
An Original UV Adhesive Watermelon Grafting Method, the Grafting Device, and Experimental Verification


 ,
,  ,
,
Abstract
1. Introduction
2. Materials and Methods
2.1. Theory, Design, and Modeling of the UV Adhesive
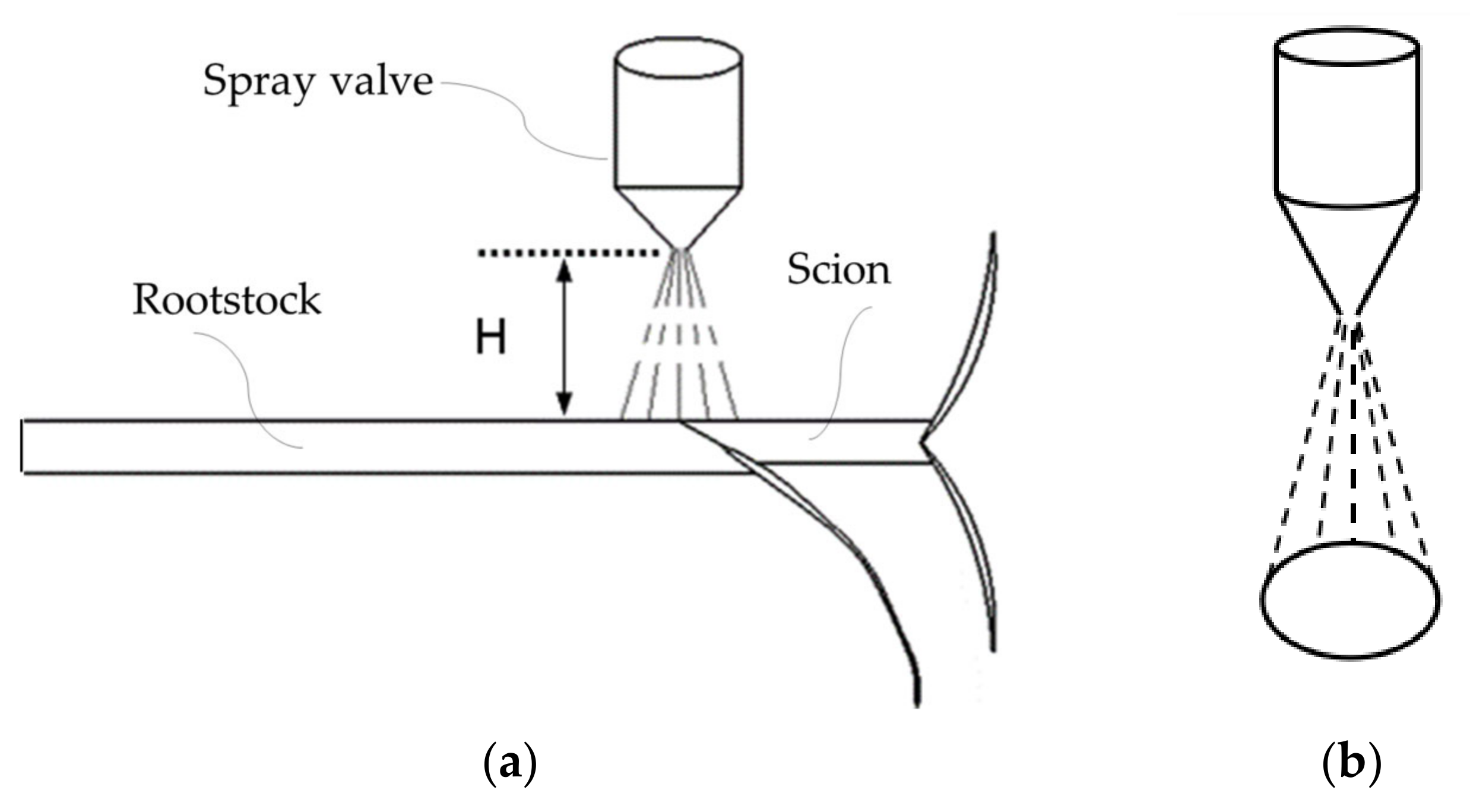
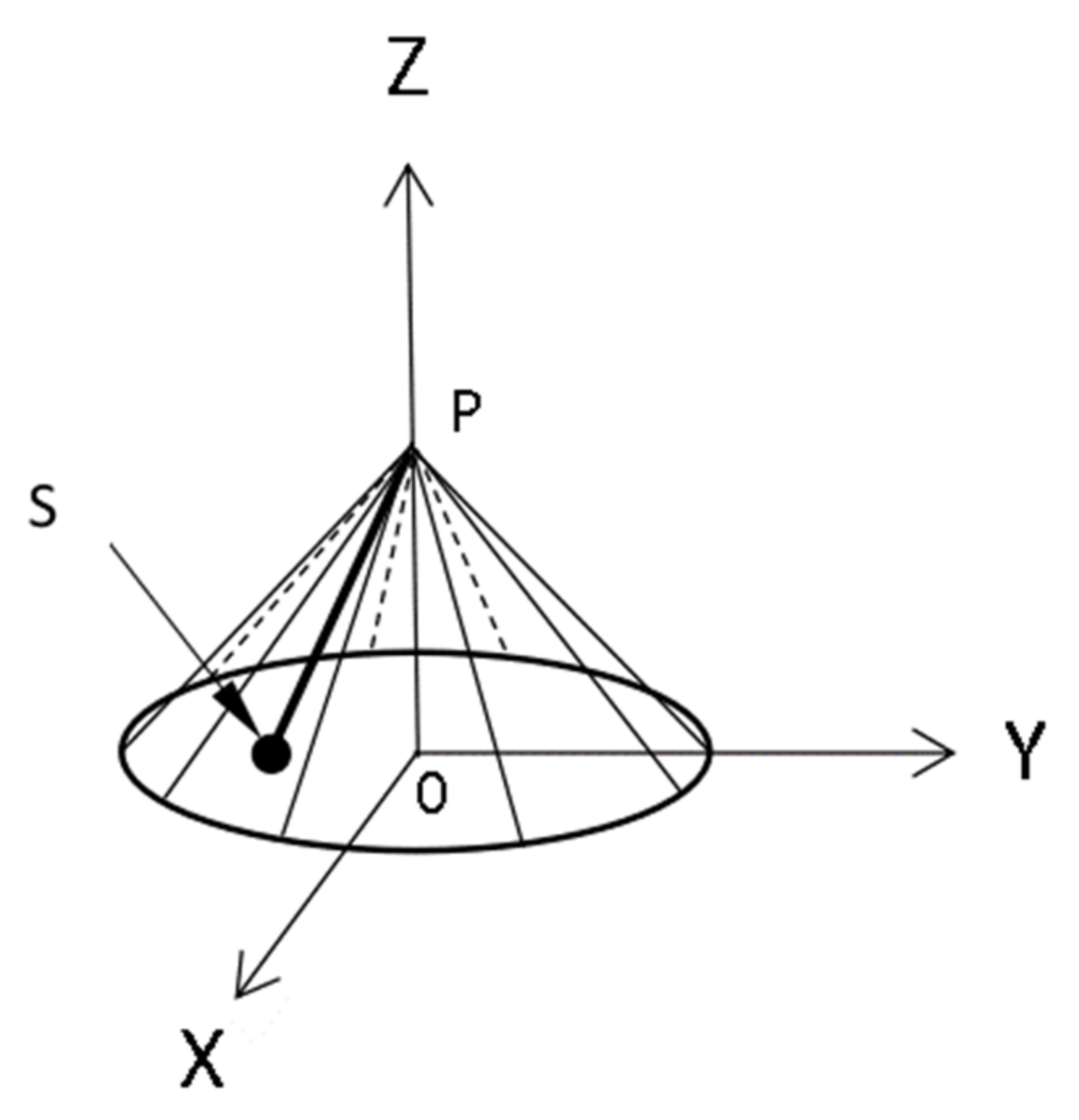
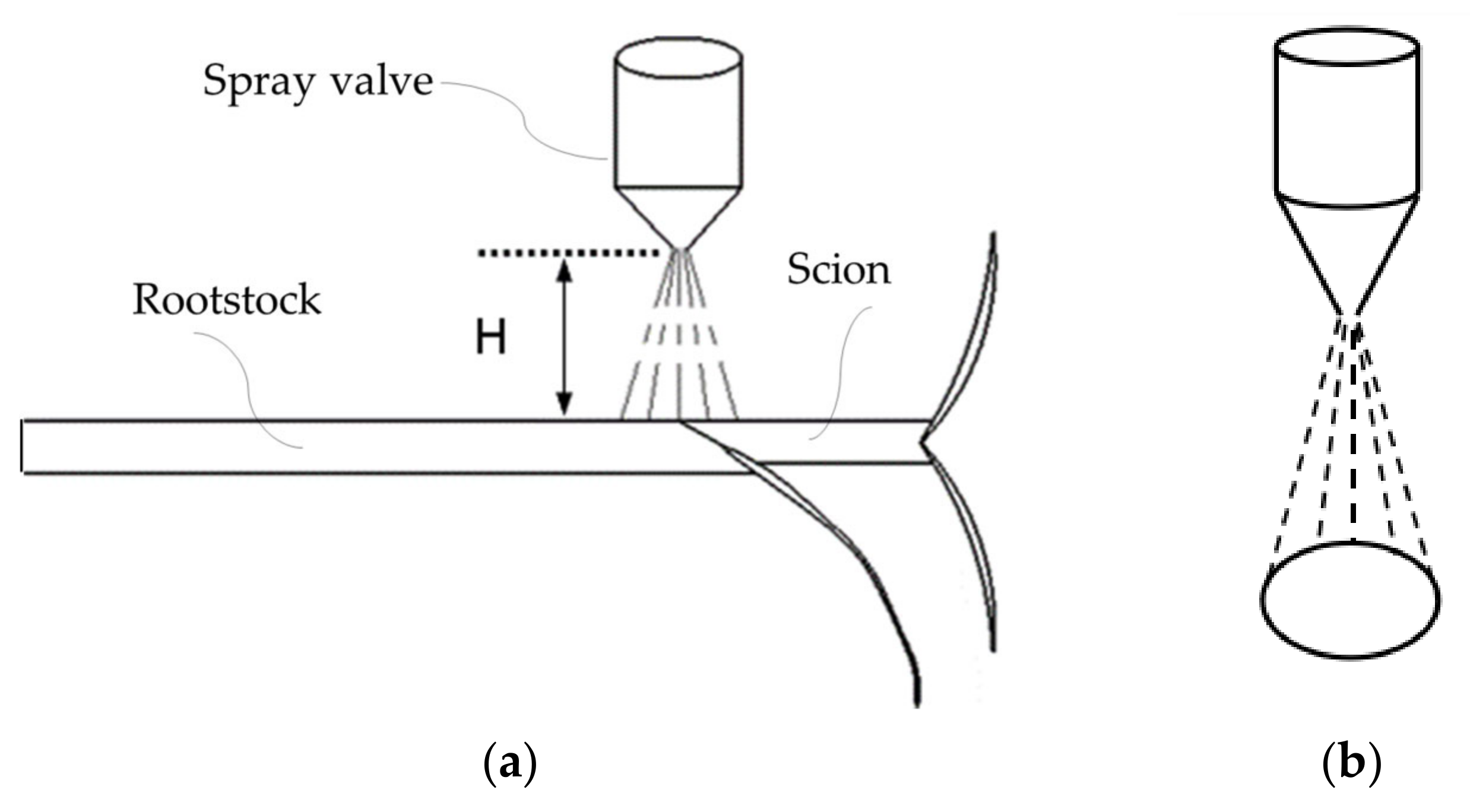
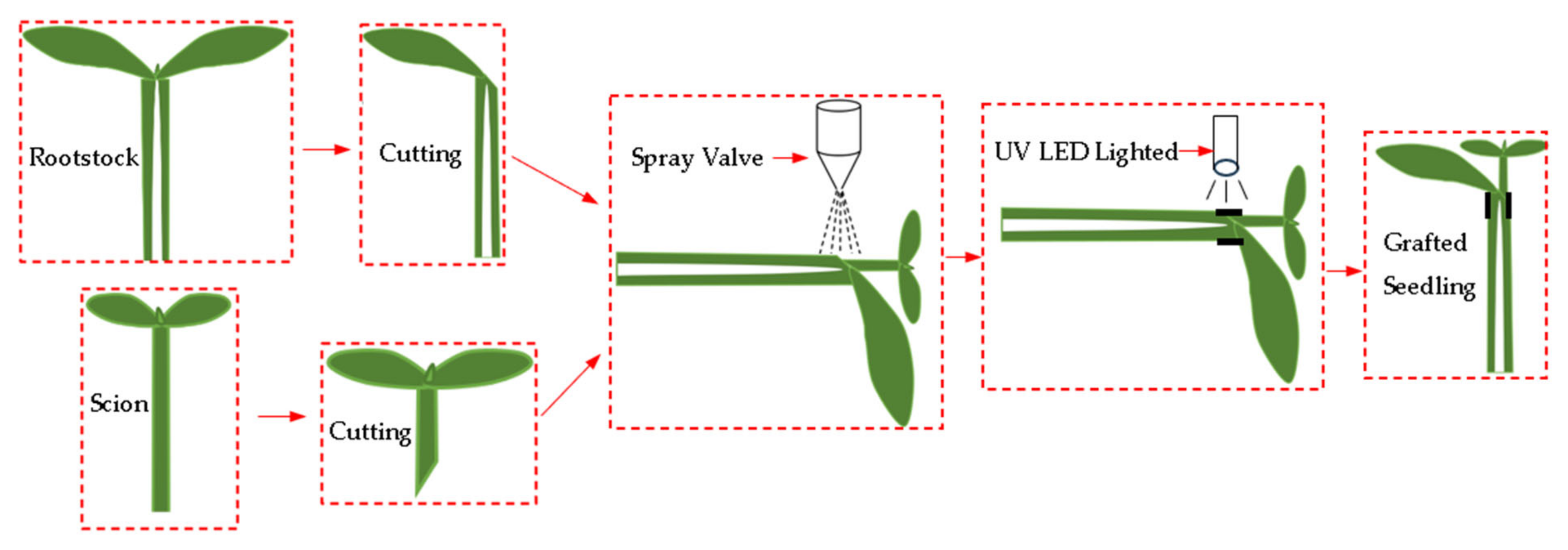
