1. Introduction
The production and processing of textiles generally has deep effects on the environment. Cotton requires irrigation and is often grown in arid countries where the production has a large impact on the local water supply. Apparently, to produce 1 kg of cotton it takes between 7000–29,000 L of water and 0.3 to 1 kg of oil. It is calculated that it can take 2700 L to produce the cotton needed to make a single T-shirt and a pair of jeans. Additionally, 0.45–0.55 Kwh of electrical energy is consumed to produce one meter of cloth [
1,
2,
3]. If we consider the passive effects of chemicals and waste water on our health, the figures can be daunting. Today, only a small portion of these textiles are re-used and an even smaller portion recycled. If 1 kg of clothing were to be reused instead of being produced from virgin sources, it would save 3.6 kg carbon dioxide, 6000 L of water, 0.3 kg of fertilizing chemicals and 0.2 kg of insecticides [
4]. Furthermore, the land used for cotton production can be utilized for other agricultural purposes.
Textiles generate a large amount of waste, and, therefore, offer a wide scope in terms of recycling. The European Union (EU) Landfill Directive 1999/31/EC, Waste Incineration Directive 2000/76/EC and Waste Framework Directive 2008/98/EC aim at reducing the organic waste in landfills by a significant percentage and increasing the recycling of materials by many folds.
The same EU Directive 2008/98/EC, introduced in 2008, models a waste hierarchy pyramid-a structure of a priority order to best utilize the waste.
Figure 1 below shows the model of waste hierarchy pyramid. The Waste Framework Directive 75442/EEC was first introduced in the EU policy in 1975. The Directive focused on the priority and importance of protection of environment by waste utilization. The correct implementation of the pyramid prevents the emission of greenhouse gases, preserves our natural resources and promotes the application of green technologies [
5]. According to data publicly available from Eurostat, the quantity of waste generated in the EU-27 decreased by around 115 million tons between 2004 and 2010 [
6].
The pinnacle of the pyramid reads “Avoidance” which should be the most preferred option followed by reuse, recycle, recovery and disposal. Avoiding the use of products which serve our needs is impractical. Hence, “Reuse” of these products for new purposes is the second feasible option but not often the best one. The scope of this research examines the reuse and recycle section of the pyramid.
1.1. Textile Waste in Europe and US
The production and consumption of textiles has risen in recent years. Most of these textiles are not separated and are either incinerated or end up in landfills. The demand for second-hand textiles is lower because the product is considered to be inferior in its properties. The difference in the cost of new and old products is insignificant and, hence, people tend to go for newer textile products. Sometimes, sorting of the waste is improper and useful constituents of the textiles end up in landfills being mixed with other municipal wastes. According to another estimation, 73% of the textile waste from households end up either in landfills or being incinerated [
7]. When it comes to blended fabrics, there are difficulties in identification of the constituents which leads to inadequate sorting. Another concern with blended fabrics is that one of the constituents degrades more than another. The prices for second-hand used clothes have tripled in the past five years [
8].
The United States (US) Environmental Protection Agency Office says that Americans throw away more than 68 pounds (30.8 kg) of clothing and textiles per person per year, and clothing with other textiles represent about 4% of the Municipal Solid Waste [
9].
In Germany, the second-hand costs for 1 kg of gathered textiles stock have fluctuated between €0.3 and €0.6 in the previous year in the market. All costs for utilized garments change over the seasons; however, they appear to have reached a normal level for every single gathered material of around €0.5 for each kilo in Germany in the spring of 2013 despite the fact that the cost for individual sorted portions can be much higher than this [
10]. The nature of German utilized materials is thought to be preferably lower than that in Nordic markets, so the normal costs for Nordic materials are thought to be higher [
11]. Because of these memorable high costs in Germany, the business is overflowing with unlawful authorities of various types [
12]. At the same time, the private and beneficent authorities are presently joined by nearby powers entering the business sector for the gathering of materials, and performers are expressing that the whole market seems, by all accounts, to be “on the move” [
12]. The expanding quantities of performers are seeking the supply of utilized materials, which is the reason the costs for gathered materials in Germany have been high for purchasers the nation over. Thus, they report experiencing issues in earning back the original investment since their price tag is high and expanding contrasted with the value they can acquire for their sorted/reused material yields. Bureau of International Recycling (BIR) President, Olaf Rintsch of Textile Recycling K & A Wenkhaus GmbH has cautioned how “troublesome economic situations” and “unjustifiable rivalry” is unfavorably affecting the conventional utilized materials industry. Costs for gathered materials has come to “a pinnacle” and purchasers are discovering it “verging on inconceivable” to make benefits. He underlines that constantly high costs can bring about a substantial number of lost employments as reusing organizations close down [
10].
