3.1. Semi-Dry Process Design for LFP Cathodes
To process LFP cathodes with a semi-dry processing strategy, extrusion and calendering techniques are applied, following the methods described by Wiegmann et al. [
4] as visualized in
Figure 1. The process allows handling solids contents, which are approximately 55 % higher in relative terms than conventional processing (see also the experimental section). The extrusion process involves the use of an extruder to disperse and mix the active material (LFP), a conductive agent, and a PTFE-binder (present at a lower mass concentration of 1 wt.%), with a solvent mixture comprising of water and isopropanol (IPA). While the use of IPA as a solvent may lead to higher material expenses, it offers certain benefits that justify its use. The addition of IPA to the solvent mixture reduces the surface tension of the solvent, thus improving its wetting behavior towards the electrode particles. This improved wetting behavior leads to a more uniform distribution of active and inactive materials, resulting in more consistent properties of the extruded product, such as the solids content. Conversely, poor wetting behavior, resulting from the use of water alone in combination with the highly hydrophobic PTFE, leads to an uneven distribution of solvents and particles. This results in measurable variations in solids content and even clogging throughout the extrusion process. Additional information regarding the effects of IPA concentration on surface tension and wetting behavior can be found in
Figure S1 of the supporting information.
Following extrusion, the resulting extrudate is subjected to a strand pelletizer to produce uniformly sized granules. These granules are able to resist sedimentation, ensuring stability during storage [
4], thereby allowing the slurry production to be separated locally and timely from the subsequent coating step. For the coating process, the granules are introduced into the first gap of the multi-roller calender, where they are coated onto an aluminum substrate through the self-dosing action of the calender rolls. The coating rollers are heated to a temperature of 70 °C, which significantly affects both the coating surface quality and the adhesion of the granules to the substrate, as depicted in
Figure S2 of the supporting information. Finally, the preheated third and fourth rollers maintain a consistent drying process for the coated cathodes. The gap between rollers 3 and 4 serves to reach the electrode target density, thus achieving an integration of coating, drying, and calendering within a single machine.
An adaptive process-binder development is crucial for implementing such a semi-dry LFP cathode manufacturing process. In this study, PTFE was utilized as the binder, and the structure of PTFE was found to be significantly influenced by the process parameters employed. To investigate this effect, various screw configurations with differing mixing intensities and mixing times throughout the extrudate were utilized. A schematic visualization of the different screws used in this study is presented in
Figure 2.
According to
Figure 2, a classification of three separate process strategies can be made. The first strategy, referred to as conf. 1, involves the use of five kneading zones, featuring a high proportion of kneading elements, with some specifically designed to convey suspensions backwards to extend the mixing duration. The second strategy, denoted as conf. 2, employs a screw fitted with kneading elements that form two mixing zones, primarily responsible for dispersion. The third strategy, referred to as conf. 3, employs exclusively conveying elements to process semi-dry granules.
3.2. Preliminary Studies Quantifying PTFE Fibrillation
The process of extrusion can result in the formation of PTFE fibrils due to the application of high stress and pressure within the continuous mixer, as previously reported by Tomkovic and Hatzikiriakos [
16]. To assess the amount and intensity of stress that induces fibrillation, specific energy inputs were calculated using Equations (1)–(4) as described in the experimental section. To investigate the fibrillation behavior of the extruder screws towards PTFE, preliminary experiments were performed using pure PTFE. Here, the degree of fibrillation was quantified based on the melting enthalpy, which was measured using differential scanning calorimetry (DSC) as reported by [
27]. Since the melting enthalpy of PTFE is directly proportional to its degree of crystallinity, unwound crystallites caused by extrusion lead to a reduction in melting enthalpy. Thus, the difference in melting enthalpy observed with different screw configurations is a quantitative measure of the extent of fibrillation induced during the extrusion process.
Figure 3 shows the specific energy input and melting enthalpy in dependency of the extruder configuration and temperature.
