Non-Destructive Testing of Composites by Ultrasound, Local Defect Resonance and Thermography †

 ,
, 
Abstract
:1. Introduction
- Ultrasound: C-scan
- Vibrometry: Local Defect Resonance
- Infrared Thermography: lock-in optical stimulation
1.1. Ultrasonic C-Scan
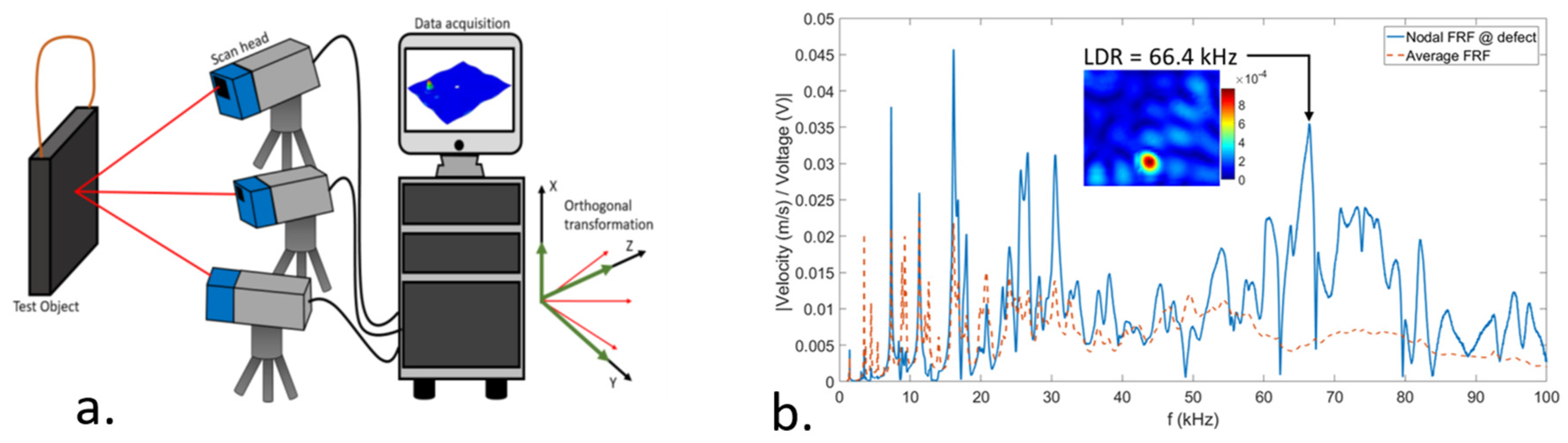
1.2. Local Defect Resonance
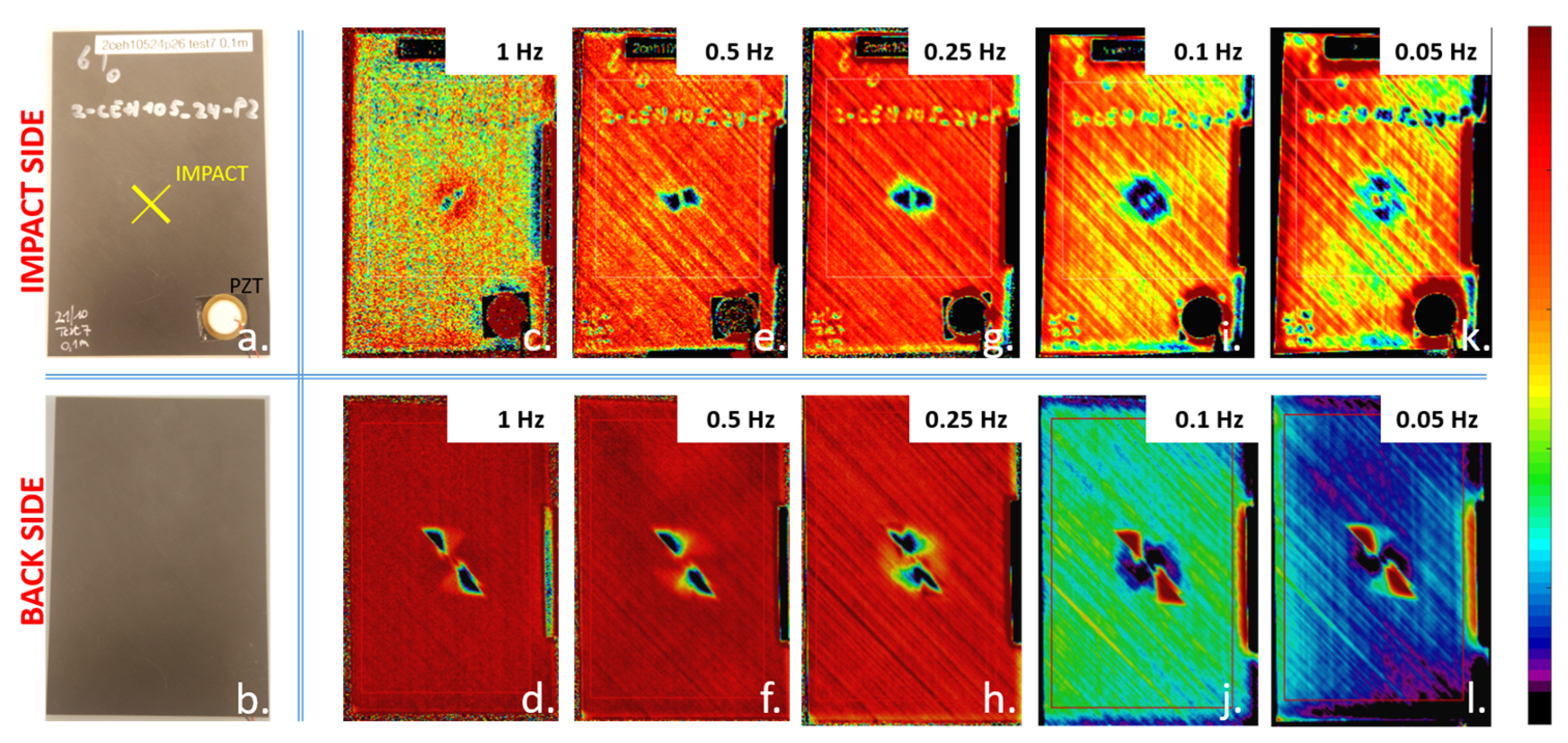
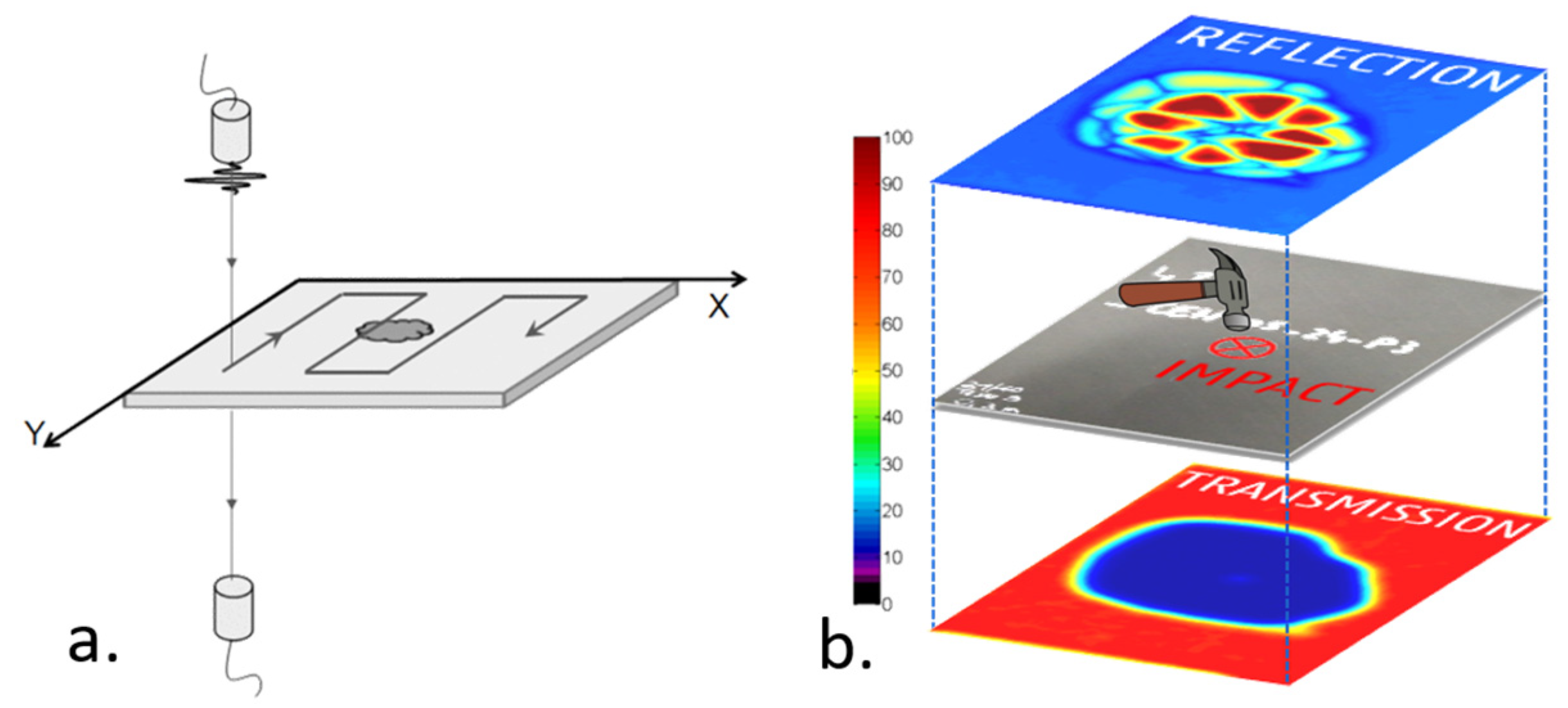
1.3. Infrared Thermography
2. Materials
3. Experimental Set-Up and Procedure
3.1. Ultrasonic C-Scan
3.2. Local Defect Resonance
3.3. Infrared Thermography