The circumstances in the United Kingdom (UK) are by all accounts very similar to Germany. As per a value explanation from a British reusing news site, the normal material cost in the UK is around €0.35 for the blend of materials gathered in reusing centers, €0.61 for shop accumulations and €0.8 overall for philanthropy clothes in the first 50% of 2013 [
13]. Towards the end of 2012, it was further noticed that opposition in the business was expanding and that material purchasers were battling with the trading as a consequence of the high costs requested for philanthropy grade material. The expanding costs for gathered materials implied that more than 10% of the British Textile Recycling Association individuals (British relationship for the materials purchasers) have stopped exchanging in the most recent year and that more are required to expected to follow because of the high cost for their inputs not being trailed by expanding costs for their yields [
10,
13].
In Denmark, roughly 41,000 tons are gathered independently by different philanthropy and private associations [
7]. Half of these independently gathered materials are reused and the other half is utilized for incineration [
8]. In Norway, as indicated by Statistics Norway, the aggregate sum of material waste was 113,000 tons in 2011 which is around 22 kg for every capita every year. It was calculated that 25%–35% of the waste ending up in landfills is capable of being reused or recycled [
14].
Sweden reuses half of its textile waste generated every year including exports to other nations. A major part of the remaining half is downcycled and some of it is incinerated. Statistics show that private consumption of clothing and shoes increased by 53% in Sweden during 1999–2009 [
15]. The accelerated consumption has led to a dramatic increase in textile waste. A Swedish study indicated that each person disposes 8 kg of textiles in garbage every year. Apparently, 62% of Swedes dispose off unwanted usable clothes in the garbage every year.
1.2. Waste in Finland
Finland and nearby regions are the key focus of the Waste Directive, and the goal is to phase out biowaste including textiles from landfills as early as 2016. Presently, Finland consumes 13.5 kg of textile per capita and the annual inflow of new textiles is about 71,000 tons per year [
7,
8,
16]. This forms a niche and calls for further research to explore the possibilities and methods to reduce textile waste in landfills. A previous conducted research by Tojo
et al. concludes that the most of the textile waste in the Nordic region ends up being downcycled instead of recycled or upcycled [
7].
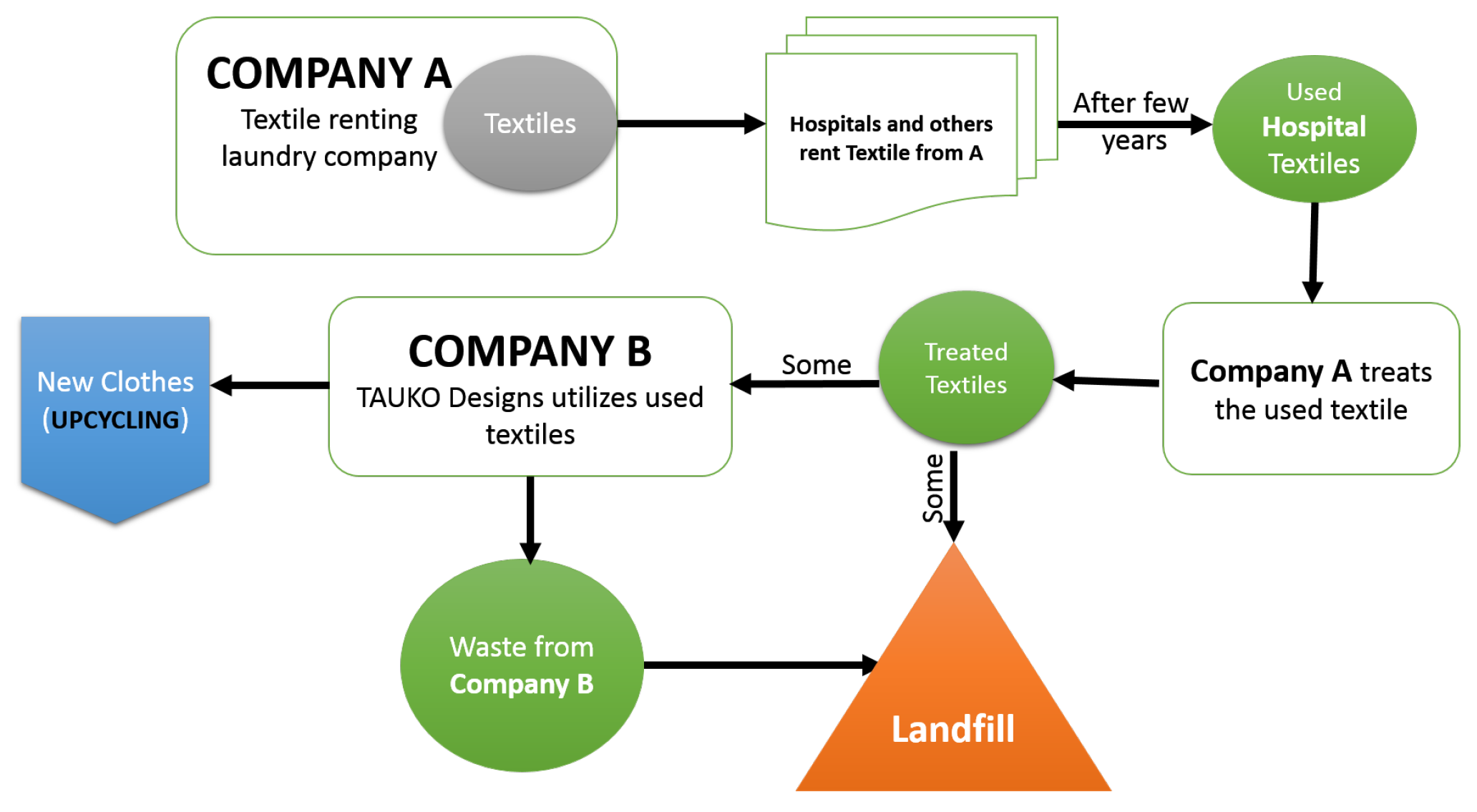
The production and consumption of textile has seen a rise in recent years. The hospital textile circulation in Finland follows a chain, where a textile care company is responsible for supply and maintenance of the textiles. The waste, or unsuitable textiles, are then utilized by smaller companies. When the textiles are degraded and unsuitable for use, many other companies acquire it for further use. They trim and crop the textiles to make fashionable garments. The process results in formation of sizable amount of waste [
7,
8]. The
Figure 2 below roughly depicts the flow of textile waste in Finland.
Blended fabrics are one of the most utilized fabrics in recent times and a major part of the textile recycling taking place in Finland is the use of second-hand clothing garments. When it comes to blended fabrics, there are difficulties in identifying specific fabrics which leads to inadequate sorting. Another concern with blended fabrics is that one of the constituents degrades more than another. Recyclers report having difficulties in breaking even since their price is high and increasing, compared to the price they can obtain for their sorted/recycled material outputs. Recycling facilities located outside Europe seem to be more profitable. In return, the quality and the sales value of the output from the recyclers are also perceived to be lower [
