Post Fabrication Processing of Foundry MEMS Structures Exhibiting Large, Out-of-Plane Deflections †

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
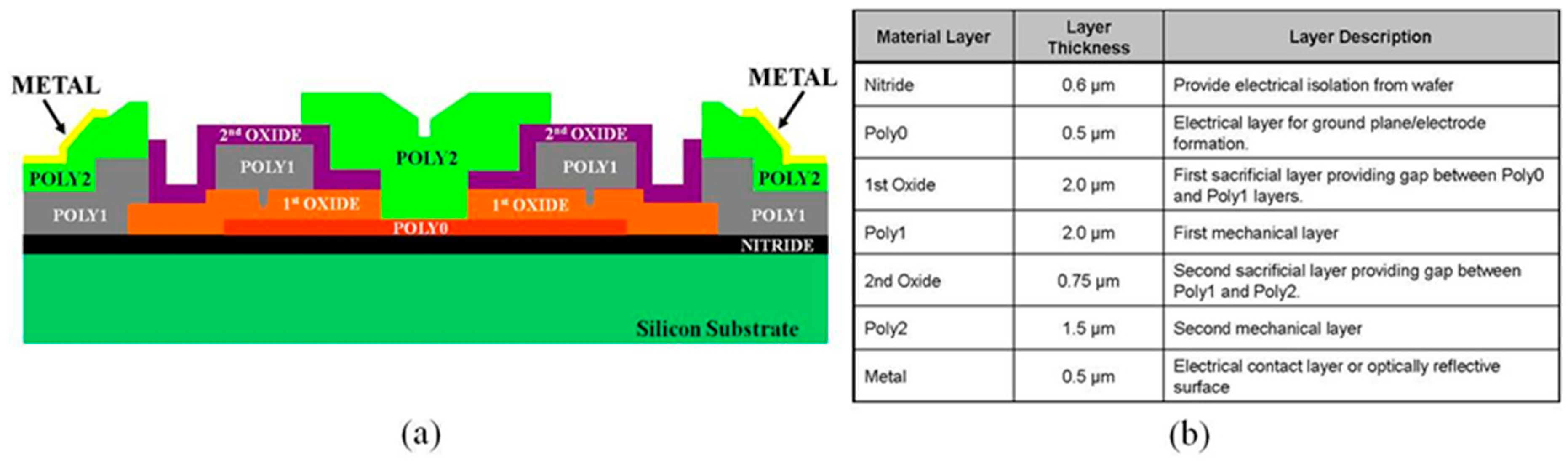
2. PolyMUMPs Foundry Fabrication Process
3. Design Methodology
4. Electrothermal Actuator Modeling Using Comsol FEM and Experimental Results
5. Electrostatic Actuator Modeling and Experimental Results
6. Conclusions
Acknowledgments
Conflicts of Interest
References
- Wu, L.; Dooley, S.; Watson, E.; McManamon, P. A Tip-Tilt-Piston micromirror Array for Optical Phased Array Applications. J. Microelectromech. Syst. 2011, 19, 1450–1461. [Google Scholar] [CrossRef]
- Samuelson, S.; Xie, H. A Large Piston Displacement MEMS Mirror with Electrothermal Ladder Actuator Arrays for Ultra-Low Tilt Applications. J. Microelectromech. Syst. 2014, 23, 39–49. [Google Scholar] [CrossRef]
- Cowen, A.; Hardy, B.; Mahadevan, R.; Wilcenski, S. PolyMUMPsTM Design Handbook, Revision 13.0; MEMSCAP Inc.: Research Triangle Park, NC, USA, 2011. [Google Scholar]
- Walton, J.; Coutu, R., Jr.; Starman, L. Modeling and simulations of new electrostatically drive bimorph actuator for high beam steering micromirror deflection angles. Proc. SPIE 2015, 9375. [Google Scholar] [CrossRef]

Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2017 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Starman, L.; Walton, J.; Hall, H.; Lake, R. Post Fabrication Processing of Foundry MEMS Structures Exhibiting Large, Out-of-Plane Deflections. Proceedings 2017, 1, 553. https://doi.org/10.3390/proceedings1040553
Starman L, Walton J, Hall H, Lake R. Post Fabrication Processing of Foundry MEMS Structures Exhibiting Large, Out-of-Plane Deflections. Proceedings. 2017; 1(4):553. https://doi.org/10.3390/proceedings1040553
Chicago/Turabian StyleStarman, LaVern, John Walton, Harris Hall, and Robert Lake. 2017. "Post Fabrication Processing of Foundry MEMS Structures Exhibiting Large, Out-of-Plane Deflections" Proceedings 1, no. 4: 553. https://doi.org/10.3390/proceedings1040553