1. Introduction
Waste production can affect the environment negatively. The expansion of modern industrial sectors has increased substantial amounts of waste globally. In addition, the issue of carbon dioxide emissions poses a noteworthy concern on a global scale. Portland cement is the most popular material in construction as a binding material. In 2013, Benhelal et al. reported that 0.9 tons of carbon dioxide is generated for every ton of cement production, and cement production contributes 5–7% of worldwide carbon dioxide emissions [
1]. In 2022, the cement industry’s contribution to carbon dioxide emissions is still in the same percentage, at 7% [
2]. The emission comes from different sources: (1) limestone calcination process (50% of total CO
2), (2) burning coal fuels to generate combustion energy (40% of total CO
2), and (3) transportation and electricity utilization during the manufacturing process [
3]. As the demand for infrastructure keeps increasing, cement usage is also increasing. Hence, some alternative materials are needed to replace cement in construction applications. Many researchers have used waste materials to develop construction materials in infrastructure applications, such as pavements, footpaths, concrete, aggregate, bricks, and cement substitution [
4,
5,
6,
7,
8,
9]. Fly ash, blast-furnace slag, and silica fume are the predominant waste materials utilized in the construction sector as supplementary cementitious components.
Thomas classified fly ash and silica fume as pozzolan materials, while blast-furnace slag is a hydraulic material. Mixing fly ash in the concrete mixture has been carried out, ranging from 15 to 60% dosage levels [
10]. Blast-furnace slag is also known as one of the alkali-activated materials that can fully replace cement [
11]. Silica fume has a very high pozzolanic reactivity due to the silica content. The amount of silica in silica fume is usually higher than 85% [
12]. It also has four roles in the concrete mixture, including to refine pore size, dense the matrix, react with free lime, and refine the cement and aggregate interfacial transition zone [
13].
To improve sustainability in the construction industry, besides utilizing waste materials as supplementary cementitious materials, 3D printing is also considered to impact the environment positively. Many studies have discussed incorporating fly ash, blast-furnace slag, and silica fume in traditional concrete, but their usage still needs to be further explored in 3D printing applications. Automation in construction, like 3D concrete printing (3DCP), gives more benefits because it saves time and money. Some infrastructures have been designed and tested in previous trial projects, such as prestressed bridges [
14,
15] and several types of buildings [
15]. A combination of waste material utilization and 3DCP operation can be a promising solution to greener construction materials. Some studies have shown successful stories about applying by-products and additives, such as mining waste, metakaolin, limestone calcined clay (LC
2), and construction and demolition waste (CDW), in 3D printing mix [
16,
17,
18,
19,
20,
21,
22]. Marczyk et al. showed that hybrid materials (concrete–geopolymer system) containing fly ash as a by-product material and metakaolin as an additive material precisely print an object [
20]. Chen et al. presented that calcined clay and limestone additions enhance the buildability and accelerate the initial setting [
22].
In this study, a review of common waste material utilization, like fly ash (FA), ground granulated blast-furnace slag (GGBFS), and silica fume (SF), for 3DCP application is conducted. This study only focuses on cement-based materials, such as cement paste, mortar, and concrete. A comparison of environmental and cost analysis between casting and 3D printing methods is considered. The prospective application of 3D printing in infrastructure is also presented to show the possibilities of 3DCP utilization in the future. The most recent literature published in 2022 and 2023 is prioritized to be reviewed.
3. Three-dimensional Printing in Construction
Three-dimensional printing or additive manufacturing is an advanced manufacturing method that converts a digital model to a real object by depositing material layers by layers. In construction applications, 3D printing is called 3D concrete printing (3DCP). With high-precision computer-aid automation techniques, 3DCP assembles materials into 3D structures by extruding a series of individual material filament stacks. It is recognized as an effective manufacturing process for sustainable development in the construction industry. Compared to traditional construction methods, 3D printing has some advantages and disadvantages, as listed in
Table 7.
