
Assessment of the Impact of Lean Tools on the Safety of the Shoemaking Industry

 ,
, 
 ,
,  and
and 
Abstract
:1. Introduction
1.1. Occupational Safety and Health
1.2. Lean Tools with Interest for the Present Work
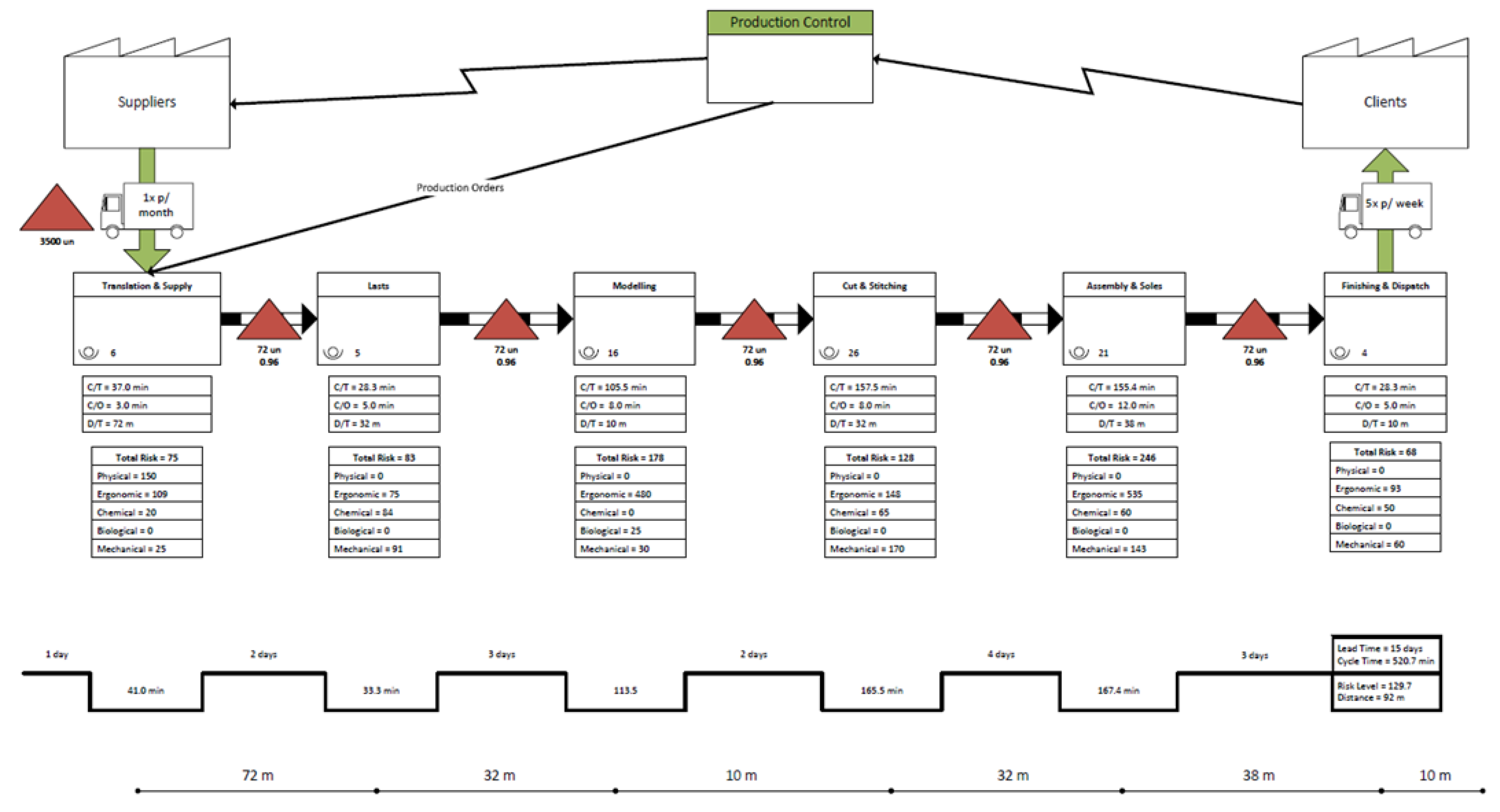
1.2.1. Value Steam Mapping (VSM)
1.2.2. Visual Management
1.2.3. Yokoten
1.2.4. TPM
1.2.5. Gemba Walks
1.2.6. Standard Work
2. Materials and Methods
2.1. Diagnosis
2.2. Action Planning
2.3. Lean Tool Implementation
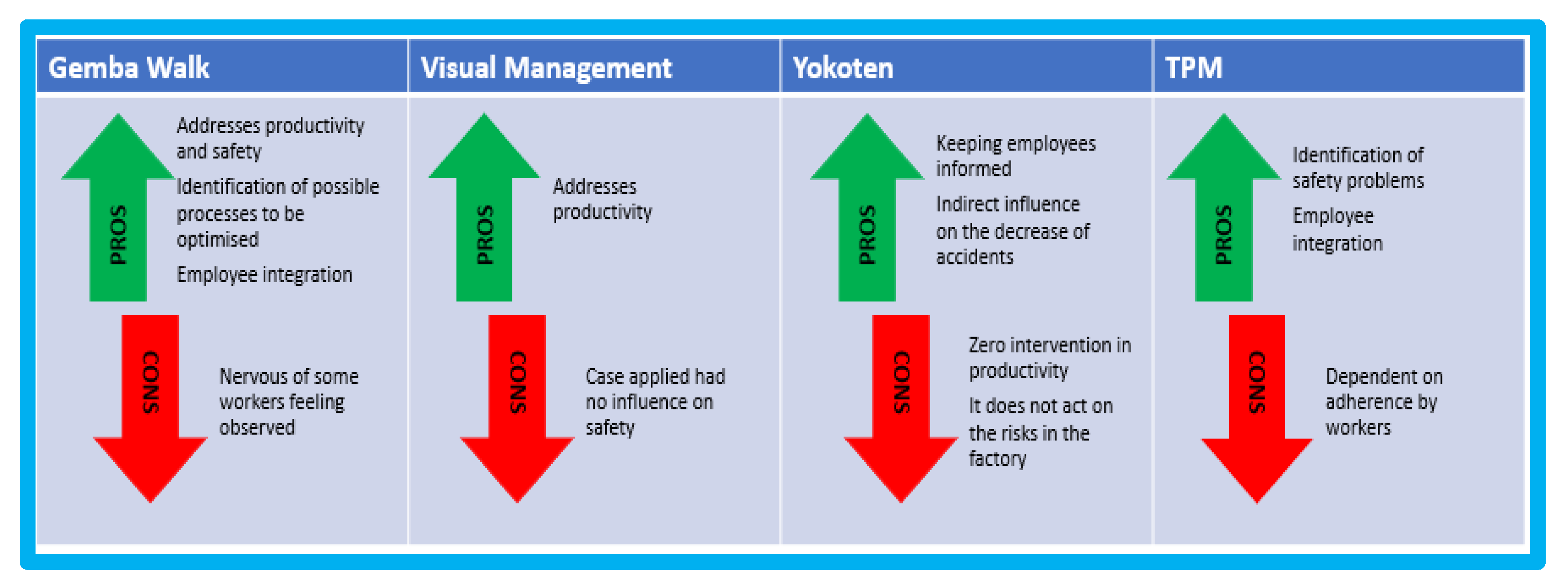
2.3.1. TPM
2.3.2. Gemba Walk
2.3.3. Visual Management
2.3.4. Yokoten
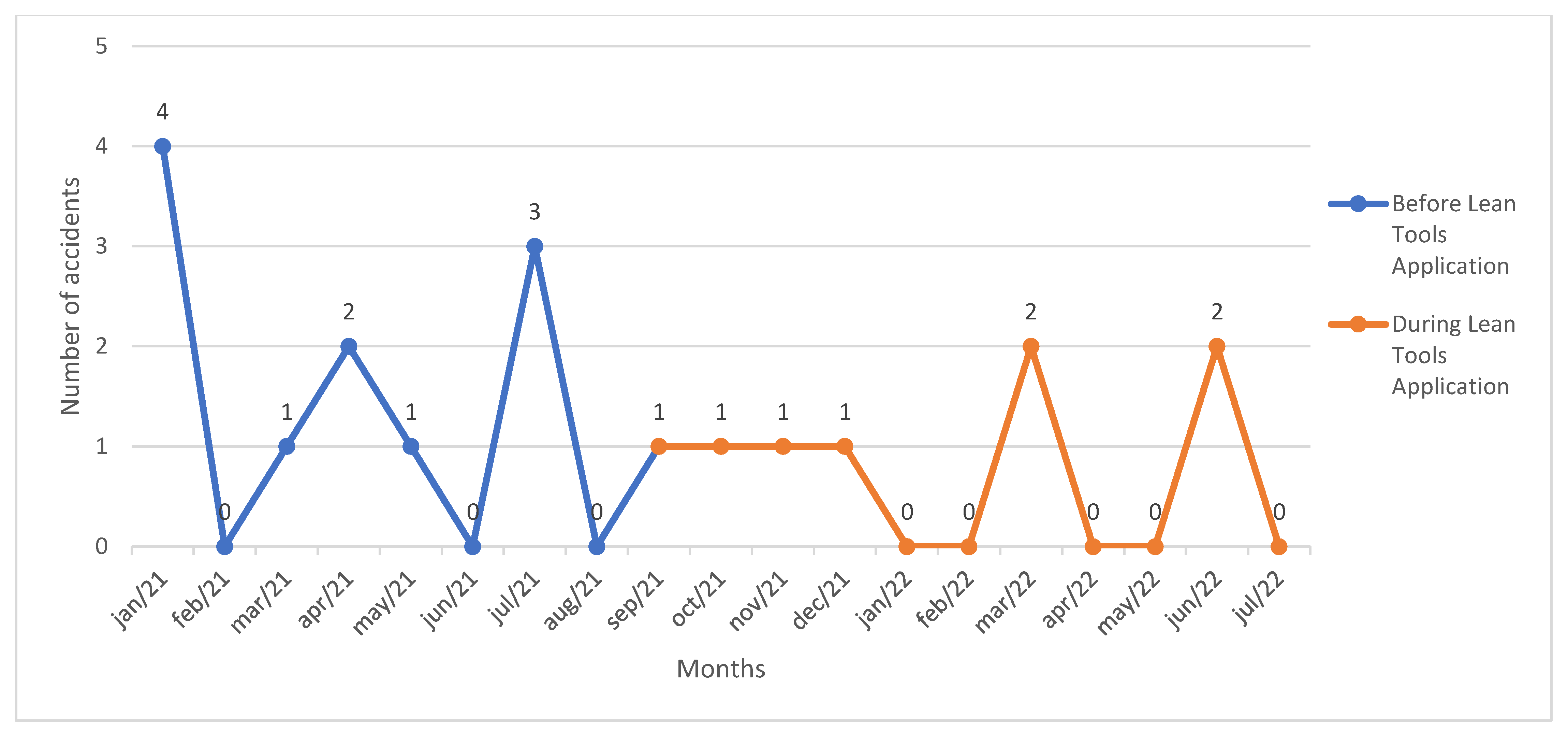
3. Results
4. Discussion
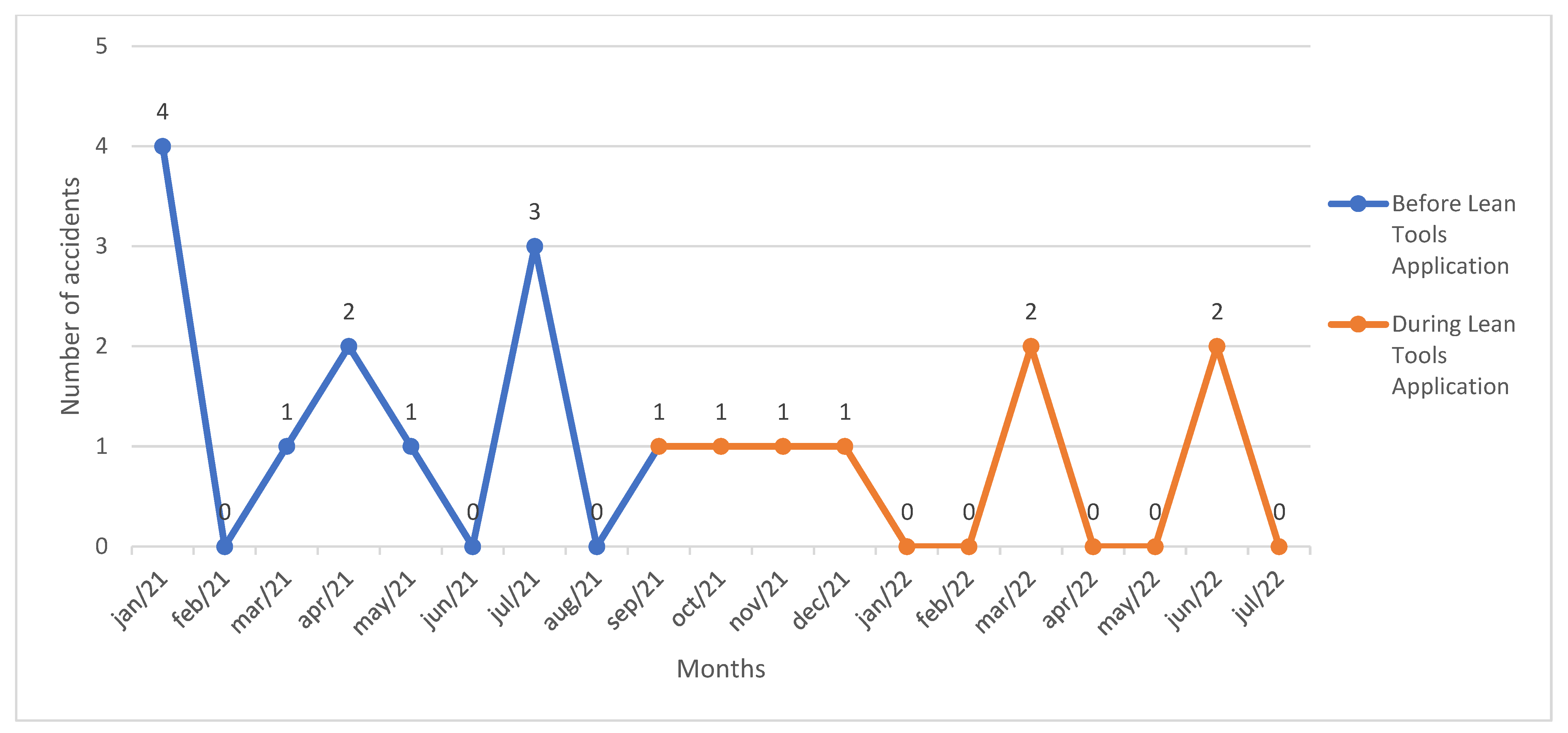
Monitoring
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Silva, F.J.G.; Ferreira, L.P. Lean Manufacturing—Implementation, Opportunities and Challenges; Nova—Science Publishers: New York, NY, USA, 2019; ISBN 978-1-53615-725-1. [Google Scholar]
- Zhang, B.; Niu, Z.; Liu, C. Lean Tools, Knowledge Management, and Lean Sustainability: The Moderating Effects of Study Conventions. Sustainability 2020, 12, 956. [Google Scholar] [CrossRef]
- García-Alcaraz, J.L.; Díaz Reza, J.R.; Sánchez Ramírez, C.; Limón Romero, J.; Jiménez Macías, E.; Lardies, C.J.; Rodríguez Medina, M.A. Lean Manufacturing Tools Applied to Material Flow and Their Impact on Economic Sustainability. Sustainability 2021, 13, 10599. [Google Scholar] [CrossRef]