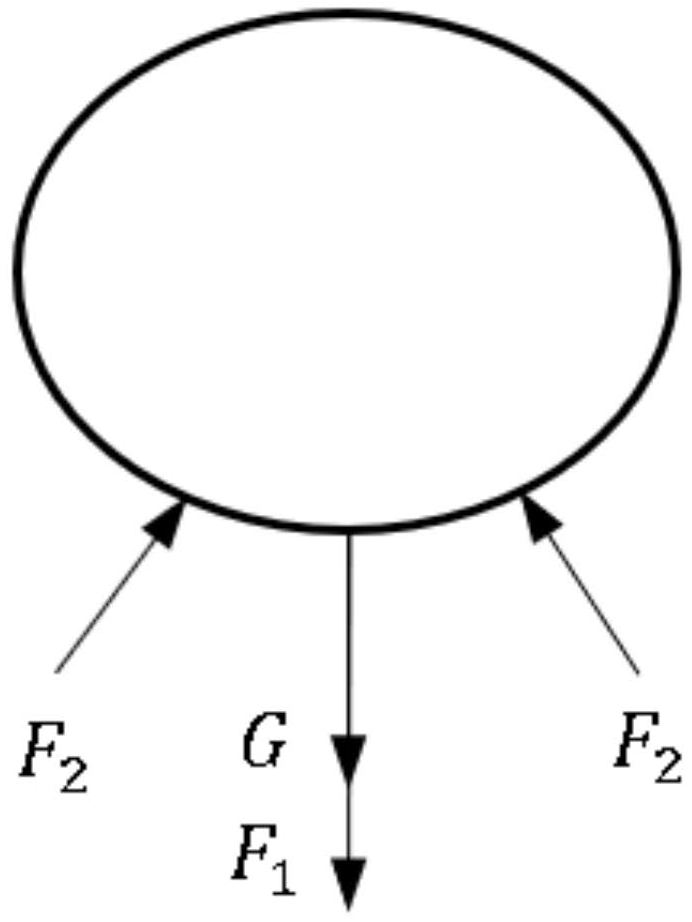
2.1.1. Grafting Theory
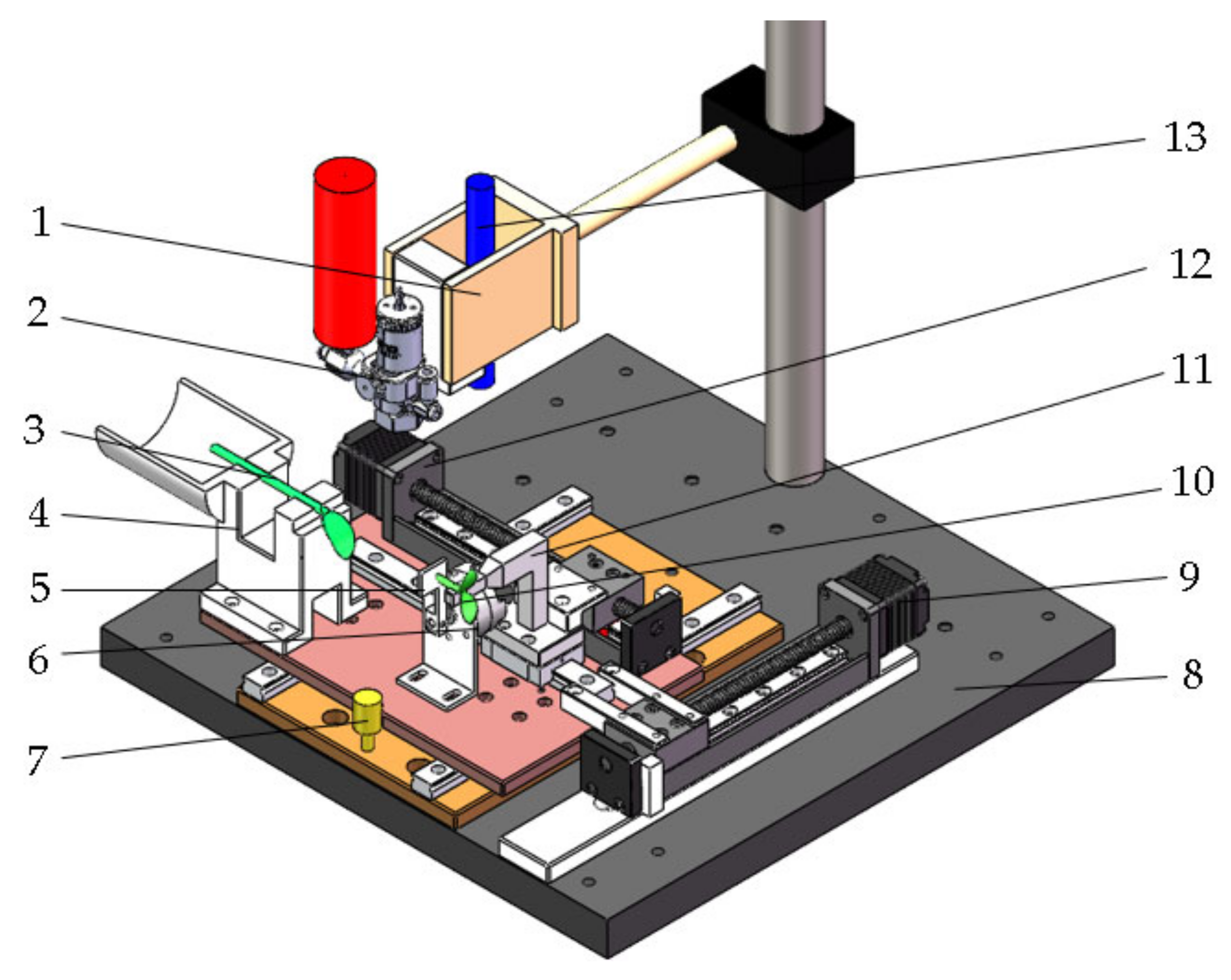
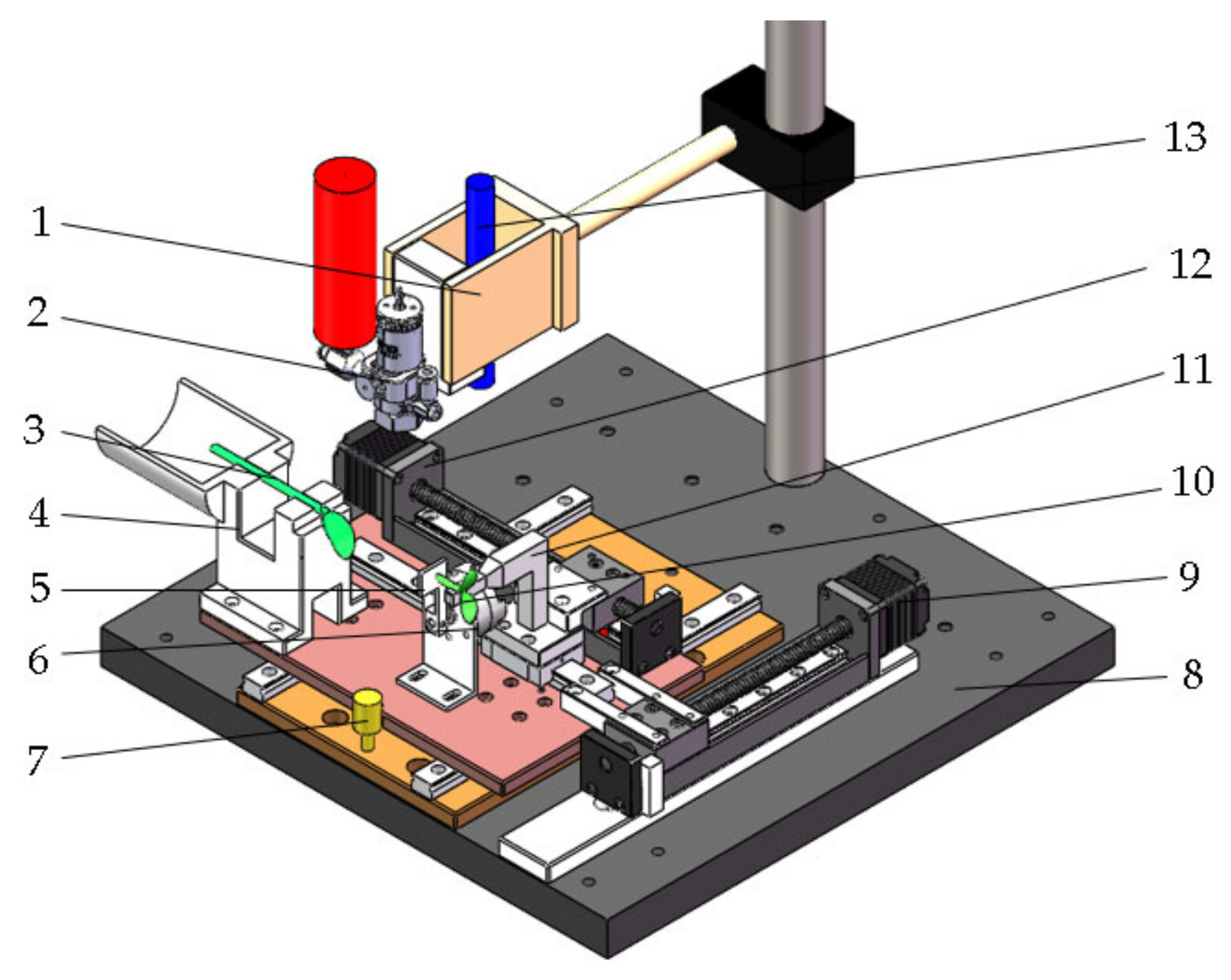
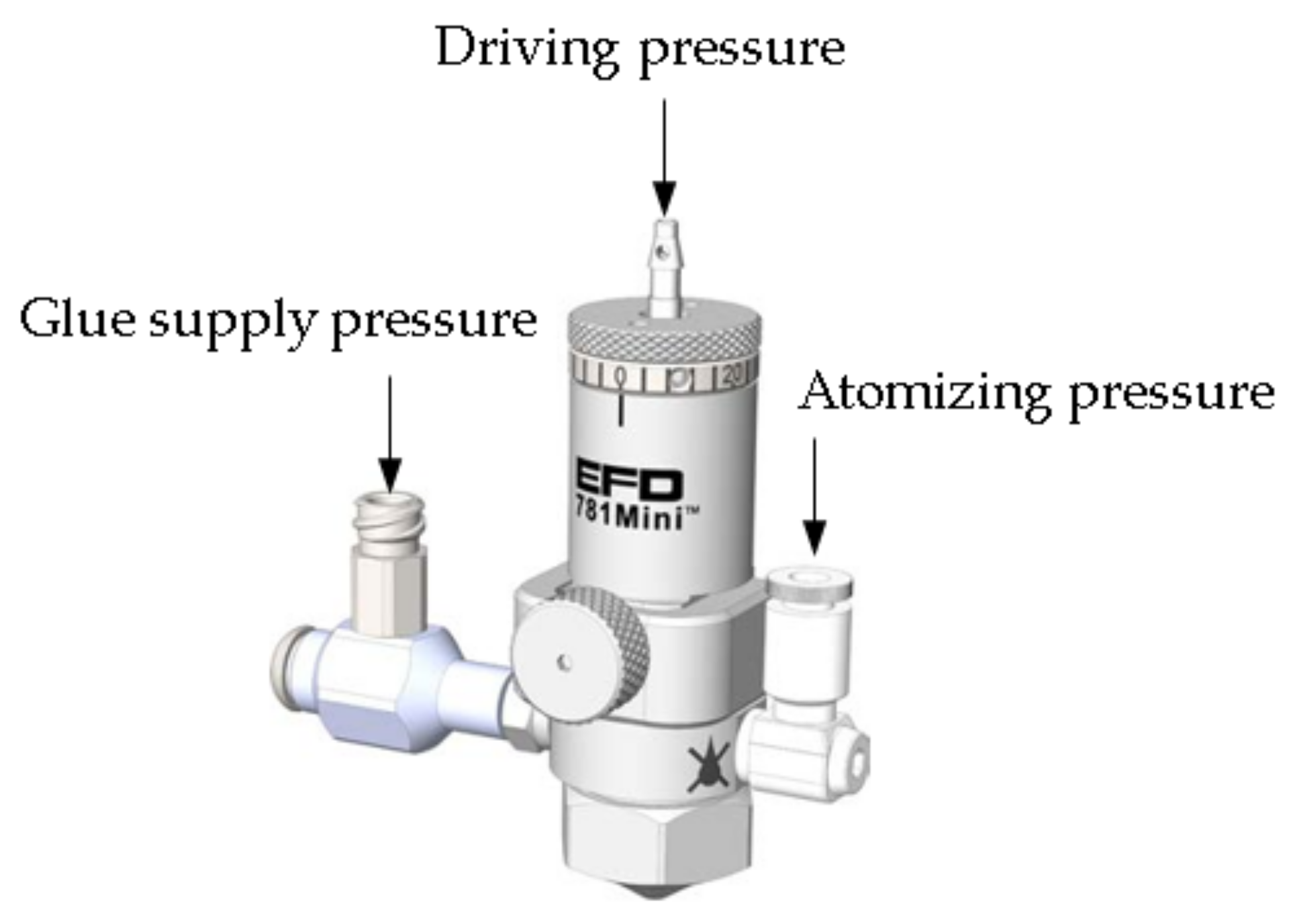
2.1.2. Grafting Device Design
- A.
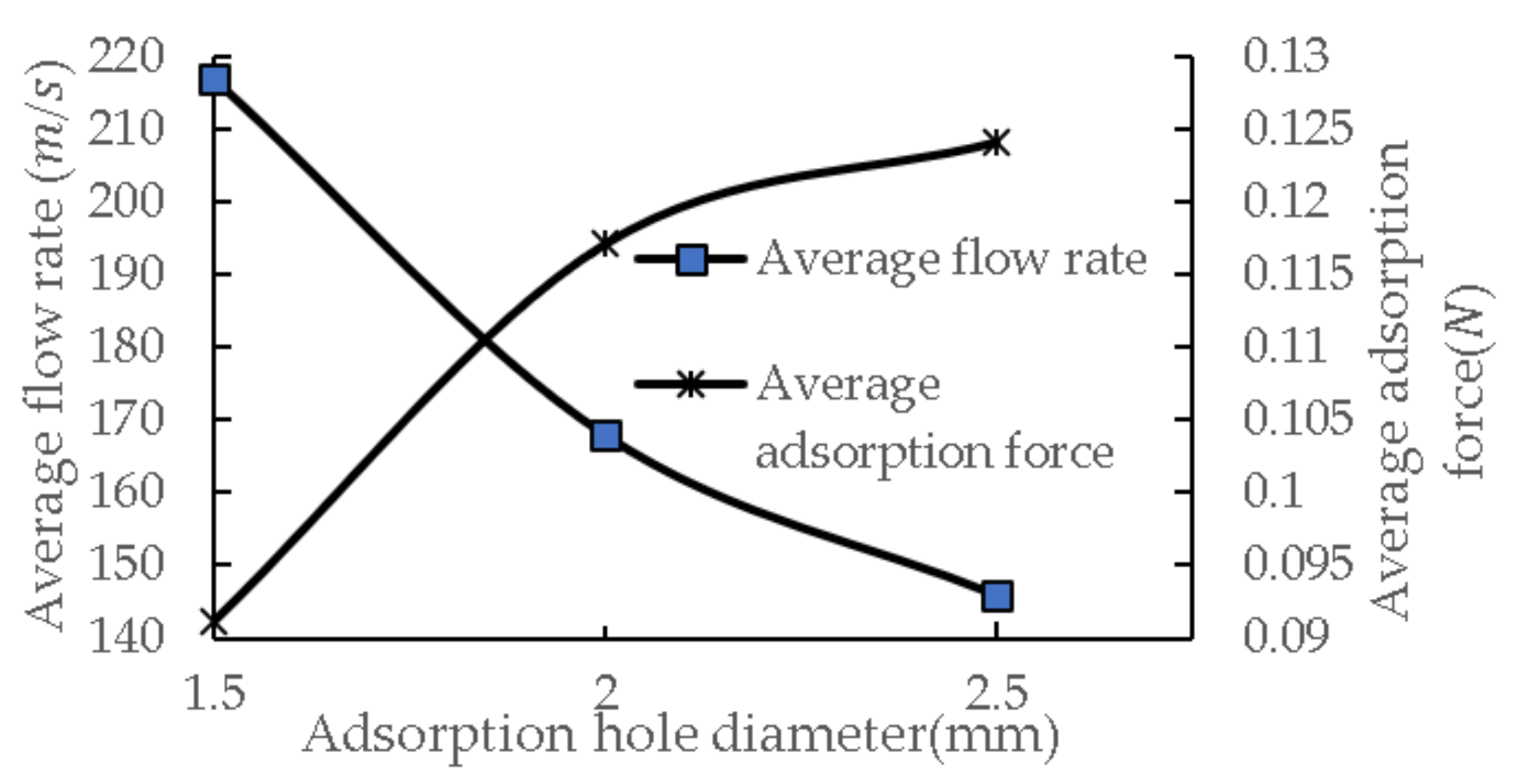
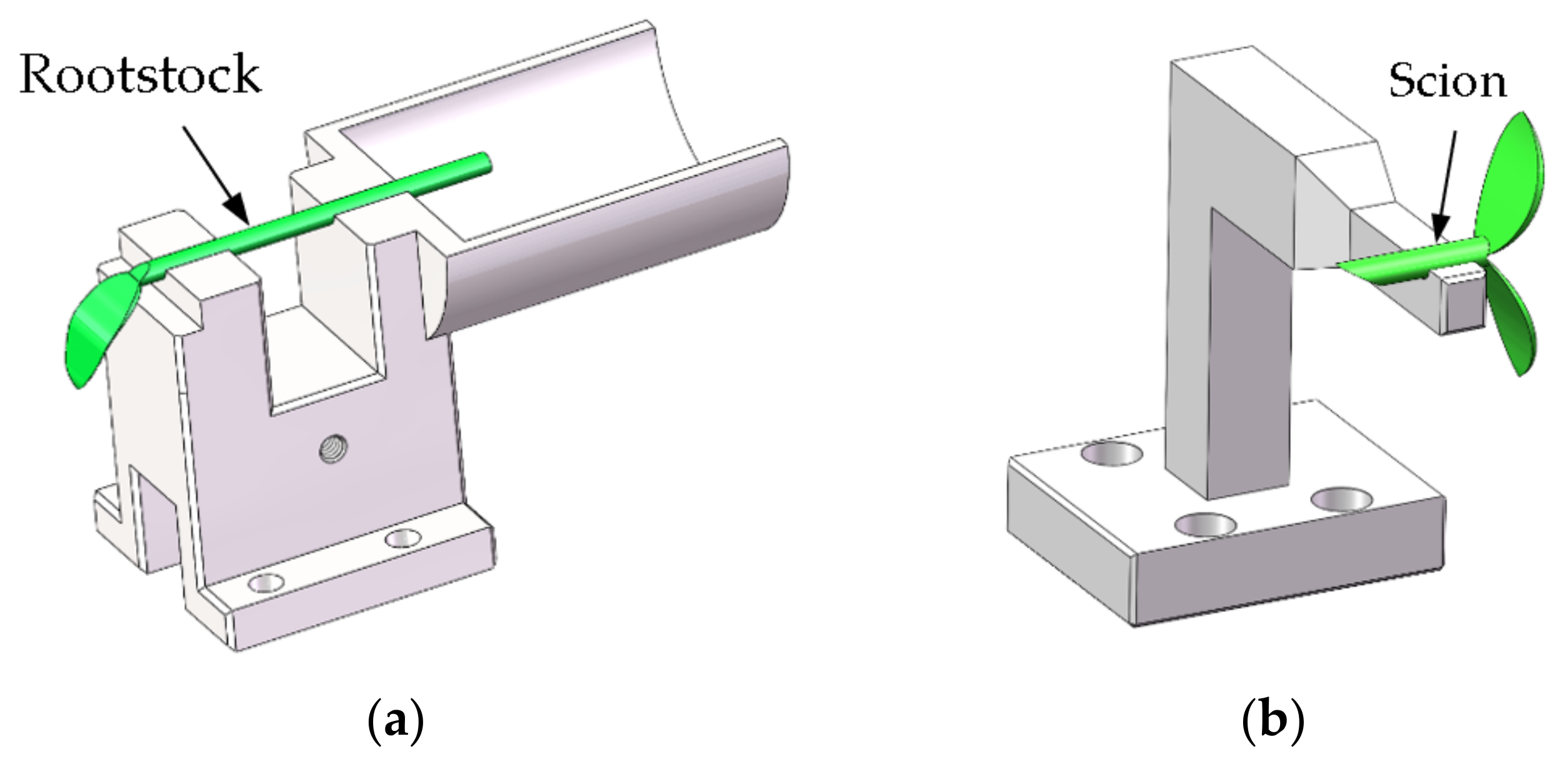
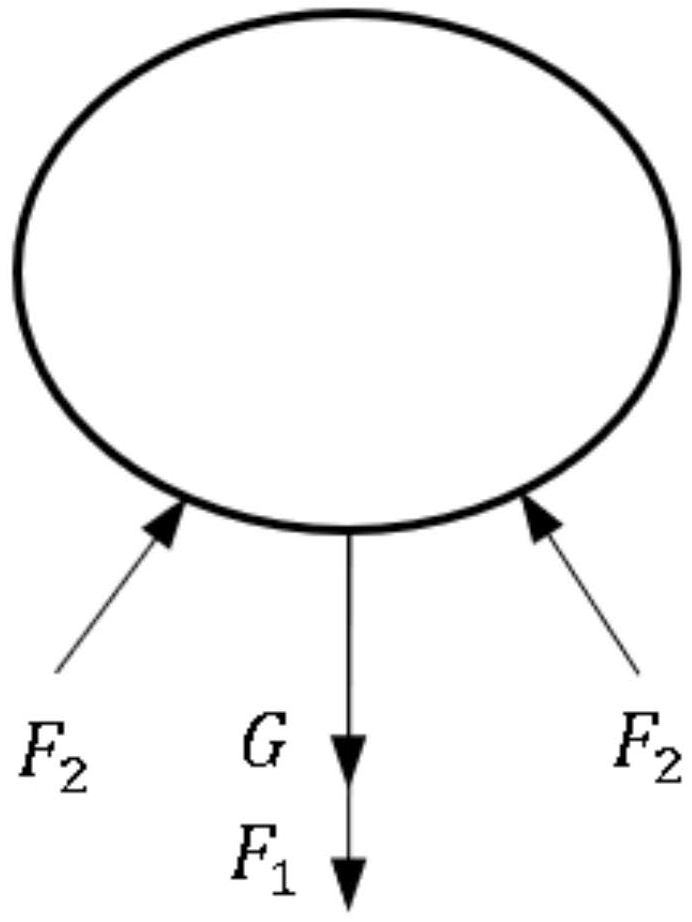
