1. Introduction
In November 2019, U.S. Marines from the 7th Engineering Support Battalion (7th ESB), an Air Force officer from the Air Force Institute of Technology, and researchers from the Army Engineer Research and Development Center—Construction Engineering Research Laboratory (ERDC-CERL) demonstrated the viability and simplicity of three-dimensionally (3D)-printed construction in a controlled environment at ERDC-CERL in Champaign, Illinois. The demonstration was part of Exercise Burgeon Strike, a tri-service exercise with one primary objective: to show how easy 3D-printed construction can be. Specifically, the exercise aimed to prove that 3D-printed design and construction can be taught to anyone, accomplished with only two laborers, and used in a range of diverse applications. Exercise Burgeon Strike is one of a series of advancements to military 3D printing efforts achieved by ERDC-CERL in recent years.
1.1. 3D-Printed Construction
3D-printed construction is an advanced, additive construction process capable of producing a variety of complex structures and components without formwork using a layer-by-layer material deposition approach. The process combines elements of materials science with architectural, structural, mechanical, civil, and software engineering to print full-scale structures and components [
1]. Three of the most common methods of 3D-printed construction are contour crafting, a wet extrusion method that uses two trowels to shape the top and side of the material layers as they are being extruded; concrete printing, a wet extrusion method used to print both the perimeter and infill of structures without incorporating trowels for surface finishing; and powder bed fusion, a dry method that uses a binder, laser, or electron beam to fuse powdered material together [
2,
3,
4]. These methods are typically used to either print the structure itself or to print molds and formwork subsequently filled with conventional concrete [
1].
For 3D-printed construction to be recognized as a viable construction method, it must be competitive with established conventional methods [
5]. While still in the early stages of research and development, 3D-printed construction has the potential to become a disruptive technology and outperform conventional construction by reducing material utilization, enabling greater structural complexity, shortening construction duration, decreasing labor demand, simplifying construction logistics, enhancing sustainability, and lowering costs.
1.2. ACES Program History
ERDC-CERL established the Automated Construction of Expeditionary Structures (ACES) program in 2015 to develop reliable, user-friendly 3D printing technology capable of generating custom-designed military expeditionary structures on demand, in the field, using locally available materials [
6]. The goals of the ACES program include decreasing material usage; building stronger, more durable structures; minimizing manpower requirements; and reducing the logistical and supply demands of construction. Given the limited commercial availability of construction-scale 3D printers and the ACES program’s desire to produce rugged, robust printers capable of withstanding conditions found on military deployments, ERDC-CERL opted to develop or co-develop all six of its 3D printers in-house. The first printer, ACES 1, had a print area of 1 m × 1 m × 1 m (3 ft × 3 ft × 3 ft) and was used primarily to test printing materials and reinforcement methods, while the most recent printers, ACES Lite 1 and 2, boast approximate print areas of 6 m × 3 m × 3 m (20 ft × 10 ft × 10 ft) and 12 m × 6 m × 3 m (40 ft × 20 ft × 10 ft), respectively, and have successfully been used to construct full-scale buildings and bridges.
