 10, 157–165. [Google Scholar] [CrossRef]
- DiMaggio, F.L.; Sandler, I.S. Material model for granular soils. J. Eng. Mech. Div. 1971, 97, 935–950. [Google Scholar] [CrossRef]
- Hrairi, M.; Chtourou, H.; Gakwaya, A.; Guillot, M. Modeling the powder compaction process using the finite element method and inverse optimization. Int. J. Adv. Manuf. Technol. 2011, 56, 631–647. [Google Scholar] [CrossRef]
- Berdychowski, M.; Górecki, J.; Biszczanik, A.; Wałęsa, K. Numerical simulation of dry ice compaction process: Com-parison of drucker-prager/cap and cam clay models with experimental results. Materials 2022, 15, 5771. [Google Scholar] [CrossRef] [PubMed]
- Zhou, R.; Zhang, L.-H.; He, B.-Y.; Liu, Y.-H. Numerical simulation of residual stress field in green power metallurgy compacts by modified Drucker–Prager Cap model. Trans. Nonferrous Met. Soc. China 2013, 23, 2374–2382. [Google Scholar] [CrossRef]
- Wagle, G.S.; Engel, R.S.; Bollina, R.; German, R.M. Statistical analysis of modified drucker-prager cap model parameters for application to modeling die compaction. Adv. Powder Metall. Part. Mater. 2003, 4–24. Available online: https://www.cavs.msstate.edu/publications/docs/2003/07/2003-27.pdf (accessed on 29 October 2024).
- Li, R.; Liu, W.; Li, J.; Liu, J. Inverse Identification of Drucker–Prager Cap Model for Ti-6Al-4V Powder Compaction Considering the Shear Stress State. Metals 2023, 13, 1837. [Google Scholar] [CrossRef]
- Jung, A.; Diebels, S. Yield surfaces for solid foams: A review on experimental characterization and modeling. GAMM-Mitteilungen 2018, 41, e201800002. [Google Scholar] [CrossRef]
- Jin, W.; Klinger, J.L.; Westover, T.L.; Huang, H. A density dependent Drucker-Prager/Cap model for ring shear simulation of ground loblolly pine. Powder Technol. 2020, 368, 45–58. [Google Scholar] [CrossRef]
- Lu, C. Determination of Cap Model Parameters Using Numerical Optimization Method for Powder Compaction; Marquette University: Milwaukee, WI, USA, 2010. [Google Scholar]
- Wagle, G.S. Die Compaction Simulation: Simplifying the Application of a Complex Constitutive Model Using Numerical and Physical Experiments. Ph.D. Thesis, The Pennsylvania State University, University Park, PA, USA, 2007. [Google Scholar]
- Eberhart, R.; Kennedy, J. Particle swarm optimization. In Proceedings of the IEEE International Conference on Neural Networks, Perth, WA, Australia, 27 November–1 December 1995; Volume 4, pp. 1942–1948. [Google Scholar]
- Pervaiz, S.; Ul-Qayyum, Z.; Bangyal, W.H.; Gao, L.; Ahmad, J. [Retracted] A Systematic Literature Review on Particle Swarm Optimization Techniques for Medical Diseases Detection. Comput. Math. Methods Med. 2021, 2021, 5990999. [Google Scholar] [CrossRef]
- Pace, F.; Santilano, A.; Godio, A. A review of geophysical modeling based on particle swarm optimization. Surv. Geophys. 2021, 42, 505–549. [Google Scholar] [CrossRef] [PubMed]
- Ceylan, Z. Short-term prediction of COVID-19 spread using grey rolling model optimized by particle swarm optimiza-tion. Appl. Soft Comput. 2021, 109, 107592. [Google Scholar] [CrossRef] [PubMed]
- Gontara, S.; Boufaied, A.; Korbaa, O. Fault localization algorithm in computer networks based on the boolean particle swarm optimization. In Proceedings of the 2019 IEEE International Conference on Systems, Man and Cybernetics (SMC), Bari, Italy, 6–9 October 2019. [Google Scholar]
- Banks, A.; Vincent, J.; Anyakoha, C. A review of particle swarm optimization. Part I: Background and development. Nat. Comput. 2007, 6, 467–484. [Google Scholar] [CrossRef]
- Shami, T.M.; El-Saleh, A.A.; Alswaitti, M.; Al-Tashi, Q.; Summakieh, M.A.; Mirjalili, S. Particle swarm optimization: A comprehensive survey. IEEE Access 2022, 10, 10031–10061. [Google Scholar] [CrossRef]