- Manzouri, M.; Ab-Rahman, M.N.; Zain, C.R.C.M.; Jamsari, E.A. Increasing Production and Eliminating Waste through Lean Tools and Techniques for Halal Food Companies. Sustainability 2014, 6, 9179–9204. [Google Scholar] [CrossRef]
- Antosz, K.; Pasko, L.; Gola, A. The Use of Intelligent Systems to Support the Decision-Making Process in Lean Maintenance Management. IFAC-Pap. 2019, 52, 148–153. [Google Scholar] [CrossRef]
- Ribeiro, I.M.; Godina, R.; Pimentel, C.; Silva, F.J.G.; Matias, J.C.O. Implementing TPM supported by 5S to improve the availability of an automotive production line. Procedia Manuf. 2019, 38, 1574–1581. [Google Scholar] [CrossRef]
- Pinto, G.F.L.; Silva, F.J.G.; Campilho, R.D.S.G.; Casais, R.B.; Fernandes, A.J.; Baptista, A. Continuous improvement in maintenance: A case study in the automotive industry involving Lean tools. Procedia Manuf. 2019, 38, 1582–1591. [Google Scholar] [CrossRef]
- Singh, C.; Singh, D.; Khamba, J.S. Exploring an alignment of lean practices on the health and safety of workers in manufacturing industries. Mater. Today Proc. 2021, 47, 6696–6700. [Google Scholar] [CrossRef]
