
Effectiveness of Low-Cost Bioreactors Integrated with a Gas Stripping System for Butanol Fermentation from Sugarcane Molasses by Clostridium beijerinckii

Abstract
:1. Introduction
2. Materials and Methods
2.1. Microorganism and Inoculum Preparation
2.2. Raw Materials
2.3. Butanol Production Medium
2.4. Batch Fermentation Conditions
2.4.1. Butanol Fermentation in Screw-Capped Bottles and a Stirred-Tank Bioreactor
2.4.2. Butanol Fermentation in a Bubble Column Bioreactor under Various Gas Circulating Rates
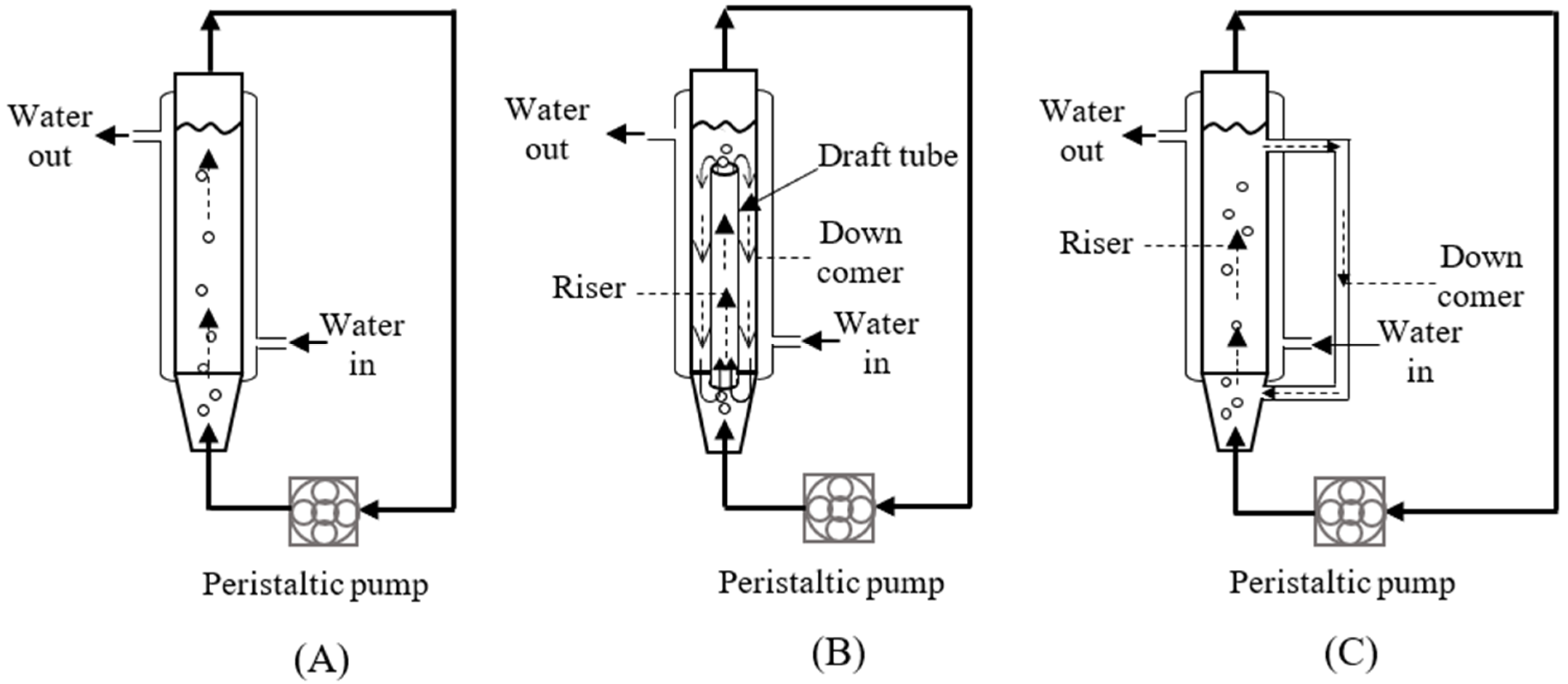