Figure 3 illustrates that the specific energy input increases with the use of screw configurations employing a higher number of kneading elements, which are primarily responsible for greater energy input. Conversely, a lower number of kneading elements, as seen in configuration 3, results in a shorter duration time of the PTFE within the extruder, leading to lower energy input. Configuration 1, characterized by the longest duration time and the highest number of kneading elements, results in the highest specific energy input during the dispersing process. Moreover, the extrusion temperature has a slight effect on the specific energy input. A small overall increase is observed with increasing extrusion temperature for the various screw configurations. Simultaneously, the melting enthalpy for configurations 1 and 2 decreases as the temperature increases between 20 and 60 °C. According to Tomkovic and Hatzikiriakos, above 30 °C, the disorder and thereby the degree of fibrillation increases, which correlates with the decreased melting enthalpy observed in configurations 1 and 2. In configuration 3, no trend in dependency on the extrusion temperature is evident, indicating that minimal fibrillation took place since the melting enthalpy of configuration 3 and the starting material of PTFE before extrusion are almost identical. For configurations 1 and 2, the degree of fibrillation, or the resulting melting enthalpy, correlates with the specific energy input. The higher the specific energy input, the lower the melting enthalpy observed, which could be attributed to a higher number of fibrils requiring greater torque from the extruder for processing.
3.3. Quantifying PTFE Fibrils in Semi-Dry Processed Cathodes
Based on preliminary studies that showed increased fibrillation behavior at 60 °C when exclusively using PTFE, an operating temperature of 60 °C was selected for the semi-dry processing of the cathode granules. Temperatures above 60 °C result in the evaporation of the solvent, leading to an inconsistent solids content of the extrudate. Moreover, a correlation between the degree of fibrillation and the specific energy input is anticipated according to the results of the preliminary study. Consequently, energy values were computed for the cathode extrudate using analogous methods of energy input analysis, which are illustrated in
Figure 4a. The specific energy input decreases as the number of kneading elements is reduced. This finding is in line with the results of the initial studies that only employed PTFE. As a consequence, a higher degree of fibrillation is anticipated for conf. 1 in the cathode mixture, whereas conf. 3 is expected to have the lowest fibrillation degree. The melting enthalpy of the PTFE in the cathode mixture could not be quantified using DSC, likely due to the low amount of PTFE present in the mixture (1 wt.%), which leads to a non-quantifiable measurement signal. Consequently, further analysis is required to determine the electrode properties that are influenced by the binder structure of PTFE. Therefore, SEM images, also presented in
Figure 4a, illustrate the differences in the microstructure of the binder within the cathode granules.
The figure shows noticeable structural differences in the extruded granules produced with different screw configurations. Specifically, the SEM images of the granules processed using conf. 3 exhibit fewer and larger (<600 nm) fibril bundles, while the granules processed with conf. 1 display a higher quantity of significantly smaller PTFE fibrils (<60 nm). The fibrils in the granules processed using conf. 2 are characterized by a medium size (<220 nm) and quantity. These differences in microstructure are correlated with the specific energy input during extrusion. Higher specific energy input results in a higher fibril quantity and a lower fibril size, which is also reflected in the melting enthalpy measurements conducted in the preliminary studies. However, conf. 3 showed almost no fibrillation according to the melting enthalpy measurements (see
Figure 2). In the case of the cathode mixture, fibrils are visible within the cathode for conf. 3, which may be attributed to the slightly increased energy input for the extrusion of the cathode mixture against exclusively PTFE (1.5 to 1.3 Wh kg
−1), or to the high specific surface area of carbon black and LFP, which can affect the extent of fibrillation. However, SEM images are inherently susceptible to stochastic variations, and further analyses are required to validate the observed results. Therefore, electric conductivity and mechanical adhesion testing of the processed cathodes were conducted to obtain more information about the structure-related electrode properties (see
Figure 4b).