4. Results
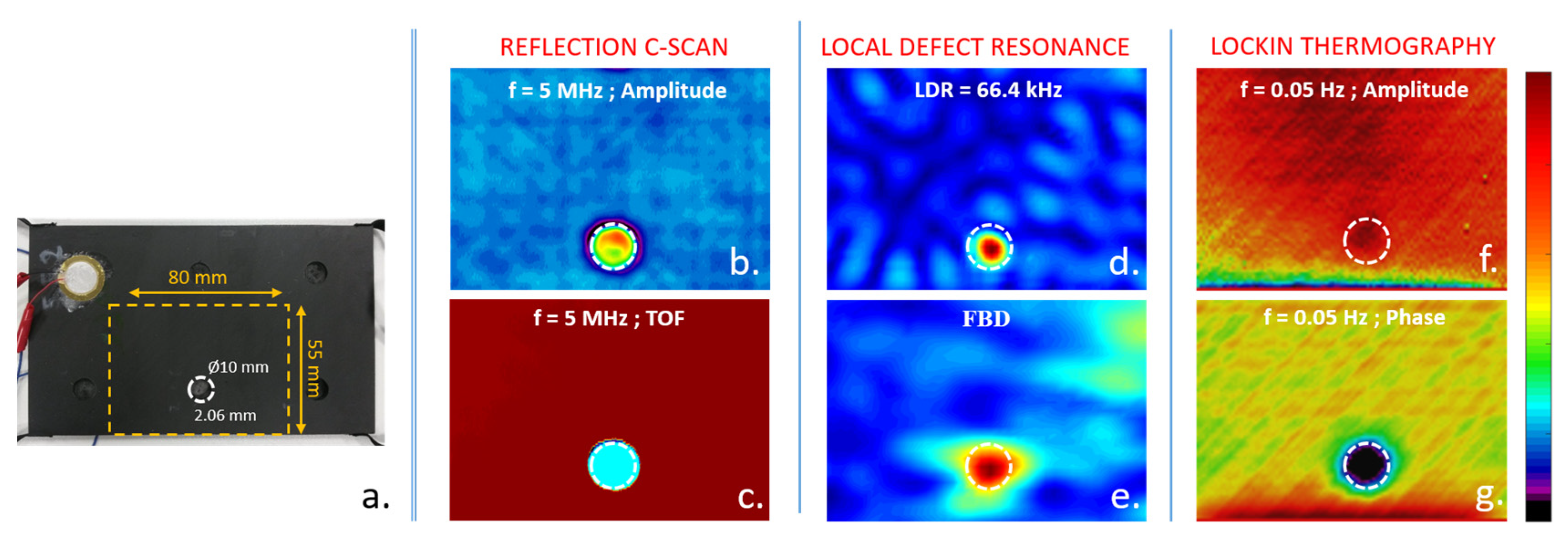
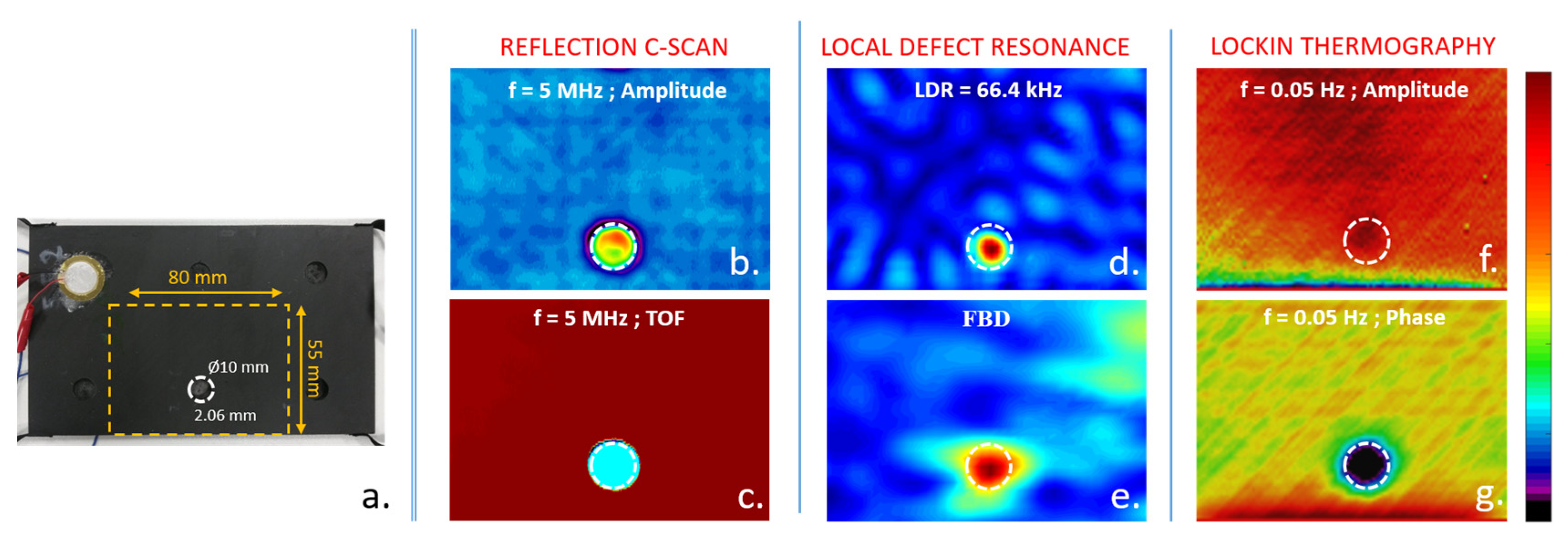
4.1. Flat Bottom Hole—CFRPFBH
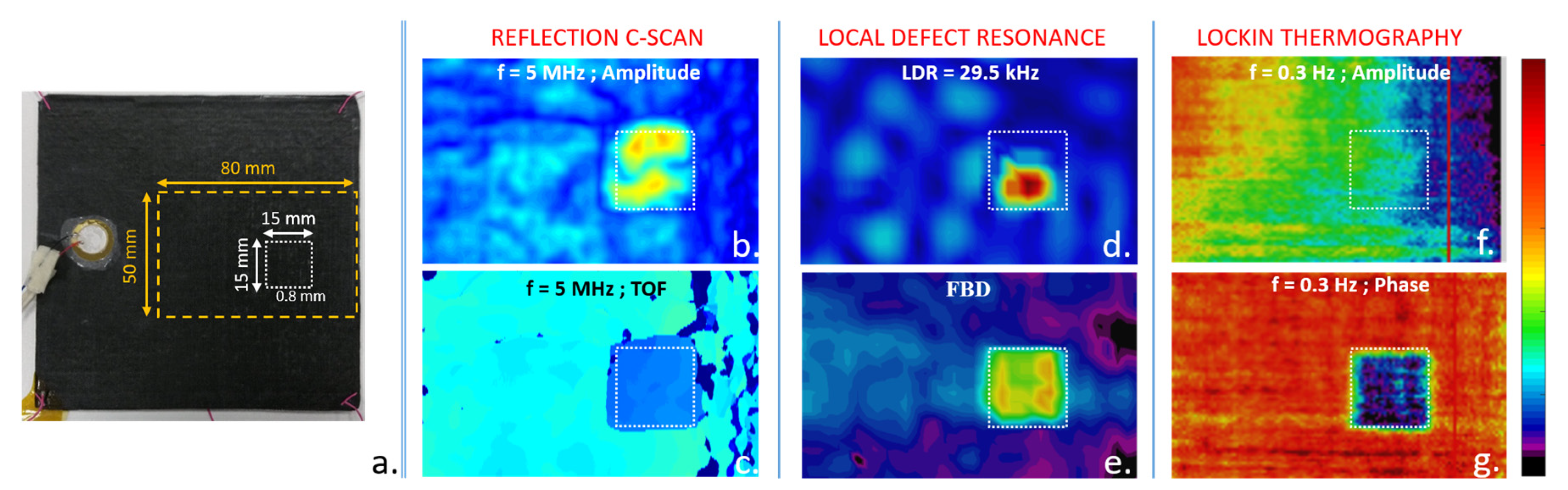
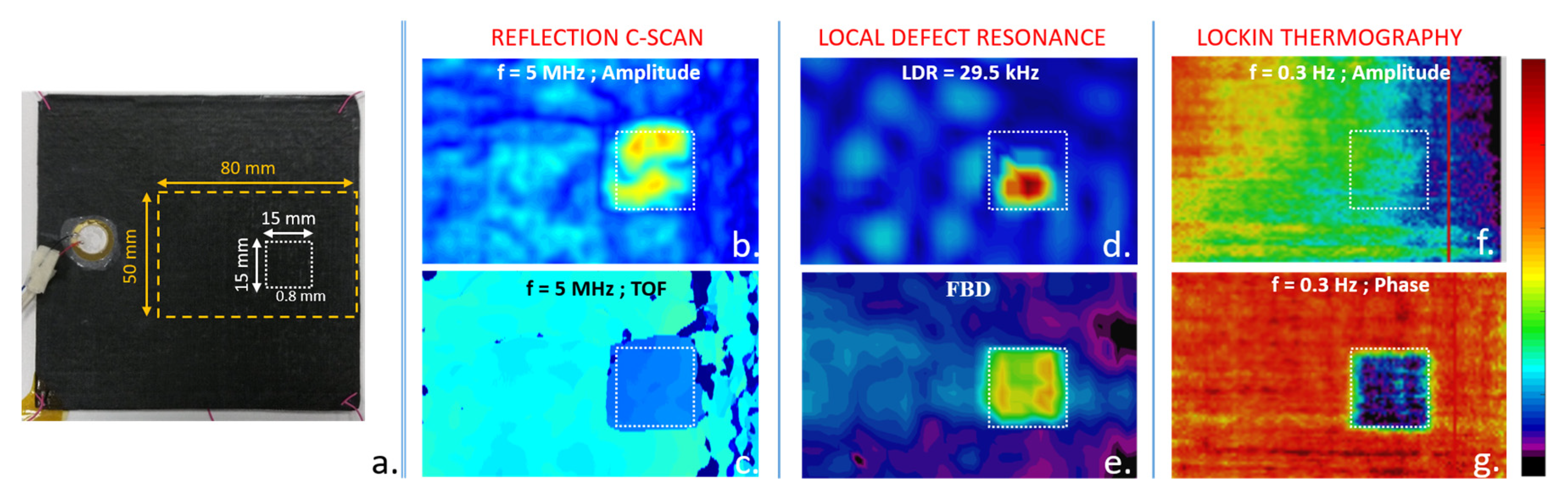
4.2. ETFE Insert—CFRPINSERT
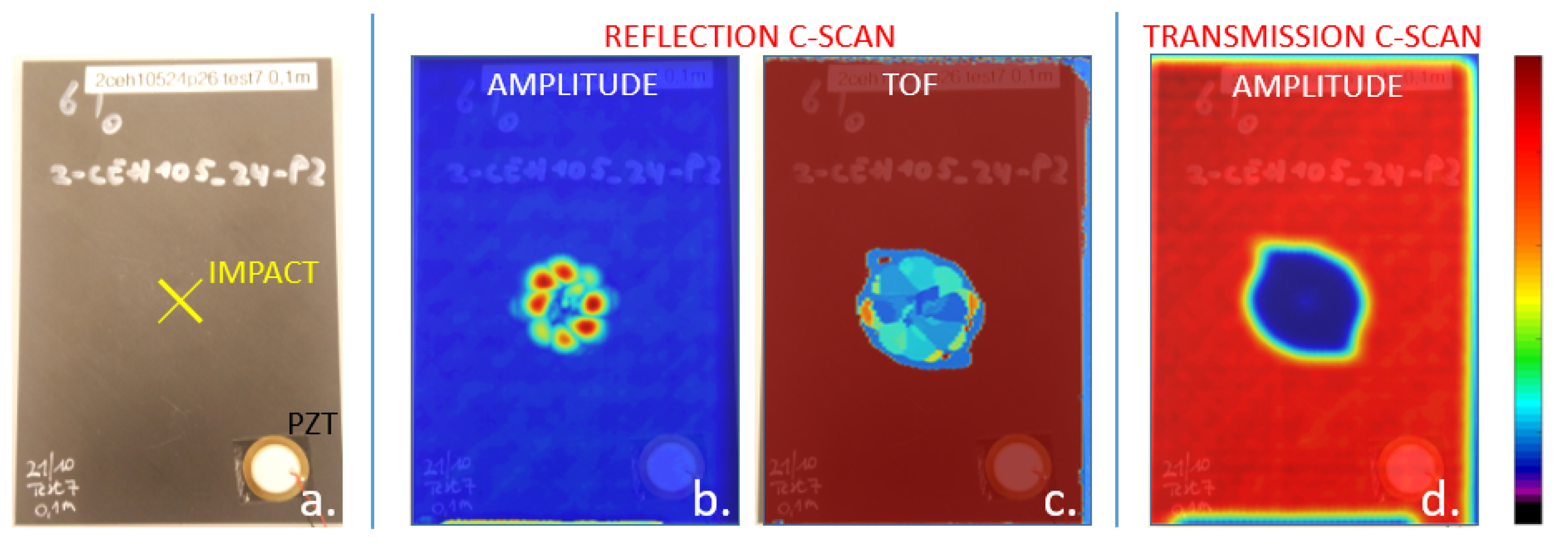
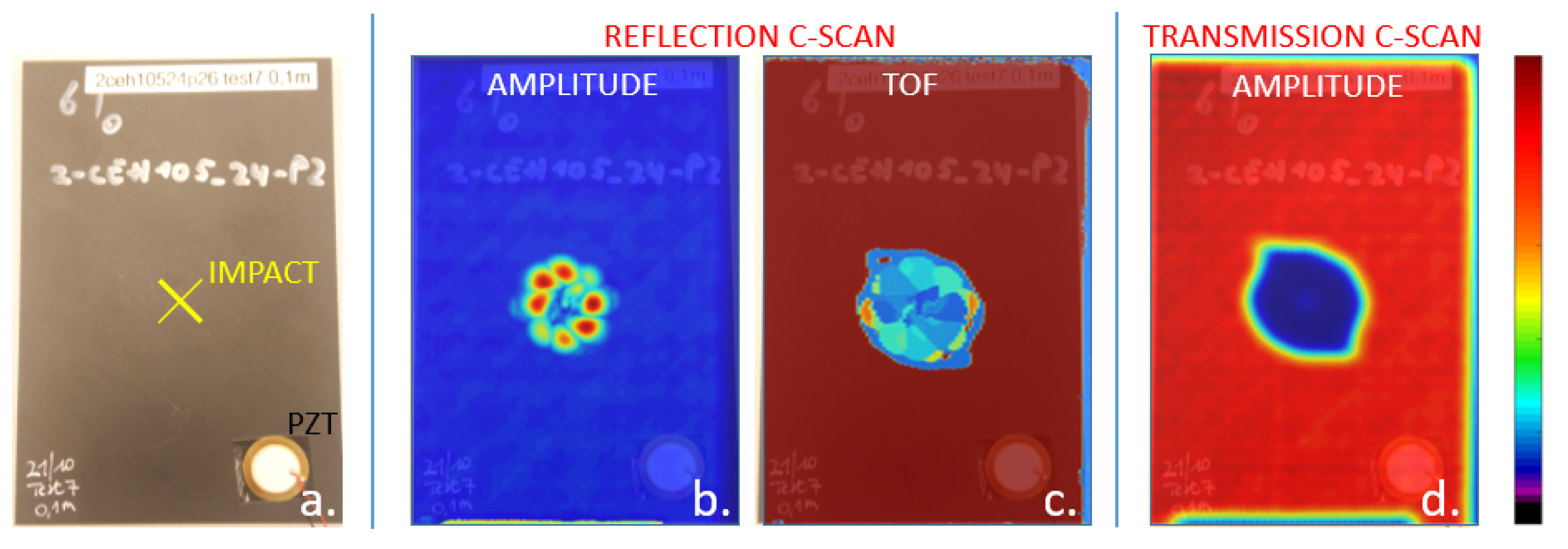
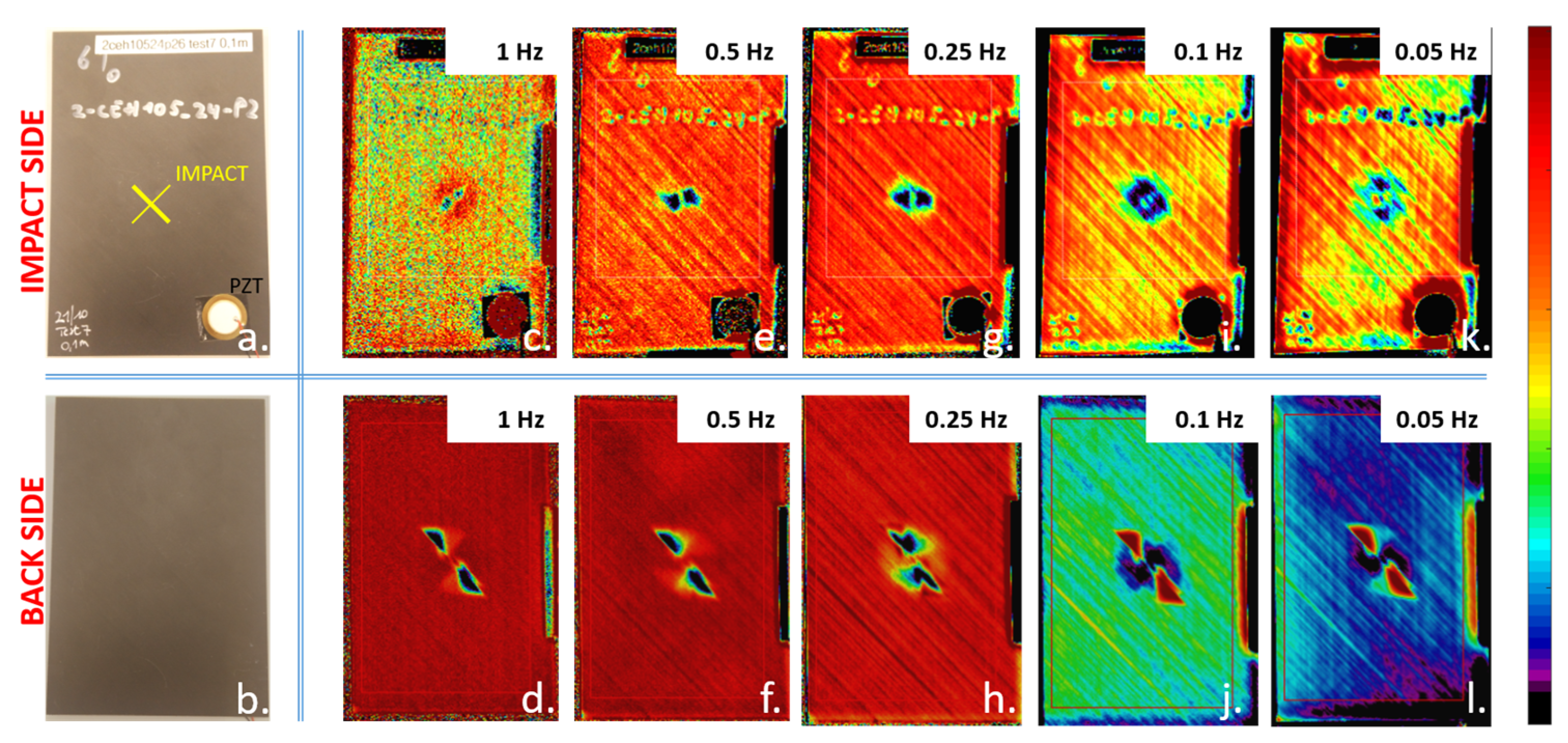
4.3. Barely Visible Impact Damage—CFRPBVID
5. Conclusions
Author Contributions
Acknowledgments
Conflicts of Interest
References