7,
8].
1.3. Downcycling, Recycling and Upcycling
When a material cannot be reused and has turned into waste, it still holds some value. In such cases, the product is reprocessed into the same, higher or lower value than the original. Generally, there are three major operations involved in the reprocessing—upcycle, recycle and downcycle. The waste hierarchy pyramid combines the three of them into word “recycle”, as shown in
Figure 1 above. However, on careful consideration and taking into account the value of the initial and final products, the section of recycling can be split into three.
1.3.1. Recycle
Any recovery operation by which in part or in full a substance or material or an object has become waste but cannot be reused is reprocessed into raw materials of the same purpose/value as that of the original. The main proposition of recycle is that the value of the final product is equal to the base or original product. The recycled product can be available in other forms than the main material. In the strictest sense, reusing of a material would create a new supply of the same material for instance, utilized office paper would be changed over into new office paper or utilized frothed polystyrene into new polystyrene [
17]. The nature of recyclates, the raw material for recycling is perceived as one of the central difficulties that should be tended to for the achievement of a long haul vision of a green economy and accomplishing zero waste. Recyclate quality is by and large alluding to how a significant part of the crude material is comprised of target material contrasted with the measure of non-target material and other non-recyclable material [
18].
1.3.2. Downcycle
Any recovery operation by which in part or in full substance or material or an object that has become waste but cannot be reused is reprocessed into raw materials of lower/lesser purpose/value than the original. The worth of the reprocess material is less than the original material in the same form or the other. The properties of the reprocessed products are measured as inferior to the original product. This can be attributed to many reasons, the prime being degradation. Some materials gather undesirable elements during their life cycle which in turn contribute to downcycling. Downcycling intends to avoid squandering possibly helpful materials, decrease utilization of new crude materials, vitality use, air contamination and water contamination. Its objectives are likewise bringing down nursery gas emanations (however, re-utilization of corrupted poisonous chemicals for different purposes can have the inverse impact) when contrasted with virgin creation. It is said that downcycling can actually increase the contamination of biosphere [
19].
1.3.3. Upcycle
Any recovery operation by which in part or in full a substance or material or an object has become waste but cannot be reused is reprocessed into raw materials of higher purpose/value than the original. Restricting the recovery operation of reprocessing to substances, materials or objects that cannot be reused may encourage deployment of the measure of reuse before adopting this potentially less resource effective measure of reprocessing. This operation of waste management is most encouraged as the value of the reprocessed materials is more than the base or original material [
16]. The upcycled items can be simply creative, logical, or anything essentially helpful. This manageable choice disposes of the waste that may in some way or another advance toward a landfill or incinerator. Upcycling is additionally an extraordinary approach to utilize reasonable accessible things. Ordinarily, the more inventive the change of an upcycled element, the more marketable it is. Thus, upcycling is a productive change of waste consolidating money saving advantages and waste reduction [
20,
21].