2.4.3. Butanol Fermentation in Gas-Lift Column Bioreactors
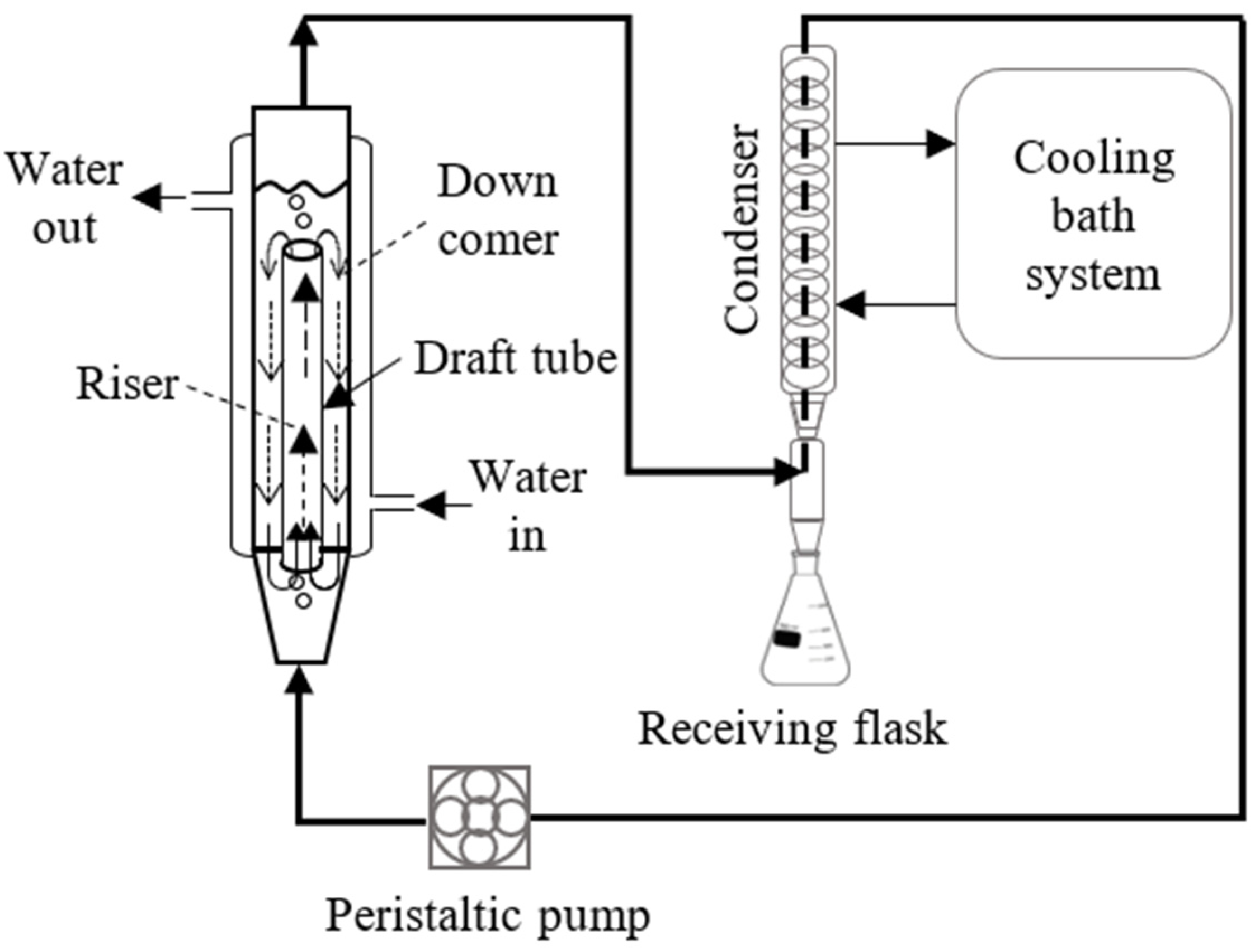
2.4.4. Butanol Fermentation in an Internal Loop Gas-Lift Column Bioreactor Integrated with a Gas Stripping System
2.5. Analytical Methods
3. Results and Discussion
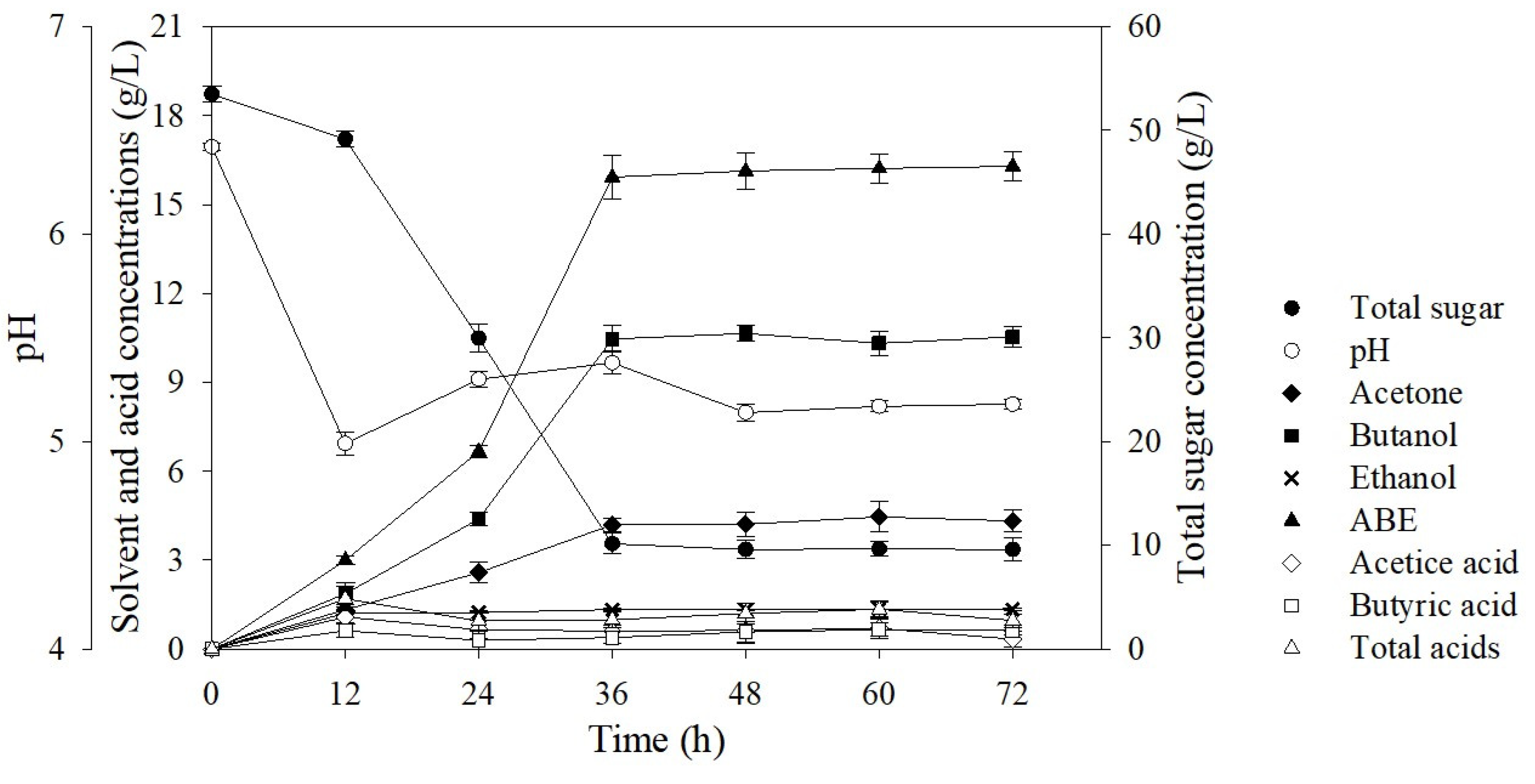
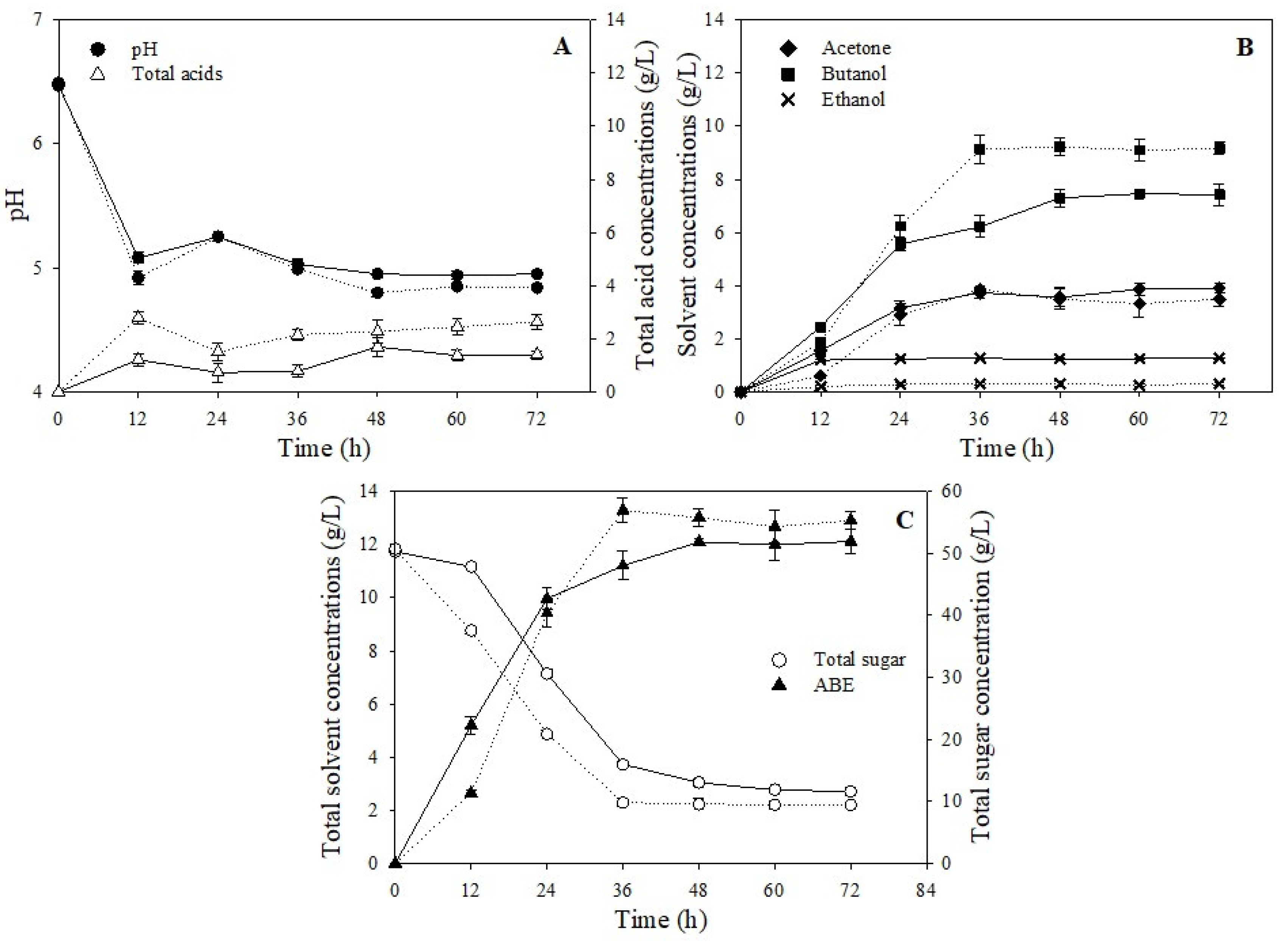
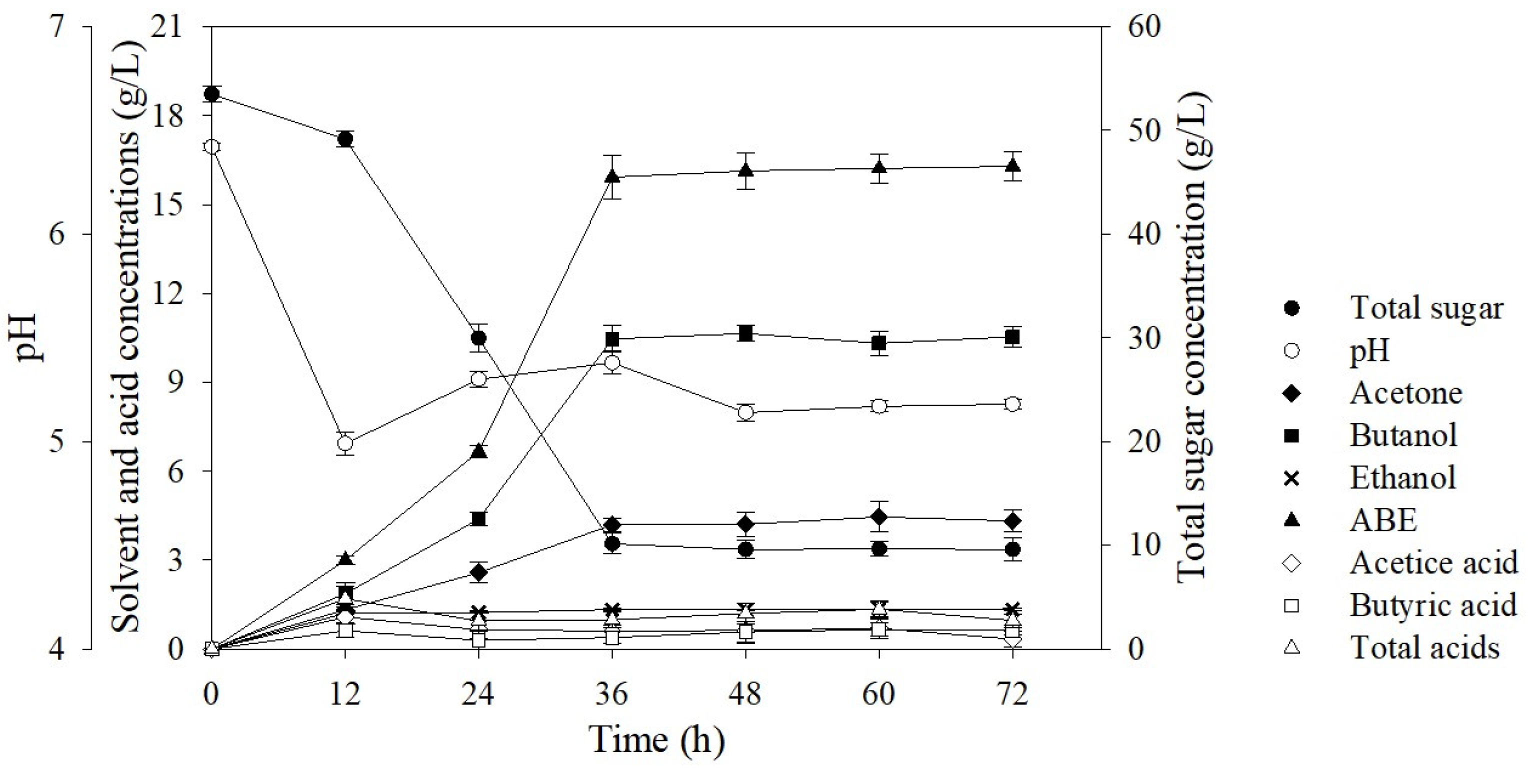
3.1. Butanol Fermentation from Sugarcane Molasses in Screw-Capped Bottles and a Stirred-Tank Bioreactor
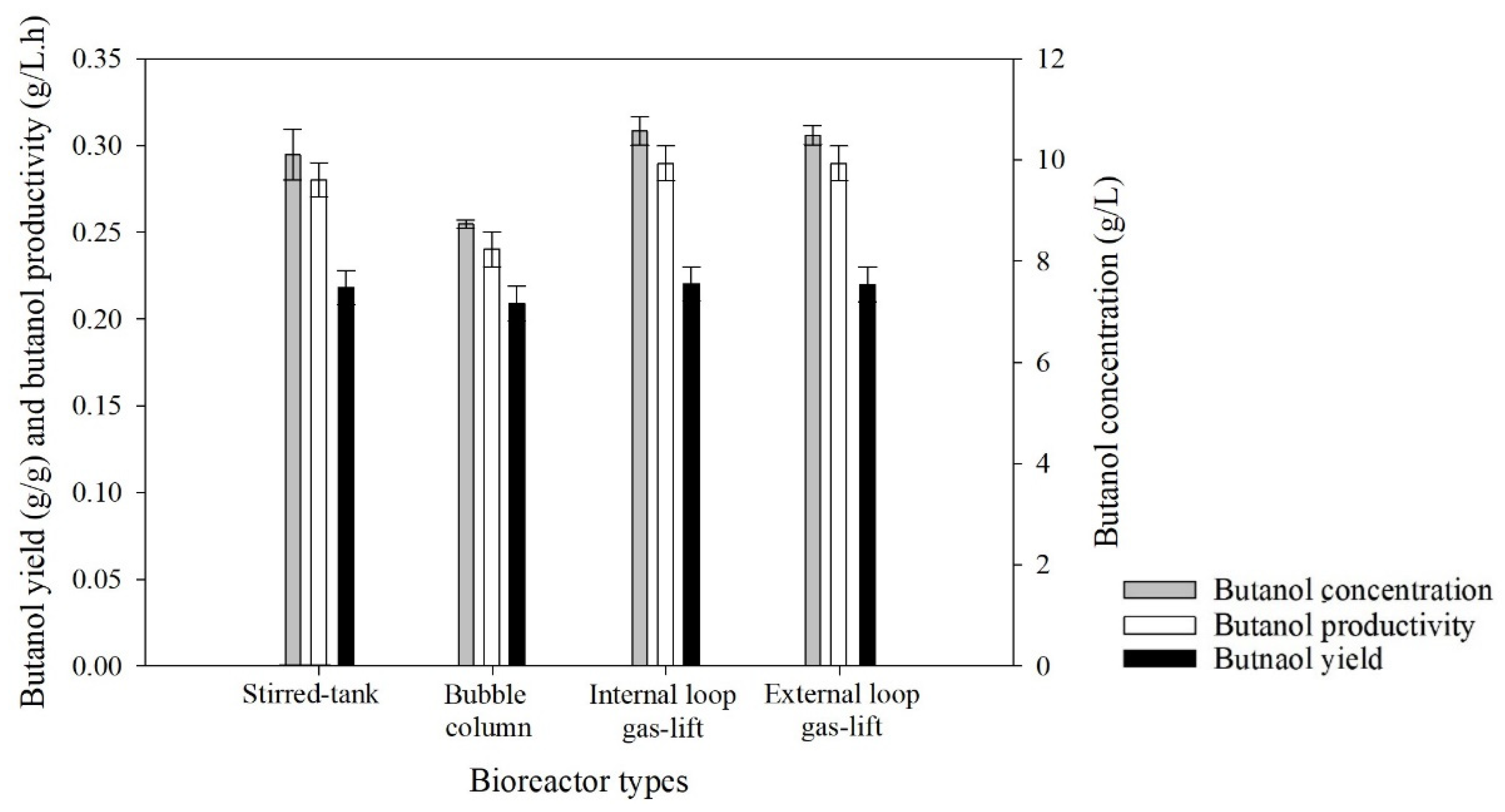