- Spronk, S.W.F.; Kersemans, M.; Gilabert, F.A.; Sevenois, R.D.B.; Garoz, D.; Kassapoglou, C.; Van Paepegem, W. Comparing damage from low-velocity impact and quasi-static indentation in automotive carbon/epoxy and glass/polyamide-6 laminates. Polym. Test. 2018, 65, 231–241. [Google Scholar] [CrossRef]
- Aymerich, F.; Meili, S. Ultrasonic evaluation of matrix damage in impacted composite laminates. Compos. Part B Eng. 2000, 31, 1–6. [Google Scholar] [CrossRef]
- Li, C.; Pain, D.; Wilcox, B.W.; Drinkwater, B.W. Imaging composite material using ultrasonic arrays. NDT E Int. 2013, 53, 8–17. [Google Scholar] [CrossRef]
- Neuenschwander, J.; Furrer, R.; Roemmeler, A. Application of air-coupled ultrasonics for the characterization of polymer and polymer-matrix composite samples. Polym. Test. 2016, 56, 379–386. [Google Scholar] [CrossRef]
- Solodov, I.; Rahammer, M.; Derusova, D.; Busse, G. Highly-efficient and noncontact vibro-thermography via local defect resonance. Quant. InfraRed Thermogr. J. 2015, 12, 98–111. [Google Scholar] [CrossRef]
- Solodov, I. Resonant acoustic nonlinearity of defects for highly-efficient nonlinear NDE. J. Nondestruct. Eval. 2014, 33, 252–262. [Google Scholar] [CrossRef]