It is interesting to note that the parameters to measure this “value” of a product or material is not clearly defined. There can be few ways to measure the value of the waste to certify them as upcycled. The overall cost of the product is one of numerous scales to measure the value.
Päijät-Hämeen Tekstiilihuolto (PHTH) is a textile service company based in Lahti, Finland. The used textiles are chiefly sorted after their lifetime into different categories, though PHTH does not characterize each fabric but instead applies manual observation and experience. This textile waste is utilized by other companies for their products. TAUKO Designs, one such Helsinki based company in Finland accepts the textiles which can no longer be used in health care. There is a big hump of raw materials from the hospitals because the textiles are rejected with minor faults and damage. The fabrics obtained have different color, size, stains, properties, and imperfections, and hence each one of them has to be cut separately instead of the conventional way of piling them in stacks and then trimming into shapes. Though the process of upcycling of TAUKO prevents the waste from being dumped in landfills, there is still some waste generated from the materials when they are cut, trimmed and sewed. Presently, the interest in textile recycling is limited due to the lack of effective recycling techniques that have proven to be cost efficient, and also existence of cheap materials on the market. Additionally, a portion of textile fibers are degraded due to continuous wash in the laundry. This creates a void and offers a scope for upcycling. The trimmed waste in from the TAUKO can also be utilized, and with proper characterization and monitored laundry processes, the life of textiles can be improved.
This research aims to find out the variation in properties of the fabrics after being used. The samples were measured from different parts of the fabrics, mainly the corner and center, as the degradation pattern and properties were dissimilar.
2. Materials and Methods
2.1. Materials
There were four different product material samples with varying composition used for this research. The set of samples were provided by TAUKO Designs and Päijät-Hämeen Tekstiilihuolto.
Table 1 presents the details of the sample materials used for characterization.
The standard composition ratio of polyester/cotton (PES/CO) fibers that is to be used for hospital textiles is 50/50% [
22].
2.2. Methods
A set of new and used samples were characterized for three different tests, namely breaking force, amount of polyester left (in percentage) and mass per unit area. The values obtained for the used samples were compared with the new samples. The results obtained were analyzed to suggest if the samples were fit to be upcycled. Some values corresponded to be above the minimum required for upcycling. In such cases, the used fabrics were suggested to be categorized according to their properties. This would help increase the rate of the process of upcycling.
There were different samples taken for each test—one from the corners and the others from the center. Furthermore, each sample from the corners had two specimens—one warp and the other weft. A buffer of 20 cm from each side is classified as corners and the rest falls in the center region. The specimens were not always cut from the horizontal direction but also from the vertical direction. The bedsheets and blanket cover were expected to degrade differently at the corners and centers depending on their application.
According to the standard, the cellulose fibers were dissolved out of a known dry mass. The sample was weighed before and after dissolution and the amount of polyester fibers left was calculated using a formula [
23]. The tests were carried out for 3 different samples and the mean was recorded as the determining value.
The breaking force of the fabric was determined by a technique called strip method. The test was carried out under standard atmosphere (65% RH, 20
C) with a test speed of 100 mm/min. The sample was 50 mm wide and was subjected to a pretension of 2 Newtons (N) [
24].
The term mass per unit area is self explanatory and it means to calculate mass in grams of a sample over a calculated area. The main principle of the test is that the specimen is cut of fabric and weighed. The mass per unit area of the sample is then calculated using a formula.
3. Results
The data for the corners and center parts are compared, with standard deviation, which gives us the impression of the occurrence of the values. The textiles tend to degrade differently at the corners and centers, hence, they were tested separately to give a clear picture of the results.
3.1. Blanket Cover PES/CO
The amount of polyester left after the degradation of cotton is slightly more in the original samples as shown in
Table 2 below. The value of the breaking force of the fabrics was measured differently for the original and used samples. However, the mass per unit area of the used fabric was more than the original fabric possibly due to shrinkage during laundering. The standard suggests 50% of Polyester fibers in the cotton Polyester blend with a breaking force of 350 N and mass per unit area of 130 g/m
for blanket covers [
25].
