1. Motivation
We present an overview of the results obtained with the application of aerosol and ink jet technologies for the fabrication of high temperature (up to 400–500 °C) gas, flow, and temperature sensors. The application of jet printing in combination with ceramic MEMS structures based on thin alumina, LTCC and yttria stabilized zirconia (YSZ) membranes enables the fabrication of cost efficient devices with thermal characteristics compatible with those of silicon based MEMS.
The metallic inks with Pt, Au, and Ag nanoparticles can be printed over these ceramic membranes giving stable Pt microheater working up to 500 °C. The nanoparticle sensing layers based on metal oxide semiconductors are printed using the same technique giving efficient semiconductor and thermocatalytic gas sensors. The main field of application of such sensors, in addition to normal working condition devices, is high temperature application in car industry, heavy accident and combustion processes monitoring.
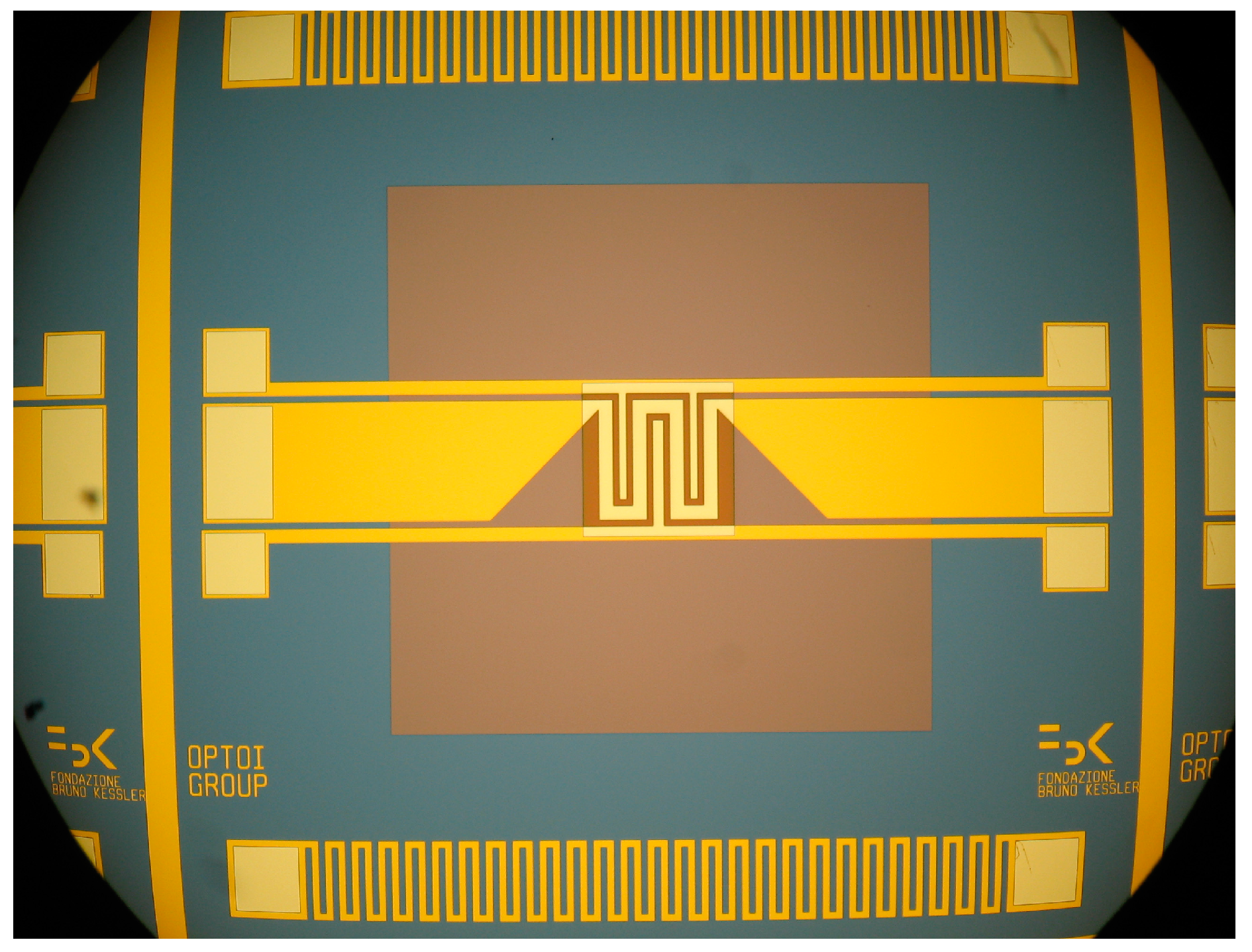
The development of ceramic MEMS technology with jet printed functional elements of the sensor are very important now, because recent technology of silicon MEMS for the fabrication of low power consuming semiconductor gas sensor (Fondazione Bruno Kessler (FBK, Trento, Italy,
Figure 1), AMS (Premstaetten, Austria), Figaro (Osaka, Japan)) or polyimide substrate [
1] have evident disadvantages due to restricted annealing and working temperature (about 300–350 °C for both microhotplate, and 450 °C for FBK’s unit). Another problem is the application of expensive and sophisticated equipment in silicon technology and the use of sputtering processes in the fabrication of noble metal (Pt, Au) layers deposition. The third problem is low flexibility of traditional microelectronic manufacturing process leading to difficulties in the fabrication of different modifications of sensors using the same process. These problems make the silicon technology hardly usable in sensor production.