3.2. Butanol Fermentation from Sugarcane Molasses in Column Bioreactors
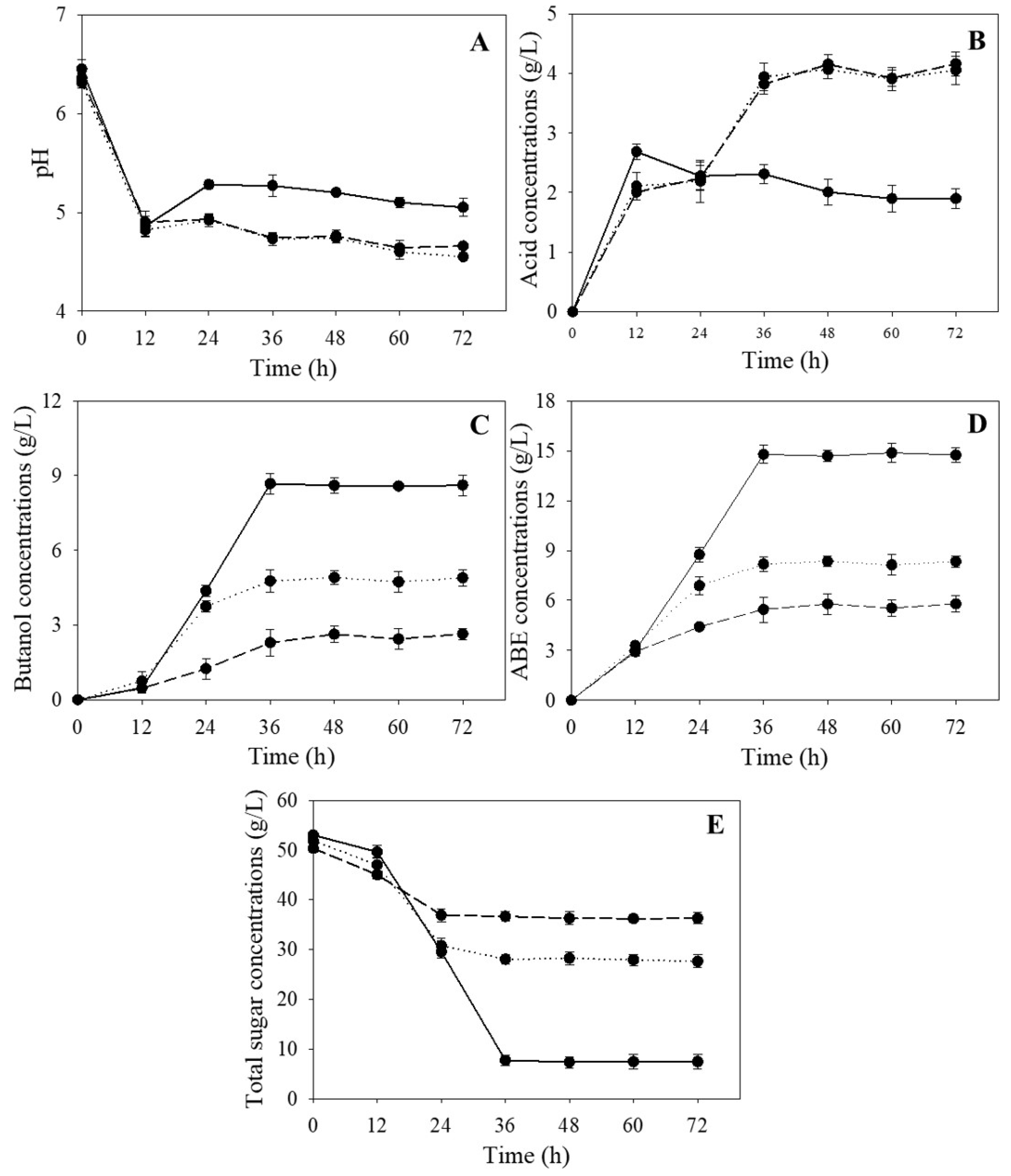
3.2.1. Effects of Gas Circulation on Butanol Fermentation in a Bubble Column Bioreactor
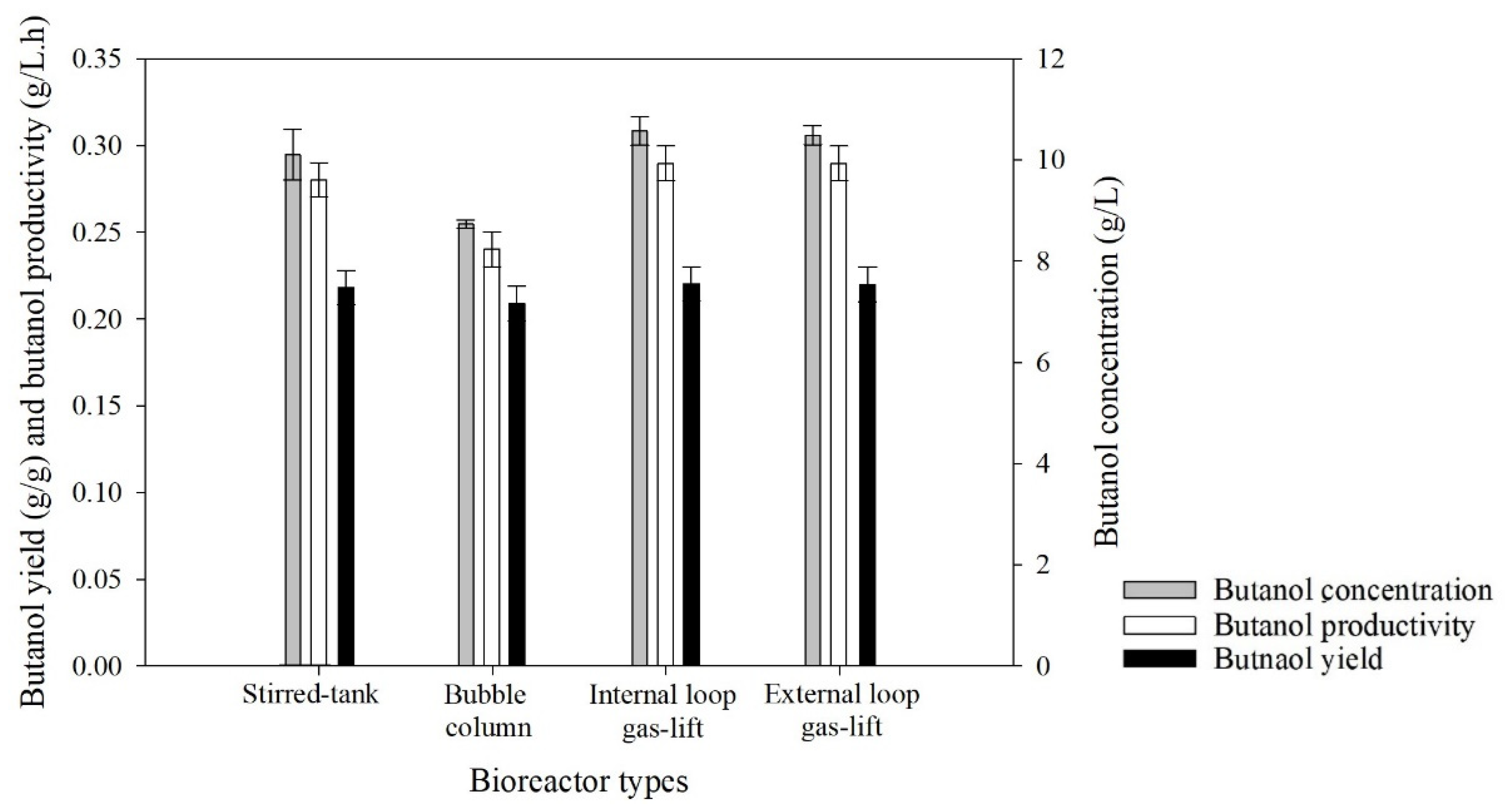
3.2.2. Batch Butanol Fermentation in Gas-Lift Column Bioreactors
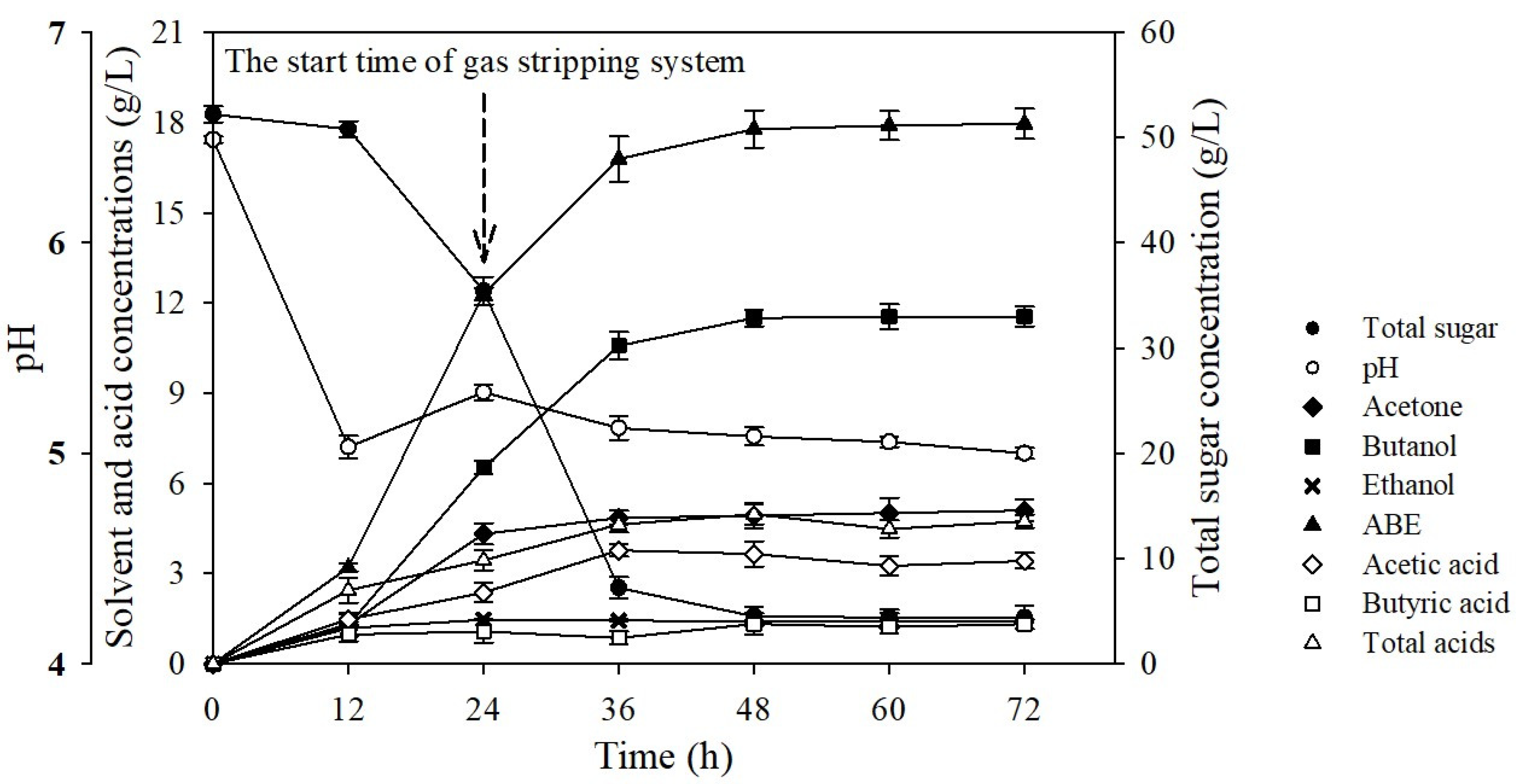
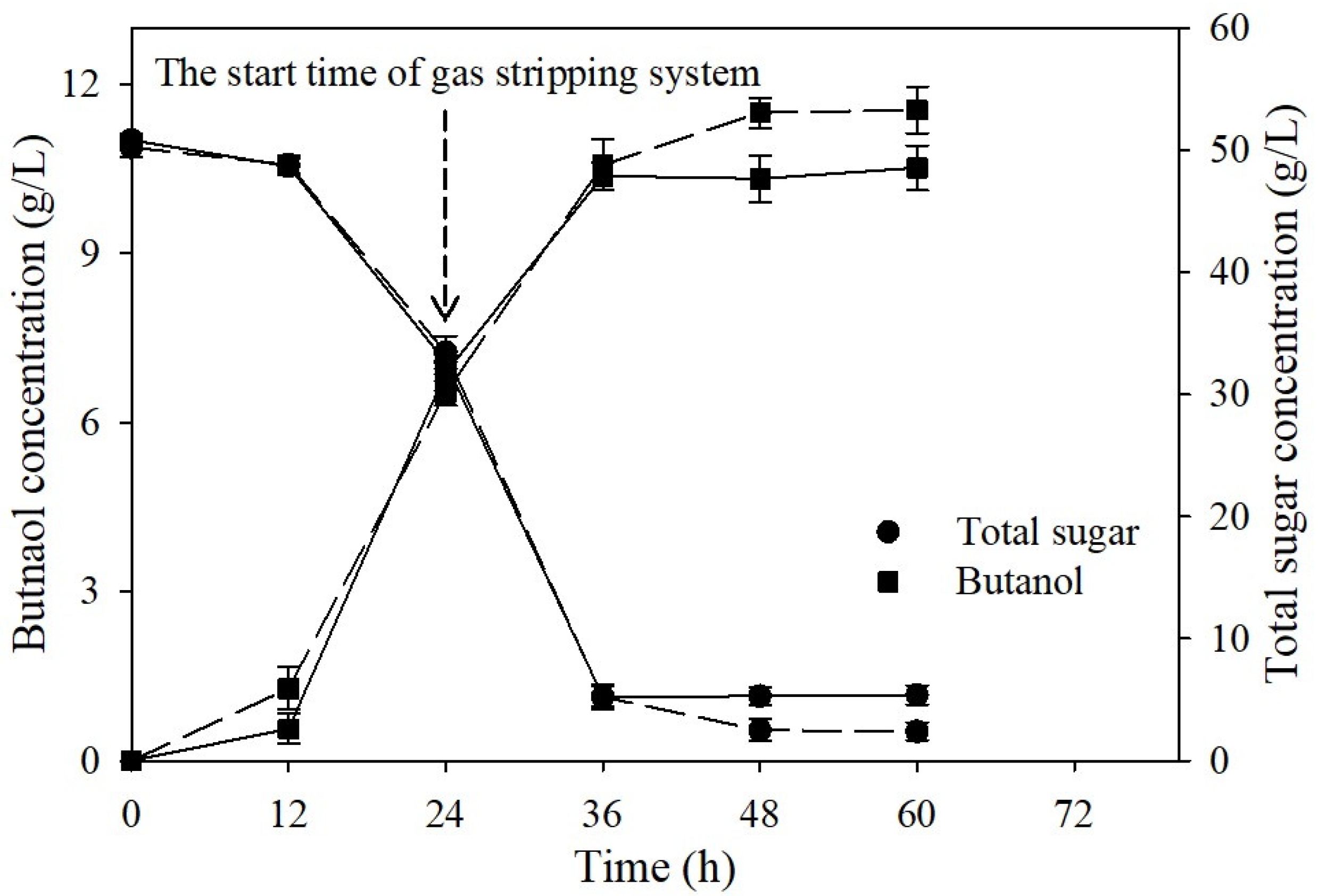
3.2.3. Butanol Fermentation in an Internal Loop Gas-Lift Column Bioreactor Integrated with a Gas Stripping System