- Busse, G.; Wu, D.; Karpen, W. Thermal wave imaging with phase sensitive modulated thermography. J. Appl. Phys. 1992, 71, 3962–3965. [Google Scholar] [CrossRef]
- Maldague, X.P.V. Theory and Practice of Infrared Technology for Nondestructive Testing; John Wiley & Sons, Inc.: New York, NY, USA, 2001; Volume 1. [Google Scholar]
- Tenek, L.H.; Henneke, E.G.; Gunzburger, M.D. Vibration of delaminated composite plates and some applications to non-destructive testing. Compos. Struct. 1993, 23, 253–262. [Google Scholar] [CrossRef]
- Solodov, I.; Bai, J.; Bekgulyan, S.; Busse, G. A local defect resonance to enhance acoustic wave-defect interaction in ultrasonic nondestructive evaluation. Appl. Phys. Lett. 2011, 99. [Google Scholar] [CrossRef]
- Solodov, I.; Kreutzbruck, M. Noncontact NDT and Defect Imaging via resonant Sonic Activation of Damage; DGZfP-Jahrestagung: Koblenz, Germany, 2017. [Google Scholar]
- Solodov, I.; Bai, J.; Busse, G. Resonant ultrasound spectroscopy of defects: Case study of flat-bottomed holes. J. Appl. Phys. 2013, 113. [Google Scholar] [CrossRef]