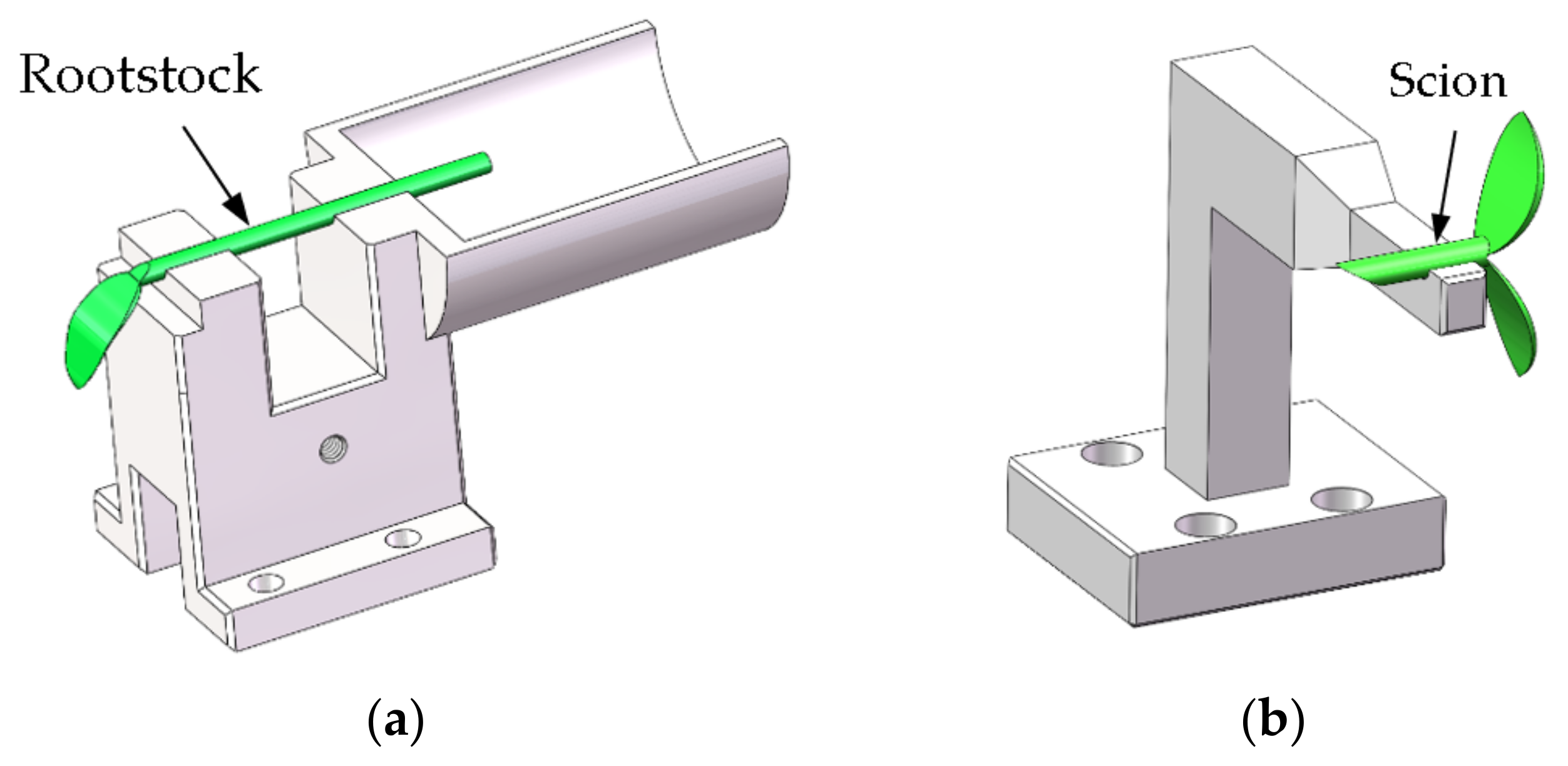
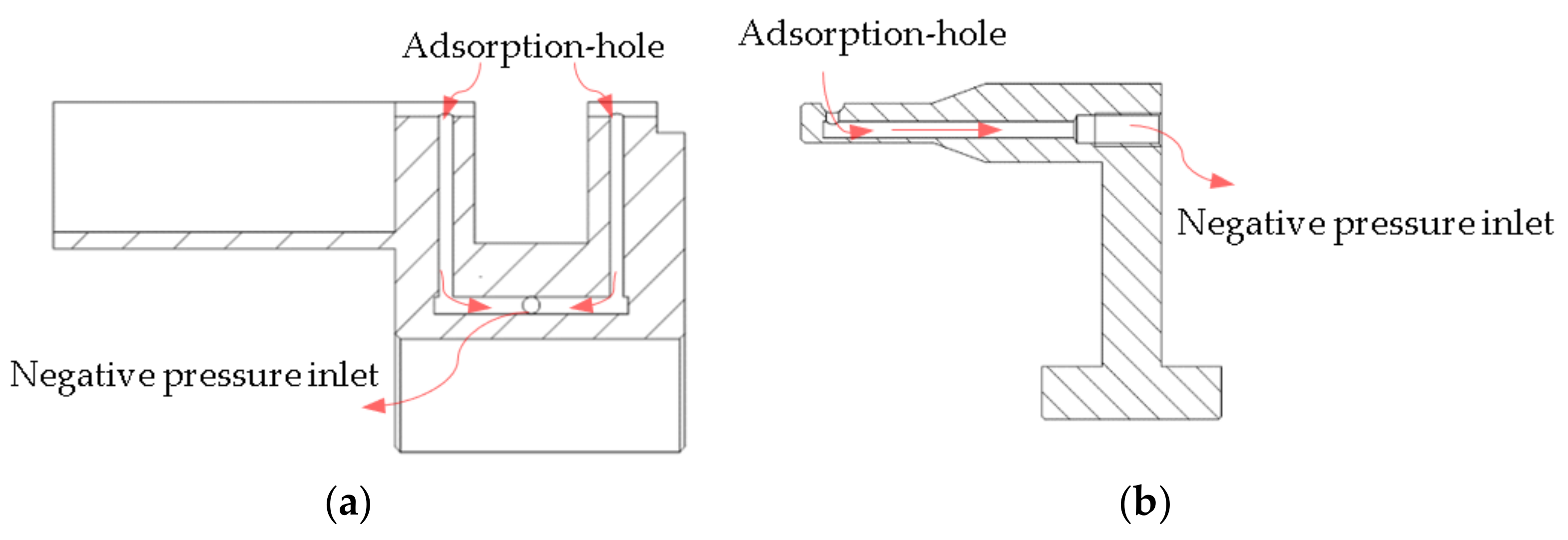
- Seedlings Adsorption Mechanism
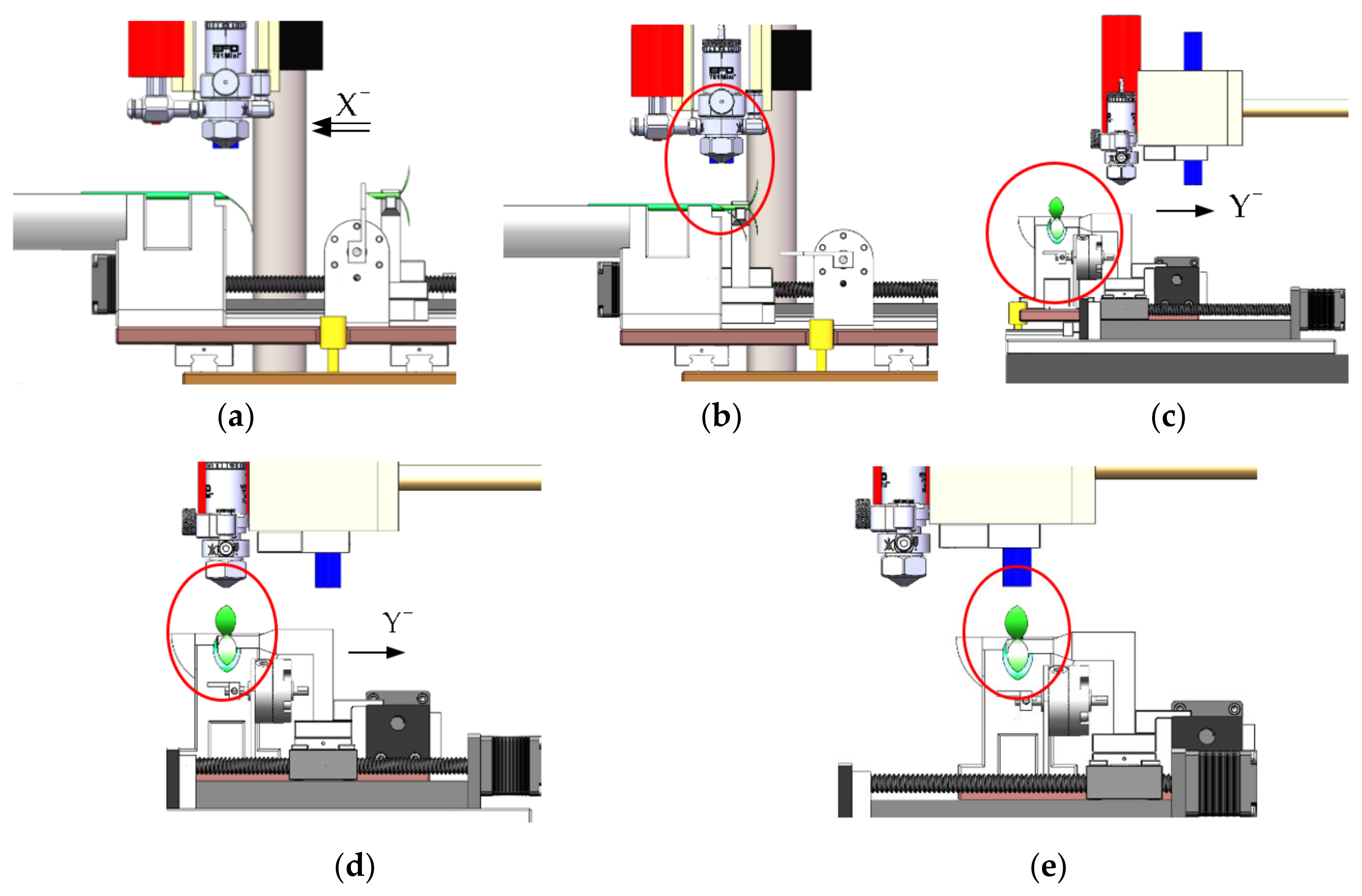
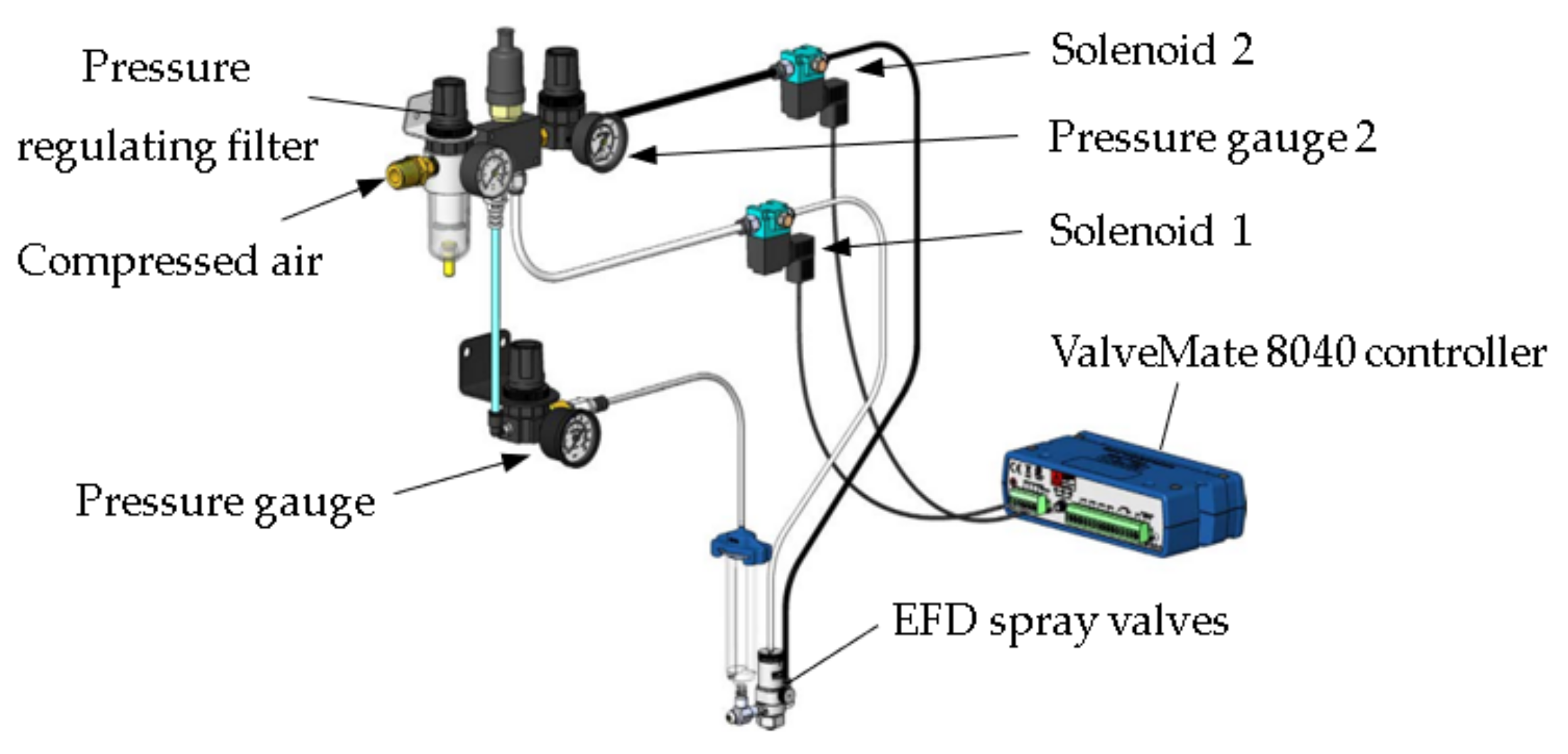
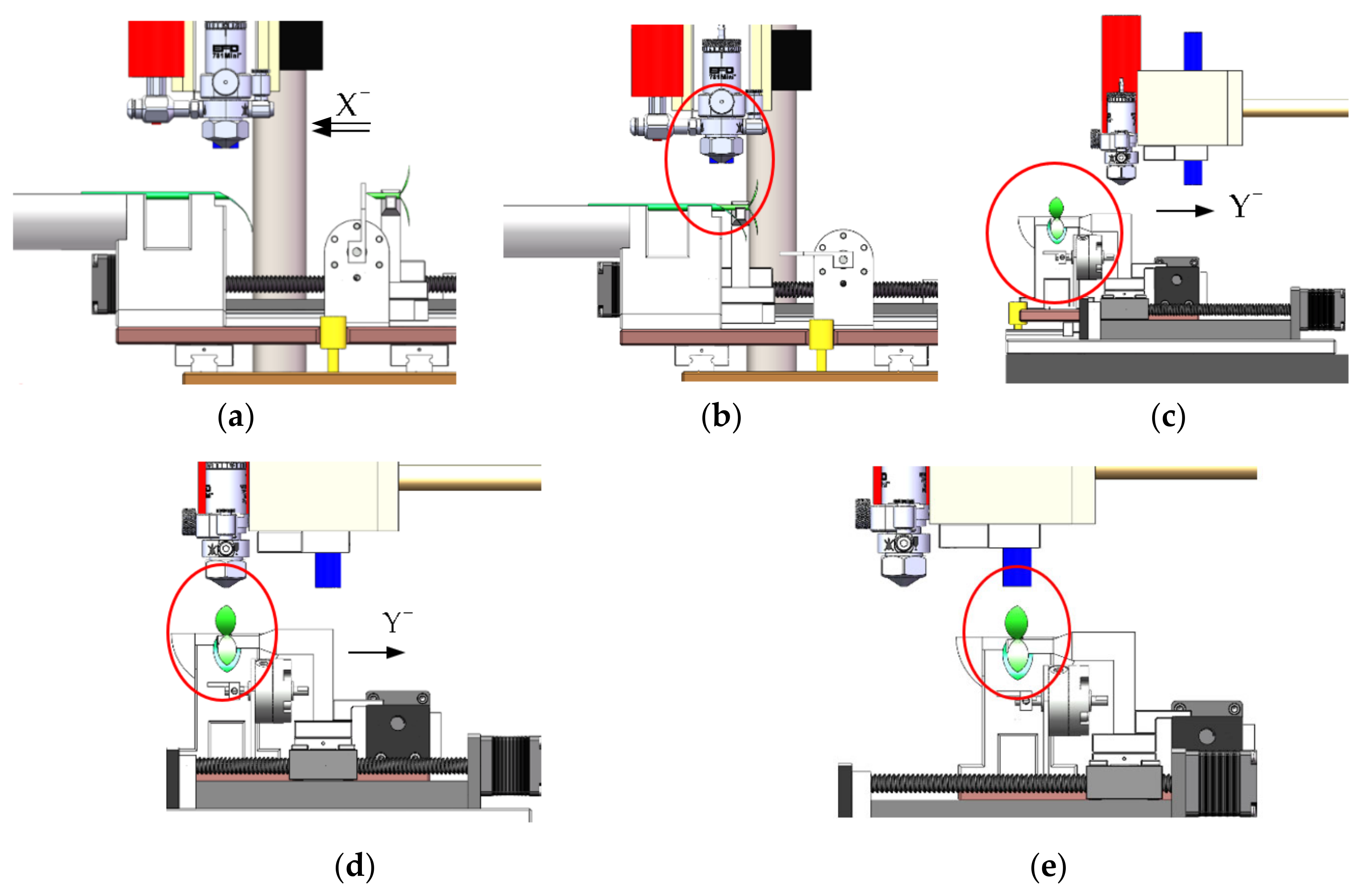
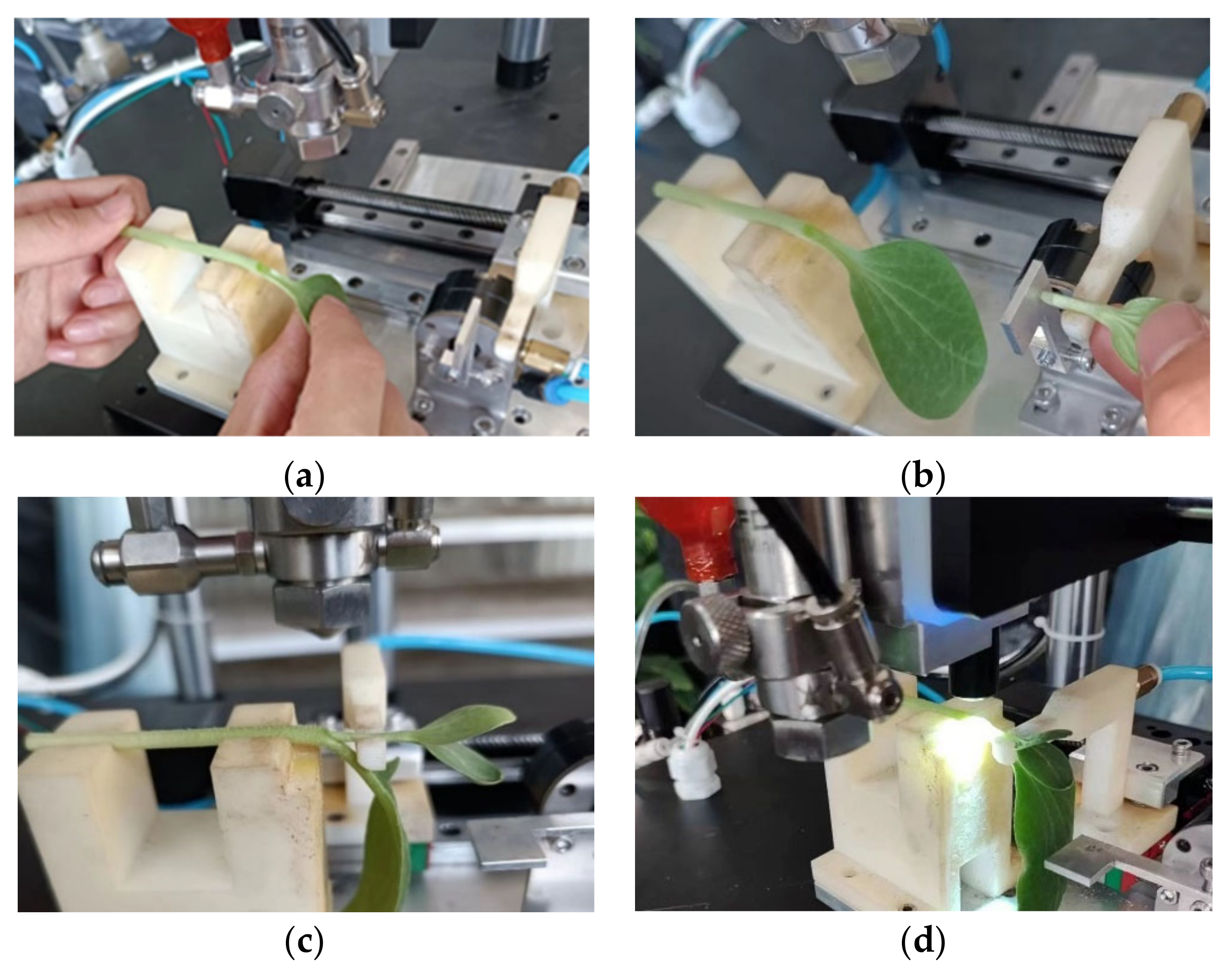
- B. Butt Joining and Handling Mechanisms
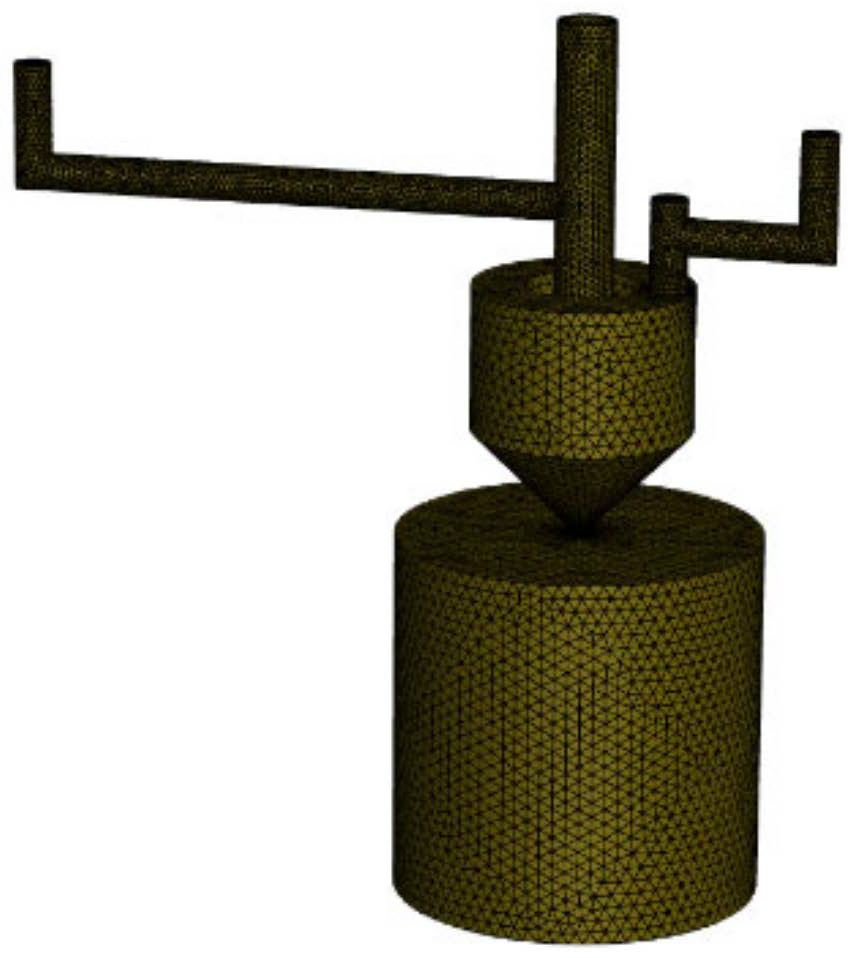