- Gietaneh, W.; Molla, M.; Alene, M.; Shitu, D. Magnitude of work related injury, associated factors and its disparity across selected occupations in Ethiopia: Systematic review and meta-analysis. Dialogues Health 2023, 2, 100093. [Google Scholar] [CrossRef]
- Gonçalves, I.; Sá, J.C.; Santos, G.; Gonçalves, M. Safety stream mapping—A new tool applied to the textile company as a case study. Stud. Syst. Decis. Control 2019, 202, 71–79. [Google Scholar] [CrossRef]
- Veisi, H.; Choobineh, A.; Ghaem, H.; Shafiee, Z. The effect of hand tools’ handle shape on upper extremity comfort and postural discomfort among hand-woven shoemaking workers. Int. J. Ind. Ergon. 2019, 74, 102833. [Google Scholar] [CrossRef]
- Babur, F.; Cevikcan, E.; Durmusoglu, M.B. Axiomatic Design for Lean-oriented Occupational Health and Safety systems: An application in shipbuilding industry. Comput. Ind. Eng. 2016, 100, 88–109. [Google Scholar] [CrossRef]
- Ahmed, I.; Faheem, A. How Effectively Safety Incentives Work? A Randomized Experimental Investigation. Saf. Health Work 2021, 12, 20–27. [Google Scholar] [CrossRef] [PubMed]
- Bae, H.; Simmons, D.R.; Polmear, M. Promoting the Quarry Workers’ Hazard Identification Through Formal and Informal Safety Training. Saf. Health Work 2021, 12, 317–323. [Google Scholar] [CrossRef] [PubMed]