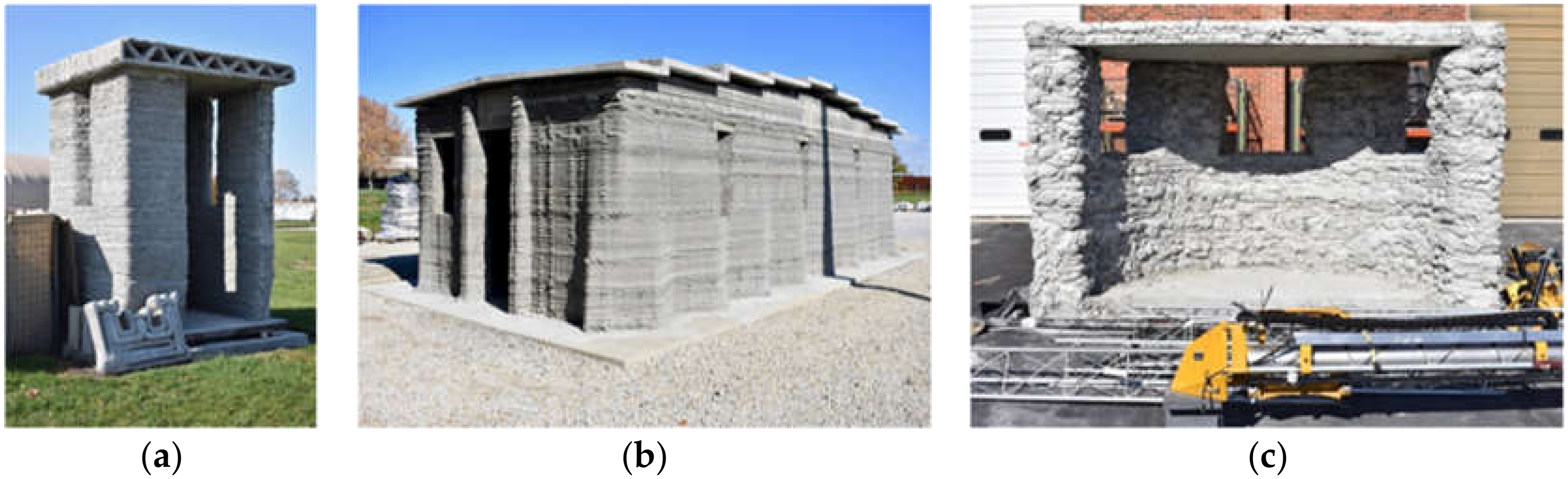
In May 2016, the ACES team completed its first large print—a military 1.8 m × 1.8 m × 2.4 m (6 ft × 6 ft × 8 ft) entry control point, shown in
Figure 1a—introducing the possibilities for 3D-printed construction. In August 2017, the ACES team printed a 9.75 m × 4.9 m × 2.4 m (32 ft × 16 ft × 8 ft) concrete barracks hut (B-hut) in Champaign, Illinois—the first full-scale, 3D-printed concrete building in the United States—followed by the design, printing, and structural testing of six unique wall sections [
7]. The subsequent year, in August 2018, the team collaborated with Marines from the 7th ESB and Marine Wing Support Squadron 372 to continuously print a second concrete B-hut in Champaign, shown in
Figure 1b [
8]. The reinforced, chevron-style building was completed in 14 h of print time (31.2 h of elapsed time), spanning five days [
5]. B-hut 2 was quickly followed by the construction of a 10 m (33 ft) 3D-printed concrete pedestrian bridge, the first 3D-printed bridge in the Americas and the first bridge to be printed in a field setting, which simulated the remote and isolated environments often found on military deployments [
9]. Most recently, in August 2019, the ACES team again partnered with the 7th ESB to construct a 4 m × 2 m × 2.5 m (14 ft × 7 ft × 8 ft) military defensive fighting position (DFP), shown in
Figure 1c. The DFP was printed using a 7.6 cm (3 in) nozzle and Blastcrete pump, demonstrating the ACES program’s “big, fat, and fast” printing capability. Each of these prints emphasized the printers’ ability to employ locally-sourced materials, such as ordinary Portland cement and native aggregate, and operate in uncontrolled environmental conditions. For Exercise Burgeon Strike, the focus shifted from simulating the printers’ use in an expeditionary environment to establishing how simple 3D-printed construction can be when factors such as materials and environment are controlled.
2. Materials and Methods
Exercise Burgeon Strike consisted of two primary components: a crash course in G-code and a demonstration of controlled printing capabilities. This section highlights the materials and methods associated with each.
2.1. Designing with G-Code
The first day of the exercise was dedicated to an introduction to writing Linux computer numerical control (CNC) G-code. While four of the eight Marine and Air Force personnel in attendance had prior experience with the 3D-printed construction process, none of the personnel had ever written G-code. After defining commonly used terminology, a selection of which are highlighted in
Table 1, the class worked its way through four progressive coding examples: a square, a hexagon, a truss cross-section, and an irregularly shaped design that included varying angles and curves. In less than three hours, the tutorial was complete, and personnel were given the freedom to create their own designs, to be printed two days later.