Because 3DCP does not require formwork, 3DCP mixture is expected to be continuously printable without failure. The printing quality parameters of 3DCP are commonly described as having four qualitative aspects: workability, pumpability, extrudability, and buildability. Those aspects relate to fundamental rheological properties include yield stress and plastic viscosity. Some of those aspects may have conflicts with each other. For example, high workability is needed during the pumping process before extrusion, but low workability is also needed after extrusion for better buildability of concrete. Hence, a mix design should be appropriately obtained depending on the application.
4. Fresh-State Performance
Three-dimensional printing tends to use more cement than the casting method because of the absence of formwork. Hence, the fresh-state properties have important roles in maintaining the aimed shape during the printing process and smoothly extruding the material mix through a nozzle [
60]. Using excessive amounts of cement is avoided to make more sustainable materials. Waste materials have been commonly used as supplementary cementitious materials and fine aggregates, both in conventional and 3D printing. However, waste materials affect the fresh-state performance during the printing process. Some parameters to describe the fresh-state performance are rheology (yield stress and plastic viscosity), thixotropy, extrudability, and buildability.
Buswell et al. described other fresh-state parameters, including open time, pumpability, cycle time, and deformation. Open time is usually described in conventional concrete as concrete slump loss during hydration. In 3DCP, open time is the duration during which the concrete mix maintains the required viscosity and yield stress, influencing its extrudability or printability. Extrudability is the ability of a concrete mix to be extruded continuously through the printing nozzle. Cycle time denotes the time interval between extruding the current and subsequent filaments. This parameter affects the interlayer bond strength and cold jointing. Deformation under self-weight is associated with how the stacking filaments maintain the layer height under self-weight pressure [
60]. Mandal et al. established certain rheological characteristics, including yield stress, plastic viscosity, thixotropy, structural build-up, shear thickening and thinning, flow resistance, and torque viscosity. However, yield stress and viscosity are the main rheological properties. Yield stress is the minimum stress to start or maintain the material flow and is also called static and dynamic yield stress, respectively. Once the flow moves, the resistance between the fluid and the surface appears in the form of plastic viscosity. Thixotropy is when the material stops flowing due to the loss of external shear force [
61]. Chen et al. explained some basic requirements that are required to fulfill in 3D concrete printing: (1) sufficient dynamic yield stress (viscosity) to maintain the paste flow continuously, (2) high static yield stress to maintain buildability during the printing process, and (3) great thixotropy to ensure the paste flow smoothly [
62].
Generally, the material flow increases by adding fly ash because its spherical shape has a ball-bearing effect [
61]. Nodehi et al. examined how fly ash, GGBFS, and silica fume influence the fresh-sate properties. Fly ash addition decreases the yield stress of cement mixture, but sometimes, it increases the yield stress. The yield stress changes due to fly ash addition highly depend on the particle density, size, shape, and surface quality. For example, a very fine particle size leads to a high surface area, and fly ash can absorb more water and increase the water–binder ratio, thus increasing yield stress. In the end, it makes extrudability better. However, increasing the water–binder ratio eventually decreases the strength in the hardened state. GGBFS has been used as cement replacement by 10–35% without an alkaline activator and 100% with an activator in 3D concrete printing. In addition, GGBFS addition increases buildability and decreases the rheological parameters (e.g., yield stress and viscosity). However, extrudability is reduced if the replacement level by GGBFS is more than 30%. This evidence has been confirmed by Al-Noaimat et al., who showed that the negative effect of using GGBFS is decreased extrudability and flowability [
63]. Silica fume generally increases yield stress and viscosity but sometimes has an opposite impact on both variables or on only viscosity. The different effects of silica fume appear depending on the surface properties, the replacement level, and the interaction between silica fume and other components [
64]. Moreover, Yuan et al. evaluated fly ash and silica fume effects on cement paste. Fly ash decreases the thixotropic area of cement paste. It decreases the static yield stress, while silica fume shows the opposite effect in both the thixotropic area and static yield stress [
65]. Yu et al. found that a higher level of slag content leads to a significant decrease in static yield stress because of the higher water absorption capability. Then, the amount of water within fresh materials is reduced. Ultimately, the static yield stress is not only influenced by the type of supplementary cementitious materials. The static yield stress of 3DCP paste is also influenced by particle morphology, particle-size distribution, zeta potential, and water–binder ratio [
34].
