


Modification of a Grain Moisture Conditioner into a Vacuum Steam Pasteurizer



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
2. Materials and Methods
2.1. VSP in Lab-Scale Apparatus
2.2. Apparatus Modification, Fabrication, and Testing
2.2.1. Vacuum Steam Pasteurizer
2.2.2. Structural Integrity of the Conditioning Chamber
2.3. Assessment of the GMC
2.3.1. Identification of Components for Modification
2.3.2. Modification Process
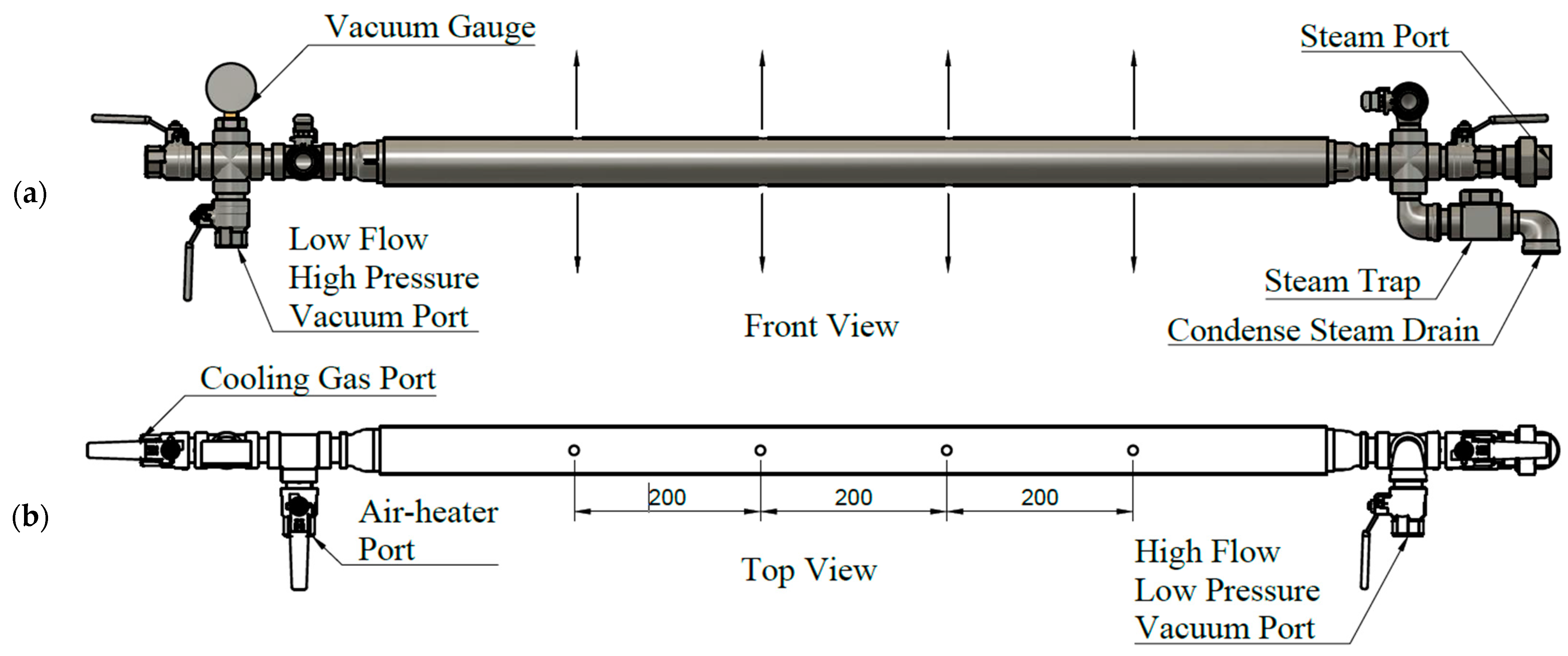
2.3.3. Air-Heater Design and Fabrication
2.3.4. Experimental Setup
3. Results and Discussion
3.1. Numerical Simulation
3.1.1. Chamber Structural Integrity
3.1.2. Steam Distribution
3.2. Experimental Results
3.2.1. Vacuum Assessment
3.2.2. Heat Distribution
3.2.3. Preheating Strategy
3.2.4. A Modified VSP System and Its Operational Procedure
4. Conclusions
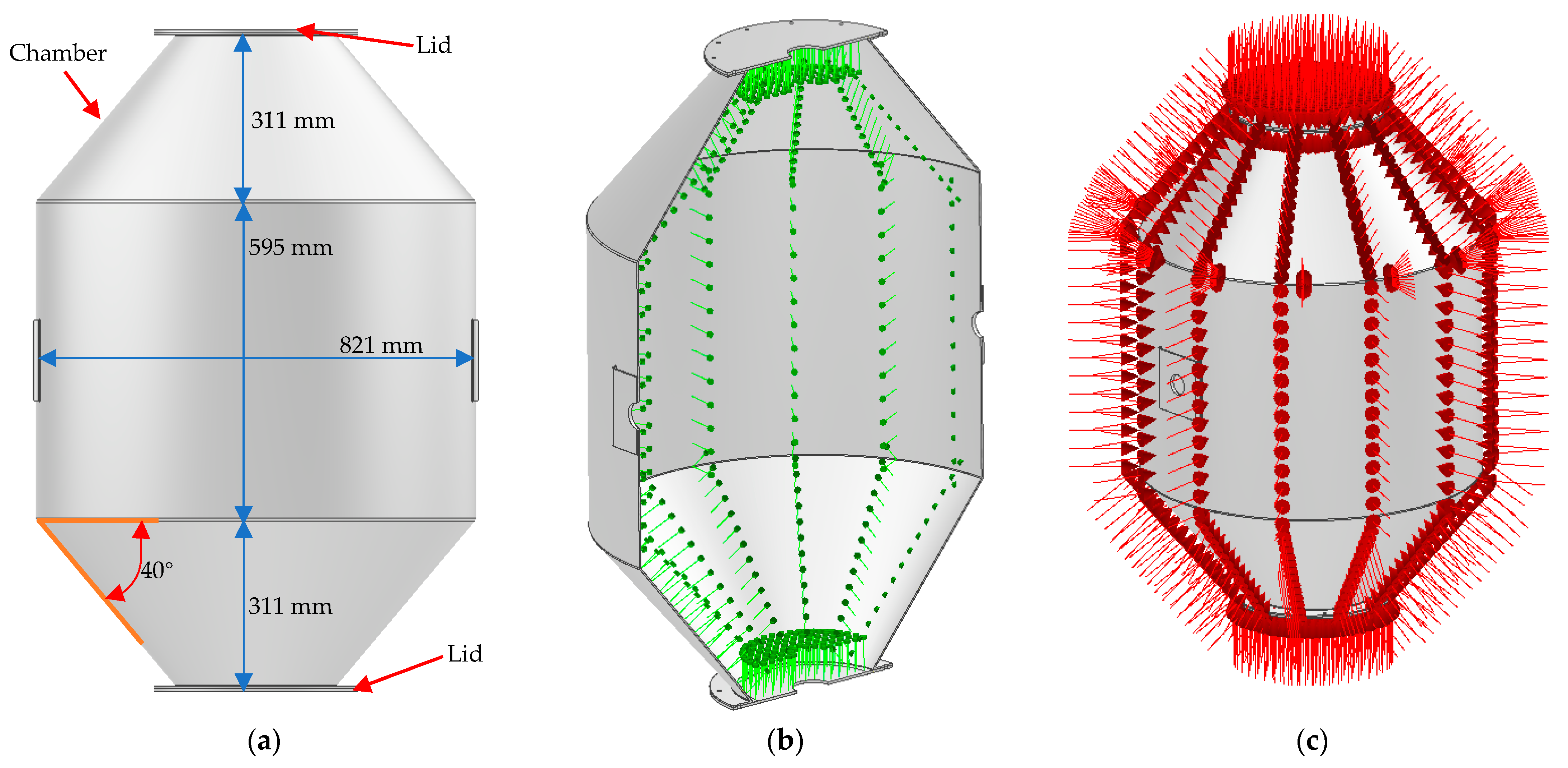