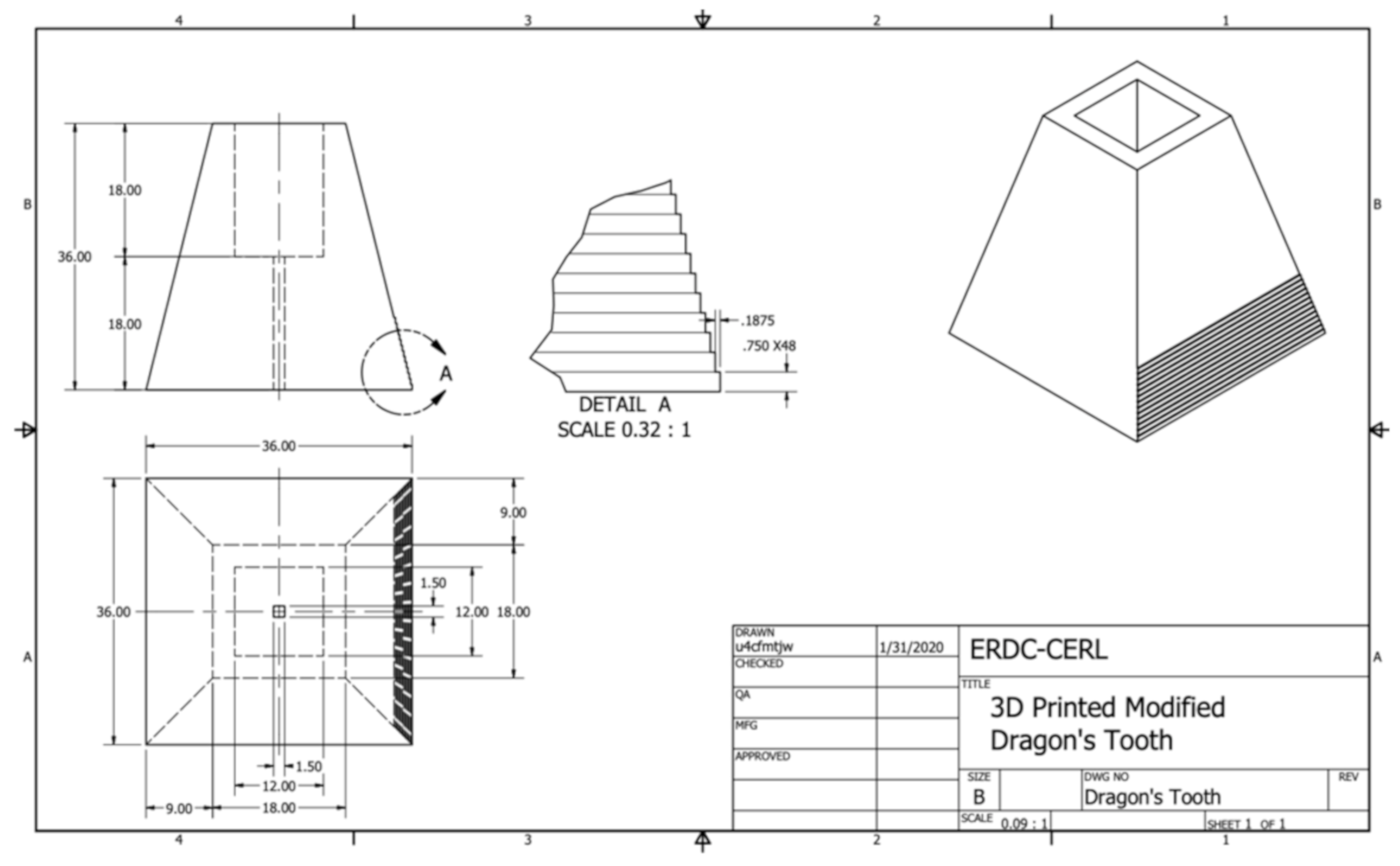
The design for the dragon’s teeth (
Figure 2) was completed by the ACES team prior to the start of the exercise using CAMotics, an open-source G-code simulator for 3-axis CNC [
10]. Each dragon’s tooth was comprised of 48 layers: odd layers were printed in a clockwise spiral from the outside edge of the tooth to the center, while even layers were printed in a counterclockwise spiral from the center to the outside edge to eliminate the need to stop material flow and relocate the nozzle between layers. The first 24 layers created a solid base, while the remaining 24 layers contained a hollow rectangular prism for manually placed rebar (inserted vertically into the wet mortar) and sand fill (used to reduce material requirements and total print time). Each dragon’s tooth was printed in one continuous printing session.
2.2. Preparing Materials
To demonstrate the simplicity of 3D-printed construction, in lieu of using locally-sourced materials, which are subject to varying chemical composition, environmental conditions, and batching—causing inconsistent and unpredictable material performance—a commercially procured mortar mix manufactured by Gulf Concrete Technology was used. The mix is a single component, Portland cement-based plaster with a proprietary blend of admixtures and fine aggregate that requires only the addition of water [
11]. It is 4000 psi, medium-set, and can be sprayed, printed, or hand-troweled [
11]. Additionally, the mix has the benefits of high adhesion, constant durability, a smooth finish, and resistance to cracking [
11].