5. Hardened-State Performance
The microstructure of concrete has excellent influences on mechanical properties and durability. Thus, the examination of porosity is a vital aspect to be considered. Mohan et al. evaluated the porosity in GGBFS-cement systems, and it was found that the porosity of cast specimens is 20% lower than 3D-printed ones. The volume of capillary pores in 3D-printed concrete is higher than in the cast ones because of the interconnected pores between the printing layers and the high moisture loss. According to X-ray μCT observations, the amount of open pores in the interlayer region is significantly higher than in bulk [
66]. van den Heever et al. showed similar results for an FA-SF-cement system. The cast specimens have lower porosity (6.5%) than the 3D-printed specimens (10.3–10.8%) [
67]. The porosity of 3D-printed concrete is more significant than cast concrete, and it can be reduced by adjusting the printing process, rheology, and environment [
68].
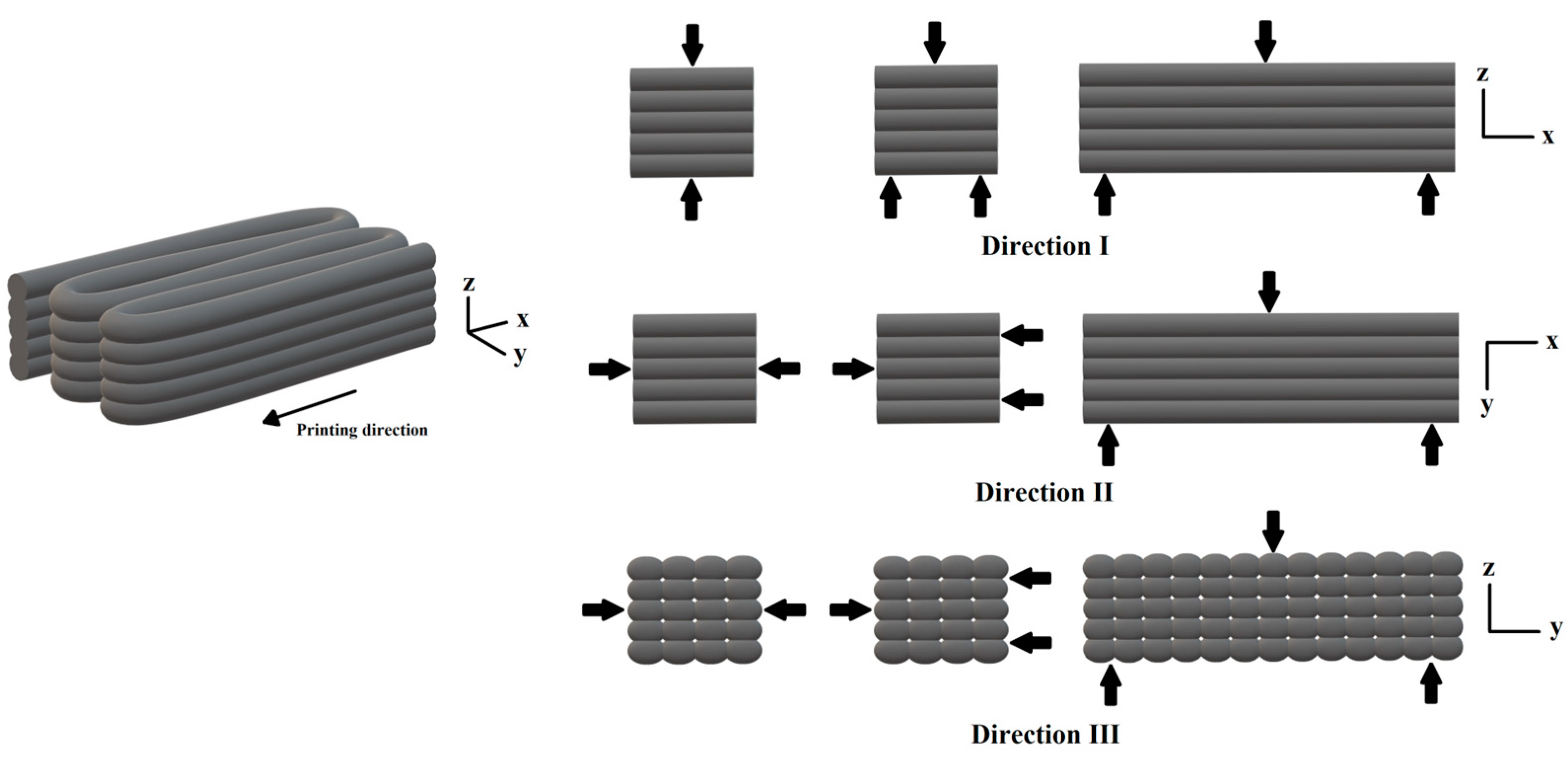
Porosity affects the mechanical properties of hardened materials. In FA-SF-cement samples, van den Heever et al. showed no significant difference in mechanical properties in the orthotropic orientation of 3D-printed samples. The elastic modulus values of the 3D-printed samples in the printing direction (longitudinal/x-direction, see
Figure 2) and in the direction perpendicular to the printing direction (transversal/z-direction, see
Figure 2) are 21.9 and 21.6 GPa, respectively. Meanwhile, the traditional sample gives a 26.7 GPa value. Regarding compressive strength, the 3D-printed samples show anisotropic properties. The compressive strengths in the longitudinal and transversal directions are 45.1 MPa and 38.2 MPa, respectively. Those values are lower than the cast sample’s compressive strength of 60.5 MPa. Three aspects give answers to why the mechanical properties can be different: (1) void shape and orientation, (2) porosity at the interlayer, and (3) orientation of the interlayer regions [
67]. In 3D concrete printing (3DCP) applications, materials have anisotropic characteristics, which means the mechanical properties vary in three directions, x, y, and z, as shown in