Based on
Figure 4b, it is evident that the electric conductivity varies significantly among the different extrusion dispersion strategies. Specifically, conf. 1 exhibits a relatively low electric conductivity of 1.2 mS cm
−1, while conf. 2 displays a slightly higher conductivity of 1.95 mS cm
−1. The cathodes processed using conf. 3 exhibit the highest electric conductivity of 2.3 mS cm
−1. These findings can be attributed to the structural differences illustrated in
Figure 4a. Electrodes with fewer and larger fibril bundles (conf. 3) exhibit higher electric conductivities than those with more and smaller PTFE fibrils, due to the presence of non-conductive PTFE fibrils that isolate electric conductive pathways. These results are also consistent with the differences observed in standard deviation. A higher amount of fibrils (as seen in
Figure 4b) corresponds to lower standard deviations in measured electric conductivity. This suggests that a more uniform distribution of smaller fibrils, as seen in cathodes processed by conf. 1, leads to lower measurement deviations than for cathodes with a smaller quantity of fibrils that are less uniformly distributed, as seen in the cathodes processed using conf. 3.
Similar to the electric conductivity, small differences in adhesion strength can be attributed to the dispersion strategies and resulting fibril structure. In this regard, a higher quantity of smaller fibrils, as observed in the cathodes processed using conf. 1, results in a slightly increased adhesion between substrate and electrode coating compared to cathodes with fewer fibrils, such as those processed using conf. 3. This is due to the increased number of fibrils forming more contacts towards the substrate and between LFP particles, resulting in higher adhesion forces.
Although the adhesion force of semi-dry manufactured LFP cathodes is relatively low, these electrodes exhibit favorable elastic behavior. This characteristic is beneficial for electrode processing, i.e., rolling up, confectioning, and cell assembly. Furthermore, the trend between adhesion force and the correlated fibril structure is not as evident as expected. Therefore, to further investigate the mechanical properties of the manufactured cathodes regarding elastic deformation behavior, nanoindentation is used, where 80 nanoindents are measured and their sum distribution is plotted in
Figure 4c.
In line with the adhesion and conductivity results,
Figure 4c reveals a clear trend in the elastic deformation of cathodes produced using different extrusion process strategies. Cathodes exhibiting a higher quantity of smaller fibrils, such as those manufactured with conf. 1, display a greater proportion of elastic deformation energy relative to total deformation energy. Conversely, the cathodes produced using conf. 3, which have fewer and larger fibrils (see
Figure 4a), exhibit less elastic deformation and a wider sum distribution. This may be attributed to the formation of fewer connections between LFP particles, resulting in higher plastic deformation following mechanical stress. Furthermore, the strongly cross-linked particle structures found in the cathodes processed using conf. 1 absorb mechanical forces more effectively, and elastically compensate for them, than the cathodes processed using conf.3.
This section establishes a strong relationship between fibrillation extent, specific energy input during dispersion, electric conductivity, and mechanical properties. Based on the findings of the preliminary studies, the present study provides robust evidence for the correlation between these factors.
Furthermore,
Figure 4b,c include data for a reference cathode, showing its electrical conductivity, adhesion strength, and elastic deformation behavior. This LFP reference is fabricated using conventional methods, employing a dissolver and a doctor blade coating technique, as outlined in the experimental section. PTFE fibrillation cannot be achieved with high solvent content and a dissolver for dispersion, as the pressure stress numbers and stress intensities are relatively low. Therefore, conventional processing was carried out using PVdF dissolved in NMP, to achieve the required mechanical properties for the further processing of the electrodes. Owing to the use of a different binder (PVdF) in a different quantity (4 wt.%) in the reference, a direct comparison of the binder structure is challenging. Nonetheless, the overall physical electrode properties can be compared. For instance, the conventionally processed reference exhibits significantly higher electrical conductivity and adhesion forces, while the relative elastic deformation is reduced and the sum distribution is considerably wider compared to the semi-dry processed cathodes. The impact of these observations on electrochemical properties and energy densities at the cell level will be demonstrated in the following section.