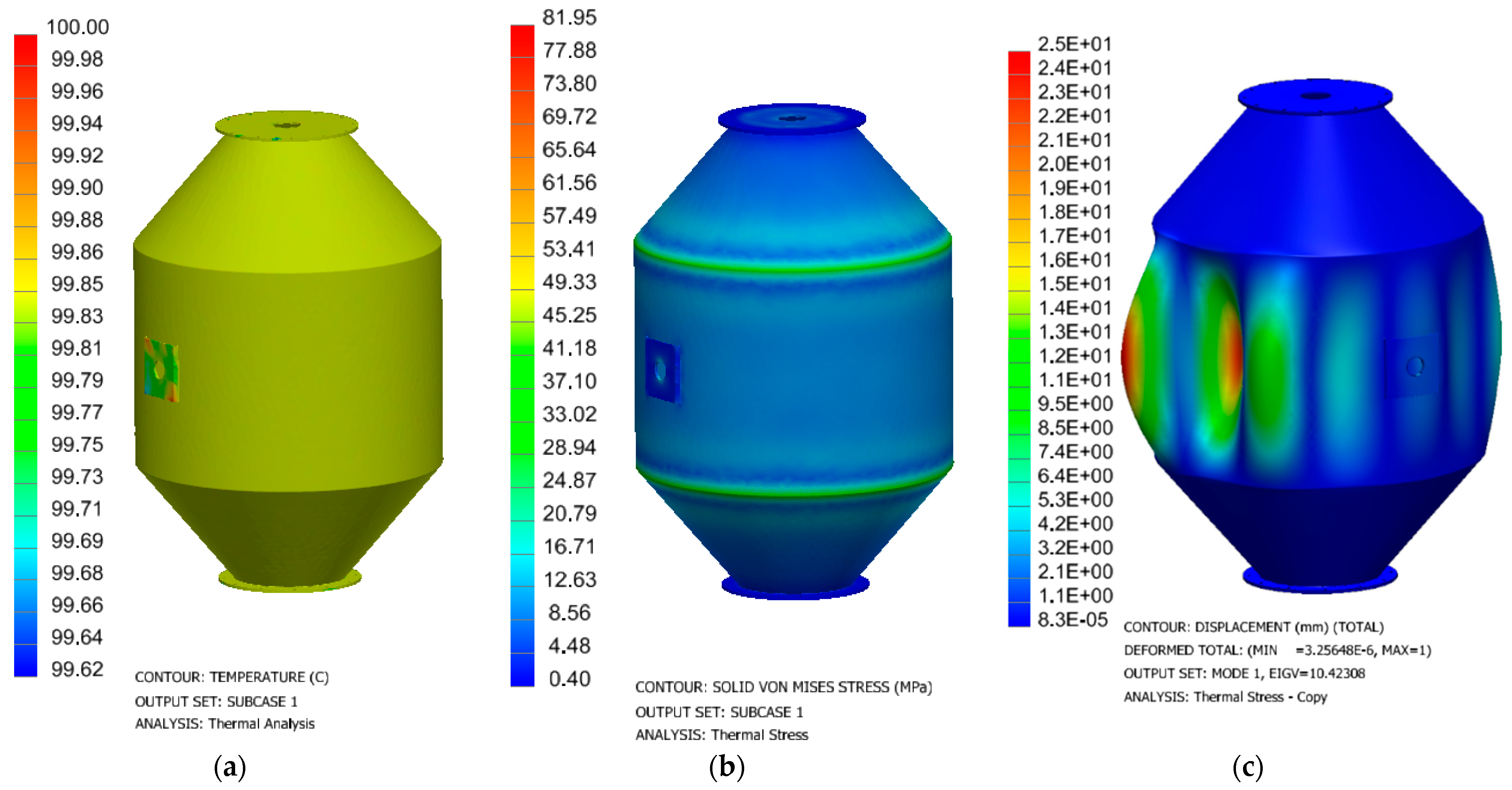
- The chamber’s structural analysis illustrates its substantial resistance to external pressures. Thermal stress and buckling analyses confirm the chamber’s integrity and safety under operational conditions of 11.7 kPa absolute pressure and temperature values between 85 °C to 100 °C, effectively addressing structural failure concerns.
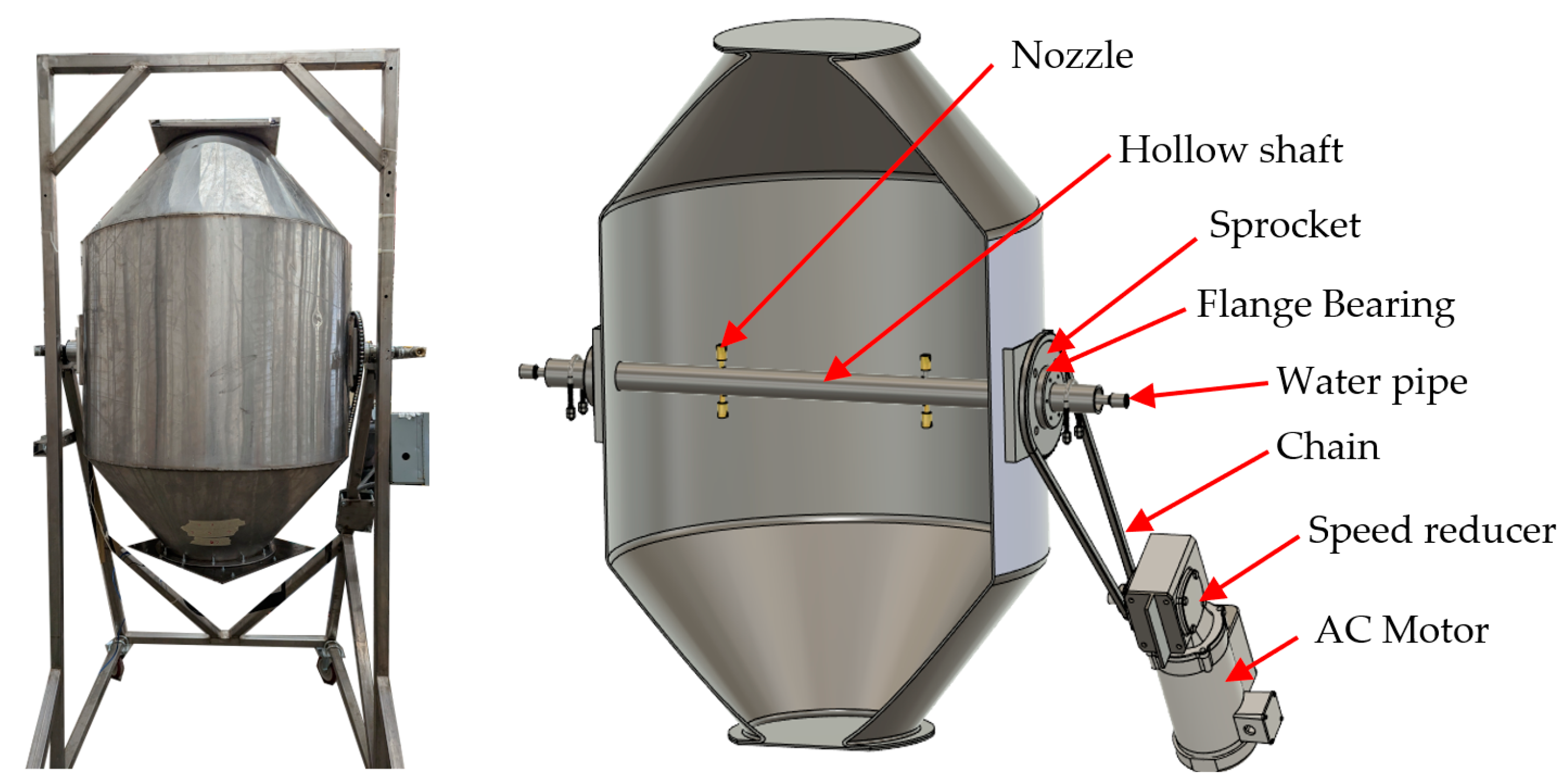