2. Results and Discussion
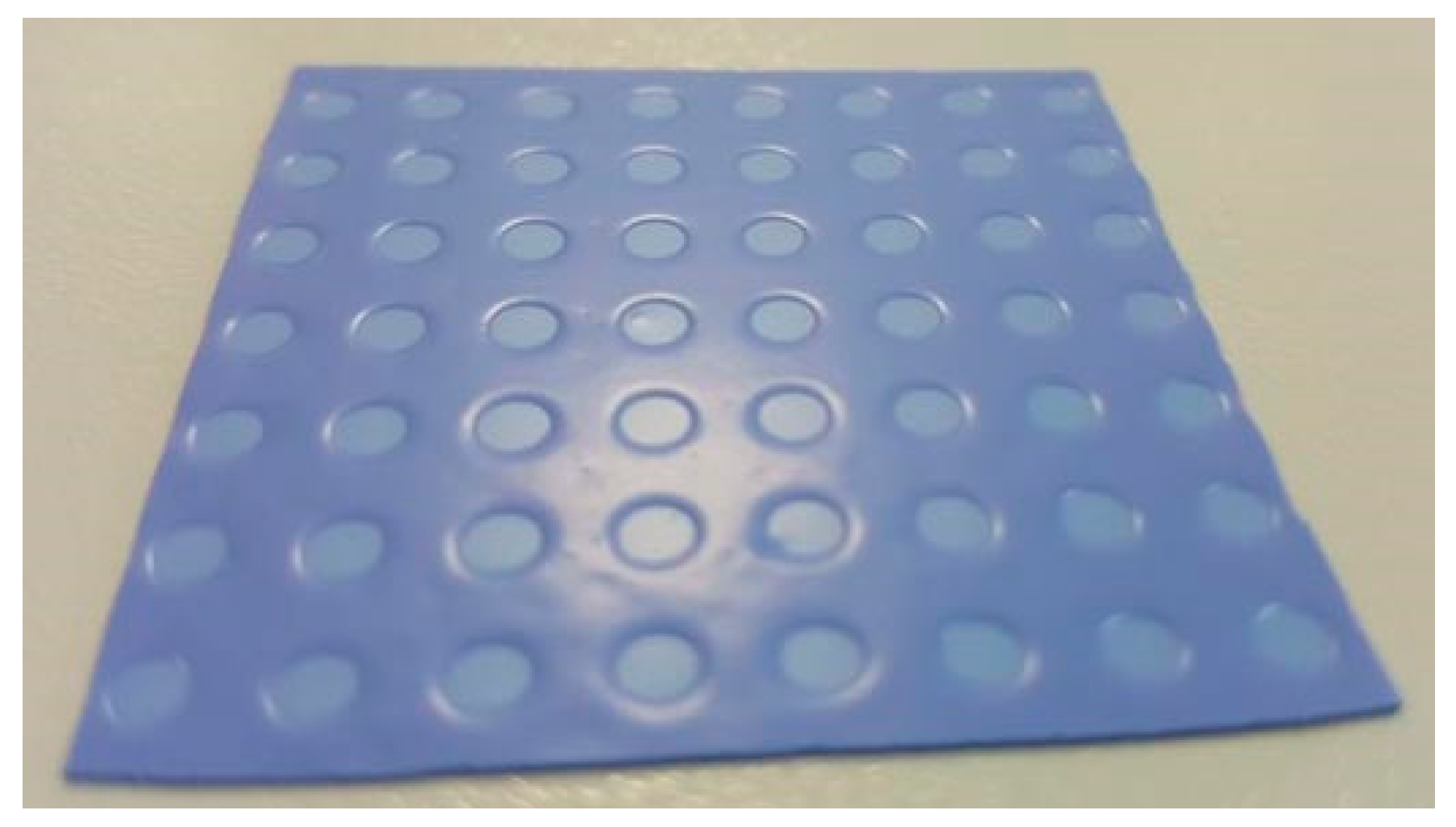
We developed the technology of thin ceramic membranes usable in highly-efficient ceramic MEMS devices operating at temperature up to 450–500 °C. The material of membrane is Al
2O
3, LTCC, or YSZ (10–20 μm thick). Membrane is stretched on rigid frame. The substrate with thin membranes is adopted for the group technology, because the substrate contains many sensor elements (
Figure 2).