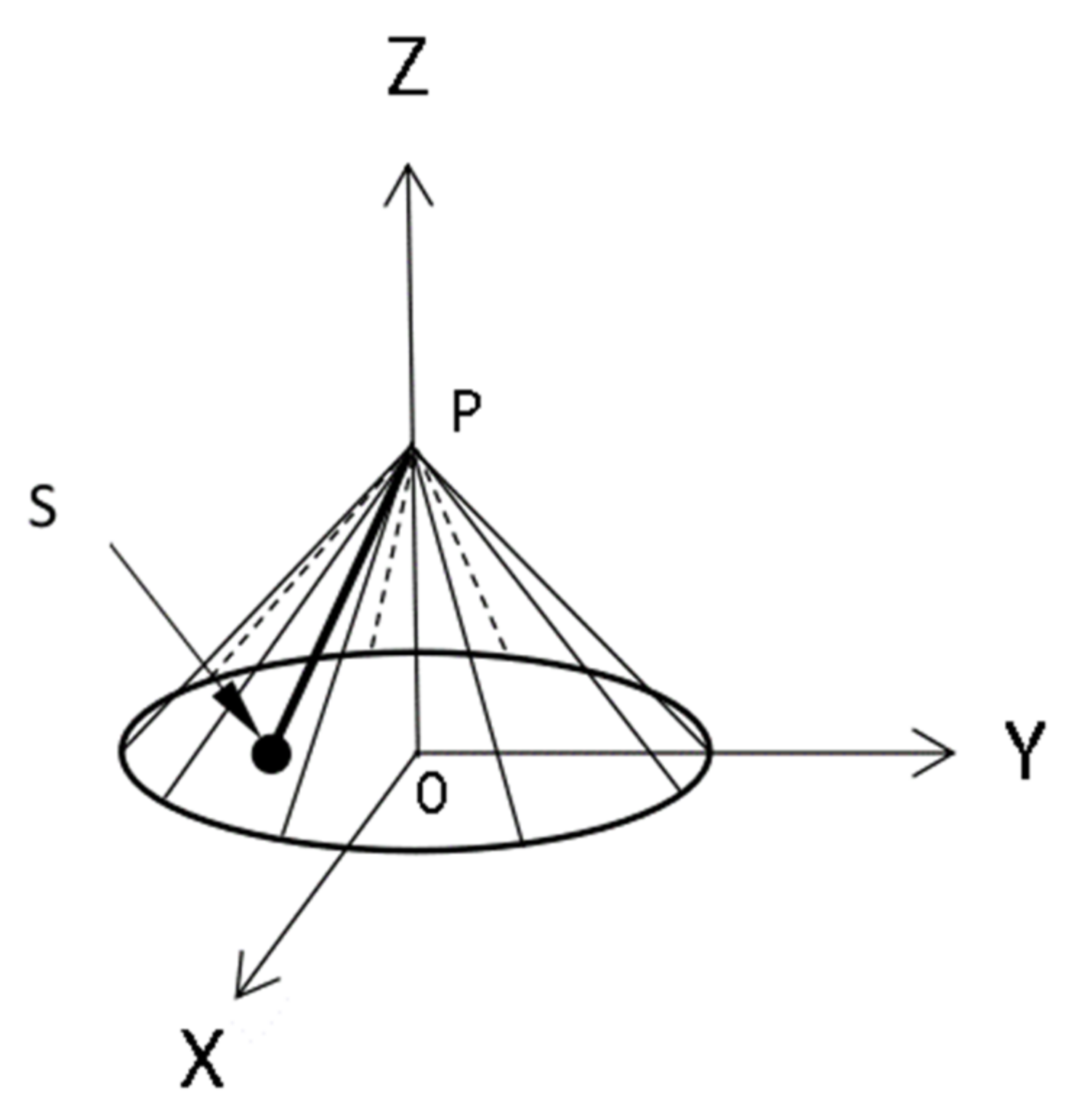
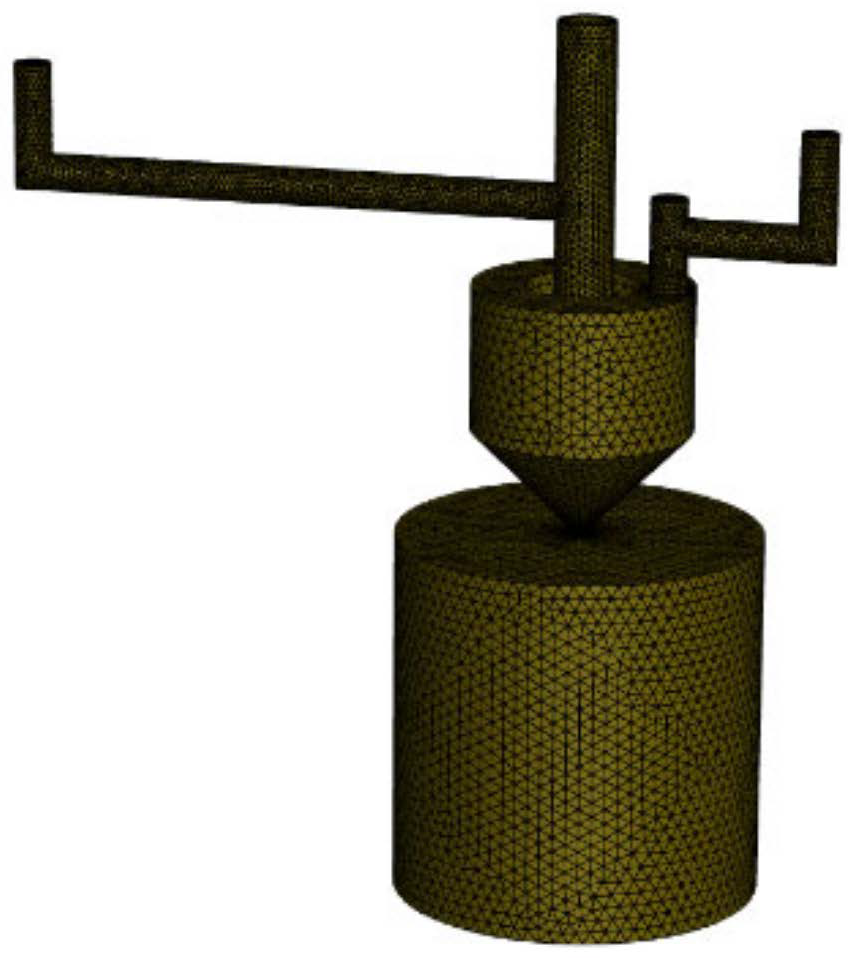
2.1.3. Simulation Modeling
- (1)
- When < 5, the collision of the droplet with the wall is modeled as adhesion;
- (2)
- When 5 ≤ ≤ 10, the collision between the droplet and the wall is modeled as a rebound;
- (3)
- When > 10, the droplet–wall collision is modeled as a splash/wall-attached jet.