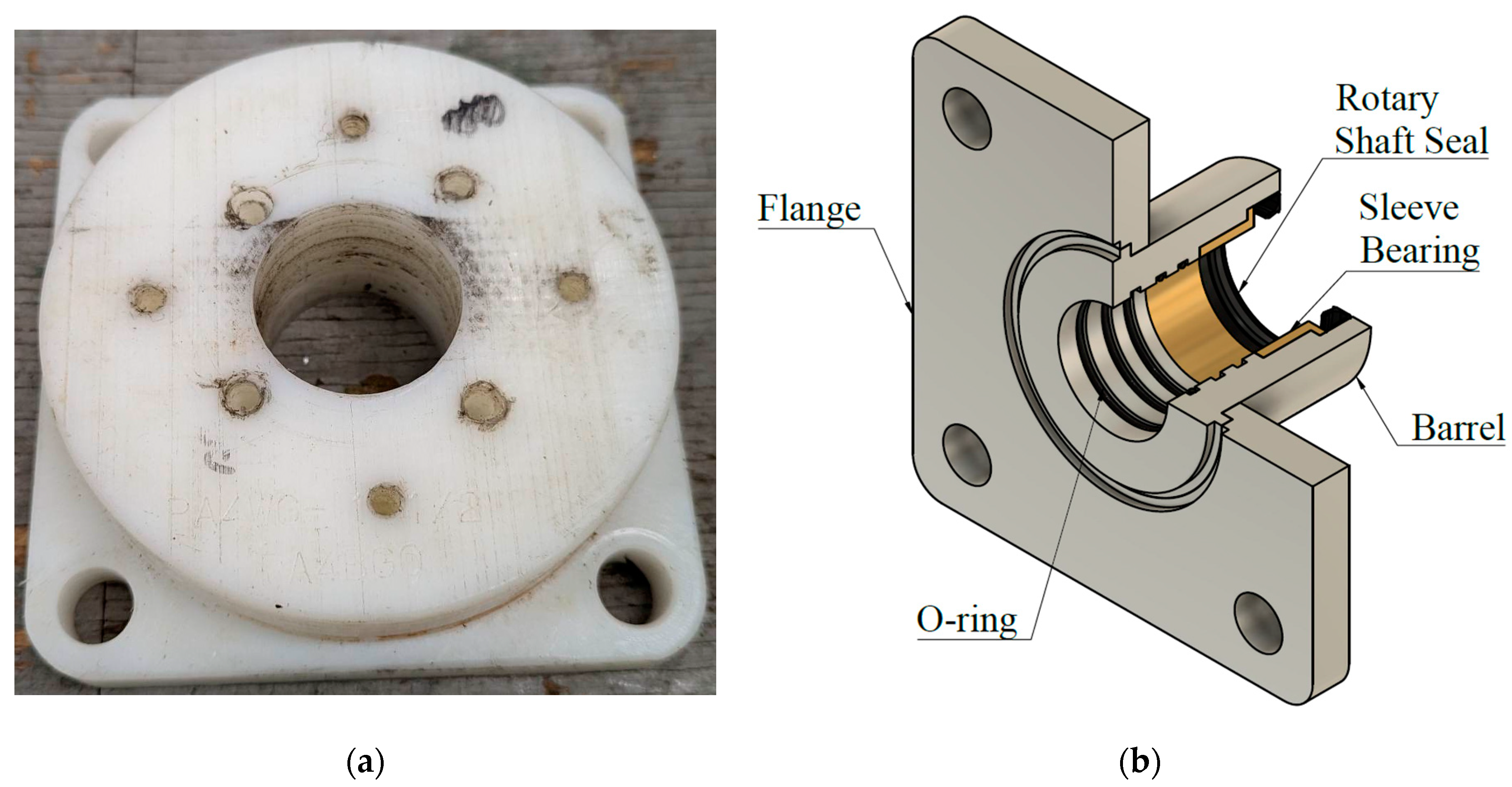
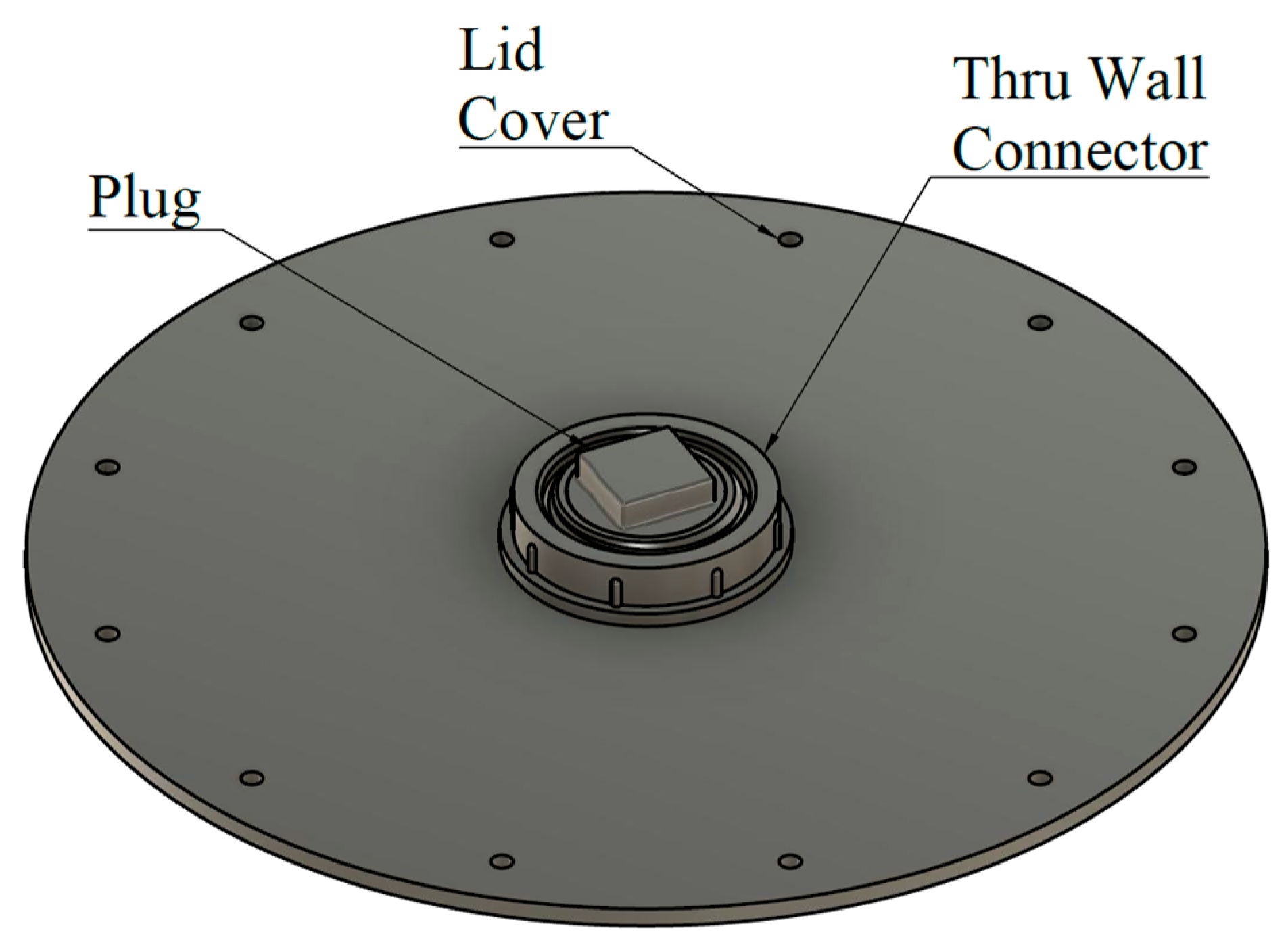
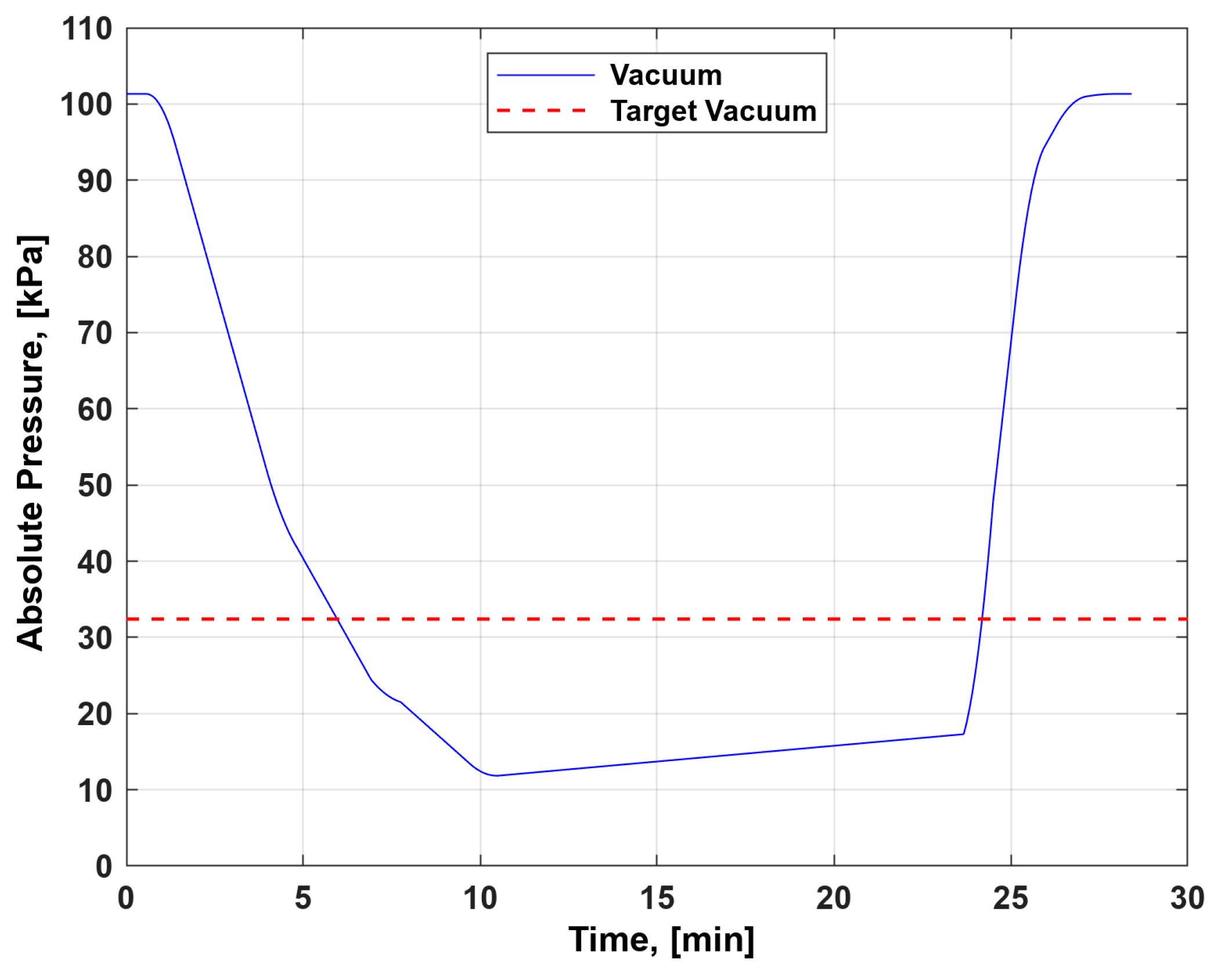
- The vacuum capability has been deftly addressed. Introducing a custom flange bearing with a seal seals the joint between the stationary shaft and the rotating chamber. This design innovation ensures that the chamber can sustain an absolute pressure of 11.7 kPa for durations of 10 min at a pressure increase of 344 Pa per minute.