Figure 2. Chen et al. demonstrated that flexural and split strengths clearly show anisotropy in FA-GGBFS-cement systems. The weakest flexural strength and tensile strength occur in the direction III. The strengths in directions I and II have no significant difference. However, in this case, compressive strength has no prominent anisotropic characteristics. Regarding waste material incorporation, fly ash addition of up to 25% slightly enhances the compressive, flexural, and split tensile strengths of GGBFS concrete mixture compared to the one without fly ash. However, the mechanical strengths are reduced when the replacement levels are 50% and 75%. Increasing the ratio of FA/GGBFS decreases the mechanical strength because fly ash has a lower activation reactivity [
69]. In terms of timing, Mohan et al. presented no significant change in open pores in the interlayer by increasing the time gap, which indicates no cold joint in the interlayer region. The range of time gap values was 90–155 min [
66].
Porosity also influences the durability of hardened materials. Du et al. reported that the primary determinant impacting frost durability is the pore structure. Printed specimens have significant pore sizes and connectivity that cause the hydrostatic and osmotic pressures to be much lower than cast specimens during freeze–thaw loads [
70,
71]. Thus, the frost resistance in 3D-printed concrete is better than the traditional one. Another reason is that the moisture loss is high in 3DCP, so there is insufficient water to freeze [
70]. It has also been proven by measuring the mass loss rate of these types of samples that the 3D-printed sample has a lower mass loss rate than the cast one [
70]. The mass loss of a sample is calculated by subtracting the initial and final mass of the sample after several freeze–thaw cycles and normalizing the value by the initial mass of the sample. The mass of the 3D-printed sample is reduced due to an increase in porosity and surface degradation during multiple volumetric expansion of ice crystals [
72]. Regarding chloride ion attack, cast specimens have better chloride ion attack resistance due to their uniform and less connected pores. In 3D-printed specimens, pores accumulate at the interface and make it easier for chloride ions to penetrate [
70]. Waste materials are also important factors that relate to durability. Nodehi et al. reviewed that by-product materials influence permeability, porosity, and acid resistance. Fly ash gives great compaction and high sulfate and acid resistance. GGBFS also increases sulfate and acid resistance. Silica fume reduces porosity and increases compaction [
73]. Decreasing porosity increases the mechanical properties and decreases the durability degradation.