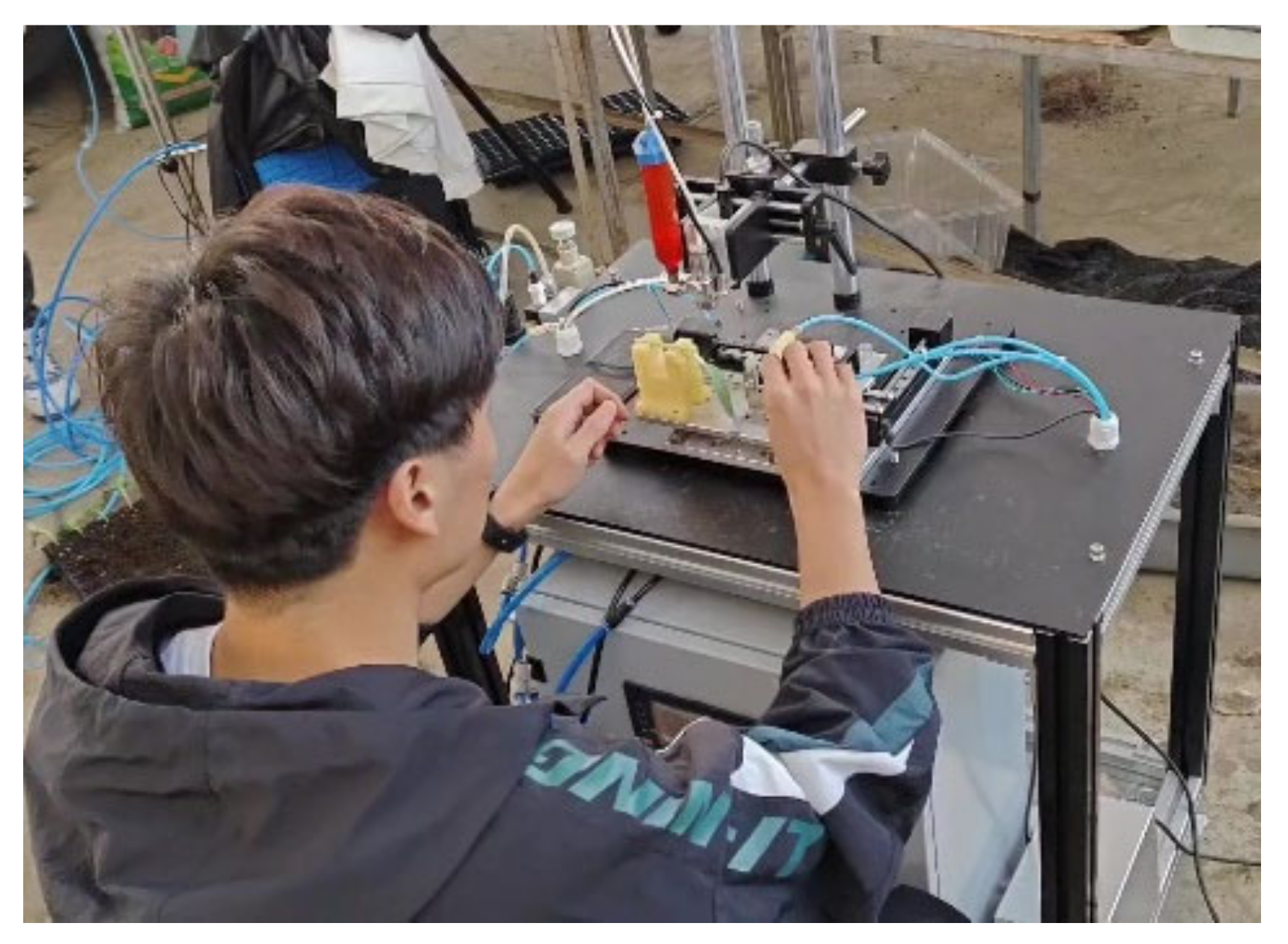
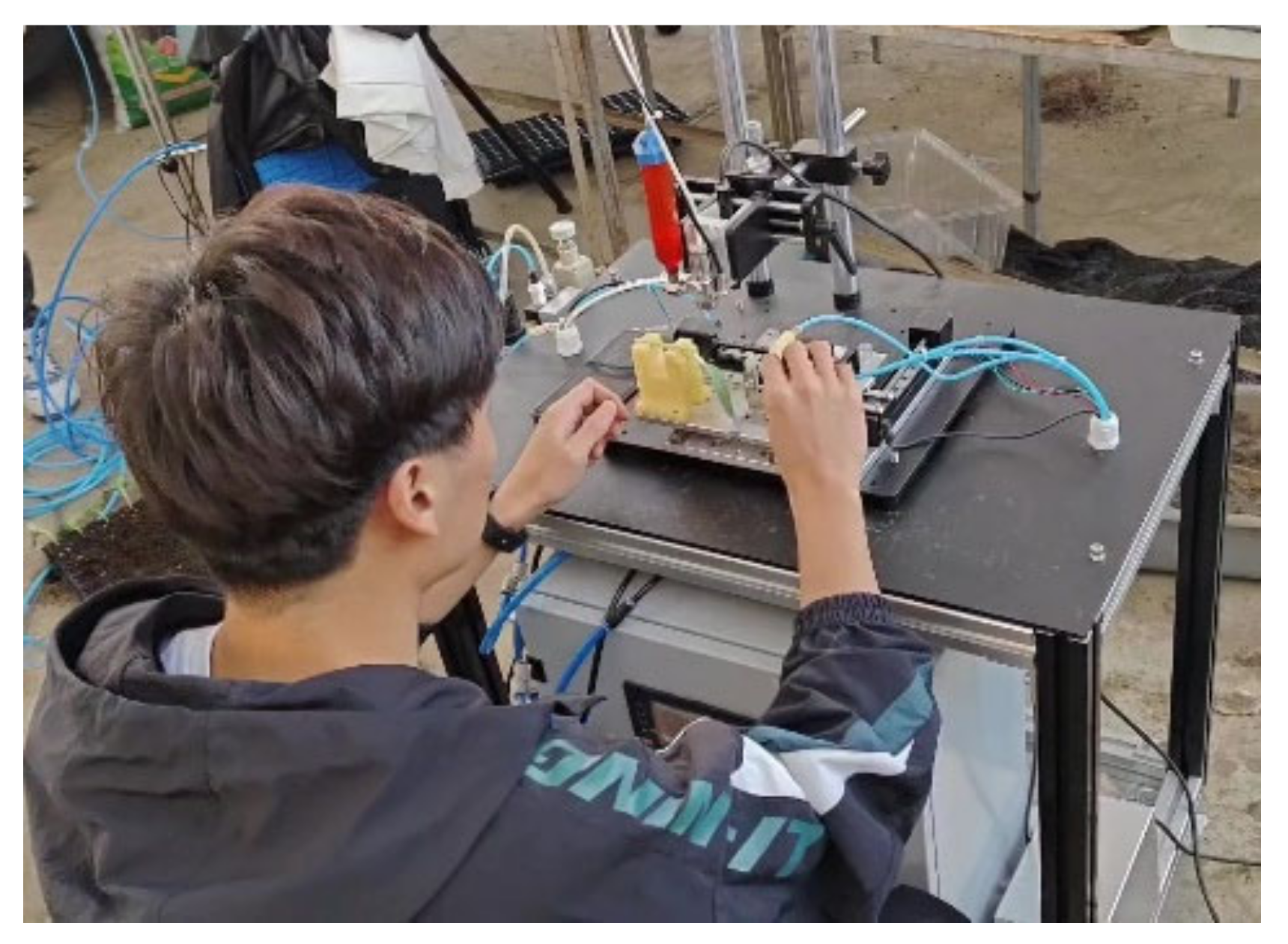
2.2. Tests
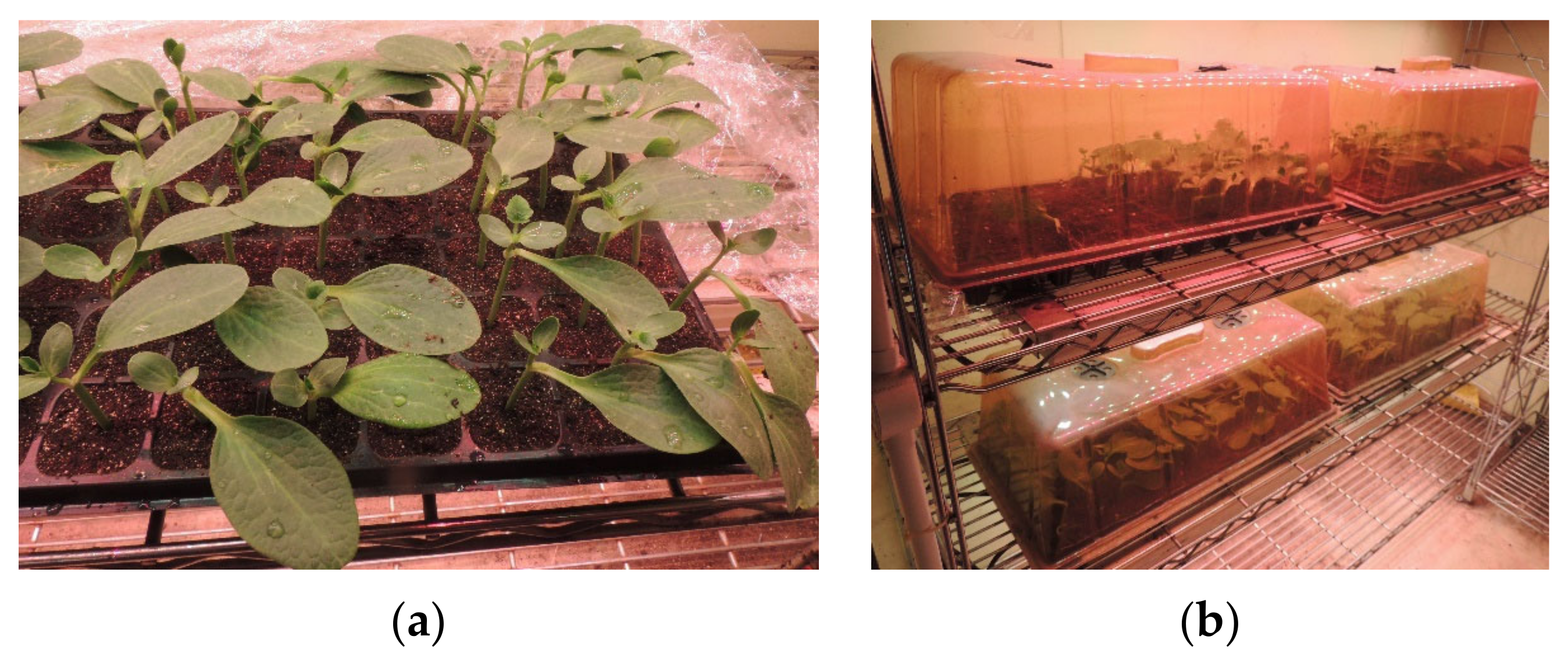
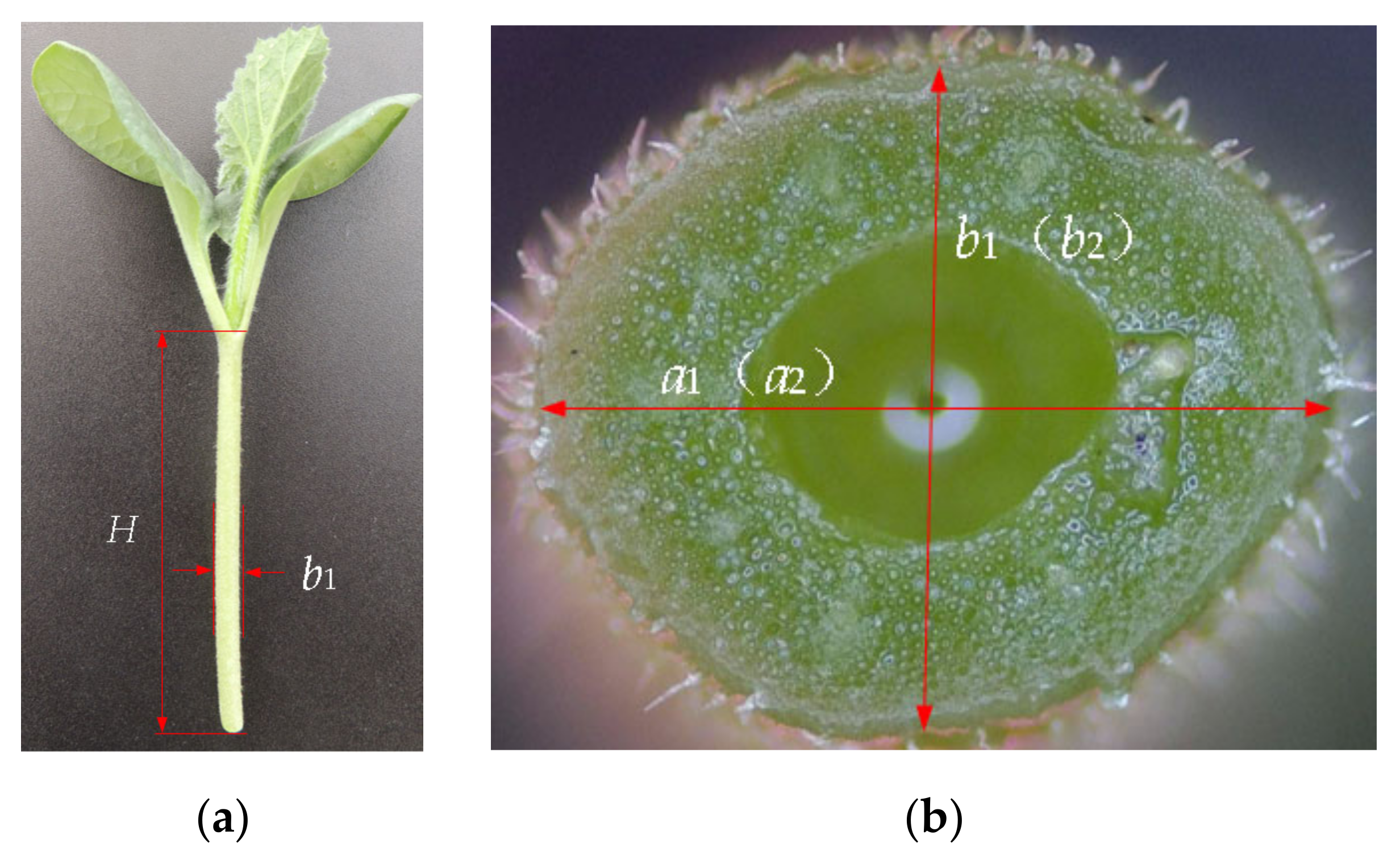
2.2.1. Test Materials
2.2.2. Test Contents and Methods
- (1)
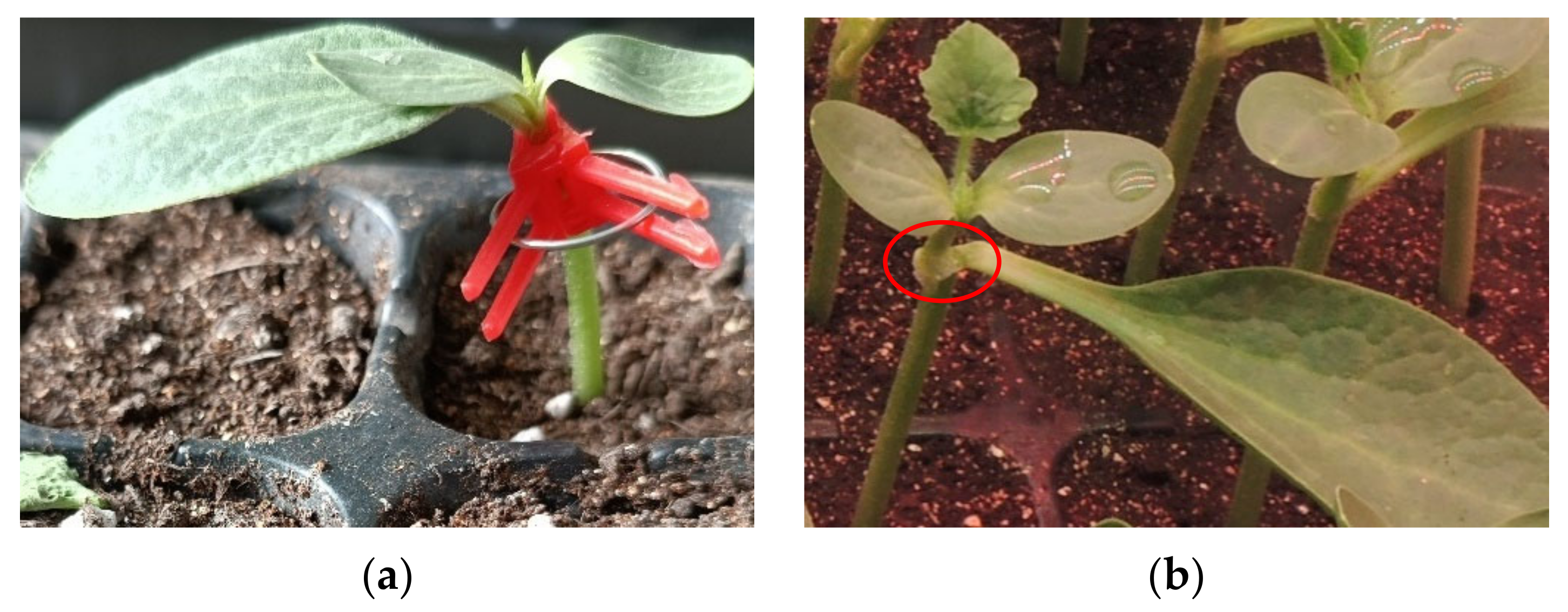
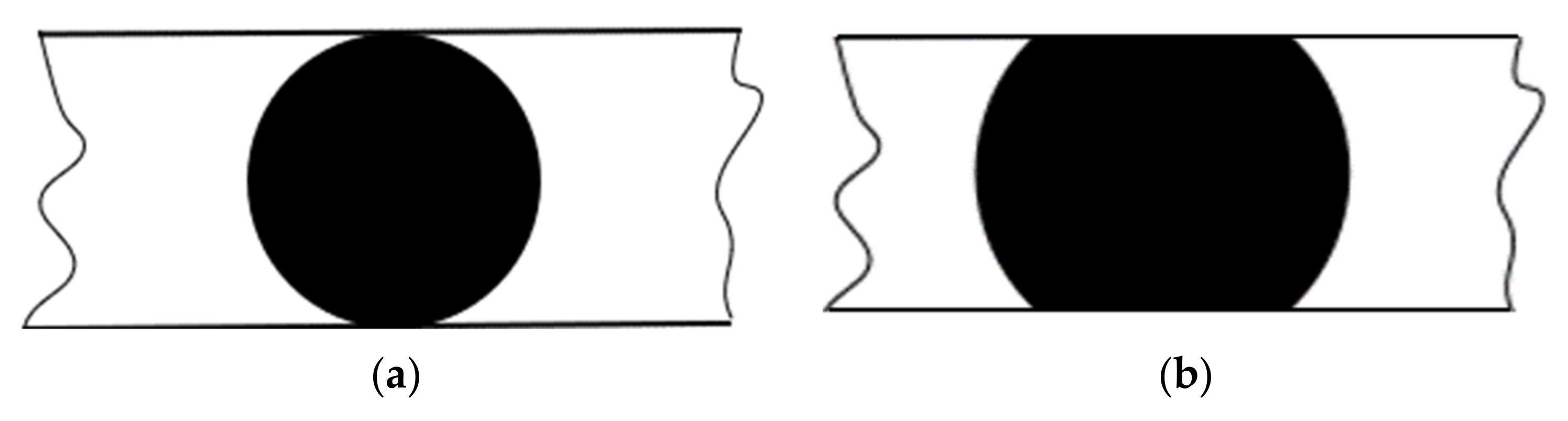
- The grafting success rate for each group of tests was counted, and the grafting was considered successful if the cut surfaces of the rootstock and scion were closely adhered to form a single unit after spray grafting. Otherwise, it was regarded as a grafting failure, as shown in Figure A6.