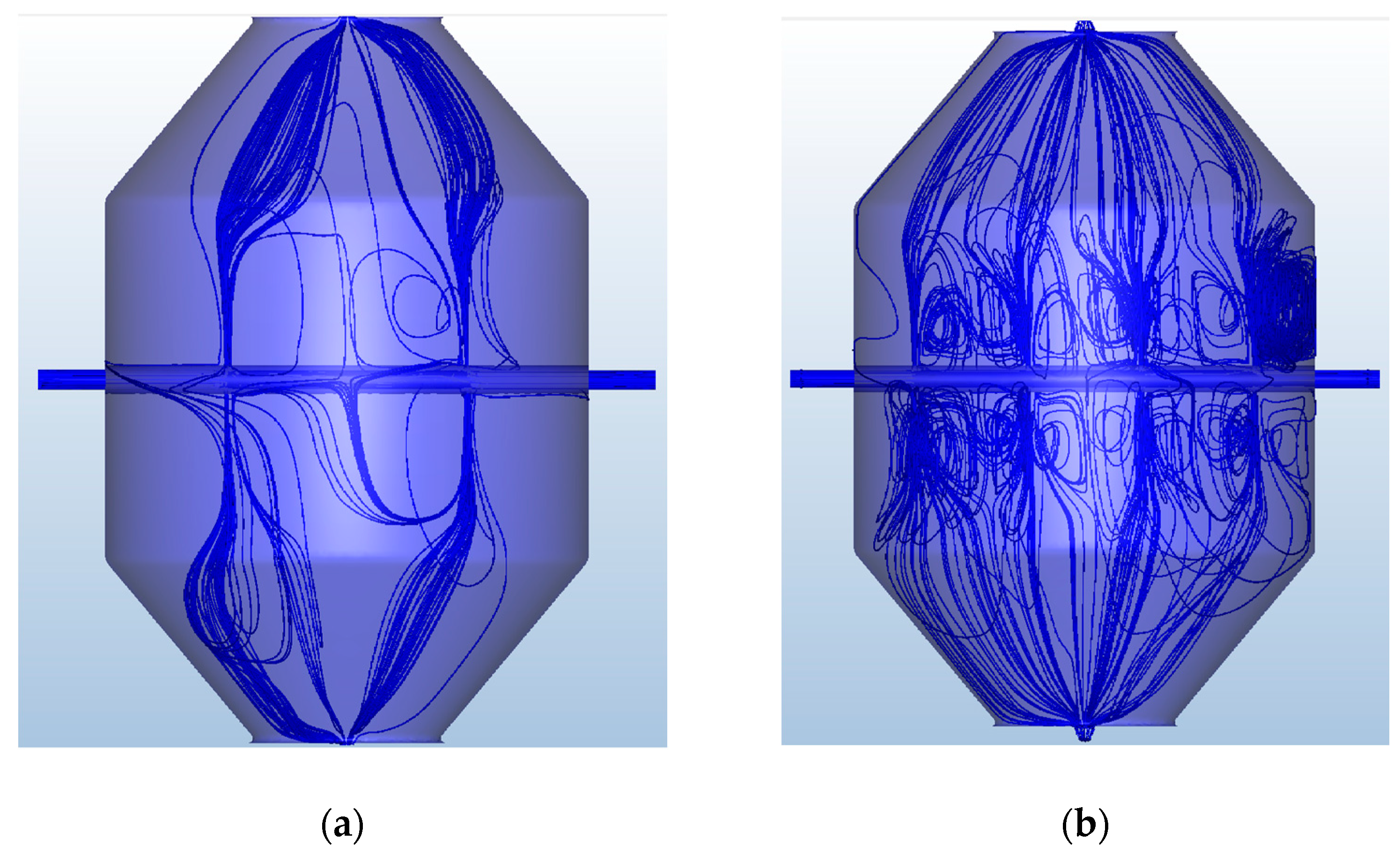
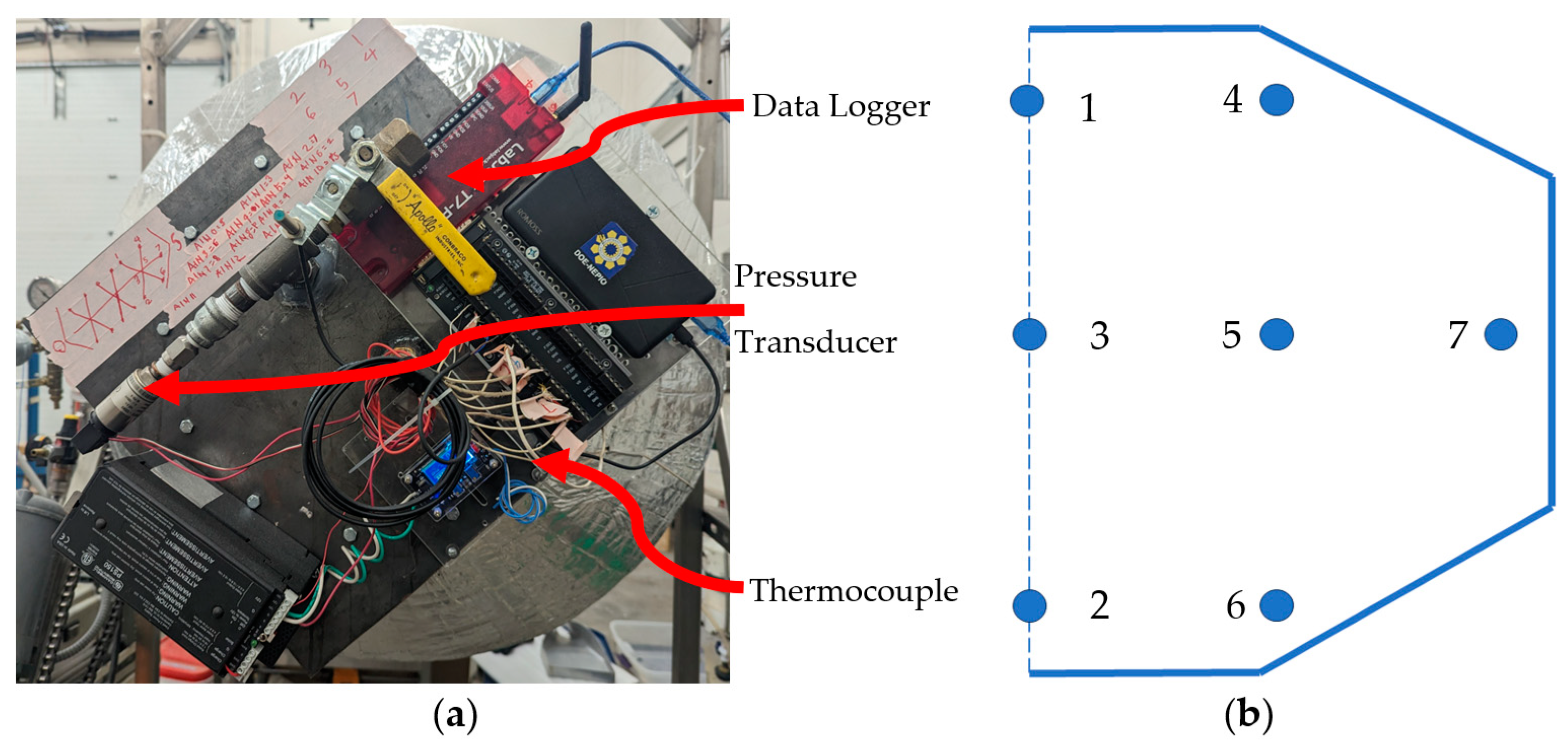
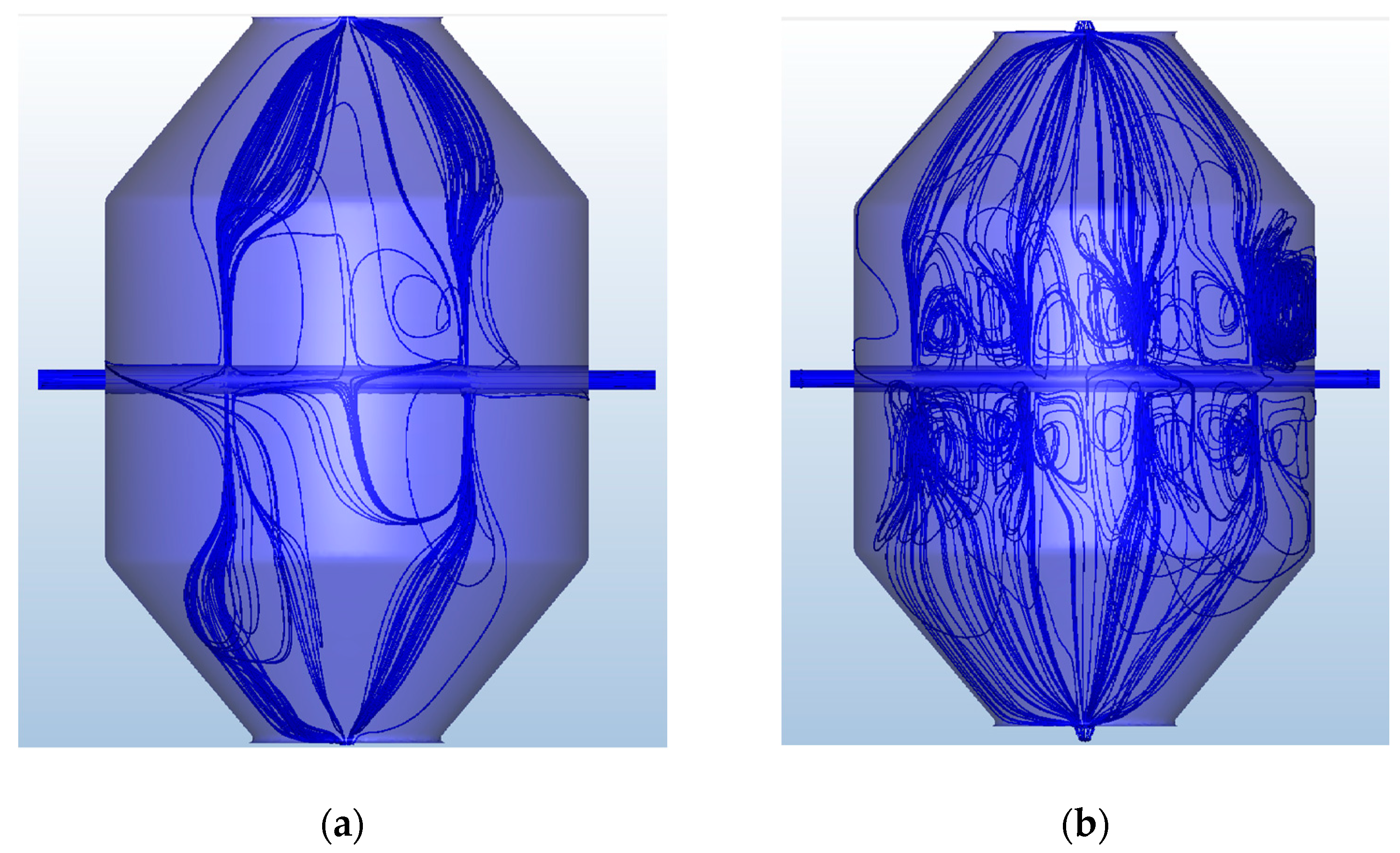
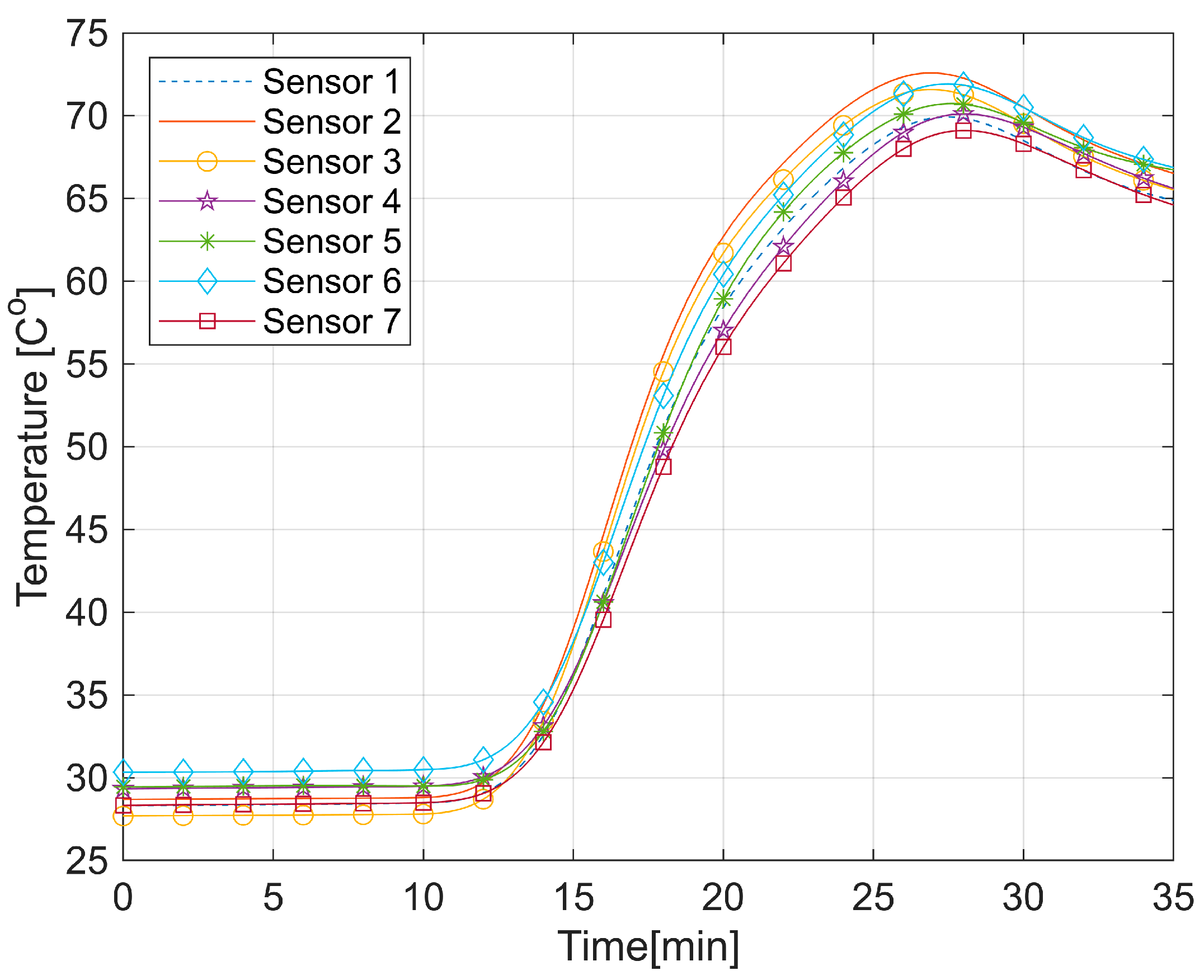
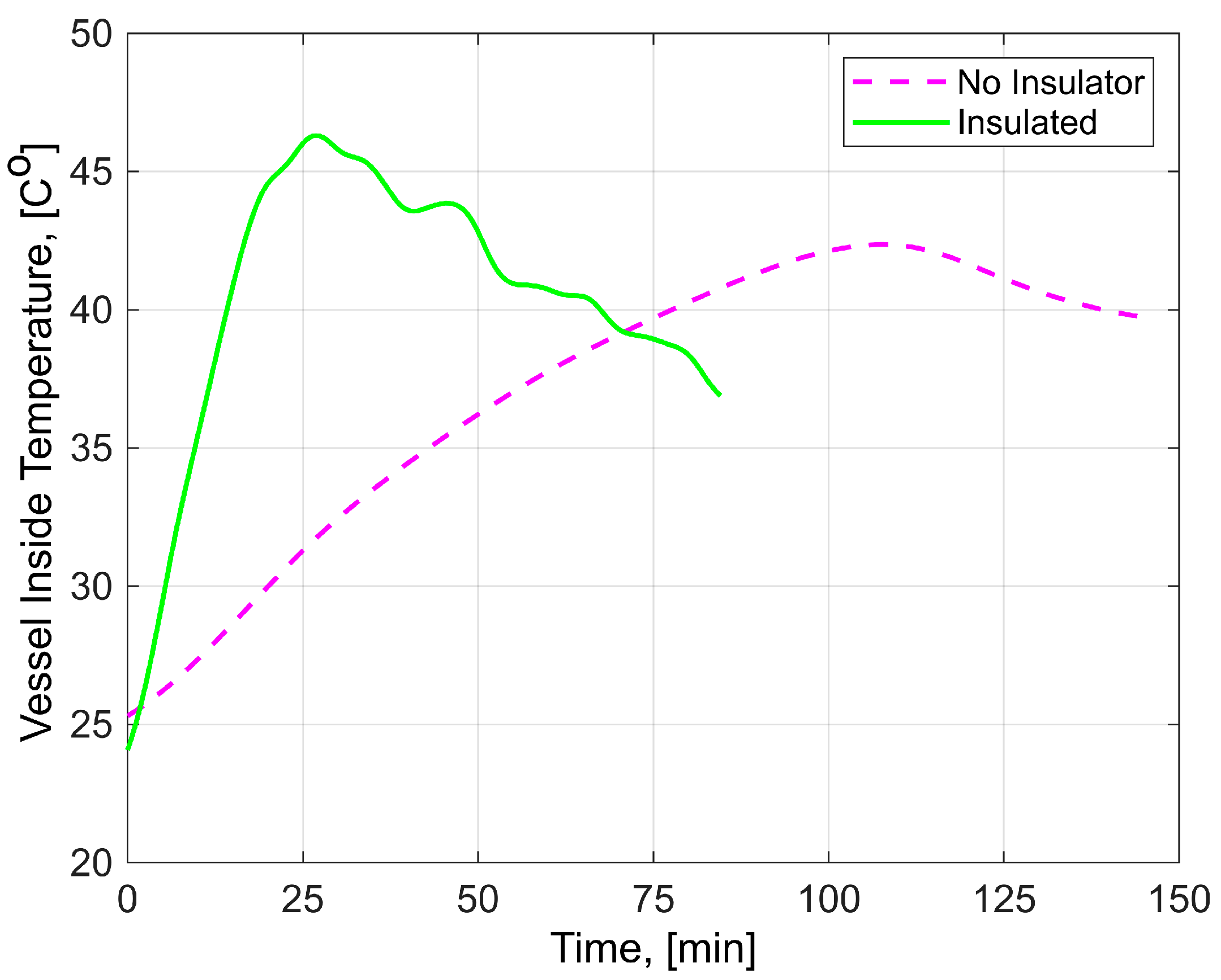
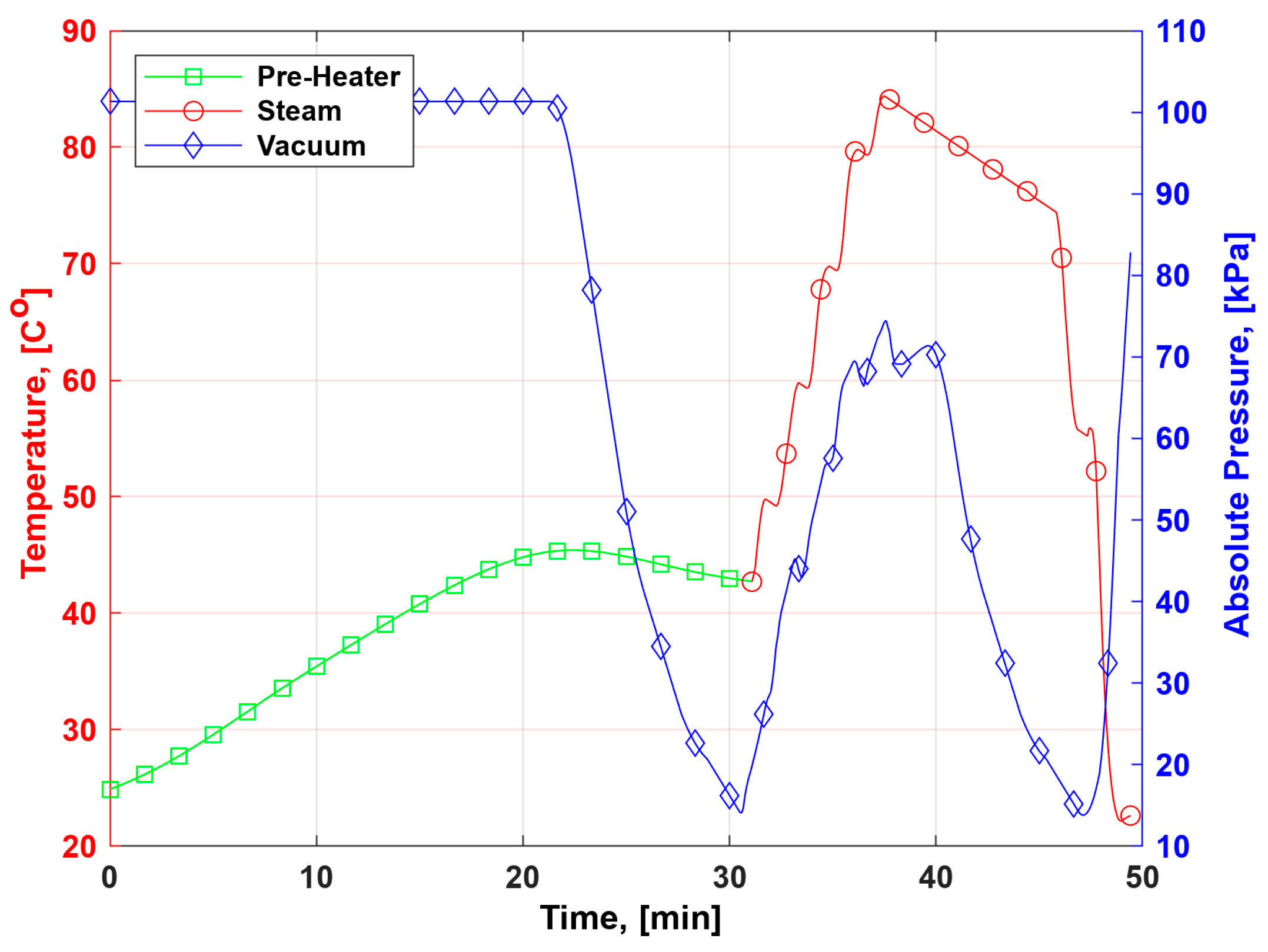
- Heat distribution, an imperative condition for any pasteurization procedure, showed room for improvement in initial configurations. With the introduction of additional holes, there was a noticeable improvement in steam distribution. Actual measurements with K-type thermocouples further supported this, which showcased minimal temperature variances inside the chamber, suggesting that a singular temperature sensor is sufficient for internal temperature monitoring. A key challenge was the direct steam injection, which posed moisture concerns due to temperature disparities between the steam and the grains. Incorporating a preheater, complemented by adding insulation, addressed this challenge, ensuring an optimal pre-pasteurization temperature for grains and shortening the preheating time from 110 min to 15 min.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
Abbreviations
| LMFs | Low-moisture foods |
| VSP | Vacuum Steam pasteurization |
| GMC | Grain Moisture Conditioner |
| CDC | Center for Diseases Control |
| FDA | Food and Drug Administration |
| FSMA | Food Safety Modernization Act |
| E. coli | Escherichia coli |
| CFU | Colony-forming unit |
| CAE | Computer-aided engineering |
| CAD | Computer-aided drafting |
| ASME | American Society of Mechanical Engineers |
| ABS | Acrylonitrile butadiene styrene |
| CFD | Computational fluid dynamics |
| G.I. | Galvanized iron |
| ms | Milliseconds |
| rpm | Revolutions per minute |
References