3.2. Bedsheet PES/CO
A similar trend in the Polyester content was noticed in the PES/CO bedsheet. The polyester content in the used sample reduced by a small fraction. A high value of the standard deviation breaking force was clearly visible. The used sample showed a dip in the results at both warp and weft for corners and centers. The values of breaking force for used samples in warp direction are sufficient for upcycling. The used fabric in weft direction showed a value of 340 N which is slightly lower than standard value of 350 N. The mass value of the original sample is lower than the used one as shown in
Table 3. However, the values for used fabrics in both warp and weft directions were above the minimum threshold value of 130 g/m
[
25].
3.3. Bedsheet Cotton Twill
The tests for breaking force revealed higher values for the original fabric samples with respect to the samples of the used fabrics. As shown in
Table 4, the used sample at the corner in the weft direction had a value of 310 N which is less than the standard upcycling value of breaking force. The mass per unit area of the recycled or used fabric was reported to be more than that of their original counter parts. Both of the samples are above the standard minimum of value of 180 g/m
for twill cotton mass per unit [
26]. Shrinking could be the possible explanation for variable results of increased values in the used sample.
3.4. Bedsheet Cotton Plain
Similar to the twill structure bedsheets,
Table 5 shows the tests for breaking force revealed higher values for the original fabric samples with respect to the samples of the used fabrics. However, the weft direction of the used samples showed values lower than the standard 350 N required for upcycling. The mass per unit area tests followed the pattern of the twill structure and the used samples revealed values higher than their original samples. The values were higher than the standard values for upcycling.
4. Discussions
The data obtained from the tests reveal that, though polyester content and mass per unit area values are sufficient, some parts of the fabrics do not have the standard threshold value of breaking force to be upcycled. However, the breaking force value of 350 N is listed by the hospital associations as their standard for upcycling [
25]. The fabrics that have a lower value could be upcycled into lighter garments. Breaking force of the waste fabric was used as one of the parameters to determine the upcycled products.
Table 6 below lists the minimum requirement of the breaking force for some of the fabrics.
Based on the values of breaking force of the fabrics, a possible application for the waste fabrics can be suggested.
Table 7 mentions the potential products which could made from the material available.
The results from the experiments suggests that the degradation of the fabric is non-uniform and uneven at the corners and the center. This could be the possible explanation for dissimilar values of breaking force around the waste fabric. The polyester content of the blended fabrics vary in the original and used sample; hence, different value of breaking force is required for the samples. Interestingly, the mass per unit area of the samples tends to increase after the usage. It was concluded that fabrics tend to shrink over the years because of the laundry process that contributes to the increased value of their mass per unit area.
4.1. Mechanical Strength
Mechanical properties of a fabric are an important parameter to be considered for upcycling. Apart from the laundry process, the fabrics tend to undergo rigorous conditions over the time of their usage and lose their mechanical properties in the process. Conventionally, textile waste is either reused or recycled, and the other ones are not usually upcycled in the same form but instead recovered into ethanol or other biogas [
34]. Temperature, alkali, oxidation and abrasion (during use) are the key contributors in the deterioration of the mechanical properties of the fabrics.
A study by Vasconcelos and Cavaco suggests that the maximum amount of weight loss in a cotton fabric due to mechanical washing is 45% [
35]. Research carried out to study the degradation of cotton from the cotton polyester blended fabrics suggests that 57% of the cotton will degrade in very rigorous and harsh mechanical conditions [
36]. The observed mechanical properties of the waste fibers are not sufficient to upcycle them. Though tearing strength and abrasion resistance of the fabrics were not tested during the course of this research, they are important factors to be determined and qualify as the chief mechanical properties of the fabrics.
4.2. Degree of Polymerization (DP) of Cellulose
The degree of polymerization (DP) is related to crystallinity, and it affects the properties and performance of the fabrics directly. The scope of the research did not test the degree of polymerization of cellulose but it can used as a base criteria to determine the mechanical properties of cellulose. Many of the physical and chemical properties of cellulose are determined by its DP and the degree of crystallinity. The higher the DP of cellulose, the greater is its resistance to tensile and other forces. The crystallinity percentage (degree of crystallinity or crystallinity index (CI)) of cellulose ranges from 50% to 90% depending on the source and the method of measurement [
37]. Higher crystallinity of certain cellulose implies much well organized arrangement of their micro fibrils that have a direct bearing on the industrial utilization of the product.
4.3. Regenerated Fibers
A sizable amount of clippings from the fabric waste are generated from TAUKO Designs and PHTH, and these clippings could be used as raw materials of the regenerated fibers. There are different methods to regenerate the fibers form the waste. The scope of this research is limited to dissolving cellulose to calculate the polyester content in the waste. However, the processes mentioned in this section converts the waste into new materials or products of better quality and environmental use, hence contributing to the process of upcycling.