- Lee, H.; Ahn, H.; Park, C.G.; Kim, S.J.; Moon, S.H. Psychosocial Factors and Work-related Musculoskeletal Disorders among Southeastern Asian Female Workers Living in Korea. Saf. Health Work 2011, 2, 183–193. [Google Scholar] [CrossRef]
- Marques Filho, J.P.T. Melhoria do Processo Produtivo e da Segurança Através da Aplicação das Ferramentas Lean Numa Empresa Metalomecânica (in Portuguese). Master’s Dissertation, Engineering and Industrial Management, Department of Mechanical Engineering, Polytechnic Institute of Porto, School of Engineering, Porto, Portugal, 2020. Available online: https://recipp.ipp.pt/handle/10400.22/16926 (accessed on 2 January 2023).
- Brito, M.F.; Ramos, A.L.; Carneiro, P.; Gonçalves, M.A. A continuous improvement assessment tool, considering lean, safety and ergonomics. Int. J. Lean Six. Sigma 2019, 11, 879–902. [Google Scholar] [CrossRef]
- Aqlan, F.; Lam, S.S.; Ramakrishnan, S.; Boldrin, W. Integrating lean and ergonomics to improve internal transportation in a manufacturing environment. In Proceedings of the IIE Annual Conferencee, Montreal, Canada, 31 May–3 June 2014; Available online: https://www.researchgate.net/publication/284724181_Integrating_Lean_and_Ergonomics_to_Improve_Internal_Transportation_in_a_Manufacturing_Environment (accessed on 4 September 2023).