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Yu, L.; Wu, H.; Zhao, W.; Qian, Y.; Zhu, L.; Lu, X. Experimental study on the application of n-butanol and n-butanol/kerosene blends as fuel for spark ignition aviation piston engine. Fuel 2021, 304, 121362. [Google Scholar] [CrossRef]
- de Jong, E.; Stichnothe, H.; Bell, G.; Jørgensen, H. Bio-Based Chemical; IEA Bioenergy: Paris, France, 2020; Volume 42, ISBN 978-1-910154-69-4. [Google Scholar]
- Patakova, P.; Linhova, M.; Rychtera, M.; Paulova, L.; Melzoch, K. Novel and neglected issues of acetone-butanol-ethanol (ABE) fermentation by clostridia: Clostridium metabolic diversity, tools for process mapping and continuous fermentation systems. Biotechnol. Adv. 2013, 31, 58–67. [Google Scholar] [CrossRef] [PubMed]
- Dahman, Y.; Syed, K.; Begum, S.; Roy, P.; Mohtasebi, B. 14-Biofuels: Their characteristics and analysis. In Biomass, Biopolymer-Based Materials, and Bioenergy; Verma, D., Fortunati, E., Jain, S., Zhang, X., Eds.; Woodhead Publishing: Sawston, UK, 2019; pp. 277–325. ISBN 978-0-08-1024263. [Google Scholar]
- Ezeji, T.C.; Qureshi, N.; Blaschek, H.P. Acetone butanol ethanol (ABE) production from concentrated substrate: Reduction in substrate inhibition by fed-batch technique and product inhibition by gas stripping. Appl. Microbiol. Biotechnol. 2004, 63, 653–658. [Google Scholar] [CrossRef] [PubMed]
- Kumar, M.; Gayen, K. Developments in biobutanol production: New insights. Appl. Energy 2011, 88, 1999–2012. [Google Scholar] [CrossRef]
- Office of the Cane and Sugar Board. Status of Sugarcane and Sugar in Thailand. Available online: http://www.ocsb.go.th/th/cms/detail.php?ID=5351&SystemModuleKey=country (accessed on 11 April 2018).