3.4. Electrochemical Performance of Semi-Dry Processed Cathodes Compared to Conventionally Manufactured Electrodes
To further assess the influence of the different process strategies and associated binder structures, an electrochemical analysis of the semi-dry processed cathodes was conducted in coin cells. The electrochemical properties and overall energy densities of the newly processed cathodes were compared to those of conventionally manufactured electrodes for a comprehensive evaluation and classification. The electrochemical analysis was carried out using half cells to measure cell performance independently of the anode side. The areal capacity of the cathodes was 2.5 mAh cm
−2 while the electrode density was pre-investigated and set to 1.8 g cm
−3 for further cell analysis, as shown in
Supporting Information Figure S3. Given this electrode density, the specific discharge capacity is plotted as a function of different process strategies in
Figure 5.
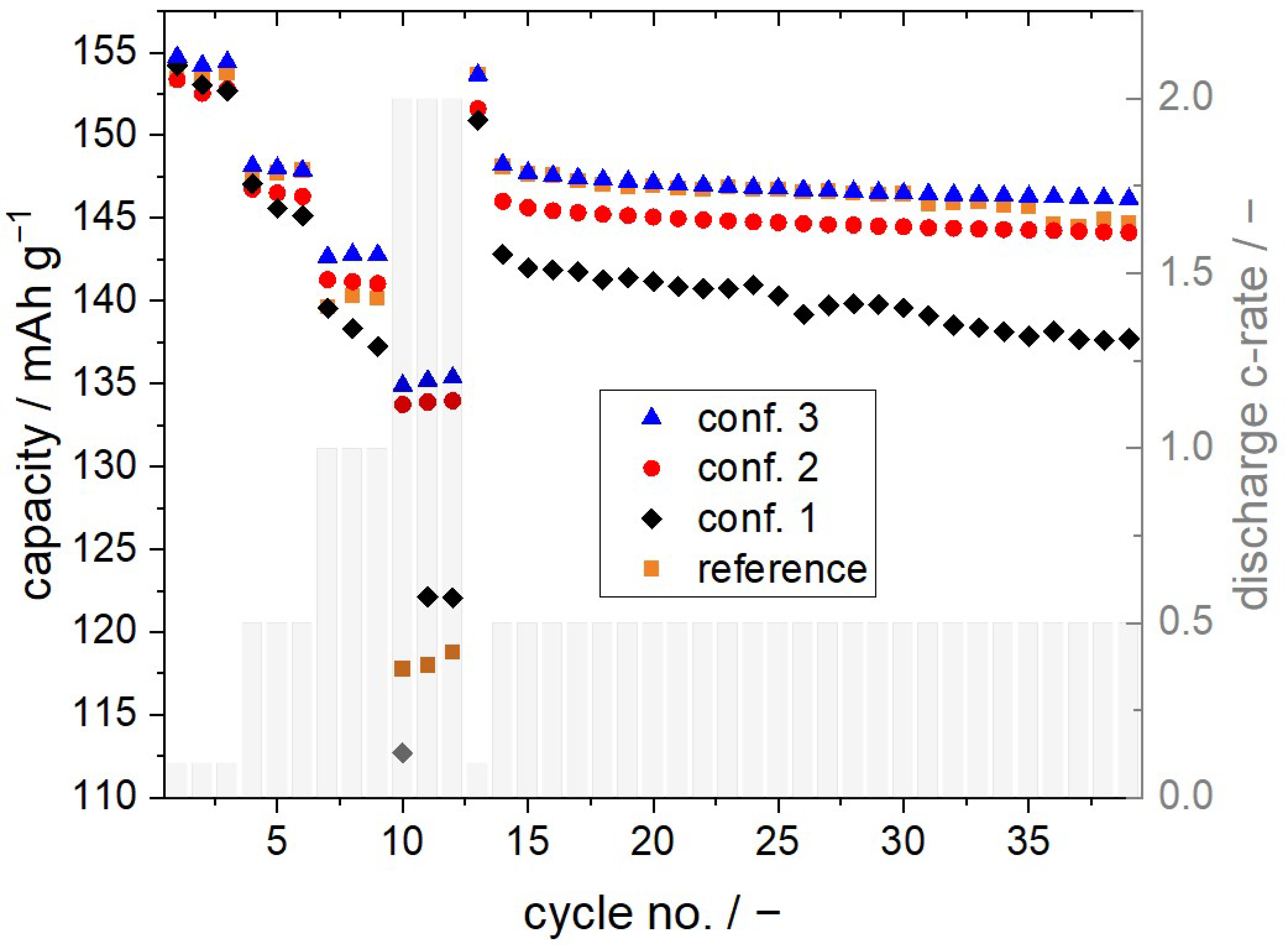
The discharge capacities of the cathodes were measured after formation (cycle 3) at a rate of 0.1 C, with conf. 3 and the reference having almost the theoretically calculated capacity value of LFP (155 mAh g
−1), while conf. 2 had slightly lower discharge capacity and conf. 1 had the lowest. At a discharge rate of 0.5 C, a similar trend was observed, with conf. 3 and the reference having the highest capacities (of approximately 147 mAh g
−1) and conf. 1 having the lowest. These results suggest that cathodes with a higher degree of fibrillation, such as conf. 1, have lower discharge capacities at a discharge rate equal to 0.5 C. This could be due to a limited capacity utilization of the active material, as a high number of fibrils may isolate conductive pathways connecting to the active material LFP. This is also supported by the electric conductivity measurements presented in
Figure 4b, with conf. 1 having the lowest conductivity.
At the higher discharge rates of 1 and 2 C, the trend observed for the semi-dry processed electrodes is consistent, although the capacities of conf. 2 and conf. 3 seem to be nearly aligned. In contrast, the reference had relatively lower capacities at higher discharge rates compared to the semi-dry processed cathodes, with 138 mAh g
−1 at 1 C and 122 mAh g
−1 at 2 C, while conf. 3 reached 141 mAh g
−1 at 1 C and 133 mAh g
−1 at 2 C. Since the reference cathode is characterized by a higher electric conductivity, as shown in