The heater is fabricated using ink or aerosol jet printing with Pt nanoparticle. Typical particle size of these inks is of 3–8 nm. The ink is made by suspension of metal nanoparticles in solvent with viscosity of ~10 cP (typically, ethylene glycol). After sintering, this print gives a microheater stable at temperature up to 500 °C.
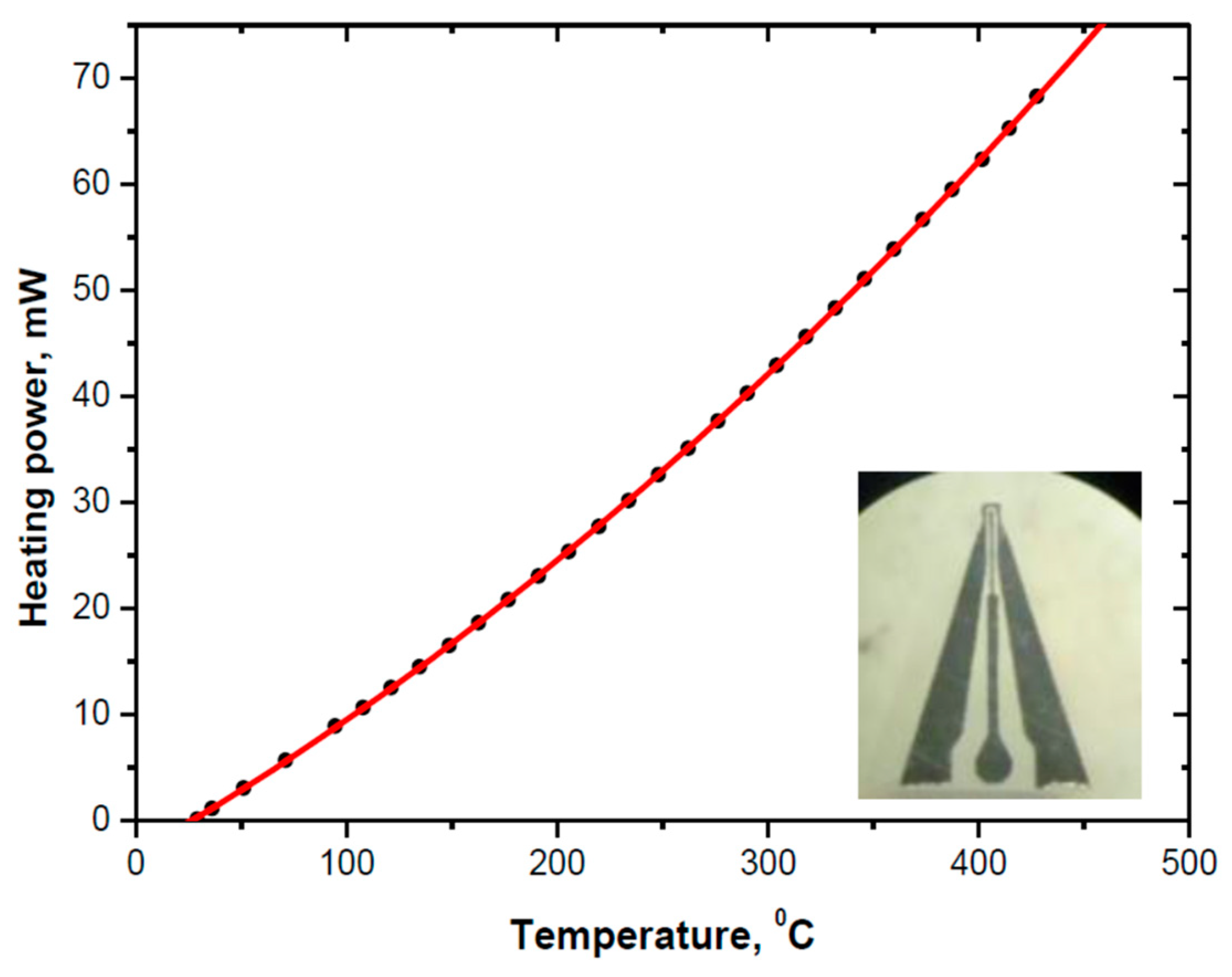
Power consumption of the sensor made by ink jet printing is of ~70 mW at 450 °C (
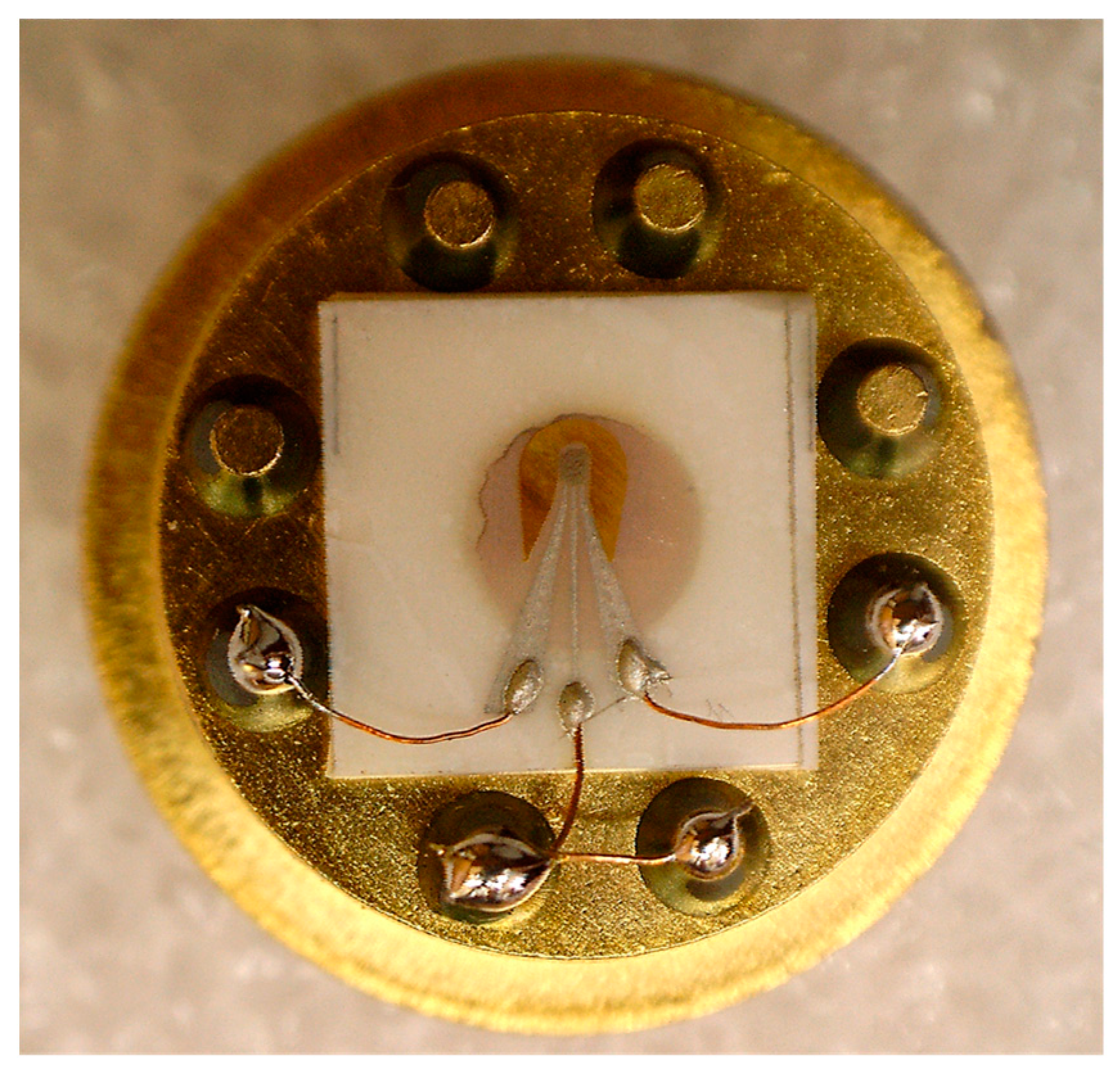
Figure 3), this is comparable with Si-based MEMS. The power consumption of the microheater with aerosol jet printed microheater is a little higher, ~80 mW, due to higher heat conductivity of more dense Pt print. Cantilever shaped microhotpalate improves the stability of the microheater at temperature cycling. It is made by cutting by fibre optic laser (20 W). The view of the full-printed microsensor with deposited sensing layer made of Pd-doped tin dioxide (specific surface area of about 100 m
2/g) is presented in
Figure 4. The chip size is of 6 × 6 mm, membrane diameter is of 3 mm. Hot area of the microheater is of about 250 × 250 μm.