- Thanapornsin, T.; Sanchanda, P.; Laopaiboon, L.; Laopaiboon, P. Batch butanol fermentation from sugarcane molasses integrated with a gas stripping system: Effects of sparger types and gas flow rates. Asia Pac. J. Sci. Technol. 2018, 23, 1–12. [Google Scholar] [CrossRef]
- Narueworanon, P.; Laopaiboon, L.; Laopaiboon, P. Capability of immobilized Clostridium beijerinckii TISTR 1461 on lotus stalk pieces to produce butanol from sugarcane molasses. Processes 2021, 9, 573. [Google Scholar] [CrossRef]
- Jiang, W.; Zhao, J.; Wang, Z.; Yang, S.T. Stable high-titer n-butanol production from sucrose and sugarcane juice by Clostridium acetobutylicum JB200 in repeated batch fermentation. Bioresour. Technol. 2014, 163, 172–179. [Google Scholar] [CrossRef]
- Abdehagh, N.; Tezel, F.H.; Thibault, J. Separation techniques in butanol production: Challenges and developments. Biomass Bioenergy 2014, 60, 222–246. [Google Scholar] [CrossRef]
- Ezeji, T.C.; Liu, S.; Qureshi, N. Mixed sugar fermentation by Clostridia and metabolic engineering for butanol production. In Biorefineries: Integrated Biochemical Processes for Liquid Biofuels, 1st ed.; Qureshi, N., Hodge, D., Vertes, A., Eds.; Elsevier: Amsterdam, The Netherlands, 2014; Volume 1, pp. 191–204. ISBN 978-0-444-59498-3. [Google Scholar]
- Wechgama, K.; Laopaiboon, L.; Laopaiboon, P. Enhancement of batch butanol production from sugarcane molasses using nitrogen supplementation integrated with gas stripping for product recovery. Ind. Crops Prod. 2017, 95, 216–226. [Google Scholar] [CrossRef]
- Ranjan, A.; Mayank, R.; Moholkar, V.S. Process optimization for butanol production from developed rice straw hydrolysate using Clostridium acetobutylicum MTCC 481 strain. Biomass Convers. BioRefin. 2013, 3, 143–155. [Google Scholar] [CrossRef]
- Chisti, M.Y. Airlift Bioreactors, 1st ed.; Elsevier Applied Science: New York, NY, USA, 1989; p. 345. ISBN 1-85166-320-7. [Google Scholar]
- Özcan, E.; Sargın, S.; Göksungur, Y. Comparison of pullulan production performances of air-lift and bubble column bioreactors and optimization of process parameters in air-lift bioreactor. Biochem. Eng. J. 2014, 92, 9–15. [Google Scholar] [CrossRef]
- Daengbussadee, C.; Laopaiboon, L.; Kaewmaneewat, A.; Sirisantimethakom, L.; Laopaiboon, L. Novel methods using an Arthrobactor sp. to create anaerobic conditions for biobutanol production from sweet sorghum juice by Clostridium beijerinckii. Processes 2021, 9, 178. [Google Scholar] [CrossRef]
- Latimer, G.W. Official Methods of Analysis of AOAC International, 19th ed.; AOAC International: Rockville, MD, USA, 2012; ISBN 0935584838. [Google Scholar]
- Sirisantimethakom, L.; Laopaiboon, L.; Danvirutai, L.; Laopaiboon, P. Volatile compounds of a traditional Thai rice wine. Biotechnology 2008, 7, 505–513. [Google Scholar] [CrossRef]
- Narueworanon, P.; Laopaiboon, L.; Phukoetphim, N.; Laopaiboon, P. Impacts of Initial Sugar, Nitrogen and Calcium Carbonate on Butanol Fermentation from Sugarcane Molasses by Clostridium beijerinckii. Energies 2020, 13, 694. [Google Scholar] [CrossRef] [Green Version]
- Areesirisuk, A.; Laopaiboon, L.; Khongsay, N.; Laopaiboon, P. Improvement of gas chromatographic analysis for organic acids and solvents in acetone-butanol-ethanol fermentation from sweet sorghum juice. Afr. J. Biotechnol. 2010, 9, 6422–6429. [Google Scholar] [CrossRef]
- Scherz, H.; Bonn, G. Analytical Chemistry of Carbohydrate; Georg Thieme Verlag: New York, NY, USA; Wiley: New York, NY, USA, 1998; ISBN 3131023511. [Google Scholar]
- Lütke-Eversloh, T.; Bahl, H. Metabolic engineering of Clostridium acetobutylicum: Recent advances to improve butanol production. Curr. Opin. Biotechnol. 2011, 22, 634–647. [Google Scholar] [CrossRef]
- Mechmech, F.; Marinova, M.; Chadjaa, H.; Rahni, M.; Akacham, N.B.; Gargouri, M. Alfalfa juice as a nitrogen source or supplement for acetone-butanol-ethanol production by Clostridium acetobutylicum. Ind. Crops Prod. 2015, 78, 73–81. [Google Scholar] [CrossRef]
- Doran, P.M. Bioprocess Engineering Principles, 2nd ed.; Academic Press: London, UK, 1995; p. 202. ISBN 9780122208515. [Google Scholar]
- Sirisantimethakom, L.; Laopaiboon, L.; Sanchanda, P.; Chatleudmongkol, J.; Laopaiboon, P. Improvement of butanol production from sweet sorghum juice by Clostridium beijerinckii using an orthogonal array design. Ind. Crops Prod. 2016, 79, 287–294. [Google Scholar] [CrossRef]
- Zheng, J.; Tashiro, Y.; Wang, Q.; Sonomoto, K. Recent advances to improve fermentative butanol production: Genetic engineering and fermentation technology. J. Biosci. Bioeng. 2015, 119, 1–9. [Google Scholar] [CrossRef]
- Plaza, P.E.; Coca, M.; Yagüe, S.L.; Gutiérrez, G.; Rochón, E.; García-Cubero, M.T. Bioprocess intensification for acetone-butanol-ethanol fermentation from brewer’s spent grain: Fed-batch strategies coupled with in situ gas stripping. Biomass Bioenergy 2022, 156, 106237. [Google Scholar] [CrossRef]
- Xue, C.; Liu, F.; Xu, M.; Tang, I.C.; Zhao, J.; Bai, F.; Yang, S.T. Butanol production in acetone-butanol-ethanol fermentation with in situ product recovery by adsorption. Bioresour. Technol. 2016, 219, 158–168. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Kießlich, S.; Sarchami, T.; Munch, G.; Gao, K.; Rehmann, L.; Kujawski, W.; Johnson, E. Pervaporative butanol removal from PBE fermentation broths for the bioconversion of glycerol by Clostridium pasteurianum. J. Membr. Sci. 2017, 535, 79–88. [Google Scholar] [CrossRef]
- Ni, Y.; Wang, Y.; Sun, Z. Butanol Production from Cane Molasses by Clostridium saccharobutylicum DSM 13864: Batch and Semicontinuous Fermentation. Appl. Biochem. Biotechnol. 2012, 166, 1896–1907. [Google Scholar] [CrossRef] [PubMed]