- Strauss, D.M. An Analysis of the FDA Food Safety Modernization Act: Protection for Consumers and Boon for Business. Food Drug Law J. 2011, 66, 353–376. [Google Scholar] [PubMed]
- Datta, A.K. Biological and Bioenvironmental Heat and Mass Transfer; Marcel Dekker Inc.: New York, NY, USA, 2002. [Google Scholar]
- Kittiworrawatt, S.; Devahastin, S. Improvement of a mathematical model for low-pressure superheated steam drying of a biomaterial. Chem. Eng. Sci. 2009, 64, 2644–2650. [Google Scholar] [CrossRef]
- Sánchez-Maldonado, A.F.; Lee, A.; Farber, J.M. Methods for the Control of Foodborne Pathogens in Low-Moisture Foods. Annu. Rev. Food Sci. Technol. 2018, 9, 177–208. [Google Scholar] [CrossRef] [PubMed]
- Newkirk, J.J.; Wu, J.; Acuff, J.C.; Caver, C.B.; Mallikarjunan, K.; Wiersema, B.D.; Williams, R.C.; Ponder, M.A. Inactivation of Salmonella enterica and Surrogate Enterococcus faecium on Whole Black Peppercorns and Cumin Seeds Using Vacuum Steam Pasteurization. Front. Sustain. Food Syst. 2018, 2, 48. [Google Scholar] [CrossRef]
- McEvoy, J.M.; Doherty, A.M.; Sheridan, J.J.; Blair, I.S.; McDowell, D.A. Use of steam condensing at subatmospheric pressures to reduce Escherichia coli O157:H7 numbers on bovine hide. J. Food Prot. 2001, 64, 1655–1660. [Google Scholar] [CrossRef] [PubMed]
- Simsek, S.; Snelling, J.; Malekmohammadi, S.; Bergholz, T.M. Vacuum steam treatment of soft wheat: Quality and reduction of Escherichia coli O121 and Salmonella Enteritidis PT30. Cereal Chem. 2021, 98, 123–134. [Google Scholar] [CrossRef]
- Snelling, J.; Malekmohammadi, S.; Bergholz, T.M.; Ohm, J.; Simsek, S. Effect of Vacuum Steam Treatment of Hard Red Spring Wheat on Flour Quality and Reduction of Escherichia coli O121 and Salmonella Enteritidis PT 30. J. Food Prot. 2020, 83, 836–843. [Google Scholar] [CrossRef] [PubMed]