- Zhang, X.; Liu, H.; Tu, L. A modified particle swarm optimization for multimodal multi-objective optimization. Eng. Appl. Artif. Intell. 2020, 95, 103905. [Google Scholar] [CrossRef]
- Li, W.; Meng, X.; Huang, Y.; Fu, Z.-H. Multipopulation cooperative particle swarm optimization with a mixed mutation strategy. Inf. Sci. 2020, 529, 179–196. [Google Scholar] [CrossRef]
- Alitavoli, M.; Khaleghi, E.; Babaei, H.; Mostofi, T.M.; Namazi, N. Modeling and prediction of metallic powder behavior in explosive compaction process by using genetic programming method based on dimensionless numbers. Proc. Inst. Mech. Eng. Part E J. Process. Mech. Eng. 2018, 233, 195–201. [Google Scholar] [CrossRef]
- Dec, R.T.; Zavaliangos, A.; Cunningham, J.C. Comparison of various modeling methods for analysis of powder compaction in roller press. Powder Technol. 2003, 130, 265–271. [Google Scholar] [CrossRef]
- LaMarche, K.; Buckley, D.; Hartley, R.; Qian, F.; Badawy, S. Assessing materials’ tablet compaction properties using the Drucker–Prager Cap model. Powder Technol. 2014, 267, 208–220. [Google Scholar] [CrossRef]
- Majzoobi, G.; Jannesari, S. Determination of the constants of cap model for compaction of three metal powders. Adv. Powder Technol. 2015, 26, 928–934. [Google Scholar] [CrossRef]
- Atrian, A.; Majzoobi, G.H.; Markert, B.; Nourbakhsh, S.H. A novel approach to calibrate the Drucker–Prager Cap model for Al7075 powder. Arch. Appl. Mech. 2018, 88, 1859–1876. [Google Scholar] [CrossRef]
- Buljak, V.; Baivier-Romero, S.; Kallel, A. Calibration of Drucker–Prager cap constitutive model for ceramic powder compaction through inverse analysis. Materials 2021, 14, 4044. [Google Scholar] [CrossRef] [PubMed]
- Zhou, R.; Yang, L.; Liu, Z.-W.; Liu, B.-F. Modeling the powder compaction process by an integrated simulation and inverse optimization method. Mater. Today Commun. 2020, 25, 101475. [Google Scholar] [CrossRef]
- Wu, P.; Gao, L.; Zou, D.; Li, S. An improved particle swarm optimization algorithm for reliability problems. ISA Trans. 2011, 50, 71–81. [Google Scholar] [CrossRef] [PubMed]
- Yang, I.-T.; Hsieh, Y.-H. Reliability-based design optimization with cooperation between support vector machine and particle swarm optimization. Eng. Comput. 2012, 29, 151–163. [Google Scholar] [CrossRef]
- Perez, R.E.; Behdinan, K. Particle swarm optimization in structural design. Swarm Intell. Focus Ant Part. Swarm Optim. 2007, 373-, 373–394. [Google Scholar] [CrossRef]
- Li, Z.; Tian, G.; Cheng, G.; Liu, H.; Cheng, Z. An integrated cultural particle swarm algorithm for multi-objective reliability-based design optimization. Proc. Inst. Mech. Eng. Part C J. Mech. Eng. Sci. 2013, 228, 1185–1196. [Google Scholar] [CrossRef]
- Tseng, K.Y.; Zhang, C.B.; Wu, C.Y. An enhanced binary particle swarm optimization for structural topology optimization. Proc. Inst. Mech. Eng. Part C J. Mech. Eng. Sci. 2010, 224, 2271–2287. [Google Scholar] [CrossRef]
- Jalili, S.; Hosseinzadeh, Y.; Kaveh, A. Chaotic biogeography algorithm for size and shape optimization of truss structures with frequency constraints. Period. Polytech. Civ. Eng. 2014, 58, 397–422. [Google Scholar] [CrossRef]
- Kaveh, A.; Hamedani, K.B.; Kamalinejad, M. Set theoretical variants of optimization algorithms for system reliability-based design of truss structures. Period. Polytech. Civ. Eng. 2021, 65, 717–729. [Google Scholar] [CrossRef]
- Shi, J.; Chopp, D.; Lua, J.; Sukumar, N.; Belytschko, T. Abaqus implementation of extended finite element method using a level set representation for three-dimensional fatigue crack growth and life predictions. Eng. Fract. Mech. 2010, 77, 2840–2863. [Google Scholar] [CrossRef]
- Chen, K.; Xue, B.; Zhang, M.; Zhou, F. Evolutionary multitasking for feature selection in high-dimensional classification via particle swarm optimization. IEEE Trans. Evol. Comput. 2021, 26, 446–460. [Google Scholar] [CrossRef]