The materials were mixed and delivered to the printer using the m-tec duo mix 2000 pump, which has a standard delivery volume of 22 L/min (5.8 gal/min), a conveying distance of up to 60 m (197 ft), and a conveying height of up to 30 m (98 ft) [
12]. The ACES team outfitted the pump with a variable frequency drive (VFD) to enable both manual and CNC modes. Prior to printing, the pump was primed with water and tested to visually and tangibly ensure even, dough-like material consistency. Given the small size (1.35 m × 0.64 m × 1.39 m; or 4.4 ft × 2.1 ft × 4.6 ft) of the pump, its capacity is limited to four bags of material, and it is not equipped to handle mixes containing large aggregate.
2.3. Printing with ACES Lite 2
ACES Lite 2 is a prototype deployable 3D printing system designed and built under a cooperative research and development agreement between Caterpillar and ERDC-CERL. The printer is highly transportable (able to be packed in a 6 m × 2.1 m × 3 m [20 ft × 7 ft × 10 ft] shipping container), easy to assemble (able to be assembled and disassembled by a trained team of four people in 30 min; all pieces can be lifted into place by three or fewer people), and operable by as few as two people. Because ACES Lite 2 is based at Champaign, it was already in place and assembled at the start of Exercise Burgeon Strike.
Prior to printing, the printer was leveled and calibrated by moving the nozzle to a relative origin. While the print path and pump start/stop commands were pre-programmed into the computer, the print speed and pump flow rate were both adjusted manually using a CNC controller and VFD controller, respectively. Thanks to the consistent batching and material performance, the need for these manual adjustments was minimal.
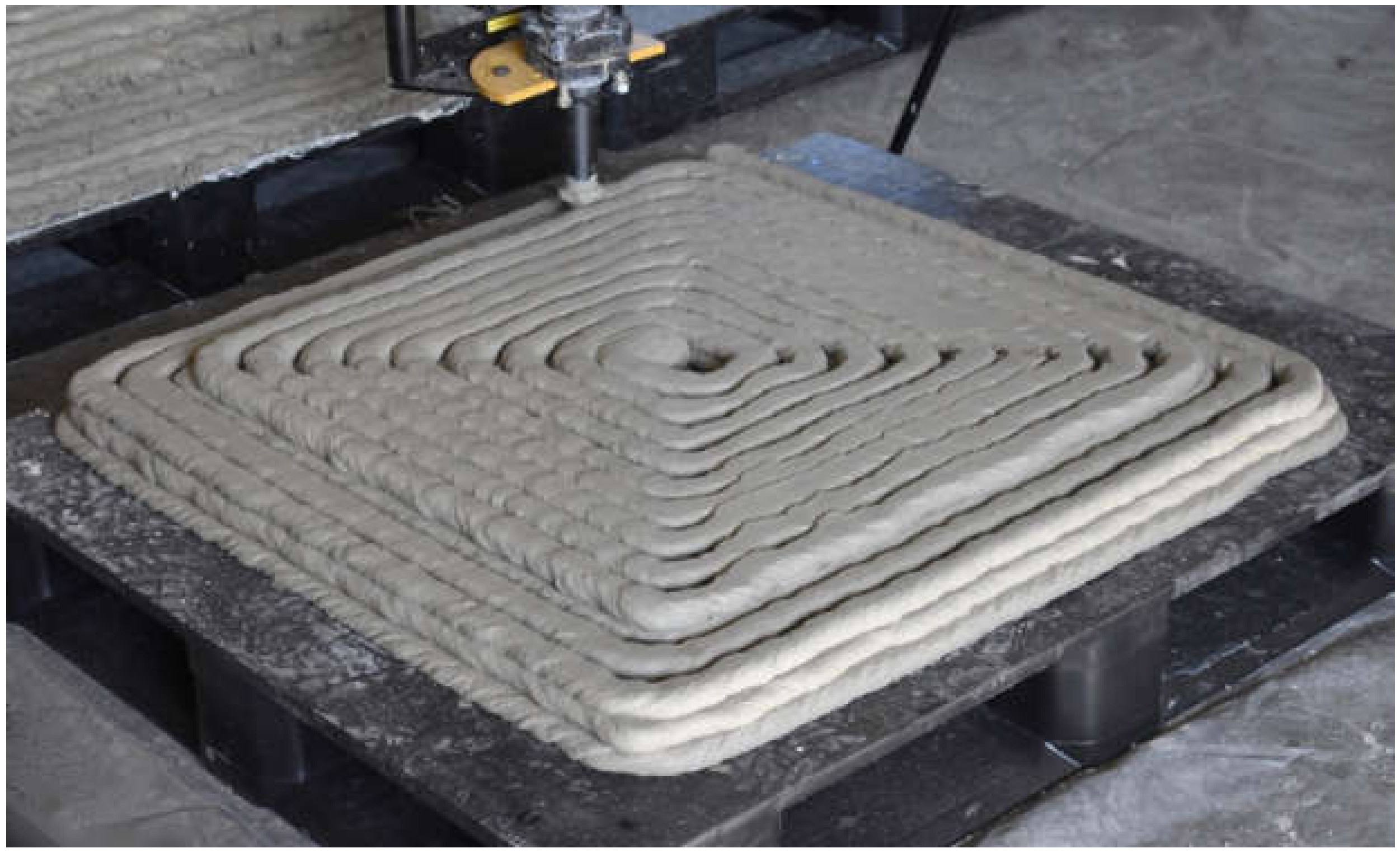
After leveling, calibration, and material preparation were complete, printing began. All of the components were printed on reusable plastic forklift pallets sprayed with WD-40 to facilitate their relocation upon completion. The three dragon’s teeth were printed first (
Figure 3) to allow them additional time to cure; all three were completed on 6 November. On 7 November, two concrete masonry units and several other custom designs were printed during a half-day print session. That afternoon, the three dragon’s teeth and one of the custom designs, the Marines 7th ESB logo, were transported by forklift to a nearby location for a group photo before returning to the printing laboratory to finish curing in a controlled, protected environment. None of the printed surfaces were finished in an effort to highlight the 3D-printed nature and layered appearance of the completed components.
3. Results and Discussion
This section examines the viability of using 3D-printed construction in a remote, isolated, or expeditionary environment by considering the benefits and challenges associated with the printing materials, structural design, process efficiency, labor demands, logistical considerations, environmental impact, and project cost as compared to conventional construction.
3.1. Materials
3D-printed construction is far more sensitive to material rheology than conventional construction methods due to the need to ensure good pumpability, printability, buildability, and open time [
1]. Consequently, in past ACES prints using locally-sourced materials mixed on-site, material performance was consistently the biggest challenge faced in the printing process [