- (2)
- Since the adhesive cannot be completely sprayed onto the grafted seedling, the amount of adhesive sprayed onto the grafted seedling is called the effective spray volume. The mass of the rootstock and scion before spraying, the mass of the adhesive applied in a single spray by the spray valve, and the mass of the grafted seedling after spraying were weighed separately. The formula for calculating the effective spray rate for the adhesive is as follows:
- (3)
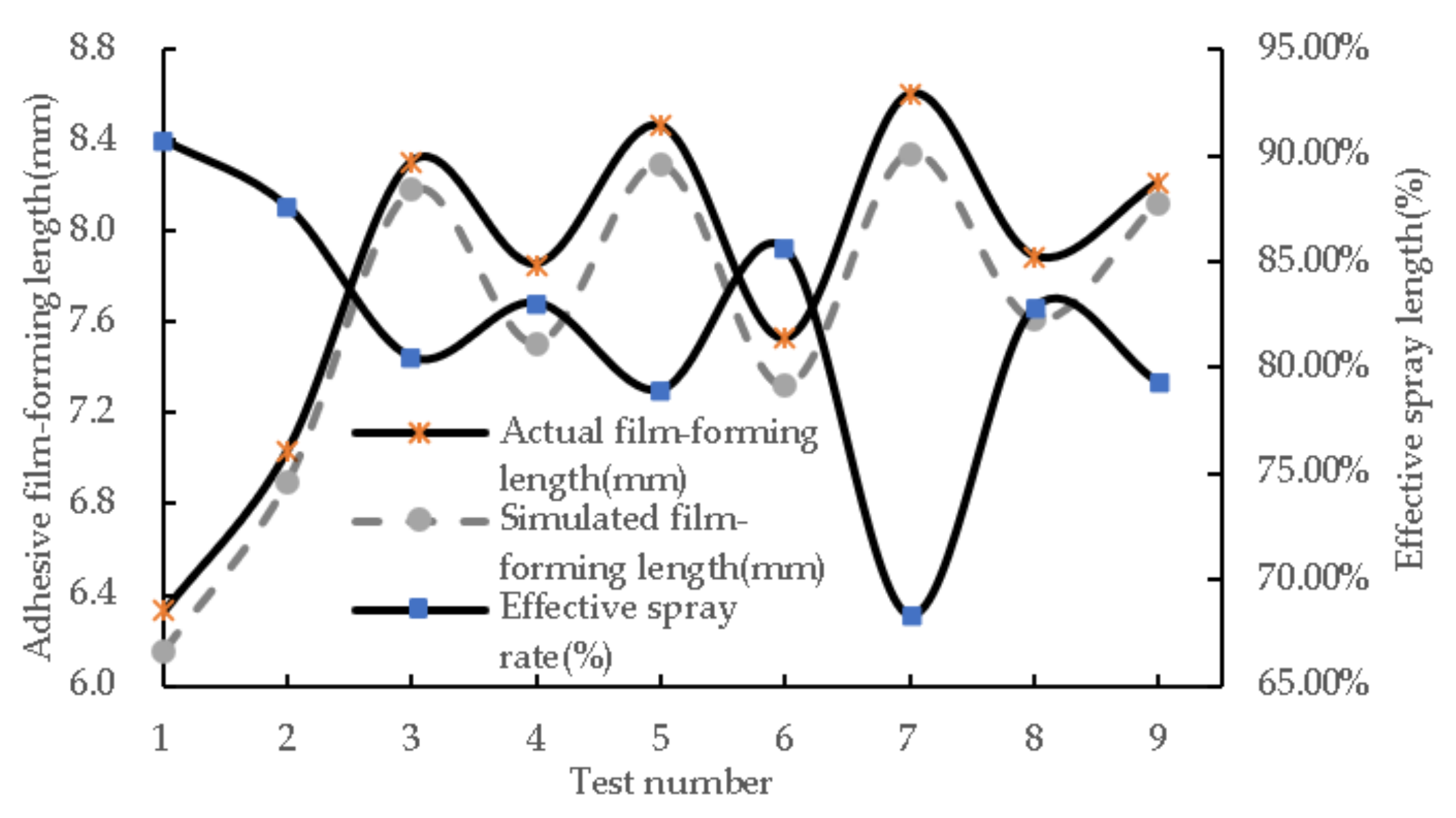
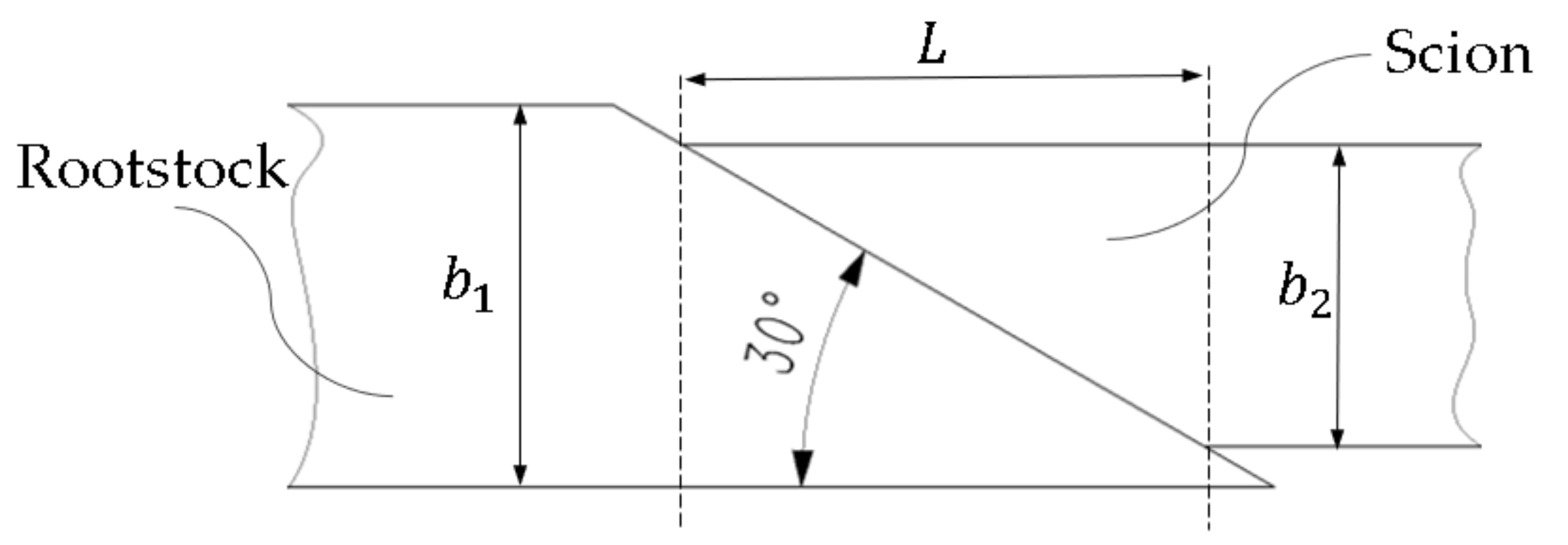
- The adhesive film length along the axis of the grafted seedling was measured.
- (4)
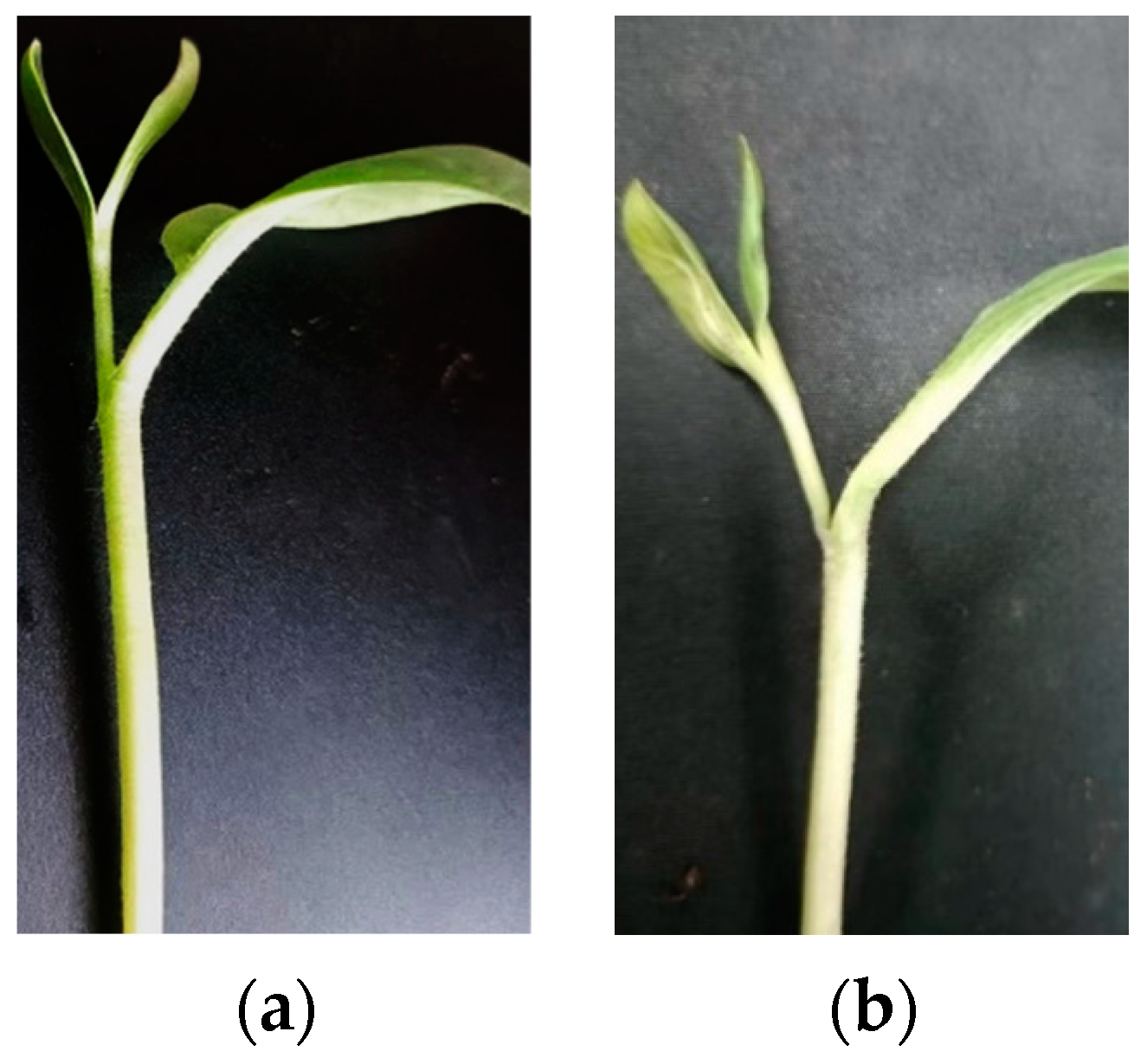
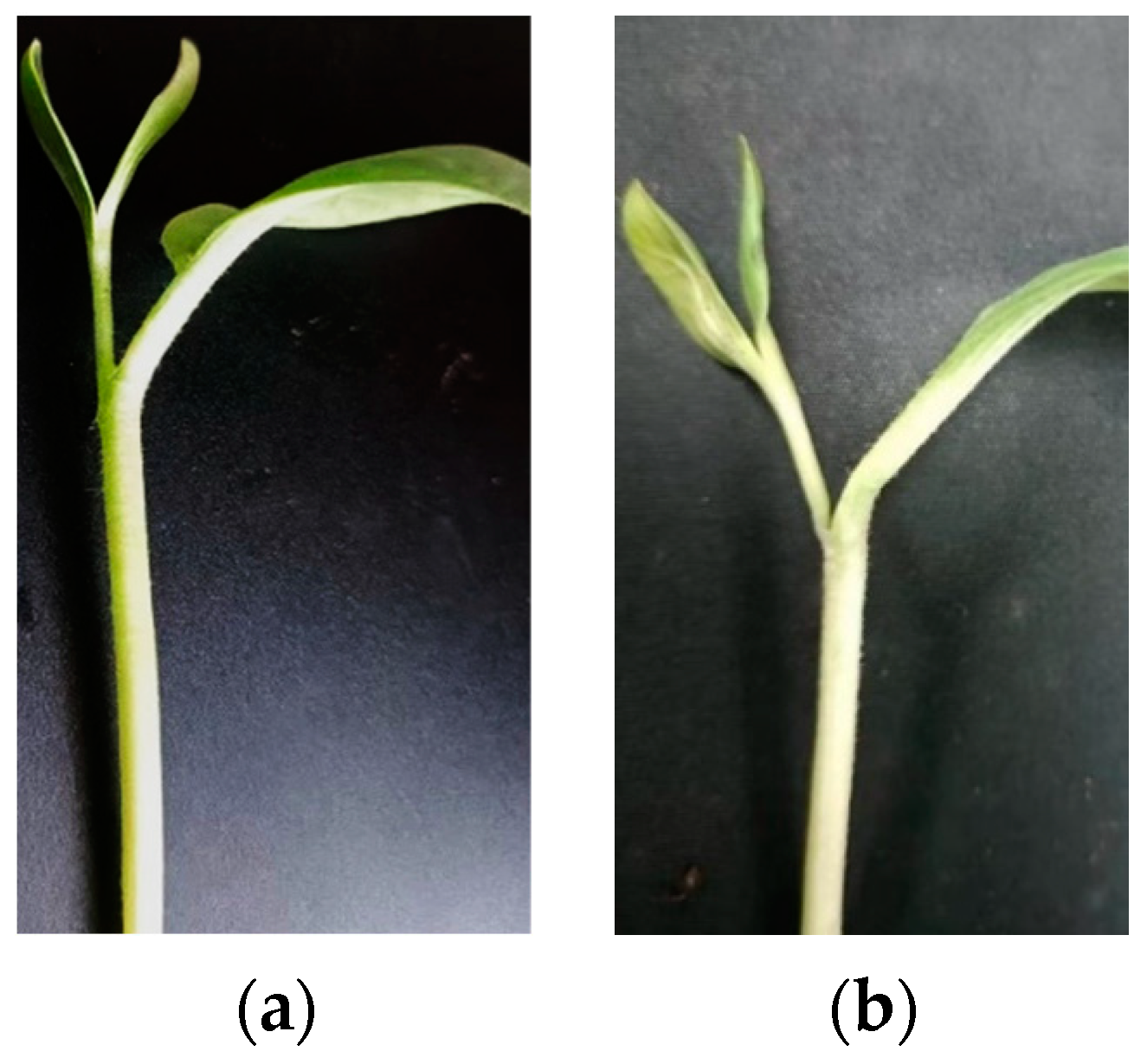
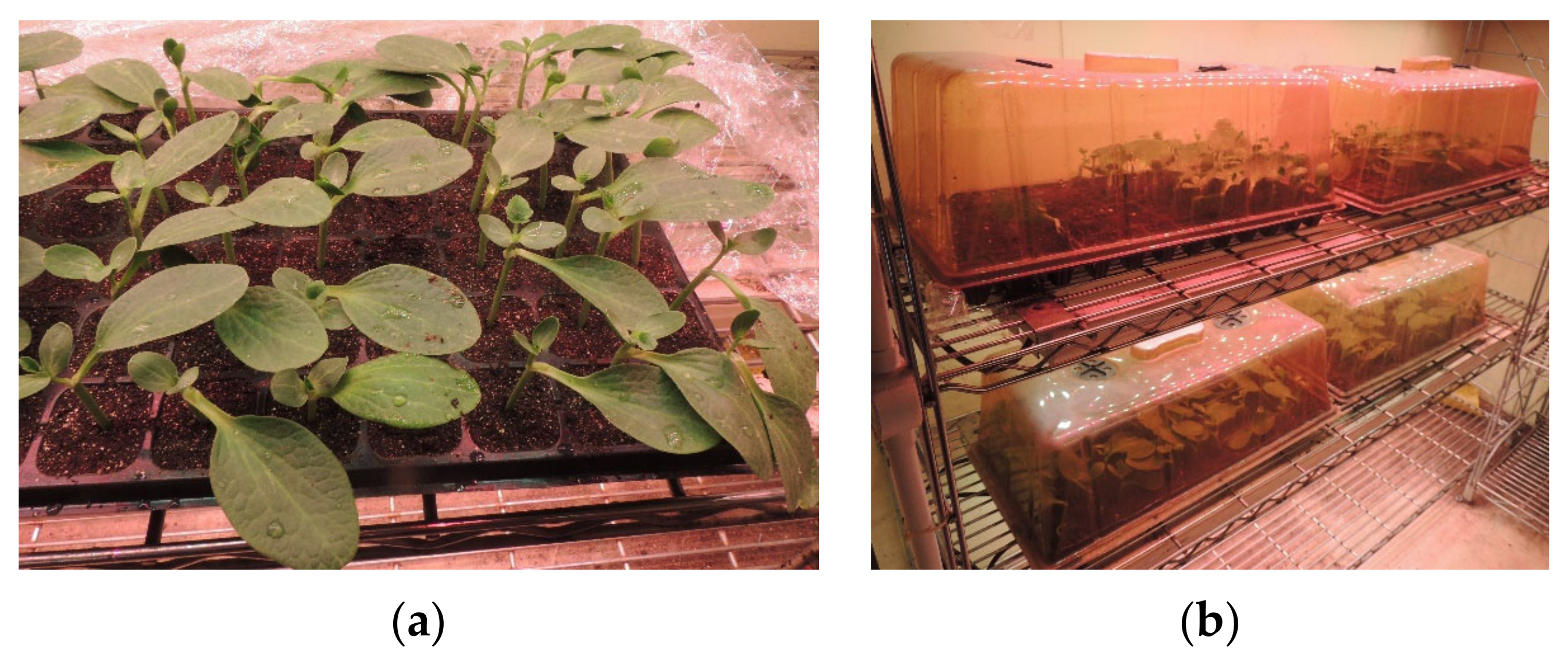
- The grafted seedlings were completed under the conditions of the optimal process parameters for adhesive spray grafting 200 plants and put into an incubator for healing treatment. Environmental conditions: 80% to 90% humidity, daytime temperature 28 °C, nighttime temperature 25 °C, healing under these conditions for 7 days [41,42]. If the scions can grow new cotyledons, they will be considered as having survived. Otherwise, they will be not. Then, the grafting survival rate will be counted.