Figure 4b, electric limitations are an unlikely cause of this behavior. This is due to the observation that electrical conductivity is orders of magnitude higher than ionic conductivity. Given that even the ionic conductivity of the electrolyte is approximately 10
−3 S cm
−1 [
28], and thus smaller than the electrical conductivity, it can be assumed that the conductivity within the electrodes is further reduced due to steric hindrance, making it still lower. Consequently, the rate performance is primarily limited by the relatively prolonged process of ionic conduction. This is consistent with previous findings reported by Gao et al. [
7], where ionic limitations of LFP cathodes using PVdF as a binder were observed. To further analyze the electrochemical behavior, voltage over capacity plots were investigated, as shown in
Figure 6. Additionally, the voltage over capacity plot for the charging process is visualized in
Figure S4 (Supplementary Materials).
Based on the voltage over capacity plot obtained at a discharge rate of 0.1 C, it was observed that the nominal voltage remained relatively constant at 3.4 V for all investigated cathodes, regardless of the manufacturing approach employed. However, reduced capacity utilization was noted for conf. 1 and 2. At the higher discharge rate of 0.5 C, an increased overpotential was observed for the reference. Overpotentials indicate the difference between the theoretical redox potential and the actually measured redox potential. In the case of cell discharge, a high overpotential implies that the lower cut-off voltage is reached prematurely. When the discharge rates were further increased to 1 C and 2 C, even higher overpotentials were recorded for the reference, leading to a premature end of discharge voltage and, consequently, a reduced specific discharge capacity. These high overpotentials are attributed to the ionic transport limitations resulting from the binder structure of PVdF, which forms isolating layers that block the Li
+-ion pathways. Impedance measurements, using a blocking electrode configuration set-up according to Landesfeind et al. [
26], were conducted to validate these results. Regarding these measurements, it is shown that the reference is characterized by a significantly higher ionic diffusion resistance (391.34 Ω) compared to the semi-dry processed cathodes (e.g., conf. 3: 215.12 Ω). More detailed results regarding the measurement of the diffusion resistance can be found in
Supporting Information Figure S5.