9]. In contrast, the material mix used in this print was commercially produced, ensuring consistent, predictable material properties batch-to-batch. Additionally, the m-tec duo mix 2000 pump measured and added water to the mix, eliminating the potential for human error in the process and ensuring consistent material fluidity throughout printing. These qualities make bagged material mixes a simpler and more reliable alternative to batch mixing concrete on-site using locally procured materials or ordering a ready-mix concrete delivery. With the exception of a pause to mix more materials and three brief breaks in material extrusion while the first dragon’s tooth was being printed, material extrusion was constant and issue-free throughout the two days of printing.
The downside of using a bagged material mix for 3D printing is that it could be difficult, expensive, or time-consuming to procure in a remote, isolated, or expeditionary environment, depending on the location. The benefits of more consistent material performance must be weighed against the cost and logistics trade-offs. The downside of using the m-tec duo mix 2000 pump is that it cannot handle large aggregate, which limits the pump’s compatibility with different materials and its value in aggregate-dependent applications.
3.2. Structural Design
One advantage of 3D-printed construction over conventional construction is the elimination of the need for formwork, which in turn reduces material consumption, construction time, labor demand, environmental impact of materials, and cost [
13]. The lack of dependence on formwork facilitates the design and construction of more complex structures, such as the square pyramid base and hollow rectangular core found in the dragon’s teeth [
14]. The ability to easily print a hollow core or center also introduces opportunities for hybrid 3D-printed/conventional construction methods: for example, the ACES team reduced total print time and material cost by printing a hollow core in each dragon’s tooth and subsequently filling the core with sand. The core could have also been filled with conventional concrete, which does not have to achieve the same strict material standards as 3D-printed concrete. If the dragon’s teeth were constructed conventionally, they would have likely been designed as solid components to simplify construction.
The downside of 3D-printed construction is the lack of codes and standards regulating the industry—existing design and construction standards are not applicable to 3D printing methods [
15]. However, the importance of codes and standards tends to diminish in remote, isolated, or expeditionary environments due to the need to build structures as expediently as possible, thus, this is likely not a serious concern. Finally, when it comes to building reinforced structures, 3D-printed and conventional construction are comparable because both require manual placement of reinforcement.
3.3. Process Efficiency
A second advantage of 3D-printed construction over conventional construction is the ability of the printer to print continuously, with only limited time off for cleaning and maintenance [
16]. Each dragon’s tooth was printed in an average of 57 min, with an average of 60 min elapsed time per dragon’s tooth. These averages do not include the time required for set-up, pump calibration, material testing, printer calibration, cleanup, or curing. The medium-set material supported its self-weight during continuous printing operations and solidified after approximately 45 min. As a result, the finished components were able to be transported within 48 h of printing.