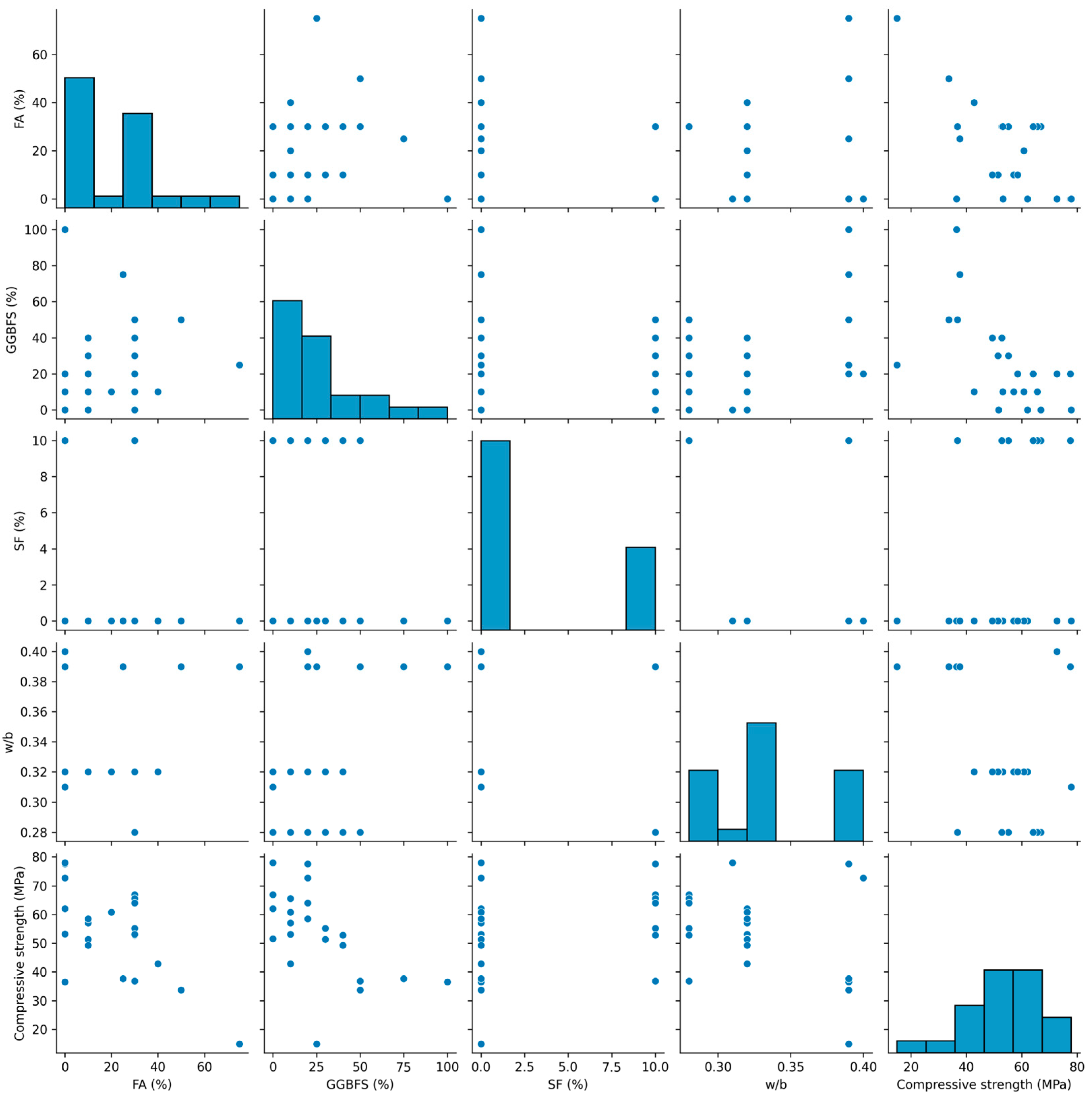
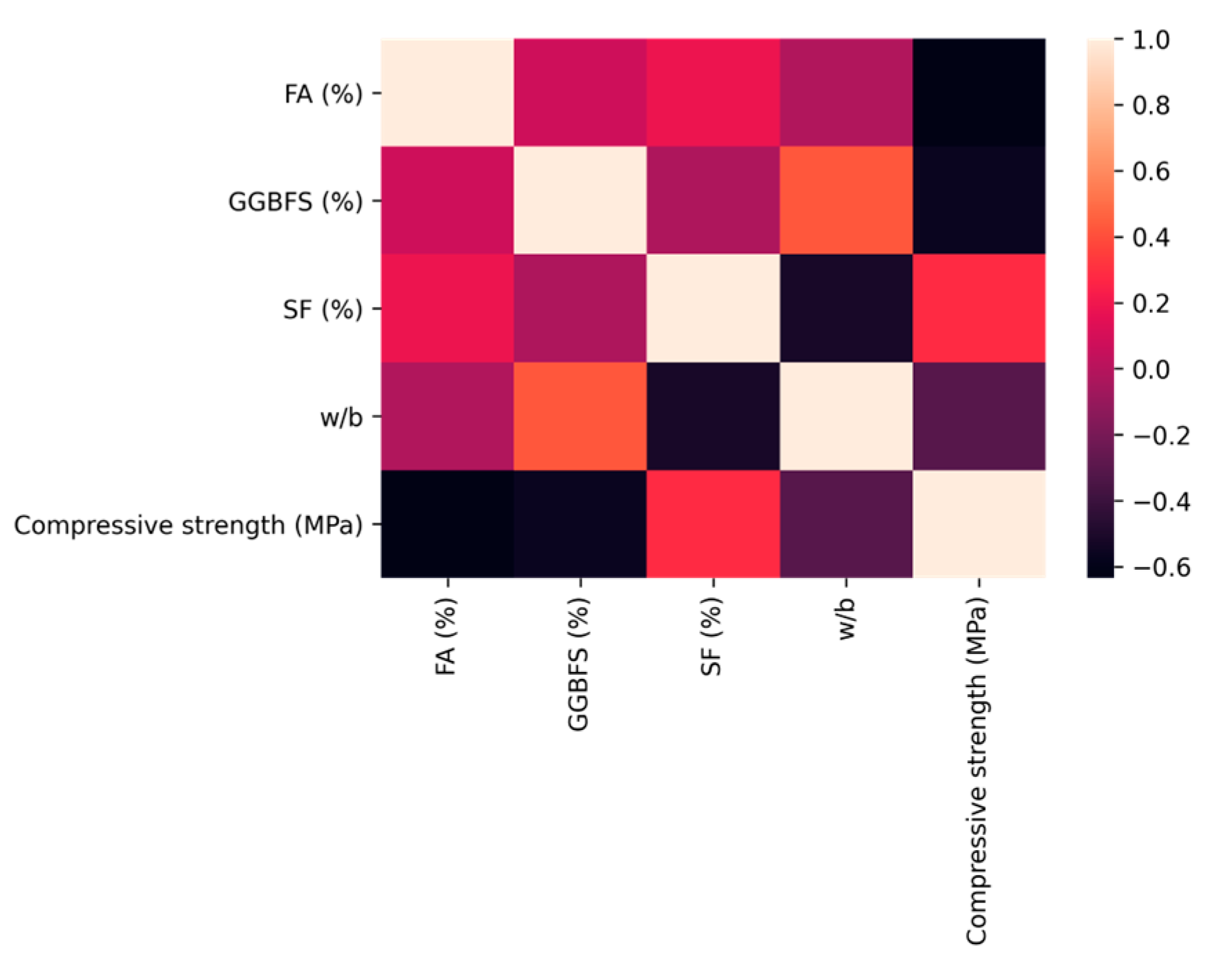
The 28-day compressive strengths of printed concrete with different compositions of waste materials are compiled in
Table 8. Due to the anisotropic characteristics, the compressive strengths obtained from the literature show three strength components in the x, y, and z directions. The compressive strengths presented in
Table 8 are the average values of compressive strengths in the three directions. From the table, pair plots are created and shown in
Figure 3 to show the relationship between the variables in scatter plots and
Figure 4 shows the heatmap scale—FA and GGBFS addition in 3D-printed concrete lowers the compressive strength. A higher water–binder ratio also decreases the compressive strength. However, due to pozzolanic activity, silica fume addition tends to increase the compressive strength slightly. The highest value of typical, required compressive strength for pavement is 5000 psi (34.47 MPa). All concrete systems in
Table 8 fulfill the requirement, except for the mixtures with 50% FA + 50% GGBFS and 75% FA + 25% GGBFS.