4.3.1. Cellulose Carbamate
It is an environmentally friendly renewable process of utilizing cellulose. Cellulose derivatives are reportedly soluble in aqueous sodium hydroxide solution to be used as fibers. In the process, urea was impregnated into cellulose followed by esterification. The major hurdle in the process is to control the degree of polymerization and evenly distribute the carbamate groups [
38,
39,
40]. The technology has been tested on a small scale and in pilot systems. The void in the whole chain is the producer of carbamate cellulose [
41]. One of the solutions could be utilizing cellulose from the waste textiles and having small plants to produce carbamate from it. This process, like the other cellulose recovery processes, are in development.
4.3.2. Re:newcell
This is a novel textile recovery method aiming to recycle cellulose textiles into newstring viscose fibers. The process involves treatment with environmentally friendly chemicals in a closed system. All impurities of the waste textiles are first cleaned off. Cellulose pulp are the intermediate products which are used as inputs for the production of viscose fibers. The process seems to be very effective and promising, but there are also some shortcomings for it. The strength of primary viscose fibers is low when using 100% recycled cotton. Blending it with virgin materials is a possibility being investigated to reach the optimum strength. The company aims to have the supply of raw materials in abundance and put the application of the process to a large scale [
42]. The process is still in development and is not yet commercial. Once the cellulose has been regenerated, it can serve a wide range of applications. Hence, the utilization of waste will gain a wider dimension and larger possibilities.
4.3.3. Ioncell-F
An interesting technology, Ioncell-F, is being developed where the cellulose is dissolved in an environment friendly ionic liquid and regenerated by dry-wet spinning. The process is built on lyocell technology and uses 1,5-diaza-bicyclo[4.3.0] non-5-enium acetate ([DBNH][OAc]) instead of the conventional N-methylmorpholine-N-oxide (NMMO), used in lyocell process. The advantage of this process is that the temperature during dissolution and spinning can be maintained at lower level which improves the properties of final product. However, in the Ioncell-F method, water has to be removed continuously and the ionic liquids are more expensive compared to NMMO used in lyocell technology. One of the methods to make Ioncell-F economically viable is to use waste cellulose from textiles. The development is still being investigated, but textile wastes can be used as a base to build on the research [
43].
4.4. RFID
The use of radio frequency identification, or RFID, is a technology used to identify and track objects using radio waves. Unlike other identification methods, like barcodes, RFID tags need not be within the line of sight of the reader [
44]. It could be used to monitor the life cycle of textiles to strengthen the upcycling process. RFID tags containing electronically stored information could be attached to the fabrics. These RFID chips or tags could be used to generate data like the number of washing cycles or number of years a fabric has been used and other relevant data. The data generated could give an idea about the mechanical properties like the breaking force and mass per unit area. This could help us form a common pattern of degradation, and the sorting of waste textiles could methodically organized. Once the waste textiles of the similar mechanical properties are in a common group, the upcycling could be faster and better. Some companies like Lindström, in Finland are already using it to improve their productivity.
5. Conclusions
The samples were characterized for their mass per unit area, breaking force and the amount of PES content. The results from the experiments of characterization of the waste textile samples were interesting and encouraging. The mechanical properties of the waste textiles were found to be more than that of the minimum required to upcycle them into fashionable garments. The breaking force at the corners of the bed sheet was more than that at the center. This complements our expected data as the degradation in the center of the bed sheet was expected to be more than that at the corners. A similar pattern was noticed for bed sheet made from cotton and from cotton and polyester blend. The breaking force for the twill cotton bed sheet was found to be more after degradation than of the plain structured fabric. This would qualify the twill bed sheet to be fit manufacturing woven garments more than plain structured cotton. The cotton polyester blanket cover showed an expected degradation pattern with loss of mechanical properties more at the corners compared to the center part. The change in mass per unit area with loss in the amount of cellulose was predicted as it increased due to the amount of polyester content in the waste textiles. The waste materials do not follow a uniform pattern of degradation. Incidentally, there is no tool to predict the degradation of the samples throughout its service life. If the degradation of the fibers can be predicted, sorting could be easier. The similarly degraded fibers can be sorted together and hence the utilization and application of the waste can be effective.
Acknowledgments
This research was partially funded by TAUKO Designs and Finnish Textiles & Fashion (Suomen Tekstiili ja Muoti). The research experiments were carried out at the laboratories of Tampere University of Technology (TUT).
Author Contributions
Shameek Vats performed all the experiments in the research. Marja Rissanen supervised the whole experimental process, and discussed and analyzed the results with Shameek. Eventually, Shameek Vats compiled and wrote the manuscript.
Conflicts of Interest
The authors declare no conflict of interest.