If the dragon’s teeth were constructed conventionally, each tooth would require approximately 2.75–6 labor-hours to build, depending on whether the teeth were constructed over several days (able to reuse formwork once the components cured) or simultaneously (each requiring their own formwork). This estimate assumes 5 labor-hours to design, measure, cut, and construct formwork and 1 labor-hour to prepare and place each small batch of concrete [
17]. Similar to the time estimate for 3D-printed construction, these estimates do not include the time required for set-up, pump calibration, material testing, printer calibration, cleanup, or curing.
The downside of 3D-printed construction is it is more susceptible to changes in environmental conditions than conventional construction. For example, it is difficult to extrude and place concrete in wet conditions, whereas wood framework or other conventional construction methods may be able to continue in rainy weather. In less-than-ideal environmental conditions, additional measures such as protective tents may be used to enable printing to continue.
3.4. Labor Demand
A third significant advantage of 3D-printed construction over conventional construction is increased automation, which translates to a reduction in construction labor demand [
16]. During Exercise Burgeon Strike, only two personnel were required at any given time to maintain printing operations: one laborer monitored the computer and made minor manual adjustments to print speed and pump speed as needed, while the other monitored the pump and added additional bags of pre-mixed material when required.
If the dragon’s teeth were constructed conventionally, the two laborers’ roles would have looked very different. Instead of simply monitoring the printer and pump operations, the individuals would have been responsible for measuring and building the formwork, coating the formwork with an anti-stick material for easy removal at the completion of the print, measuring the concrete ingredients, batch mixing the concrete, placing the concrete into the forms, and ensuring the concrete was covered and kept moist during curing. For larger components and structures, more than two laborers would have been required to ensure a safe and successful build, whereas with 3D-printing, only two are needed, regardless of the print size.
The downside of increasing automation in the construction process is that reduced labor demand can be detrimental in areas dependent on construction jobs to ensure socio-economic stability [
18]. However, in remote, isolated, or expeditionary environments, where the goal is to build structures as expediently as possible, increased automation will not adversely impact jobs and can be beneficial because it improves safety in unfavorable environments [
19].
3.5. Logistical Considerations
Another benefit of 3D-printed construction over conventional construction is the opportunity to simplify construction logistics and management by shortening the supply chain [
14]. 3D-printed construction replaces countless tools and pieces of heavy equipment with a single printer and pump capable of being transported anywhere in the world in a standard-size shipping container. By automating the construction process, it reduces the need to transport and house personnel in remote, isolated, or expeditionary environments, which also reduces the associated food, fuel, and energy needs. If locally-sourced concrete and materials are used, material transport costs and logistics become negligible.
The downside of using a bagged material mix for 3D printing is that it negates many of the logistical benefits of 3D-printed construction. The material used in this exercise must be shipped from its manufacturing location in Long Beach, Mississippi to the printing location, which adds mass and consumes valuable cargo volume on aircraft, trucks, or ships used for transport. Shipping materials also requires additional coordination, time, and manpower.
3.6. Environmental Impact
An additional benefit of 3D-printed construction over conventional construction is the opportunity to minimize negative environmental impacts caused by material waste, energy consumption, and greenhouse gas emissions [
20]. Because 3D printing is an additive process, it uses only materials required for the structure and eliminates the need for material formwork, thereby eliminating material waste. ACES Lite 2 is an electric printer and can run on generator or solar power in remote, isolated, or expeditionary environments without established electrical networks, thereby reducing energy consumption as compared to conventional construction, which typically relies on diesel-powered heavy equipment. Finally, since 3D-printed construction leverages locally-sourced or recycled materials—which have much lower emissions than processed or refined materials created by a material manufacturing process—and eliminates the need for material transport, it lowers greenhouse gas emissions associated with construction.
The downside of using a bagged material mix for 3D printing is that it negates some of the environmental benefits of 3D-printed construction, namely, the opportunity to reduce emissions by using less industrialized materials [
21]. Compared to locally-sourced materials, the bagged material mix is energy-intensive both to prepare and transport.