Because of layer-by-layer deposition, 3D-printed concrete has another important mechanical property: interlayer bond strength. Ding et al. summarized the following factors as influencing this strength:
Material compositions: binders, aggregates, admixtures, and fibers;
Interfacial treatment: interfacial agent, interfacial shaping, and mechanical treatment;
Printing parameters: interval time, filament shape, printing path, printing speed, and nozzle standoff distance;
Printing environmental conditions: Temperature, humidity, and curing.
These factors influence the direct factors affecting interlayer bond strength, such as rheological behavior, pore structures, interface roughness, effective bonding area, hydration product, and surface moisture [
75]. Due to the significance of the bond strength between the printed layers in 3D concrete printing, some methods to enhance this strength need to be investigated. Munemo et al. performed a new method by inducing thermo-hydrokinetics to increase the interlayer bond strength by 78% through steaming. The continuity in the interlayer region was also more significant than in the non-steamed samples [
76]. He et al. conducted another method: making the filament interface a tooth-like shape. It was shown that the interlayer bond strength increased to 291% and the shear strength rose to 89% by designing the tooth shape with an angle of 45° [
77].
7. Environmental and Economic Analysis
Life cycle assessment (LCA) is frequently employed to evaluate holistic environmental impact. Mohammad et al. employed LCA to assess the environmental benefits of using 3D printing for construction following the ISO 14040. Five environmental impact categories were used in the study and their definitions were as follows:
Global Warming Potential (GWP): influence of emissions from greenhouse gases;
Acidification Potential (AP): impact of acidic;
Eutrophication Potential (EP): impact of nitrogen and phosphorus;
Smog Formation Potential (SFP): ozone level;
Fossil Fuel Depletion (FFD): energy generated from the earth.
In utilizing concrete materials with the conventional construction method, formwork usage contributes approximately 20% of the total EP, and it can be removed by applying the 3D printing method. In [
94], formwork gives a negative value to GWP because it is made of timber. When the timber is a tree, it is considered to absorb carbon dioxide. However, other factors, such as manufacturing, transportation, and other processes, during its lifetime need to be considered. Generally, 3D-printed concrete without reinforcements has fewer negative impacts in all five categories. Conventional concrete emits 58.89 kg CO
2eq of greenhouse gas, while 3D-printed concrete without any reinforcements emits 44.42–46.12 kg CO
2eq. Thus, by employing 3D printing in making construction materials that use 184.42 kg of concrete, greenhouse gas emissions can be reduced by approximately 20% [
94]. Liu et al. conducted a comparative LCA study to evaluate and compare the environmental impact of two sustainable production methods: (1) 3D-printed and conventional casting concrete and (2) different industrial wastes. The LCA was performed following the ISO 14040 series. The findings indicate that the environmental footprint of 3D-printed OPC-based concrete mix is reduced by incorporating waste materials, like fly ash and silica fume, to substitute cement. Furthermore, 3D printing is greener for manufacturing complex and non-repetitive concrete structures because special casting formwork is environmentally demanding [
23].
As the usage of waste materials increases and the manufacturing process is automatic, economic benefits are also gained. Han et al. compared the fabrication cost between casting and 3D printing methods. The economic advantage can be achieved for complex structure construction. Materials and additives budgets are the main contributors to the high cost of 3D printing. The increasing electricity cost in 3D printing is significantly less than the costs of formwork and labor [
95]. Mohan et al. also proved similar results in terms of construction cost. In 3D printing, the total material cost rises to 55% due to chemical admixture addition. Increasing the ratio of aggregate and binder can lower the cost, but it has negative consequences, such as high pumping pressure demand [
66] and decreased material strength [
96]. High pumping pressure needs high power, which might impact emissions.








{kind=link}
{kind=link}
{kind=link}
{kind=link}