3. Results and Discussion
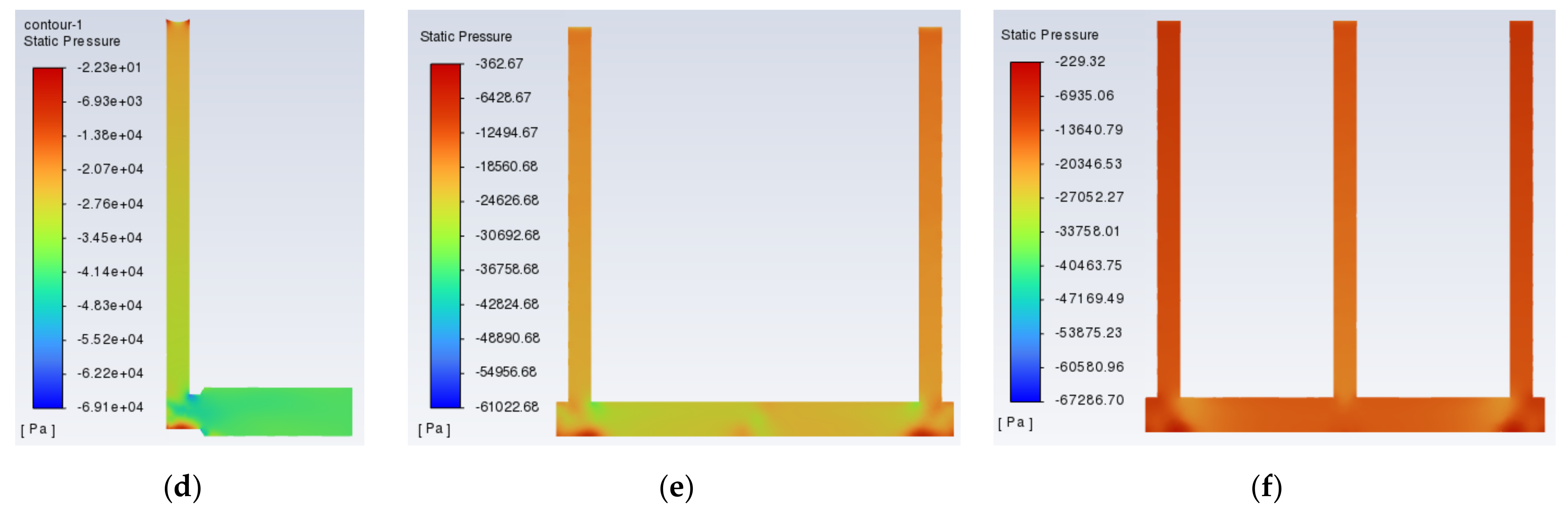
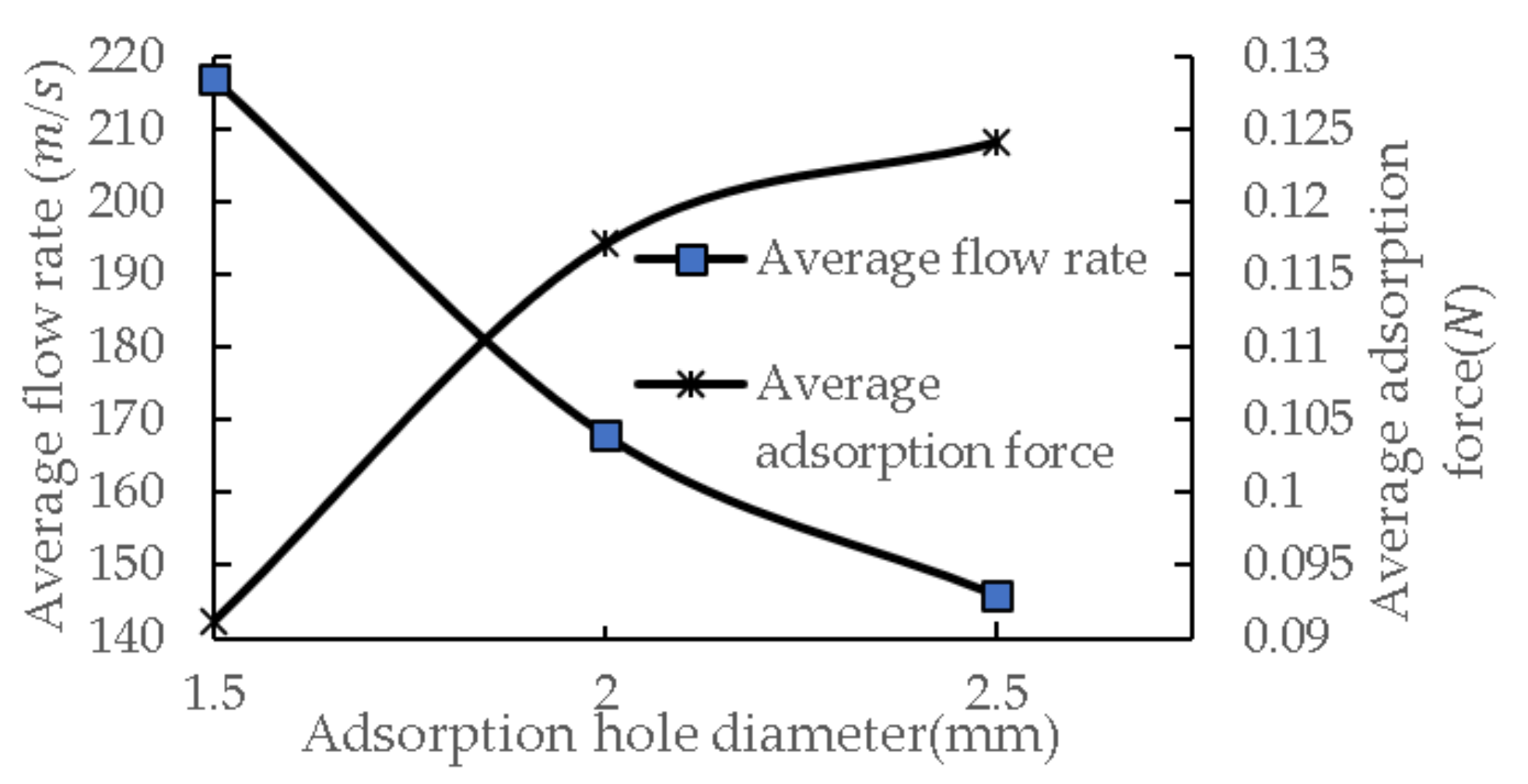
3.1. Simulation Results for the Seedling Adsorption
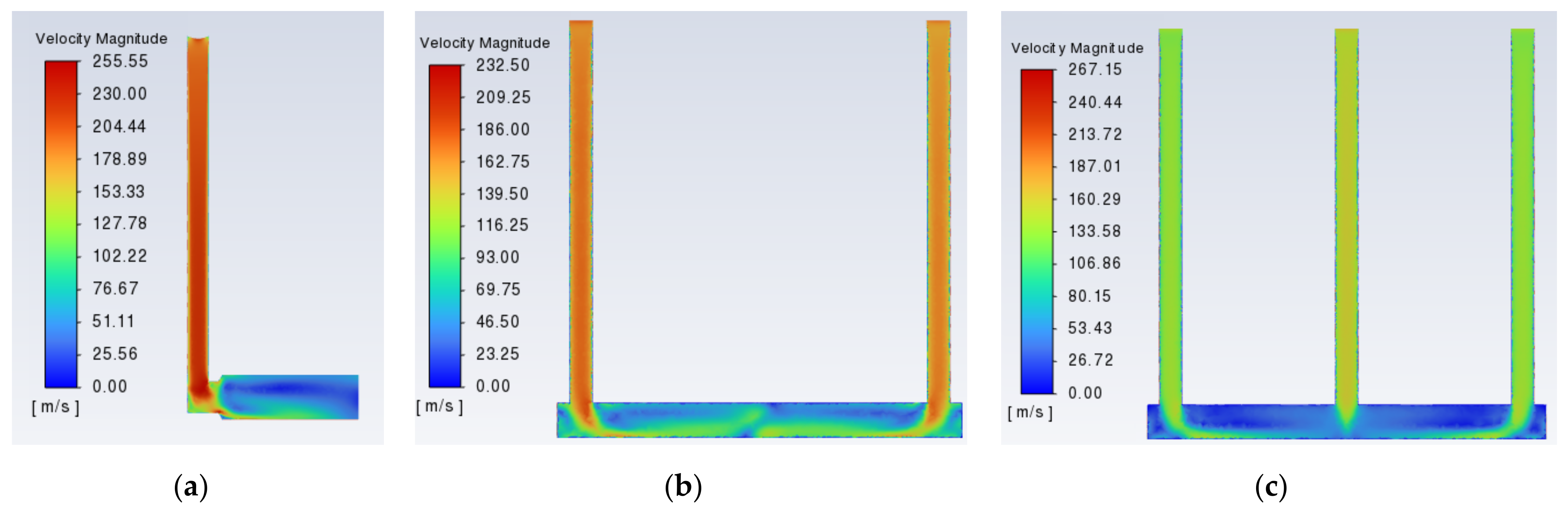
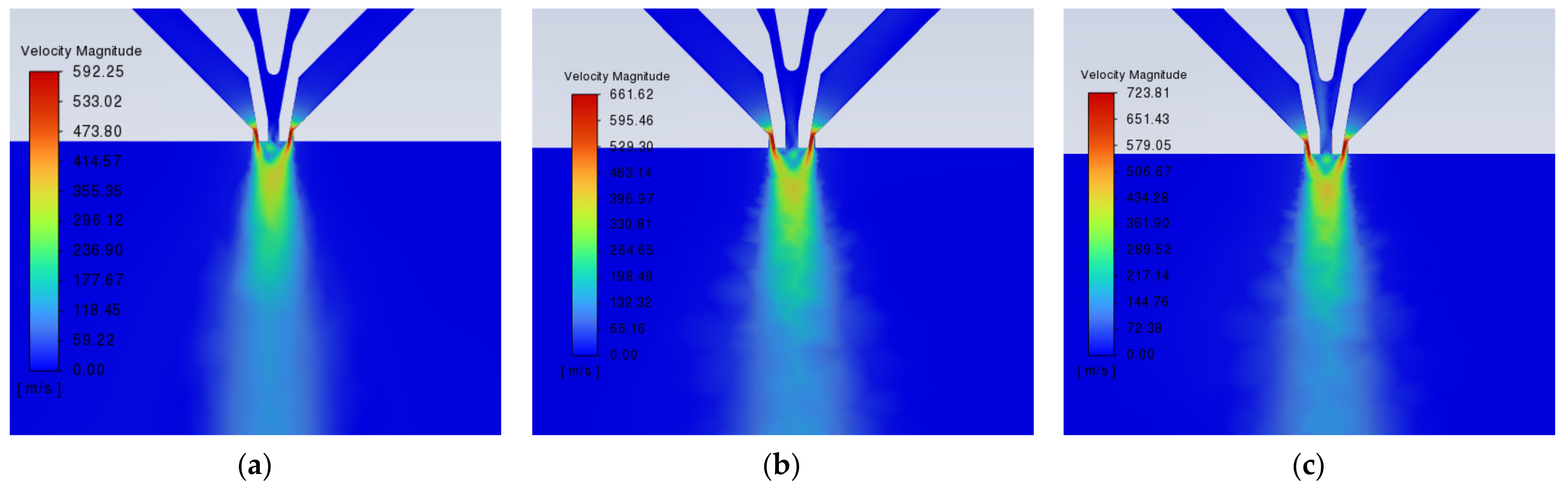
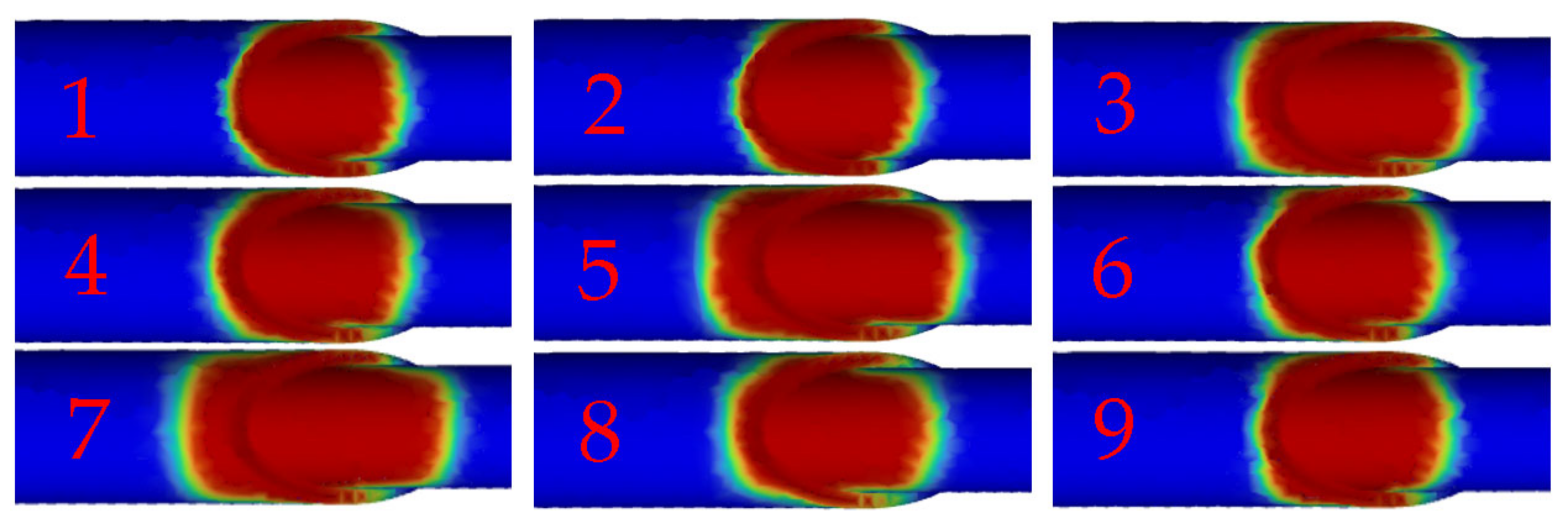
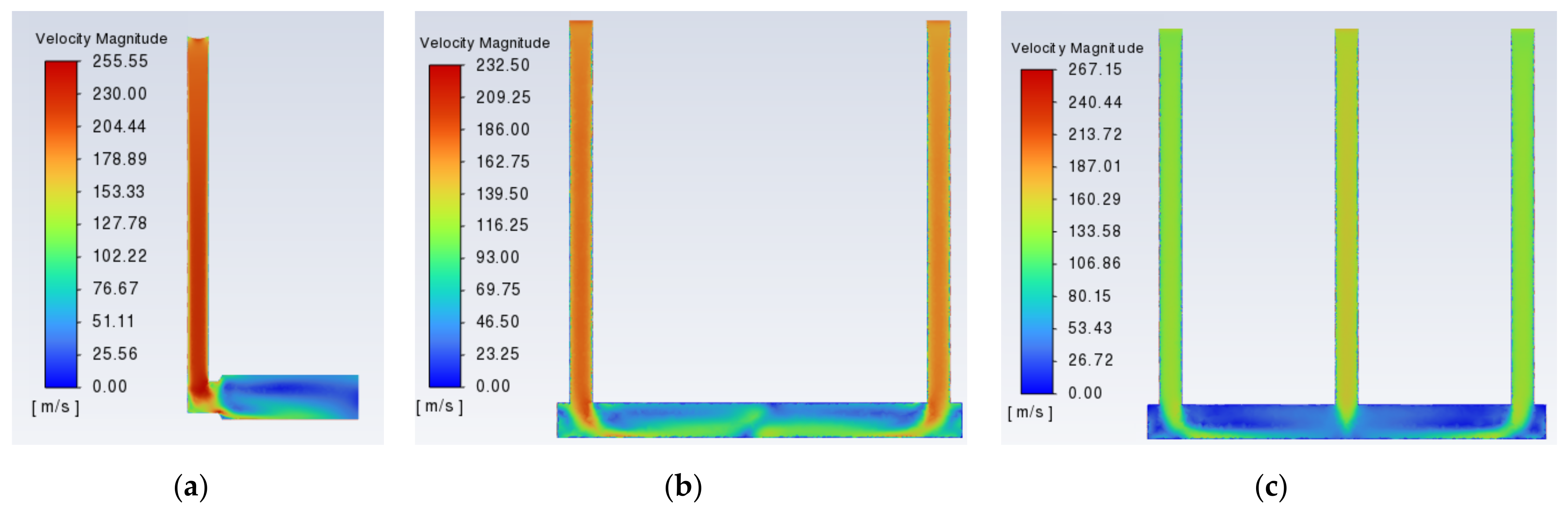
3.2. Spraying Simulation Results
3.3. Grafting Test Results
3.3.1. Grafting Success Rate
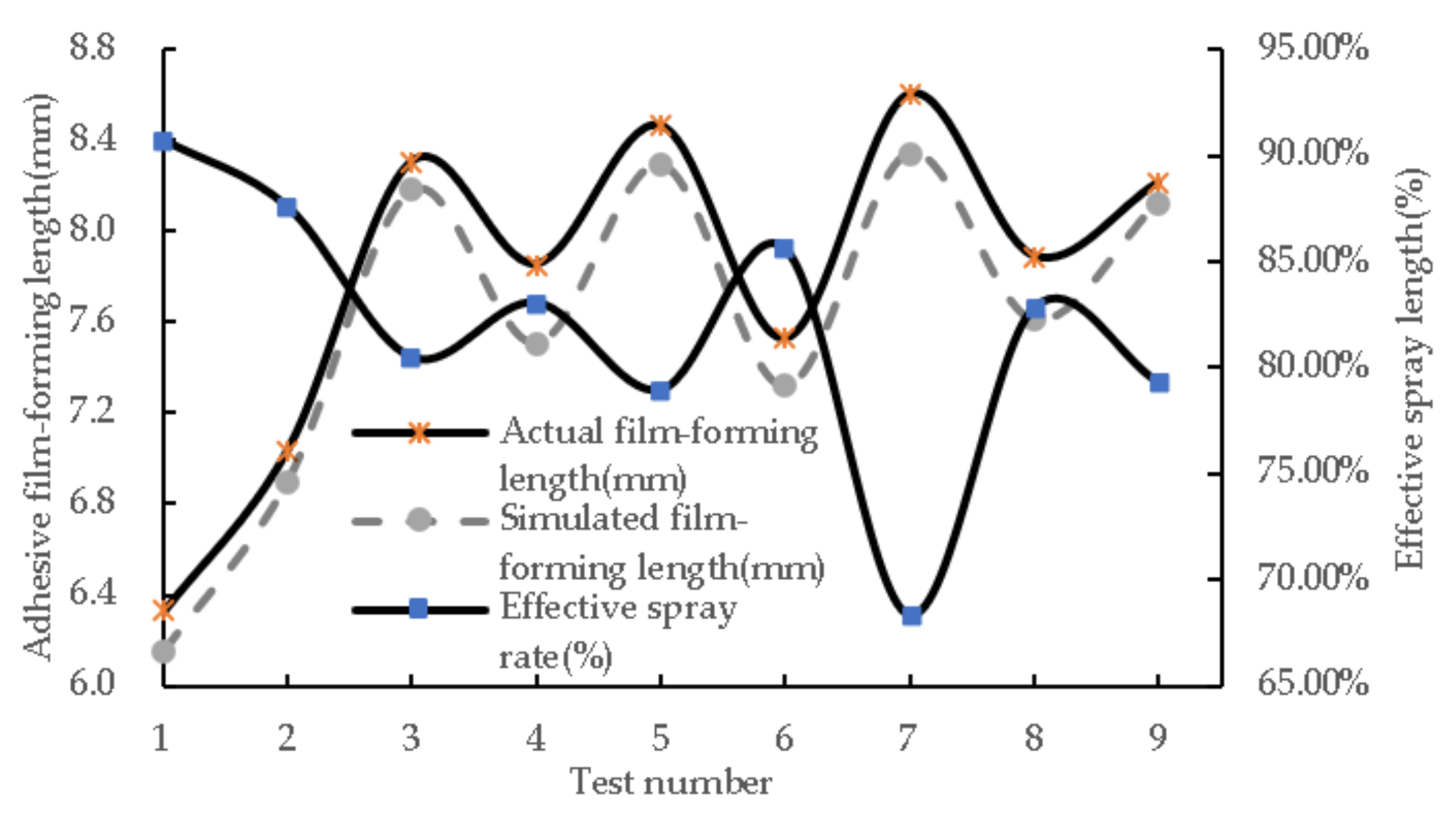
3.3.2. Adhesive Film Length and Effective Spray Rate
3.3.3. Grafting Survival Rate
3.4. Analysis of the Grafting Costs and Ecological Benefits
4. Conclusions
5. Research Deficiencies and Future Prospects
- (1)
- Seedling adaptability. The design of this paper adopts the seedling positioning method for negative pressure adsorption. The characteristics of tomato seedlings and watermelon seedlings are different, so it cannot be adapted to tomato seedlings and other tomato seedling grafting practices. In addition, in actual grafting operations, some of the seedling stems are twisted or bent and form in other non-ideal growth states. In the incision butt joining process, there are scion incision contact areas that are too small or even do not make contact and other problems, which leads to a lower grafting quality.
- (2)
- Grafting efficiency. The grafting test bench is a linear mobile working mode, which does not include the cutting process, and seedling cutting and then seedling supply have to be completed with the help of other auxiliary cutting devices. The institutions devices to be reset sequentially after the grafting is completed, which increases the amount of ineffective time in the grafting process, resulting in a low grafting efficiency. The design and research of multi-station rotary grafting devices including cutting mechanisms will be carried out in the future.