3.7. Cost
A final meaningful advantage of 3D-printed construction over conventional construction is the opportunity to save money through eliminated formwork, increased process efficiency, reduced labor demand, simplified logistics, and improved sustainability [
20]. Despite these savings, in this particular case study, the 3D-printed dragon’s teeth were 50% more expensive than conventionally constructed dragon’s teeth: each 3D-printed dragon’s tooth had an estimated cost of
$750 (
Table 2), whereas if the dragon’s teeth were constructed conventionally, each tooth would have had an estimated cost of
$500 (
Table 3). This is because the bagged material mix used for 3D printing is over three times more expensive than conventional concrete mixed using locally-sourced materials. Both 3D-printed- and conventionally-constructed dragon’s teeth use the same reinforcement; thus, rebar costs were excluded from the calculations to highlight cost differences between the two methods. If more affordable materials are used in future applications, the cost of 3D-printed construction could be competitive with conventional construction methods.
4. Conclusions
During Exercise Burgeon Strike, the U.S. military successfully demonstrated how easy and accessible 3D-printed construction could be through its rapid construction of three concrete dragon’s teeth, shown in
Figure 4. The exercise validated all three of the ACES program’s claims:
3D-printed construction design can be taught to anyone. Eight personnel with no prior knowledge of G-code were equipped to design their own simple components after just three hours of training.
3D-printed construction accomplished with only two laborers. The dragon’s teeth were printed with one laborer monitoring the computer and another laborer monitoring the pump.
3D-printed construction can be used in a range of diverse applications. 3D-printed construction has been demonstrated in applications ranging in size from concrete masonry units to 48 m2 (512 ft2) structures. It has been used for practical applications, such as housing, gap-crossing, and base defense; furthermore, it has been used for novelty applications, such as custom logos and architectural features.
Based on the results of this exercise, 3D-printed construction was found to be faster, safer, less labor-intensive, and more structurally efficient than conventional construction methods. However, the use of commercially procured, pre-mixed materials introduced additional cost, logistical burden, and adverse environmental impact as compared to traditional, on-site concrete mixing and production. These findings are specific to this application and case study: because there is substantial variability in materials, printers, and structural design, other 3D printing case studies may not reach the same conclusions when compared to conventional construction. The advantages and disadvantages of this new 3D printing paradigm must be evaluated for each application to determine whether conventional construction, 3D-printed construction, or a combination of the two is most effective and viable.
One limitation of this exercise is the fact that it was conducted in a controlled environment using controlled materials—two unrealistic conditions for an assessment of viability in remote, isolated, or expeditionary environments. Controlled environments may be present in remote 3D printing scenarios if the printer is set up inside a shelter and used to print small components or components requiring greater environmental and process control. These components can be printed within the shelter and placed in their final destination once cured. Controlled materials may be valuable in remote 3D printing scenarios when used in hybrid 3D-printed/conventional construction. For example, commercially procured, bagged materials can be used to quickly and efficiently print structural formwork, which can then be filled with conventional concrete. This hybrid use facilitates material performance during 3D-printed construction, while also being cheaper and less logistically demanding than printing the entire structure using bagged materials.
Author Contributions
Writing—Original draft preparation, J.J.; writing—Review and editing, B.D.-M., M.K., and S.S. All authors have read and agreed to the published version of the manuscript.
Funding
This research received no external funding.
Acknowledgments
The views expressed in this paper are those of the authors and do not reflect the official policy or position of the United States Air Force, Department of Defense, or the United States government. The ACES Lite 2 printer used for this research and proof-of-concept was developed by ERDC-CERL and Caterpillar, Inc. under a cooperative research and development agreement. The authors would like to thank Caterpillar, Inc. for their role in the design and construction of the printer and Dan Sergison, a Caterpillar engineer, for providing on-site support during Exercise Burgeon Strike.
Conflicts of Interest
The authors declare no conflict of interest.
References
- Al Jassmi, H.; Al Najjar, F.; Mourad, A.-H.I. Large-Scale 3D printing: The way forward. In Proceedings of the IOP Conference Series: Materials Science and Engineering, Kuala Lumpur, Malaysia, 15–16 December 2017; Volume 324, p. 012088. [Google Scholar] [CrossRef]
- Khoshnevis, B.; Russell, R.; Kwon, H.; Bukkapatnam, S. Crafting large prototypes. IEEE Robot. Autom. Mag. 2001, 8, 33–42. [Google Scholar] [CrossRef]
- Tay, Y.W.D.; Ting, G.H.A.; Panda, B.; He, L.; Tan, M.J. Bond strength of 3D printed concrete. In Proceedings of the International Conference on Progress in Additive Manufacturing, Singapore, 14–17 May 2018; pp. 25–30. [Google Scholar] [CrossRef]
- Kovářová, B. The possible areas to use 3D printers in building constructions. In Advances and Trends in Engineering Sciences and Technologies II; High Tatras Mountains: Tatranské Matliare, Slovakia, 2016; pp. 483–488. [Google Scholar] [CrossRef]
- Diggs-McGee, B.; Kreiger, E.; Kreiger, M.; Case, M. Print time vs. elapsed time: A temporal analysis of a continuous printing operation for additive constructed concrete. Addit. Manuf. 2019, 28, 205–214. [Google Scholar] [CrossRef]
- Engineer Research and Development Center. Automated Construction of Expeditionary Structures (ACES). Available online: http://www.erdc.usace.army.mil/Media/FactSheets/FactSheetArticleView/tabid/9254/Article/1290247/automated-construction-of-expeditionary-structures-aces.aspx (accessed on 29 April 2019).