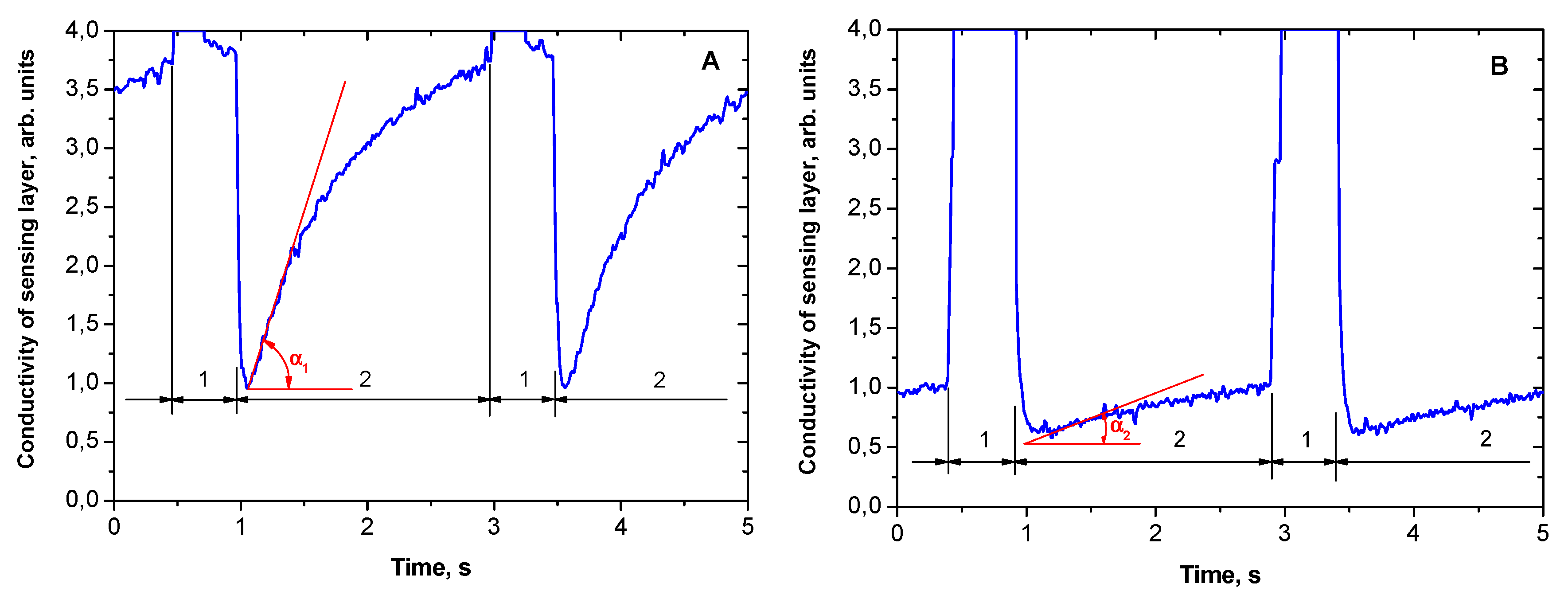
The temperature cycling enables an improvement of sensor selectivity (
Figure 5A,B, response to CO and H
2, respectively [
3]) and a decrease in power consumption down to <1 mW.
The deposition of metal oxide nanoparticle semiconductor or catalytic sensing layer of chemoresistive of thermochemical gas sensors is possible using the same printing technique. The sensors demonstrate usual response to gases, it is equal, for example, to factor of 7–10 at methane concentration of 1 vol. %. Detection limit of selective measurement of CO and H
2 is of about 1 ppm. In the example presented in
Figure 5 and
Figure 6 the sensing layer containing tin dioxide doped with Pd is first heated to 450 °C for 0.5 s. At this temperature palladium is oxidized and forms palladium oxide. At low temperature part of the measurement cycle (110 °C, 2.5 s) palladium oxide is consumed to the oxidation of CO molecules. This temperature is sufficient for fast oxidation of carbon monoxide, but not sufficient for the oxidation of hydrogen with palladium oxide (
Figure 5B).