- Pereira, A.C.; Alves, A.C.; Arezes, P. Augmented Reality in a Lean Workplace at Smart Factories: A Case Study. Appl. Sci. 2023, 13, 9120. [Google Scholar] [CrossRef]
- Crema, M.; Verbano, C. How to combine lean and safety management in health care processes: A case from Spain. Safe. Sci. 2015, 79, 63–71. [Google Scholar] [CrossRef]
- Ammavasi, P.P.; Arumugam, K.; Sundram, A.M. Integrated Lean Safety Model to Develop Organizational Safety Culture. In Six Sigma and Quality Management; Pereira, P., Xavier, S., Eds.; IntechOpen: London, UK, 2022; pp. 1–13. [Google Scholar] [CrossRef]
- Ateekh-ur-Rehman, L.U.R. Safety management in a manufacturing company: Six Sigma approach. Engineering 2012, 4, 400–407. [Google Scholar] [CrossRef]
- Rhodes, J.; Lok, P.; Diamond, A.; Bhatia, N. The Six Sigma approach in performance management to reduce injury rate at work. Int. J. Six. Sigma Comp. Adva. 2008, 1, 188–209. [Google Scholar] [CrossRef]
- Radin Umar, R.Z.; Tiong, J.Y.; Ahmad, N.; Dahalan, J. Development of framework integrating ergonomics in Lean’s Muda, Muri, and Mura concepts. Product. Plan. Control 2023, 1–9. [Google Scholar] [CrossRef]
- Abu Aisheh, Y.I.; Tayeh, B.A.; Alaloul, W.S.; Almalki, A. Health and safety improvement in construction projects: A lean construction approach. Int. J. Occup. Saf. Erg. 2021, 28, 1981–1993. [Google Scholar] [CrossRef]
- Nikolou-Walker, E.; Lavery, K. A work-based research assessment of the impact of ‘lean manufacturing’ on health and safety education within an SME. Res. Post-Compuls. Educ. 2009, 14, 441–458. [Google Scholar] [CrossRef]
- Moldovan, F.; Moldovan, L.; Bataga, T. Assessment of Labor Practices in Healthcare Using an Innovatory Framework for Sustainability. Medicina 2023, 59, 796. [Google Scholar] [CrossRef]
- Mutaza, M.S.R.; Che Ani, M.N.; Hassan, A. Investigation the Impact of 5S Implementation Toward Accident-Free Manufacturing Industries. Adv. Struct. Mater. 2020, 131, 199–204. [Google Scholar] [CrossRef]
- James, J.; Ikuma, L.H.; Nahmens, I.; Aghazadeh, F. The impact of Kaizen on safety in modular home manufacturing. Int. J. Adv. Manuf. Technol. 2014, 70, 725–734. [Google Scholar] [CrossRef]
- Lee, E.; Grooms, R.; Mamidala, S.; Nagy, P. Six Easy Steps on How to Create a Lean Sigma Value Stream Map for a Multidisciplinary Clinical Operation. J. Am. Coll. Radiol. 2014, 11, 1144–1149. [Google Scholar] [CrossRef] [PubMed]
- Arey, D.; Le, C.H.; Gao, J. Lean industry 4.0: A digital value stream approach to process improvement. Procedia Manuf. 2021, 54, 19–24. [Google Scholar] [CrossRef]
- Li, C.; Chang, Q. Hybrid feedback and reinforcement learning-based control of machine cycle time for a multi-stage production system. J. Manuf. Syst. 2022, 65, 351–361. [Google Scholar] [CrossRef]
- Olakotan, O.O.; Yusof, M.M. Evaluating the alert appropriateness of clinical decision support systems in supporting clinical workflow. J. Biomed. Inform. 2020, 106, 103453. [Google Scholar] [CrossRef] [PubMed]
- Arifin, A.; Mohd-Yusof, M. Error evaluation in the laboratory testing process and laboratory information systems. J. Med. Biochem. 2022, 41, 21–31. [Google Scholar] [CrossRef]
- Glegg, S.M.N.; Ryce, A.; Brownlee, K. A visual management tool for program planning, project management and evaluation in paediatric health care. Eval. Program. Plann. 2019, 72, 16–23. [Google Scholar] [CrossRef]
- Jaca, C.; Viles, E.; Jurburg, D.; Tanco, M. Do companies with greater deployment of participation systems use Visual Management more extensively? An exploratory study. Int. J. Prod. Res. 2014, 52, 1755–1770. [Google Scholar] [CrossRef]
- Sá, J.C.; Manuel, V.; Silva, F.J.G.; Santos, G.; Ferreira, L.P.; Pereira, T. Lean Safety—Assessment of the impact of 5S and Visual Management on safety. IOP Conf. Ser. Mater. Sci. Eng. 2021, 1193, 012049. [Google Scholar] [CrossRef]
- Machikita, T.; Tsuji, M.; Ueki, Y. Does Kaizen create backward knowledge transfer to Southeast Asian firms? J. Bus. Res. 2016, 69, 1556–1561. [Google Scholar] [CrossRef]
- Fernando, L.; Evans, S. Competencies to Move beyond Eco-efficiency. Procedia CIRP 2016, 40, 365–371. [Google Scholar] [CrossRef]
- Suryaprakash, M.; Prabha, M.G.; Yuvaraja, M.; Revanth, R.V.R. Improvement of overall equipment effectiveness of machining centre using TPM. Mater. Today Proc. 2021, 46, 9348–9353. [Google Scholar] [CrossRef]
- Dieste, M.; Baseggio, A.; Panizzolo, R.; Biazzo, M. Lean Thinking and Workplace Safety: Insights from two improvement projects. In Proceedings of the International Conference on Industrial Engineering and Operations Management, Dubai, UAE, 10–12 March 2020; Available online: www.ieomsociety.org/ieom2020/papers/695.pdf (accessed on 24 August 2023).