References
- Kate, F. Sustainable Fashion & Textiles: Design Journeys; Earthscan: London, UK, 2008. [Google Scholar]
- Chapagain, A.; Hoekstra, A.; Savenije, H.; Gautam, R. The water footprint of cotton consumption: An assessment of the impact of worldwide consumption of cotton products on the water resources in the cotton producing countries. Ecol. Econ. 2006, 60, 186–203. [Google Scholar] [CrossRef]
- Yilmaz, I.; Akcaoz, H.; Ozkan, B. An analysis of energy use and input costs for cotton production in Turkey. Renew. Energy 2005, 30, 145–155. [Google Scholar] [CrossRef]
- Why We Do This. Chemicals and Carbon Dioxide Utilized during Textile Production. Available online: http://renewcell.se/whywedothis/ (accessed on 12 October 2015).
- Zunft, J.; Fröhlig, B. Energy from Waste-Zukunftsmärkte Europa. Fachtag. Therm. Abfallbehandl. 2009, 14, 17. [Google Scholar]
- Eurostat. Eurostat Statistics Database. Available online: http://epp.eurostat.ec.europa.eu/portal/page/portal/energy/data/database (accessed on 30 June 2015).
- Tojo, N.; Kogg, B.; Kiørboe, N.; Kjær, B.; Aalto, K. Prevention of Textile Waste: Material Flows of Textiles in Three Nordic Countries and Suggestions on Policy Instruments; Nordic Council of Ministers: Copenhagen, Denmark, 2012. [Google Scholar]
- Palm, D.; Elander, M.; Watson, D.; Kiørboe, N.; Salmenperä, H.; Dahlbo, H.; Moliis, K.; Lyng, K.A.; Valente, C.; Gíslason, S.; et al. Towards a Nordic Textile Strategy: Collection, Sorting, Reuse and Recycling of Textiles; Nordic Council of Ministers: Copenhagen, Denmark, 2014. [Google Scholar]
- Ekström, K.M.; Salomonson, N. Reuse and recycling of clothing and textiles—A network approach. J. Macromark. 2014. [Google Scholar] [CrossRef]
- Bureau of International Recyling Textile Flow Germany. Available online: http://www.bir.org/industry/textiles/?locale=en_US (accessed on 28 June 2015).
- Danish Environmental Protection Agency. Available online: http://eng.mst.dk/ (accessed on 28 June 2015).
- Europäischer Wirtschaftsdienst Germany Data and Figures. Available online: http://www.euwid.de/en/home.html (accessed on 28 June 2015).
- LetsRecycle. Distribution of Textile Prices in UK. Available online: http://www.letsrecycle.com/prices/textiles/textile-prices-2013/ (accessed on 28 June 2015).
- Norway, S. Textile Flow in Norway Figures. Available online: https://www.ssb.no/en/forside;jsessionid=6E12B5A9BA45328F6EF80BA2541E0E07.kpld-as-prod04?hide-from-left-menu=true&language-code=en&menu-root-alternative-language=true (accessed on 28 June 2015).
- Roos, J.M. Konsumtionsrapporten 2010 [The Consumer Report 2010]; University of Gothenburg: Gothenburg, Sweden, 2010. [Google Scholar]
- Gharfalkar, M.; Court, R.; Campbell, C.; Ali, Z.; Hillier, G. Analysis of waste hierarchy in the European waste directive 2008/98/EC. Waste Manag. 2015, 39, 305–313. [Google Scholar] [CrossRef] [PubMed]
- Baechler, C.; DeVuono, M.; Pearce, J.M. Distributed recycling of waste polymer into RepRap feedstock. Rapid Prototyp. J. 2013, 19, 118–125. [Google Scholar] [CrossRef]
- Brown, M.; Buranakarn, V. Energy indices and ratios for sustainable material cycles and recycle options. Resour. Conserv. Recycl. 2003, 38, 1–22. [Google Scholar] [CrossRef]
- McDonough, W.; Braungart, M. Cradle to Cradle: Remaking the Way We Make Things; MacMillan: New York, NY, USA, 2010. [Google Scholar]
- Pol, V.G. Upcycling: Converting waste plastics into paramagnetic, conducting, solid, pure carbon microspheres. Environ. Sci. Technol. 2010, 44, 4753–4759. [Google Scholar] [CrossRef] [PubMed]
- Martin, M.; Parsapour, A. Upcycling wastes with biogas production: An energy and economic analysis. In Proceedings of the Venice 2012: International Symposium on Energy from Biomass and Waste, Venice, Italy, 12–15 November 2012.