- da Conceição Gomes, A.; Rodrigues, M.I.; de França Passos, D.; Machado de Castro, A.; Maria Mello Santa Anna, L.; Pereira, N. Acetone-butanol-ethanol fermentation from sugarcane bagasse hydrolysates: Utilization of C5 and C6 sugars. Electron. J. Biotechnol. 2019, 42, 16–22. [Google Scholar] [CrossRef]
- Kheyrandish, M.; Asadollahi, M.A.; Jeihanipour, A.; Doostmohammadi, M.; Rismani-Yazdi, H.; Karimi, K. Direct production of acetone–butanol–ethanol from waste starch by free and immobilized Clostridium acetobutylicum. Fuel 2015, 142, 129–133. [Google Scholar] [CrossRef]
- Chang, Z.; Cai, D.; Wang, Y.; Chen, C.; Fu, C.; Wang, G.; Qin, P.; Wang, Z.; Tan, T. Effective multiple stages continuous acetone-butanol-ethanol fermentation by immobilized bioreactors: Making full use of fresh corn stalk. Bioresour. Technol. 2016, 205, 82–89. [Google Scholar] [CrossRef]
- Rochón, E.; Ferrari, M.D.; Lareo, C. Integrated ABE fermentation-gas stripping process for enhanced butanol production from sugarcane-sweet sorghum juices. Biomass Bioenergy 2017, 98, 153–160. [Google Scholar] [CrossRef]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Composition | Concentration | Analytical Method | |
|---|---|---|---|
| Protein a | 6.77 | g/100 mL | [18] b |
| Phosphorus (P) a | 483.19 | mg/L | ICP-MS |
| Potassium (K) a | 28133.60 | mg/L | |
| Sodium (Na) a | 1405.29 | mg/L | |
| Calcium (Ca) a | 8110.65 | mg/L | |
| Magnesium (Mg) a | 4498.04 | mg/L | |
| Iron (Fe) a | 150.74 | mg/L | |
| Manganese (Mn) a | 79.90 | mg/L | |
| Copper (Cu) a | 0.25 | mg/L | |
| Zinc (Zn) a | 29.93 | mg/L | |
| Molybdenum (Mo) a | 0.10 | mg/L | |
| Nickel (Ni) a | 10.81 | mg/L | |
| Boron (B) a | 44.78 | mg/L | |
| Cobalt (Co) a | 2.57 | mg/L | |
| Sulfur (S)a | 5214.58 | mg/L | Turbidimetry method |
| Sucrose | 445.60 | g/L | HPLC (modified from [19]) |
| Glucose | 128.20 | g/L | |
| Fructose | 99.46 | g/L | |
| Fermentation Results | Gas Circulating Rate (L/min) | ||
|---|---|---|---|
| 0.2 | 0.5 | 1.0 | |
| Acetone (g/L) | 4.42 ± 0.11 c | 2.23 ± 0.20 b | 1.91 ± 0.21 a |
| Butanol (g/L) | 8.72 ± 0.18 c | 4.70 ± 0.21 b | 2.23 ± 0.25 a |
| Ethanol (g/L) | 1.25 ± 0.01 a | 1.24 ± 0.01 a | 1.27 ± 0.02 a |
| ABE (g/L) | 14.48 ± 0.43 c | 8.18 ± 0.42 b | 5.44 ± 0.40 a |
| Total acids * (g/L) | 2.22 ± 0.02 a | 3.94 ± 0.20 b | 3.82 ± 0.23 b |
| YB/S (g/g) ** | 0.21 ± 0.01 a | 0.21 ± 0.01 a | 0.20 ± 0.01 a |
| QB (g/L∙h) ** | 0.24 ± 0.00 c | 0.13 ± 0.01 b | 0.06 ± 0.01 a |
| Fermentation Results | Bioreactors | |||
|---|---|---|---|---|
| Stirred-Tank | Bubble Column | Internal Loop Gas-Lift | External Loop Gas-Lift | |
| Acetone (g/L) | 4.11 ± 0.04 a | 4.42 ± 0.31 a | 5.44 ± 0.19 b | 4.40 ± 0.26 a |
| Butanol (g/L) | 10.10 ± 0.30 b | 8.72 ± 0.18 a | 10.58 ± 0.28 b | 10.50 ± 0.19 b |
| Ethanol (g/L) | 1.26 ± 0.01 a | 1.25 ± 0.01 a | 1.13 ± 0.12 a | 1.39 ± 0.07 a |
| ABE (g/L) | 15.58 ± 0.32 b | 14.48 ± 0.23 a | 17.15 ± 0.42 d | 16.26 ± 0.43 c |
| Total acids * (g/L) | 0.97 ± 0.02 a | 2.22 ± 0.02 c | 1.47 ± 0.20 b | 2.52 ± 0.11 d |
| Sugar consumption (%) | 82.12 ± 1.52 a | 84.56 ± 1.04 a,b | 88.20 ± 2.05 c | 85.84 ± 0.23 b,c |
| Feedstock | Microorganism | Bioreactor | PB (g/L) * | YB/S (g/g) * | References |
|---|---|---|---|---|---|
| Sugarcane molasses (ITS ** = 60 g/L) | C. saccharobutylicum DSM13864 | Stirred-tank | 11.86 | 0.22 | [31] |
| Glucose (ITS = 60 g/L) | C. beijerinckii IB4 | Stirred-tank | 15.68 | 0.26 | [10] |
| Waste starch (ITS = 60 g/L) | C. acetobutylicum NRRL B-519 | Stirred-tank | 9.90 | 0.16 | [33] |
| Corn stalk juice (ITS = 60 g/L) | C. acetobutylicum ABE 1201 | Stirred-tank | 13.71 | 0.23 | [34] |
| Sugarcane-sweet sorghum juices (ITS = 75 g/L) | C. acetobutylicum DSM 792 | Stirred-tank | 10.50 | 0.18 | [35] |
| Glucose (ITS = 35 g/L) | C. acetobutylicum DSM 6228 | Stirred-tank | 6.90 | 0.19 | [32] |
| Sugarcane molasses (ITS = 50 g/L) | C. beijerinckii TISTR 1461 | Stirred-tank | 10.10 | 0.22 | This study |
| Sugarcane molasses (ITS = 50 g/L) | C. beijerinckii TISTR 1461 | Internal loop gas-lift | 10.58 | 0.22 | This study |
| Sugarcane molasses (ITS = 50 g/L) | C. beijerinckii TISTR 1461 | External loop gas-lift | 10.50 | 0.22 | This study |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Thanapornsin, T.; Sirisantimethakom, L.; Laopaiboon, L.; Laopaiboon, P. Effectiveness of Low-Cost Bioreactors Integrated with a Gas Stripping System for Butanol Fermentation from Sugarcane Molasses by Clostridium beijerinckii. Fermentation 2022, 8, 214. https://doi.org/10.3390/fermentation8050214
Thanapornsin T, Sirisantimethakom L, Laopaiboon L, Laopaiboon P. Effectiveness of Low-Cost Bioreactors Integrated with a Gas Stripping System for Butanol Fermentation from Sugarcane Molasses by Clostridium beijerinckii. Fermentation. 2022; 8(5):214. https://doi.org/10.3390/fermentation8050214
Chicago/Turabian StyleThanapornsin, Thanawat, Likit Sirisantimethakom, Lakkana Laopaiboon, and Pattana Laopaiboon. 2022. "Effectiveness of Low-Cost Bioreactors Integrated with a Gas Stripping System for Butanol Fermentation from Sugarcane Molasses by Clostridium beijerinckii" Fermentation 8, no. 5: 214. https://doi.org/10.3390/fermentation8050214
APA StyleThanapornsin, T., Sirisantimethakom, L., Laopaiboon, L., & Laopaiboon, P. (2022). Effectiveness of Low-Cost Bioreactors Integrated with a Gas Stripping System for Butanol Fermentation from Sugarcane Molasses by Clostridium beijerinckii. Fermentation, 8(5), 214. https://doi.org/10.3390/fermentation8050214