- Sá, J.C.; Jorge, J.P.; Santos, G.; Félix, M.J.; Barreto, L.; Jiménez-Delgado, G. Assessing the Impact of Lean Tools on Production and Safety by a Multicriteria Decision-Making Model and Statistical Analysis: A Case Study in Textile Sector. In Proceedings of the HCI International 2021—Late Breaking Papers: HCI Applications in Health, Transport, and Industry, Virtual Event, 24–29 July 2021; pp. 616–638. [Google Scholar] [CrossRef]
- Powell, D.; Coughlan, P. Corporate Lean Programs: Practical Insights and Implications for Learning and Continuous Improvement. Procedia CIRP 2020, 93, 820–825. [Google Scholar] [CrossRef]
- Pereira, A.; Abreu, M.F.; Silva, D.; Alves, A.C.; Oliveira, J.A.; Lopes, I. Reconfigurable Standardized Work in a Lean Company —A Case Study. Procedia CIRP 2016, 52, 239–244. [Google Scholar] [CrossRef]
- Mĺkva, M.; Prajová, V.; Yakimovich, B.; Korshunov, A.; Tyurin, I. Standardization—One of the Tools of Continuous Improvement. Procedia Eng. 2016, 149, 329–332. [Google Scholar] [CrossRef]
- Morgado, L.; Silva, F.J.G.; Fonseca, L.M. Mapping Occupational Health and Safety Management Systems in Portugal: Outlook for ISO 45001:2018 adoption. Procedia Manuf. 2019, 38, 755–764. [Google Scholar] [CrossRef]
- Mello, C.H.P.; Turrioni, J.B.; Xavier, A.F.; Campos, D.F. Pesquisa-ação na engenharia de produção: Proposta de estruturação para sua condução. Producão 2012, 22, 1–13. [Google Scholar] [CrossRef]
- Marinho, P.; Pimentel, D.; Casais, R.; Silva, F.J.G.; Sá, J.C.; Ferreira, L.P. Selecting the best tools and framework to evaluate equipment malfunctions and improve the OEE in the cork industry. Int. J. Ind. Eng. Manag. 2021, 12, 286. [Google Scholar] [CrossRef]
- Mourato, J.; Ferreira, L.P.; Sá, J.C.; Silva, F.J.G.; Dieguez, T.; Tjahjono, B. Improving internal logistics of abus manufacturing using the lean techniques. Int. J. Product. Perform. Manag. 2020, 70, 1930–1951. [Google Scholar] [CrossRef]
- Martins, R.; Pereira, M.T.; Ferreira, L.P.; Sá, J.C.; Silva, F.J.G. Warehouse operations logistics improvement in a cork stopper factory. Procedia Manuf. 2020, 51, 1723–1729. [Google Scholar] [CrossRef]