- Ali, M.M.; Kaelo, P. Improved particle swarm algorithms for global optimization. Appl. Math. Comput. 2008, 196, 578–593. [Google Scholar] [CrossRef]
- Mashayekhi, M.; Harati, M.; Estekanchi, H.E. Development of an alternative PSO-based algorithm for simulation of endurance time excitation functions. Eng. Rep. 2019, 1, e12048. [Google Scholar] [CrossRef]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Part | Modeling Space | Type | ASCI Powder [2] | |
|---|---|---|---|---|
| Diameter [mm] | Height [mm] | |||
| Punch | Axisymmetric | Discrete Rigid | 10 | 16.02 |
| Die | Axisymmetric | Discrete Rigid | 10 | 17 |
| Powder | Axisymmetric | Deformable | 10 | 15.82 |
| Elements Properties | Powder | Die | Punch |
|---|---|---|---|
| Element Library | Standard | Standard | Standard |
| Element Family | Discrete Rigid | Discrete Rigid | Discrete Rigid |
| Geometric Order | Linear | Linear | Linear |
| Element Type | CAX4R | CAX4R | CAX4R |
| Element Number | 1020 | 80 | 20 |
| Parameter | Value | Optimization Variables and Constraints |
|---|---|---|
| [GPa] | and | |
| - | ||
| [MPa] | and | |
| - | ||
| - | ||
| 0 | - | |
| 0.01 | - | |
| 1 | - | |
| [MPa] | and |
| Coefficient | ||||||
| Optimized value | 16.71 | 8.78 | 0.91 × 10−4 | 13.08 | 0.53 | 7.51 |
| (GPa) | (MPa) | (MPa) | ||||||||
|---|---|---|---|---|---|---|---|---|---|---|
| 0.67 | 0.068 | 0.02 | 71.3 | 0.381 | 0 | 0.02 | 1 | 0.42 | 0.53 | 0.00 |
| 0.87 | 0.070 | 0.03 | 71.3 | 0.385 | 0 | 0.02 | 1 | 0.45 | 7.39 | 0.35 |
| 1.13 | 0.073 | 0.05 | 71.3 | 0.389 | 0 | 0.02 | 1 | 0.48 | 12.42 | 0.42 |
| 1.47 | 0.076 | 0.07 | 71.3 | 0.393 | 0 | 0.02 | 1 | 0.51 | 18.20 | 0.47 |
| 1.91 | 0.080 | 0.11 | 71.3 | 0.398 | 0 | 0.02 | 1 | 0.54 | 23.28 | 0.50 |
| 2.49 | 0.083 | 0.16 | 71.3 | 0.403 | 0 | 0.02 | 1 | 0.57 | 34.12 | 0.55 |
| 3.24 | 0.087 | 0.23 | 71.3 | 0.409 | 0 | 0.02 | 1 | 0.6 | 35.06 | 0.56 |
| 4.22 | 0.092 | 0.34 | 71.3 | 0.416 | 0 | 0.02 | 1 | 0.63 | 44.22 | 0.59 |
| 5.49 | 0.096 | 0.51 | 71.3 | 0.424 | 0 | 0.02 | 1 | 0.66 | 54.27 | 0.62 |
| 7.15 | 0.102 | 0.76 | 71.3 | 0.432 | 0 | 0.02 | 1 | 0.69 | 67.52 | 0.65 |
| 9.30 | 0.107 | 1.12 | 71.3 | 0.441 | 0 | 0.02 | 1 | 0.72 | 78.47 | 0.67 |
| 12.10 | 0.114 | 1.66 | 71.3 | 0.452 | 0 | 0.02 | 1 | 0.75 | 88.73 | 0.68 |
| 15.75 | 0.121 | 2.45 | 71.3 | 0.463 | 0 | 0.02 | 1 | 0.78 | 110.39 | 0.71 |
| 20.49 | 0.128 | 3.63 | 71.3 | 0.476 | 0 | 0.02 | 1 | 0.81 | 130.05 | 0.73 |
| 26.67 | 0.136 | 5.38 | 71.3 | 0.490 | 0 | 0.02 | 1 | 0.84 | 173.23 | 0.77 |
| 34.70 | 0.145 | 7.96 | 71.3 | 0.506 | 0 | 0.02 | 1 | 0.87 | 188.02 | 0.78 |
| 45.16 | 0.155 | 11.79 | 71.3 | 0.524 | 0 | 0.02 | 1 | 0.9 | 206.88 | 0.79 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Davarpanah, S.; Allili, M.; Mousavi Ajarostaghi, S.S. Numerical Optimization of Drucker-Prager-Cap Model Parameters in Powder Compaction Employing Particle Swarm Algorithms. Fluids 2024, 9, 262. https://doi.org/10.3390/fluids9110262
Davarpanah S, Allili M, Mousavi Ajarostaghi SS. Numerical Optimization of Drucker-Prager-Cap Model Parameters in Powder Compaction Employing Particle Swarm Algorithms. Fluids. 2024; 9(11):262. https://doi.org/10.3390/fluids9110262
Chicago/Turabian StyleDavarpanah, Sanaz, Madjid Allili, and Seyed Soheil Mousavi Ajarostaghi. 2024. "Numerical Optimization of Drucker-Prager-Cap Model Parameters in Powder Compaction Employing Particle Swarm Algorithms" Fluids 9, no. 11: 262. https://doi.org/10.3390/fluids9110262
APA StyleDavarpanah, S., Allili, M., & Mousavi Ajarostaghi, S. S. (2024). Numerical Optimization of Drucker-Prager-Cap Model Parameters in Powder Compaction Employing Particle Swarm Algorithms. Fluids, 9(11), 262. https://doi.org/10.3390/fluids9110262