- Jazdyk, M. 3-D Printing a Building. Engineer Research and Development Center, 22 August 2017. Available online: http://www.erdc.usace.army.mil/Media/NewsStories/tabid/9219/Article/1281737/3-d-printing-a-building.aspx (accessed on 5 March 2019).
- Rogers, J. Marines 3D-Print Concrete Barracks in Just 40 Hours, Fox News, 29 August 2018. Available online: https://www.foxnews.com/tech/marines-3d-print-concrete-barracks-in-just-40-hours (accessed on 29 April 2019).
- Jagoda, J.; Case, M.; Diggs-McGee, B.; Kreiger, E.; Kreiger, M.; Schuldt, S. The benefits and challenges of on-site 3D-printed construction: A case study. In Proceedings of the 3rd International Conference on Engineering Technology and Innovation, Belgrade, Serbia, 17–21 April 2019; pp. 21–29. [Google Scholar]
- CAMotics. Available online: https://camotics.org/ (accessed on 31 December 2019).
- Structural Mortar. Available online: http://gctm2.com/structural-mortar/ (accessed on 28 January 2020).
- Duo Mix. m-Tec. Available online: https://m-tec.com/construction-site-equipment/machines/mixing-pumps/duo-mix/ (accessed on 31 December 2019).
- Ma, G.; Zhang, J.; Wang, L.; Li, Z.; Sun, J. Mechanical characterization of 3D printed anisotropic cementitious material by the electromechanical transducer. Smart Mater Struct. 2018, 27, 075036. [Google Scholar] [CrossRef]
- Ghaffar, S.H.; Corker, J.; Fan, M. Additive manufacturing technology and its implementation in construction as an eco-innovative solution. Autom. Constr. 2018, 93, 1–11. [Google Scholar] [CrossRef]
- Paul, S.C.; van Zijl, G.P.A.G.; Tan, M.J. A review of 3D concrete printing systems and materials properties: Current status and future research prospects. Rapid Prototyp. J. 2018, 24, 784–798. [Google Scholar] [CrossRef] [Green Version]
- Geneidy, O.; Ismaeel, W.S.E.; Abbas, A. A critical review for applying three-dimensional concrete wall printing technology in Egypt. Archit. Sci. Rev. 2019, 62, 438–452. [Google Scholar] [CrossRef]
- R.S. Means Company. Building Construction Costs with RSMeans Data; Gordian RSMeans Data: Rockland, MA, USA, 2020. [Google Scholar]
- Gebler, M.; Schoot Uiterkamp, A.J.M.; Visser, C. A global sustainability perspective on 3D printing technologies. Energy Policy 2014, 74, 158–167. [Google Scholar] [CrossRef]
- Pacewicz, K.; Sobotka, A.; Gołek, Ł. Characteristic of materials for the 3D printed building constructions by additive printing. MATEC Web Conf. 2018, 222, 01013. [Google Scholar] [CrossRef]
- de Schutter, G.; Lesage, K.; Mechtcherine, V.; Nerella, V.N.; Habert, G.; Agusti-Juan, I. Vision of 3D printing with concrete—Technical, economic and environmental potentials. Cem. Concr. Res. 2018, 112, 25–36. [Google Scholar] [CrossRef]
- Agustí-Juan, I.; Habert, G. Environmental design guidelines for digital fabrication. J. Clean. Prod. 2017, 142, 2780–2791. [Google Scholar] [CrossRef] [Green Version]
- $1 in 2017 → 2019 | Inflation Calculator. Available online: https://www.in2013dollars.com/us/inflation/2017?amount=1 (accessed on 2 February 2020).
- Kreiger, E.L.; Kreiger, M.A.; Case, M.P. Development of the construction processes for reinforced additively constructed concrete. Addit. Manuf. 2019, 28, 39–49. [Google Scholar] [CrossRef]
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).






{kind=link}
{kind=link}
{kind=link}
{kind=link}