- Bulhões, N.P. Identificação de Perigos e Avaliação de Riscos na Indústria Alimentar (in Portuguese). Master’s Thesis, Master’s Degree in Environment, Health and Safety, Department of Biology, University of Azores, Azores, Portugal, 2015. Available online: https://repositorio.uac.pt/bitstream/10400.3/3332/2/DissertMestradoNicolePimentelBulhoes2015.pdf (accessed on 16 August 2023).
- Rahani, A.R.; Al-Ashraf, M. Production Flow Analysis through Value Stream Mapping: A Lean Manufacturing Process Case Study. Procedia Eng. 2012, 41, 1727–1734. [Google Scholar] [CrossRef]
- Monteiro, C.; Ferreira, L.P.; Fernandes, N.O.; Silva, F.J.G. Amaral, Improving the Machining Process of the Metalworking Industry by Upgrading Operative Sequences, Standard Manufacturing Times and Production Procedure Changes. Procedia Manuf. 2019, 38, 1713–1722. [Google Scholar] [CrossRef]
- Ahmad, A.A.; Rashid, A.A.; Wong, F.R.; Iqbal, M. Worker Safety Improvement at Paper Pleating Production Line Using Poka-Yoke Concept—A Case Study in Automotive Industry. J. Mech. Eng. 2017, 4, 183–196. Available online: https://ir.uitm.edu.my/id/eprint/39346/1/39346.pdf (accessed on 16 August 2023).






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Step | Content |
|---|---|
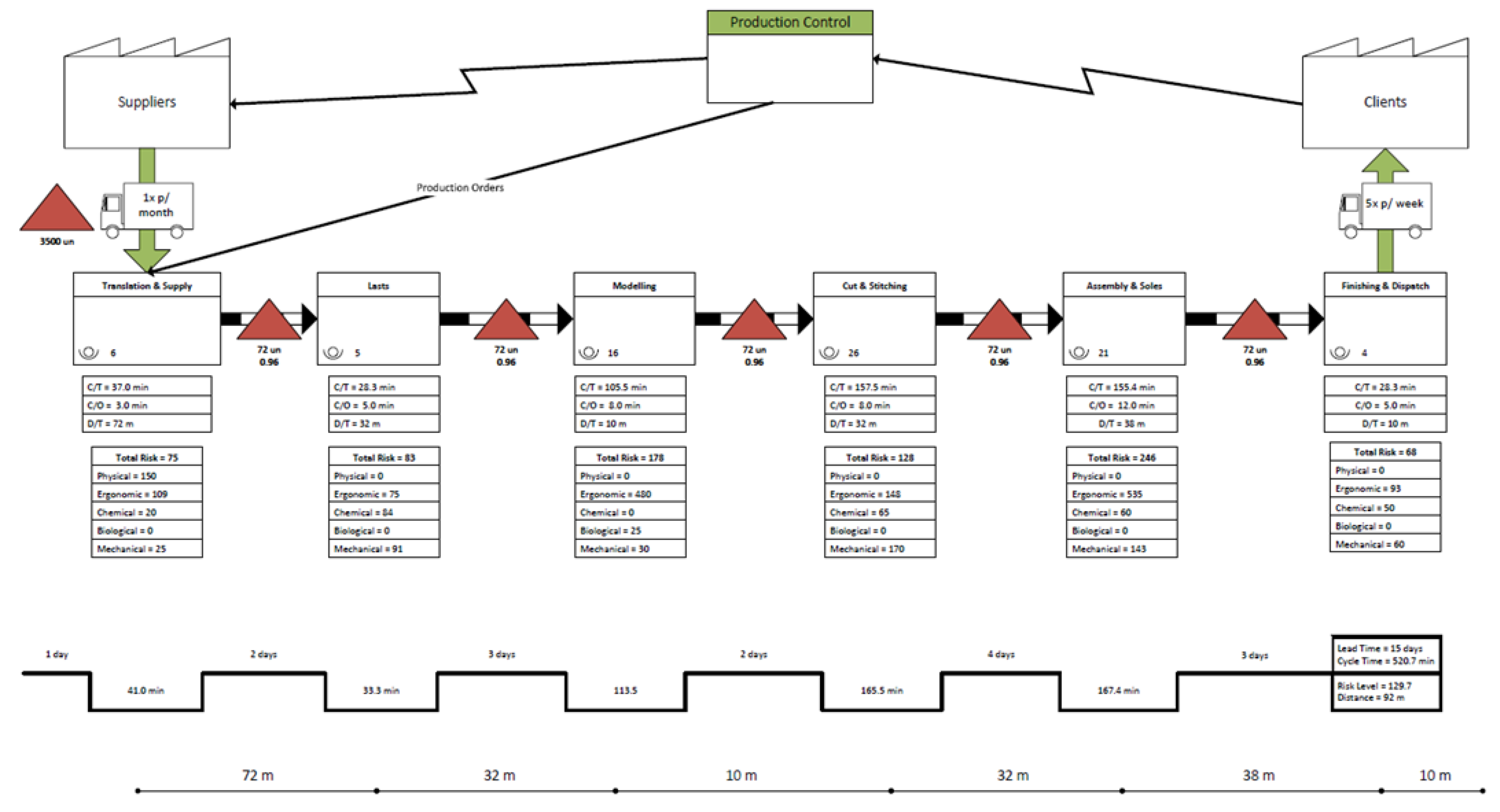
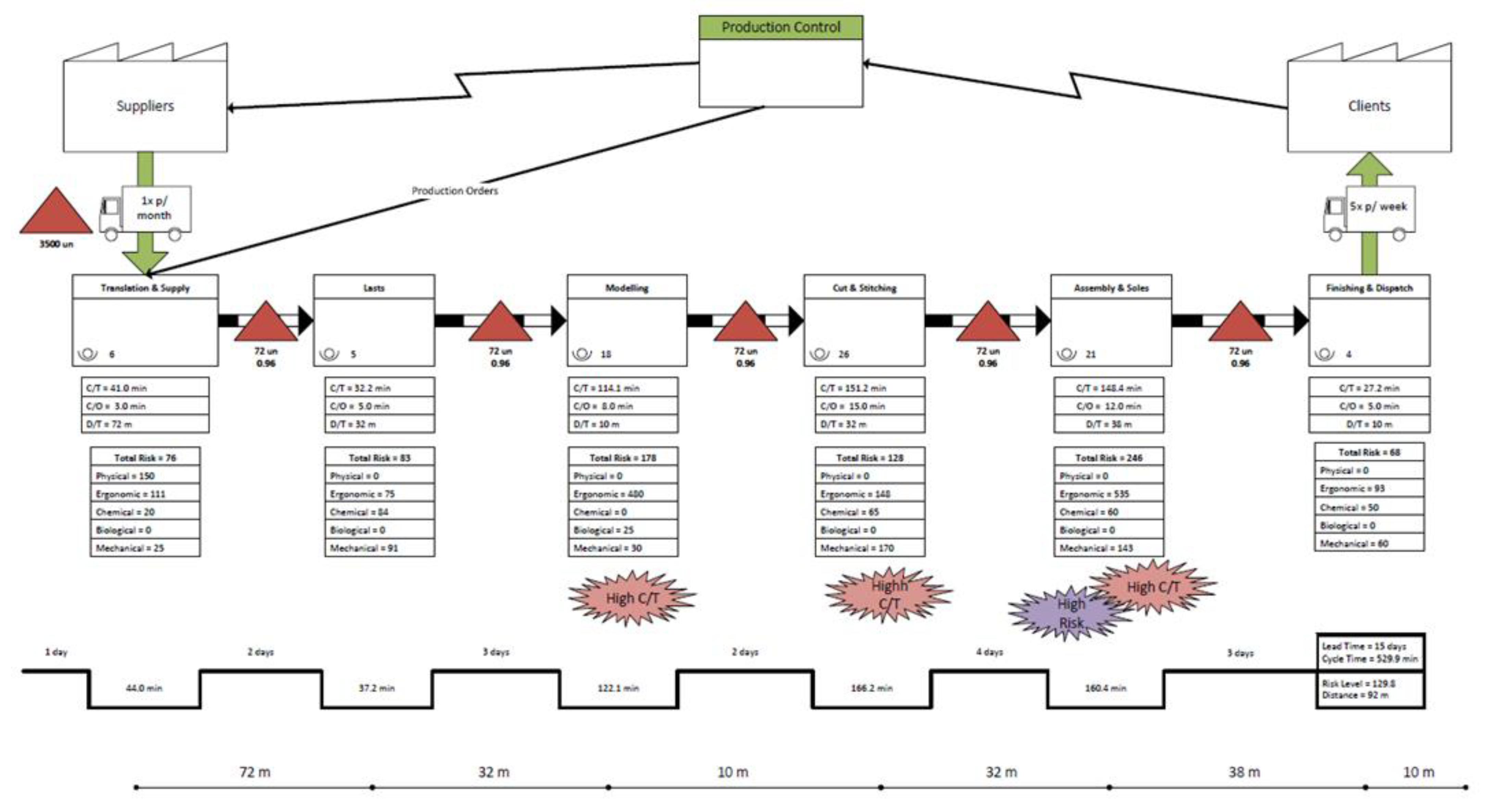
| Diagnosis | An SVSM map was built to be able to have an overview of productivity and safety on the shop floor by showing the cycle time, the changeover time, and the risk of each area. |
| Action planning | Based on the literature, Lean tools Gemba walk, TPM, visual management and Yokoten were chosen, and their implementation was planned. |
| Implementation | The Lean tools were implemented, and a summary of their actions was presented. |
| Evaluation | Taking into account the indicators used in the diagnosis, results after the Lean tool implementation were compared to those initially obtained. |
| Monitoring | Definition of indicators to control and monitor the situation in the future were created. |
| Areas | Number of Workers | C/T (min) | C/O (min) | D/T (m) |
|---|---|---|---|---|
| Translation & Supply | 8 | 48.30 | 3 | 72 |
| Lasts | 5 | 31.00 | 5 | 32 |
| Modeling | 9 | 125.3 | 8 | 10 |
| Cut & Stitching | 26 | 197.3 | 15 | 32 |
| Assembly & Soles | 20 | 133.3 | 12 | 38 |
| Areas | NR BIO | NR ERG | NR FIS | NR MEC | NR QUIM | Mean |
|---|---|---|---|---|---|---|