Overall, a negligible difference in overpotentials was observed for the semi-dry processed cathodes, independent of the discharge rate. However, the utilization of the active material varied depending on the screw configuration used. Therefore, in addition to the capacity results presented in
Figure 5 and
Figure 6, the overall specific energy output of the LFP-cathodes, characterized in half cells, is plotted in
Figure 7.
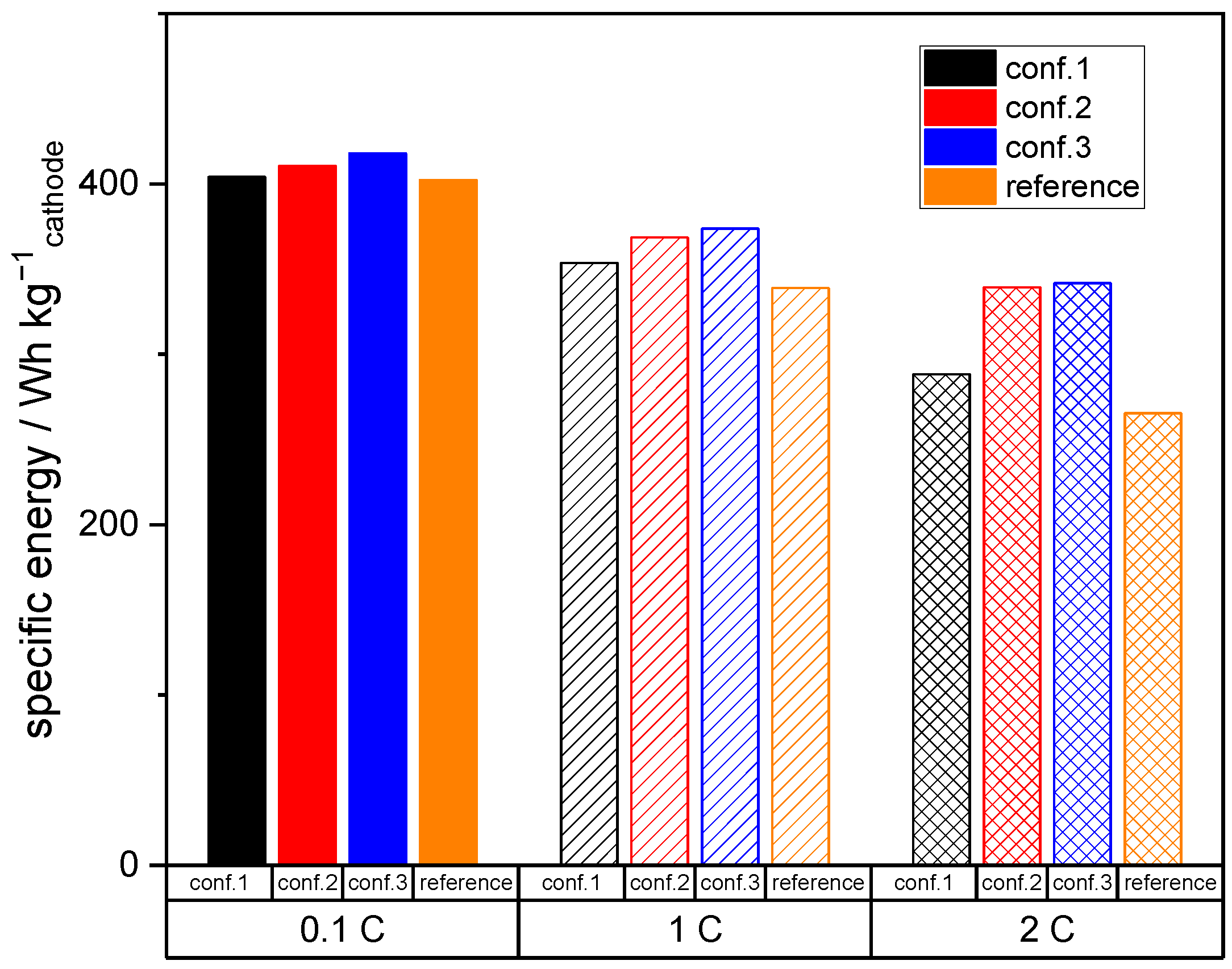
Figure 7 presents the specific energy results, where the total mass of the cathode, including the aluminum substrate, is considered. The specific energy of the cathodes processed using semi-dry techniques, such as conf. 2 and conf. 3, is higher than that of the reference cathode. This can be attributed to the lower content of binder (1 wt.% PTFE), resulting in a higher content of active material, which in turn leads to increased specific energy. Furthermore, at higher current rates (1 and 2 C), the semi-dry processed electrodes show even higher specific energies compared to the reference electrode due to the aforementioned overpotential reduction. Since the active material content and overpotentials are almost similar for all semi-dry processed electrodes, the resulting relatively small differences are only affected by the extent of fibrillation, which correlates with the amount of accessible active material.
Overall, it has been demonstrated that semi-dry processed cathodes can be at least as electrochemically efficient as conventionally manufactured cathodes, approaching the overall theoretical capacity of 155 mAh g−1 at a C-rate of 0.1 C according to the active material supplier. Indeed, by establishing a specific degree of binder, fibrillation according to conf. 3 capacities at higher C-rates of 2 C can be up to 10 % higher compared to the conventionally manufactured reference. Additionally, the semi-dry processed electrodes are capable of achieving even higher energy densities per unit mass of the cathode due to the increased content of active material and relatively lower overpotentials.
3.5. Energy Required for Electrode Production