- Finnish Standard Association. Hospital Textiles. Sheet Polyester-Cotton; SFS 2945; Finnish Standard Association: Helsinki, Finland, 1983. [Google Scholar]
- Finnish Standard Association. Quantitative Chemical Analysis. Part 1: General Principles of Testing; SFS 1833-11; Finnish Standard Association: Helsinki, Finland, 2010. [Google Scholar]
- Finnish Standard Association. Tensile Properties of Fabrics. Part 1: Determination of Maximum Force and Elongation at Maximum Force Using Strip Method; SFS 13934-1; Finnish Standard Association: Helsinki, Finland, 1999. [Google Scholar]
- Finnish Standard Association. Hospital Textiles. Blanket Cover, Polyester-Cotton; SFS 2947; Finnish Standard Association: Helsinki, Finland, 1983. [Google Scholar]
- Finnish Standard Association. Hospital Textiles. Sheet, Cotton; SFS 2962; Finnish Standard Association: Helsinki, Finland, 1992. [Google Scholar]
- Finnish Standard Association. Woven Shirt and Blouse Fabric. Requirements; SFS 3672; Finnish Standard Association: Helsinki, Finland, 1976. [Google Scholar]
- Finnish Standard Association. Shirt and Blouse Fabrics. Requirements; SFS 3673; Finnish Standard Association: Helsinki, Finland, 1976. [Google Scholar]
- Finnish Standard Association. Light Woven Dress Fabrics. Requirements; SFS 3674; Finnish Standard Association: Helsinki, Finland, 1976. [Google Scholar]
- Finnish Standard Association. Woven Dress and Skirt Fabrics. Requirements; SFS 3677; Finnish Standard Association: Helsinki, Finland, 1977. [Google Scholar]
- Finnish Standard Association. Woven Fabrics for Trousers. Requirements; SFS 4321; Finnish Standard Association: Helsinki, Finland, 1979. [Google Scholar]
- Finnish Standard Association. Woven Fabrics for Suits. Requirements; SFS 4323; Finnish Standard Association: Helsinki, Finland, 1979. [Google Scholar]
- Finnish Standard Association. Woven Fabrics for Light Suits. Requirements; SFS 4324; Finnish Standard Association: Helsinki, Finland, 1979. [Google Scholar]
- Jeihanipour, A.; Aslanzadeh, S.; Rajendran, K.; Balasubramanian, G.; Taherzadeh, M.J. High-rate biogas production from waste textiles using a two-stage process. Renew. Energy 2013, 52, 128–135. [Google Scholar] [CrossRef]
- Vasconcelos, A.; Cavaco-Paulo, A. Enzymatic removal of cellulose from polyester/cotton fabric blends. Cellulose 2006, 13, 611–618. [Google Scholar] [CrossRef] [Green Version]
- Sankauskaite, A.; Stygiene, L.; Tumeniene, M.D.; Krauledas, S.; Jovaisiene, L.; Puodziuniene, R. Investigation of cotton component destruction in polyester/cotton blended textile waste materials. Mater. Sci. 2014, 20, 189–192. [Google Scholar] [CrossRef]
- Wang, H.H.C. Cellulose and Pulp. For. For. Plants 2013, II, 1–7. [Google Scholar]
- Eichhorn, S.J.; Hearle, J.W.; Jaffe, M.; Kikutani, T. Cellulose Carbamate (CC) Process. In Handbook of Textile Fibre Structure, Volume 2—Natural, Regenerated, Inorganic and Specialist Fibres; Woodhead Publishing: Cambridge, UK, 2009; Chapter 1.4.2. [Google Scholar]
- Yin, C.; Shen, X. Synthesis of cellulose carbamate by supercritical CO2-assisted impregnation: Structure and rheological properties. Eur. Polym. J. 2007, 43, 2111–2116. [Google Scholar] [CrossRef]
- Ekman, K.; Eklund, V.; Fors, J.; Huttunen, J.; Mandell, L.; Selin, J.; Turunen, O. Regenerated cellulose fibers from cellulose carbamate solutions. Lenzing. Ber. 1984, 57, 38–40. [Google Scholar]
- Harlin, A.; Valta, K. The Carbamate Technology of VTT. Available online: http://www.vttresearch.com/services/bioeconomy/high-performance-fibres/sourcing-renewable-fibres/wood-based-textile-fibres-2 (accessed on 12 October 2015).
- Youhanan, L. Environmental Assessment of Textile Material Recovery Techniques : Examining Textile Flows in Sweden. Master’s Thesis, KTH, Stockholm, Sweden, 2013. [Google Scholar]
- Sixta, H.; Michud, A.; Hauru, L.; Asaadi, S.; Ma, Y.; King, A.; Kilpeläinen, I.; Hummel, M. Ioncell-F: A high-strength regenerated cellulose fibre. Nord. Pulp Pap. Res. J. 2015, 30, 43–57. [Google Scholar] [CrossRef]
- Angell, I.; Kietzmann, J. RFID and the end of cash? Commun. ACM 2006, 49, 90–96. [Google Scholar] [CrossRef]
© 2016 by the authors; licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC-BY) license (http://creativecommons.org/licenses/by/4.0/).





{kind=link}
{kind=link}