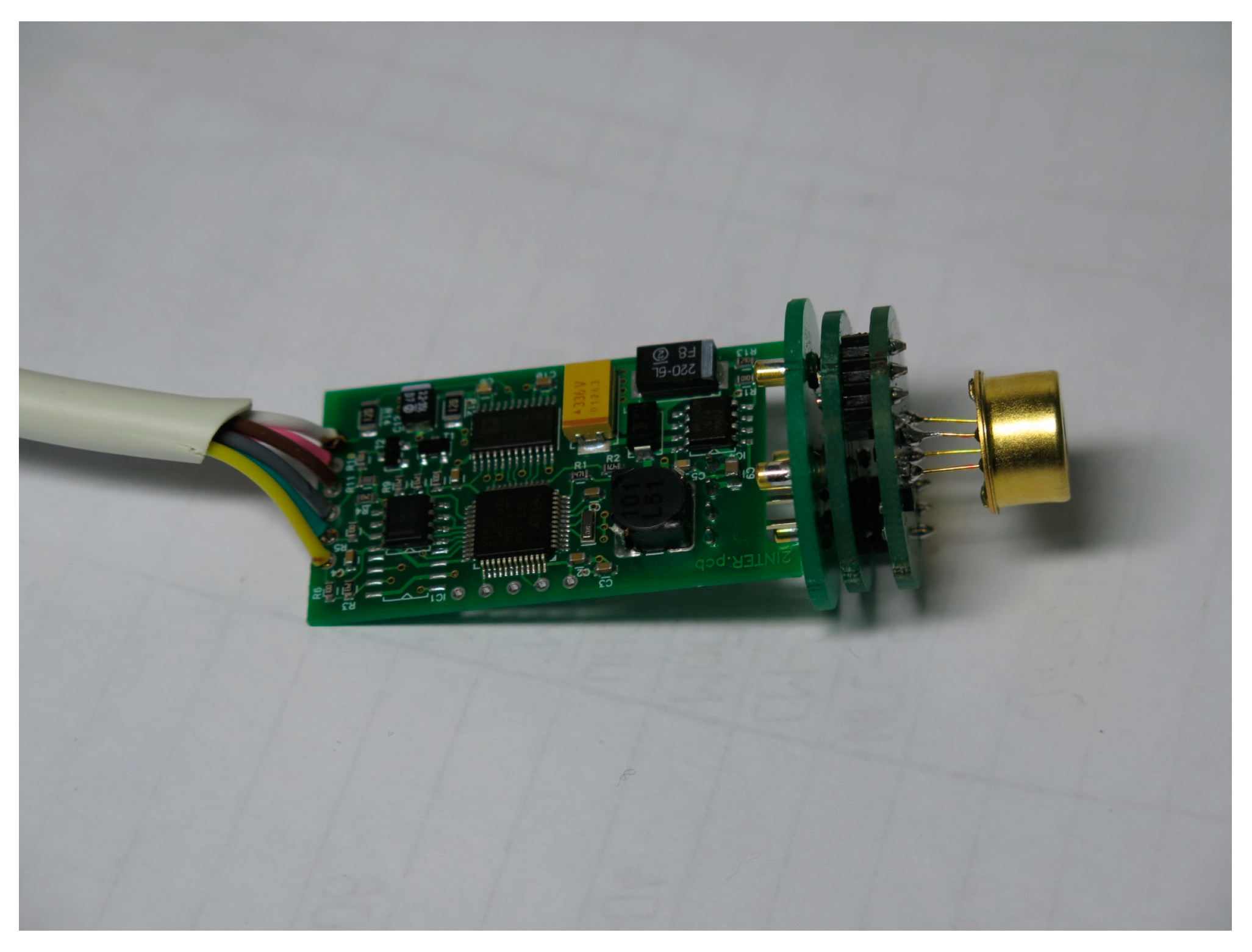
Smart module fabricated for controlling ceramic MEMS sensors are developed to assure plug-and-play operation mode of sensor units. The smart sensor unit (
Figure 6) is, in fact, a complete measuring instrument with microprocessor realizing pre-calibration of the sensor, The main advantage of such unit is the possibility of hot replacement of the unit with calibrated in laboratory ones.


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}