- Hwang, S.H.; Joe, S.Y.; So, J.-H.; Lee, S.H. Development of Vacuum-Steam Combination Heating System for Pasteurization of Sprout Barley Powder. Foods 2022, 11, 3425. [Google Scholar] [CrossRef] [PubMed]
- Shah, M.; Eklund, B.; Conde Lima, L.G.; Bergholz, T.; Hall, C., III. Microbial and Chemical Shelf-Life of Vacuum Steam-Pasteurized Whole Flaxseed and Milled Flaxseed. J. Food Sci. 2018, 83, 300–308. [Google Scholar] [CrossRef]
- Flessner, M.L.; Burke, I.C.; Dille, J.A.; Everman, W.J.; VanGessel, M.J.; Tidemann, B.; Manuchehri, M.R.; Soltani, N.; Sikkema, P.H. Potential wheat yield loss due to weeds in the United States and Canada. Weed Technol. 2021, 35, 916–923. [Google Scholar] [CrossRef]
- Liu, S.; Roopesh, M.S.; Tang, J.; Wu, Q.; Qin, W. Recent development in low-moisture foods: Microbial safety and thermal process. Food Res. Int. 2022, 155, 111072. [Google Scholar] [CrossRef]
- Wason, S.; Verma, T.; Subbiah, J. Validation of process technologies for enhancing the safety of low-moisture foods: A review. Compr. Rev. Food Sci. Food Saf. 2021, 20, 4950–4992. [Google Scholar] [CrossRef]
- Stavropoulos, P.; Papacharalampopoulos, A.; Tzimanis, K.; Petrides, D.; Chryssolouris, G. On the Relationship between Circular and Innovation Approach to Economy. Sustainability 2021, 13, 11829. [Google Scholar] [CrossRef]
- Windenburg, D.F.; Trilling, C. Collapse by Instability of Thin Cylindrical Shells Under External Pressure. Trans. Am. Soc. Mech. Eng. 2023, 56, 819–825. [Google Scholar] [CrossRef]
- Verma, G. Autodesk Fusion 360 Black Book; BPB Publications: Delhi, India, 2018. [Google Scholar]
- Verma, G.; Samar. Basics of Autodesk Nastran In-CAD 2018; CADCAMCAE Works: Eastman, GA, USA, 2018. [Google Scholar]