- (3)
- The shedding characteristics of the adhesive film are still unclear. It is necessary to further explore the shedding characteristics of the UV film, analyze and test the mechanical properties of the film in terms of the fixation of grafted seedlings, track the process of film shedding after the healing and planting of the grafted seedlings, and clarify the environmental conditions and the shedding cycle of the film.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
Appendix A




References
- Li, B.; Liu, W. Research progress on genetic map construction and gene mapping for watermelon. China Cucurbits Veg. 2019, 32, 1–6. [Google Scholar]
- Guan, W.; Zhao, X.; Hassell, R.; Thies, J. Defense mechanisms involved in disease resistance of grafted vegetables. Horticulture 2012, 47, 164–170. [Google Scholar] [CrossRef]
- Xie, Z.; Gu, S.; Chu, Q.; Li, B.; Fan, K.; Yang, Y.; Yang, Y.; Liu, X. Development of a high-productivity grafting robot for Solanaceae. Int. J. Agric. Biol. Eng. 2020, 13, 82–90. [Google Scholar] [CrossRef]
- Maurya, D.; Pandey, A.K.; Kumar, V.; Dubey, S.; Prakash, V. Grafting techniques in vegetable crops: A review. Int. J. Chem. Stud. 2019, 7, 1664–1672. [Google Scholar]
- Kyriacou, M.C.; Rouphael, Y.; Colla, G.; Zrenner, R.; Schwarz, D. Vegetable grafting: The implications of a growing agronomic imperative for vegetable fruit quality and nutritive value. Front. Plant Sci. 2017, 8, 732–741. [Google Scholar] [CrossRef] [PubMed]
- Colla, G.; Rouphael, Y.; Cardarelli, M.; Salerno, A.; Rea, E. The effectiveness of grafting to improve alkalinity tolerance in watermelon. Environ. Exp. Bot. 2010, 68, 283–291. [Google Scholar] [CrossRef]
- Ulas, F.; Aydın, A.; Ulas, A.; Yetisir, H. Grafting for sustainable growth performance of melon (Cucumis melo) under salt stressed hydroponic condition. Eur. J. Sustain. Dev. 2019, 8, 201–210. [Google Scholar] [CrossRef]
- Chen, L.; Jiang, K.; Zhang, Q.; Guo, W.; Zheng, W. Design and experiment on scion cutting mechanism of grafting robot for cucurbit. Int. J. Agric. Biol. Eng. 2020, 13, 99–106. [Google Scholar] [CrossRef]
- Lewis, M.; Kubota, C.; Tronstad, R.; Son, Y.J. Scenario-based Cost Analysis for Vegetable Grafting Nurseries of Different Technologies and Sizes. HortScience 2014, 49, 917–930. [Google Scholar] [CrossRef]
- Tong, J.; Ding, Y.; Wu, C.; Yu, Q.; Pan, J.; Sun, L. Design and experiment of key mechanism for semi-automatic vegetable grafting machine. Trans. Chin. Soc. Agric. Mach. 2018, 49, 65–72. [Google Scholar]
- Chen, S.; Liang, H.; Zhang, Q.; Feng, Q.; Li, T.; Chen, L.; Jiang, K. Melon Robotic Grafting: A Study on the Precision Cutting Mechanism and Experimental Validation. Agriculture 2023, 13, 2139. [Google Scholar] [CrossRef]
- Bie, Z. The impact of COVID-19 on intensive vegetable nursery farms and suggestions. China Veg. 2020, 03, 1–4. [Google Scholar]
- Zhao, S.; Liu, J.; Jin, Y.; Bai, Z.; Liu, J.; Zhou, X. Design and Testing of an Intelligent Multi-Functional Seedling Transplanting System. Agronomy 2022, 12, 2683. [Google Scholar] [CrossRef]
- Fu, W.; Gao, J.; Zhao, C.; Jiang, K.; Zheng, W.; Tian, Y. Detection Method and Experimental Research of Leafy Vegetable Seedlings Transplanting Based on a Machine Vision. Agronomy 2022, 12, 2899. [Google Scholar] [CrossRef]
- Wang, J.; Zhang, M.; Gao, C.; Shang, S.; Wang, D. Design and Test of Key Components of Vegetable Grafting Robot for Plug Seedlings. Trans. Chin. Soc. Agric. Mach. 2023, 54, 38–45. [Google Scholar]
- Jiang, K. Study on Mechanism and Experimental Device of Splice Mechanical Grafting of Cucurbit. Ph.D. Thesis, Northeast Agricultural University, Harbin, China, 2019. [Google Scholar]
- Kang, C.; Han, G.; Noh, T.; Choi, H.; Youn, K. Splice Grafting Robot for Fruit and Vegetable Plants. Patent WO2005089532A1, 29 December 2004. [Google Scholar]
- Yan, G.; Feng, M.; Lin, W.; Huang, Y.; Tong, R.; Cheng, Y. Review and Prospect for Vegetable Grafting Robot and Relevant Key Technologies. Agriculture 2022, 12, 1578. [Google Scholar] [CrossRef]
- Yang, L.; Liu, C.; Zhang, T. Design and experiment of vegetable grafting machine with double manipulators. Trans. Chin. Soc. Agric. Mach. 2009, 40, 175–181. [Google Scholar]
- Chu, Q.; Jiang, K.; Liu, K.; Gu, S. Experimental study on 2JC-600 automatic grafting machine. Agric. Mech. Res. 2011, 33, 83–85. [Google Scholar]
- Gu, S.; Yang, Y.; Zhang, Y.; Qiao, X. Development status of automated equipment systems for greenhouse vegetable seedlings production in Netherlands and its inspiration for China. Trans. Chin. Soc. Agric. Eng. 2013, 29, 185–194. [Google Scholar]
- ISO Group, Inc. ISO Graft 1200 [S/OL]. Available online: http://www.iso-group.nl/en/machines/iso-graft-1200.html (accessed on 26 February 2024).
- Kang, D.H.; Lee, S.Y.; Kim, J.K.; Park, M.J.; Son, J.K.; Yun, S.W. Development of an Automatic Grafting Robot for Fruit Vegetables using Image Recognition. Prot. Hortic. Plant Fact. 2019, 28, 322–327. [Google Scholar] [CrossRef]
- Xu, P.; Zhang, T.; Chen, L.; Huang, W.; Jiang, K. Study on the Method of Matched Splice Grafting for Melon Seedlings Based on Visual Image. Agriculture 2022, 12, 929. [Google Scholar] [CrossRef]
- EC21 Inc. Supreme Precision Grafting Robot [S/OL]. Available online: https://www.ec21.com/ (accessed on 26 February 2024).
- Jiang, K.; Chen, L.; Zhang, Q. Design and experiment on flexible clamping and conveying mechanism of vegetable grafting robot. Trans. Chin. Soc. Agric. Mach. 2020, 51, 63–71. [Google Scholar]
- Liang, H.; Zhu, J.; Ge, M.; Wang, D.; Liu, K.; Zhou, M.; Sun, Y.; Zhang, Q.; Jiang, K.; Shi, X. A Comparative Analysis of the Grafting Efficiency of Watermelon with a Grafting Machine. Horticulturae 2023, 9, 600. [Google Scholar] [CrossRef]
- Lin, M.; Zhou, F.; Cai, K.; Pei, Y.; Wang, P.; Zhang, J.; Tian, H.; Tao, Z. An Efficient Horizontal Automatic Grafting Machine. Patent CN115088494B, 21 July 2023. [Google Scholar]
- Liu, C.; Shi, Y.; Sun, X. New progress in biological evaluation of medical devices. Chin. J. Med. Instrum. 2021, 1, 72–75+80. [Google Scholar]
- Chen, B.; Hu, G.; Liu, W.; Sun, S.; Sun, C.; Xiao, M. Alternate Automatic Seedling Picking and Dropping Mechanism Based on Symmetrically Arranged Seedling Trays for Automatic Vegetable Transplanters. Trans. Chin. Soc. Agric. Mach. 2022, 53, 131–139+151. [Google Scholar]
- Zhang, Q.; Lü, Y.; Chu, Q.; Li, B.; Wang, Y.; Yang, Y.; Gu, S. Design and experiment on flexible seedling seat of pneumatic pick-up for seedlings. Trans. Chin. Soc. Agric. Eng. 2017, 33, 69–75. [Google Scholar]
- Cao, X.; Ma, X.; Li, H.; Wen, Z.; Li, Z.; Wang, X. Design and experiments of pneumatic roller type precision seed-metering device for rapeseed plug seedlings. Trans. Chin. Soc. Agric. Eng. 2021, 37, 51–60. [Google Scholar]
- Lou, J.; Li, J.; Zhu, P.; Lü, G.; Wang, M. Optimization of Suction Head of Scion Clamping Mechanism for Vegetable Grafting Machine. Trans. Chin. Soc. Agric. Mach. 2013, 44, 63–68. [Google Scholar]
- Liu, C.; Zhou, L.; Lei, F. Overview on numerical simulations of primary atomization. Rocket Propuls 2014, 40, 10–17. [Google Scholar]
- Li, B. Study on Pneumatic Atomization Characteristics of Coaxial Three Channel Nozzle for High Viscosity Liquid. Ph.D. Thesis, China Academy of Launch Vehicle Technology, Beijing, China, 2021. [Google Scholar]
- Chen, Y.; Hu, J.; Zhang, G.; Chen, W.; Pan, H.; Lou, B. Research on Characteristics of Paint Deposition on Spherical Surface. J. Hunan Univ. (Nat. Sci.) 2019, 46, 37–46. [Google Scholar] [CrossRef]
- Li, X.; Du, J.; Wang, L.; Fan, J.; Peng, X. Effects of different nozzle materials on atomization results via CFD simulation. Chinese J. Chem. Eng. 2020, 28, 362–368. [Google Scholar] [CrossRef]
- Chen, Y.; Chen, S.; Chen, W.; Hu, J.; Jiang, J. An Atomization Model of Air Spraying Using the Volume-of-Fluid Method and Large Eddy Simulation. Coatings 2021, 11, 1400. [Google Scholar] [CrossRef]
- Liang, H.; Li, A.; Wang, D.; Zhu, J.; Ge, M.; Zhou, M.; Shi, X. Studies on rootstock and Scion age suitable for mechanized grafting of watermelon. China Veg. 2022, 6, 72–78. [Google Scholar]
- Liang, H.; Jiang, K.; Shi, X.; Zhu, J.; Liu, J.; Wang, D.; Ge, M.; Zhou, M.; Shi, F. An Experimental Study on the Effect of Cutting Angle on the Growth of Grafted Watermelon Seedlings Using the One-Cotyledon Grafting Method. Agronomy 2023, 13, 250. [Google Scholar] [CrossRef]
- Yang, J.; Guo, Z.; Hang, Y.; Gao, S.; Jin, K.; Wu, X.; Yang, J. Early classification and detection of grafting union state of melon by hyperspectral imaging. Spectrosc. Spectr. Anal. 2022, 42, 2218–2224. [Google Scholar]
- Nie, W.; Wen, D. Study on the Applications and Regulatory Mechanisms of Grafting on Vegetables. Plants 2023, 12, 2822. [Google Scholar] [CrossRef]
- Jin, W.; Xiao, J.; Ren, H.; Li, C.; Zheng, Q.; Tong, Z. Three-dimensional simulation of impinging jet atomization of soft mist inhalers using the hybrid VOF-DPM model. Powder Technol. 2022, 407, 117622. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
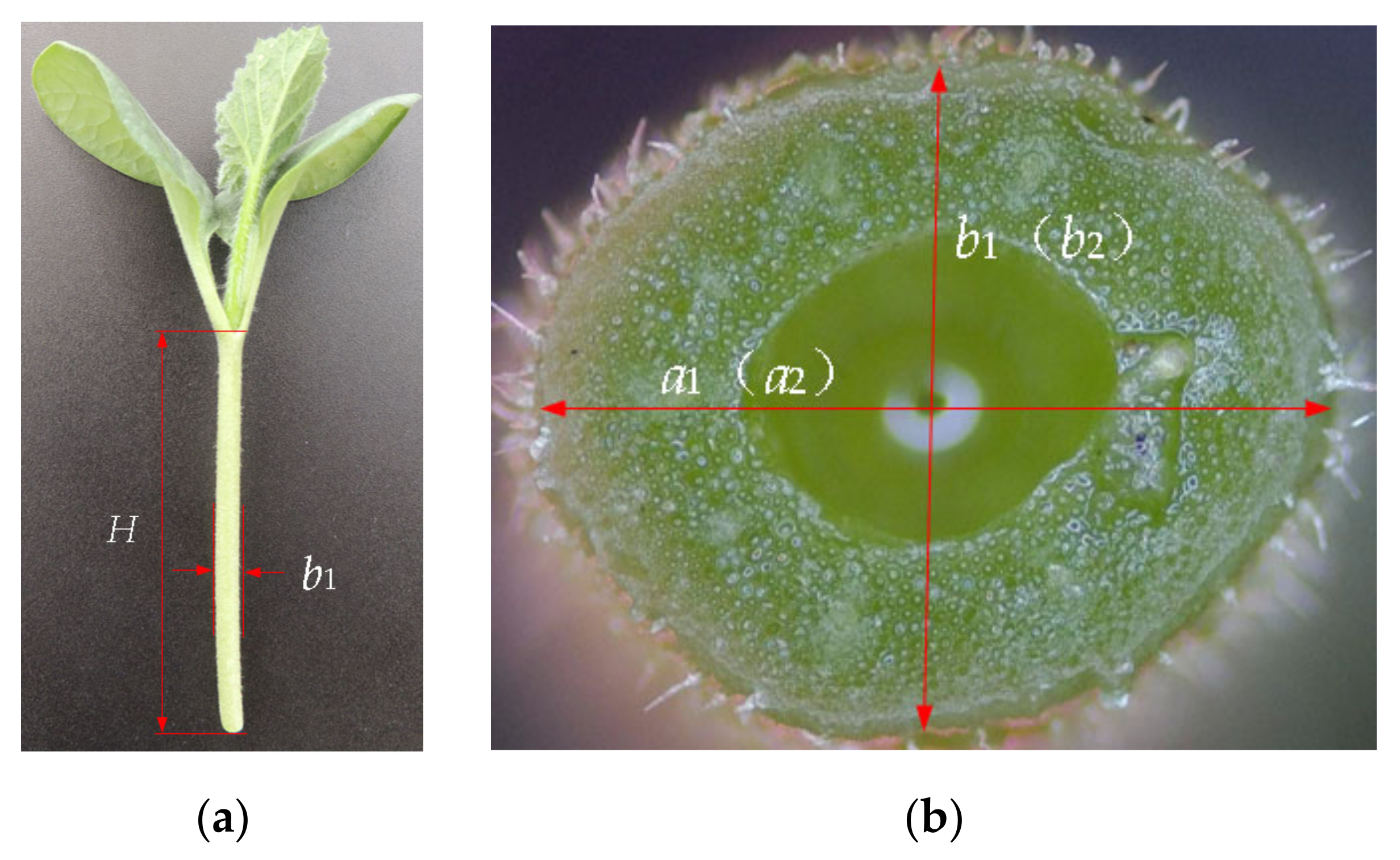
| Parameters | Stem of (mm) | Stem of (mm) | Rootstock Height H (mm) | Stem of Scion (mm) | Stem of Scion (mm) |
|---|---|---|---|---|---|
| Average value | 3.66 | 3.19 | 66.38 | 2.34 | 1.86 |
| Maximum value | 4.06 | 3.71 | 74.11 | 2.68 | 2.05 |
| Minimum value | 3.12 | 2.59 | 53.19 | 2.07 | 1.45 |
| Levels | Factors | ||
|---|---|---|---|
| Atomizing Pressure (A)/Mpa | Glue Supply Pressure (B)/Mpa | Spraying Height (C)/mm | |
| 1 | 0.20 | 0.15 | 5 |
| 2 | 0.25 | 0.20 | 10 |
| 3 | 0.30 | 0.25 | 15 |
| Test Number | A (Mpa) | B (Mpa) | C (mm) | Grafting Success Rate (%) |
|---|---|---|---|---|
| 1 | 1 (0.20) | 1 (0.15) | 1 (5) | 56.70 |
| 2 | 1 (0.20) | 2 (0.20) | 2 (10) | 63.33 |
| 3 | 1 (0.20) | 3 (0.25) | 3 (15) | 70.00 |
| 4 | 2 (0.25) | 1 (0.15) | 2 (10) | 100.00 |
| 5 | 2 (0.25) | 2 (0.20) | 3 (15) | 90.00 |
| 6 | 2 (0.25) | 3 (0.25) | 1 (5) | 76.67 |
| 7 | 3 (0.30) | 1 (0.15) | 3 (15) | 63.33 |
| 8 | 3 (0.30) | 2 (0.20) | 1 (5) | 83.33 |
| 9 | 3 (0.30) | 3 (0.25) | 2 (10) | 100.00 |
| Source | Square Sum | Degrees of Freedom | Mean Square | F | p |
|---|---|---|---|---|---|
| A | 1053.450 | 2 | 526.725 | 2.143 | 0.318 |
| B | 120.716 | 2 | 60.358 | 0.246 | 0.803 |
| C | 424.257 | 2 | 212.129 | 0.863 | 0.537 |
| Error | 491.657 | 2 | 245.829 | ||
| Total | 57,058.446 | 9 | |||
| Total after amendments | 2090.080 | 8 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhang, X.; Kong, L.; Lu, H.; Feng, Q.; Li, T.; Zhang, Q.; Jiang, K. An Original UV Adhesive Watermelon Grafting Method, the Grafting Device, and Experimental Verification. Horticulturae 2024, 10, 365. https://doi.org/10.3390/horticulturae10040365
Zhang X, Kong L, Lu H, Feng Q, Li T, Zhang Q, Jiang K. An Original UV Adhesive Watermelon Grafting Method, the Grafting Device, and Experimental Verification. Horticulturae. 2024; 10(4):365. https://doi.org/10.3390/horticulturae10040365
Chicago/Turabian StyleZhang, Xin, Linghao Kong, Hanwei Lu, Qingchun Feng, Tao Li, Qian Zhang, and Kai Jiang. 2024. "An Original UV Adhesive Watermelon Grafting Method, the Grafting Device, and Experimental Verification" Horticulturae 10, no. 4: 365. https://doi.org/10.3390/horticulturae10040365
APA StyleZhang, X., Kong, L., Lu, H., Feng, Q., Li, T., Zhang, Q., & Jiang, K. (2024). An Original UV Adhesive Watermelon Grafting Method, the Grafting Device, and Experimental Verification. Horticulturae, 10(4), 365. https://doi.org/10.3390/horticulturae10040365