Another criterion for classifying the process in comparison to the reference is the amount of energy required for electrode production per generated Wh of the fabricated cells. In this regard, data on the energy consumption of the process steps dispersion, coating, drying, and calendering, were recorded and are illustrated in
Figure 8.
It is evident that the energy consumption of the semi-dry process is significantly reduced, particularly in the subprocesses of coating and drying. This high energy consumption for the conventional reference is largely attributable to the heating of convective dryers and the subsequent treatment of the evaporated solvent NMP. This consumption is substantially lower for the semi-dry process route due to the reduced solvent content, consisting mainly of water, as well using the more energy efficient conductive instead of convective heating. Conductive drying allows for the transfer of larger amounts of energy to the wet electrode within a shorter time frame compared to convective methods. This results in increased drying rates (by approximately a factor of 2) and reduced drying times. In the case of the low-viscosity reference suspension, there can be sedimentation phenomena, leading to a distribution gradient of inactive and active materials [
29]. The initial form of the granules in the semi-dry process is already consolidated, which prevents any demixing, even at high drying rates. Additionally, there is an elimination of additional energy, investment, and space requirements for calendering, as a result of the aforementioned process integration.
Nevertheless, it should be noted that these energy measurements were obtained using equipment corresponding to a maximum TRL level of 4 to 5. Therefore, the data may not be directly transferable to an industrial scale. In addition, water-based alternatives to conventional LFP processing are state-of-the-art, eliminating the need for NMP processing and the associated energy costs. Nonetheless, the significance and clarity of the results indicate a substantial energy saving in the semi-dry process (a relative reduction of approximately 80%), which, in conjunction with reduced investment and space requirements, is clearly relevant on an industrial scale.













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}