- Vinayka, S. Simplified External Pressure Design of ASME Pressure Vessels Using Closed Form Solution. J. Press. Vessel Technol. 2020, 142, 054504. [Google Scholar] [CrossRef]
- Madej, J.; Będkowski, B. Air Flow Analysis for Electrical Motor’s Cooling System With Autodesk Simulation Cfd 2013 Program. Acta Mech. Autom. 2013, 7, 89–92. [Google Scholar] [CrossRef]
- Li, F.G.N.; Smith, A.Z.P.; Biddulph, P.; Hamilton, I.G.; Lowe, R.; Mavrogianni, A.; Oikonomou, E.; Raslan, R.; Stamp, S.; Stone, A.; et al. Solid-wall U-values: Heat flux measurements compared with standard assumptions. Build. Res. Inf. 2015, 43, 238–252. [Google Scholar] [CrossRef]
- Soares, G.C.; Rodrigues, M.C.M.; de Arruda Santos, L. Influence of Temperature on Mechanical Properties, Fracture Morphology and Strain Hardening Behavior of a 304 Stainless Steel. Mater. Res. 2017, 20, 141–151. [Google Scholar] [CrossRef]



Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Galad, M.; Eshkabilov, S.; Monono, E. Modification of a Grain Moisture Conditioner into a Vacuum Steam Pasteurizer. Designs 2024, 8, 1. https://doi.org/10.3390/designs8010001
Galad M, Eshkabilov S, Monono E. Modification of a Grain Moisture Conditioner into a Vacuum Steam Pasteurizer. Designs. 2024; 8(1):1. https://doi.org/10.3390/designs8010001
Chicago/Turabian StyleGalad, Marlon, Sulaymon Eshkabilov, and Ewumbua Monono. 2024. "Modification of a Grain Moisture Conditioner into a Vacuum Steam Pasteurizer" Designs 8, no. 1: 1. https://doi.org/10.3390/designs8010001
APA StyleGalad, M., Eshkabilov, S., & Monono, E. (2024). Modification of a Grain Moisture Conditioner into a Vacuum Steam Pasteurizer. Designs, 8(1), 1. https://doi.org/10.3390/designs8010001