| Conveying & Supply | 0 | 94 | 150 | 22 | 20 | 106 |
| Lasts | 0 | 75 | 0 | 91 | 84 | 83 |
| Modeling | 25 | 200 | 0 | 30 | 0 | 85 |
| Cut & Stitching | 0 | 110 | 0 | 163.5 | 65 | 123 |
| Assembly & Soles | 0 | 208 | 0 | 142.5 | 60 | 137 |
| Finishing & Dispatch | 0 | 82,5 | 0 | 60 | 50 | 61 |
| Parameter | Time Frame | Translation & Supply Chain | Lasts | Modeling | Cut & Stitching | Assembly & Soles | Finishing & Dispatch |
|---|---|---|---|---|---|---|---|
| Workers | 6 | 5 | 18 | 26 | 22 | 4 | |
| 6 | 5 | 16 | 26 | 21 | 4 | ||
| Dif | 0 | 0 | −2 | 0 | −1 | 0 | |
| C/T (min) | 41.0 | 32.2 | 114.1 | 151.2 | 148.4 | 27.2 | |
| 37.0 | 28.3 | 105.5 | 157.5 | 155.4 | 28.3 | ||
| Dif (%) | −9.7 | −12.0 | −7.5 | 4.2 | 4.7 | 4.3 | |
| C/O (min) | 3 | 5 | 8 | 15 | 12 | 5 | |
| 3 | 5 | 8 | 15 | 12 | 5 | ||
| Dif (%) | 0 | 0 | 0 | 0 | 0 | 0 | |
| D/T (m) | 72 | 32 | 10 | 32 | 38 | 10 | |
| 72 | 32 | 10 | 32 | 38 | 10 | ||
| Dif (%) | 0 | 0 | 0 | 0 | 0 | 0 |
| Areas | NR BIO | NR ERG | NR FIS | NR MEC | NR QUIM | Mean |
|---|---|---|---|---|---|---|
| Conveying & Supply | 0 | 109 | 150 | 22 | 20 | 75 |
| Lasts | 0 | 75 | 0 | 91 | 84 | 83 |
| Modeling | 25 | 480 | 0 | 30 | 0 | 178 |
| Cut & Stitching | 0 | 148 | 0 | 170 | 65 | 128 |
| Assembly & Soles | 0 | 535 | 0 | 143 | 60 | 246 |
| Finishing & Dispatch | 0 | 93 | 0 | 60 | 50 | 68 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Sá, J.C.; Soares, L.; Dinis-Carvalho, J.; Silva, F.J.G.; Santos, G. Assessment of the Impact of Lean Tools on the Safety of the Shoemaking Industry. Safety 2023, 9, 70. https://doi.org/10.3390/safety9040070
Sá JC, Soares L, Dinis-Carvalho J, Silva FJG, Santos G. Assessment of the Impact of Lean Tools on the Safety of the Shoemaking Industry. Safety. 2023; 9(4):70. https://doi.org/10.3390/safety9040070
Chicago/Turabian StyleSá, José Carlos, Leonardo Soares, José Dinis-Carvalho, Francisco J. G. Silva, and Gilberto Santos. 2023. "Assessment of the Impact of Lean Tools on the Safety of the Shoemaking Industry" Safety 9, no. 4: 70. https://doi.org/10.3390/safety9040070
APA StyleSá, J. C., Soares, L., Dinis-Carvalho, J., Silva, F. J. G., & Santos, G. (2023). Assessment of the Impact of Lean Tools on the Safety of the Shoemaking Industry. Safety, 9(4), 70. https://doi.org/10.3390/safety9040070