- Post, W.; Kersemans, M.; Solodov, I.; Abeele, L.V.D.; García, S.J.; van der Zwaag, S. Non-destructive monitoring of delamination healing of a CFRP composite with a thermoplastic ionomer interlayer. Compos. Part A Appl. Sci. Manuf. 2017, 101, 243–253. [Google Scholar] [CrossRef]
- Segers, J.; Kersemans, M.; Hedayatrasa, S.; Tellez, J.A.C.; Van Paepegem, W. Towards in-plane local defect resonance for non-destructive testing of polymers and composites. NDT E Int. 2018, 98, 130–133. [Google Scholar] [CrossRef]
- Busse, G. Lockin-thermography: Principles, NDE-applications and trends. In Proceedings of the 2014 Quantitative InfraRed Thermography, Bordeaux, France, 7–11 July 2014; p. 8. [Google Scholar]
- Maierhofer, C.; Myrach, P.; Reischel, M.; Steinfurth, H.; Röllig, M.; Kunert, M. Characterizing damage in CFRP structures using flash thermography in reflection and transmission configurations. Compos. Part B Eng. 2014, 57, 35–46. [Google Scholar] [CrossRef]
- Tian, G.Y.; Gao, Y.; Li, K.; Wang, Y.; Gao, B.; He, Y. Eddy current pulsed thermography with different excitation configurations for metallic material and defect characterization. Sensors 2016, 16, E843. [Google Scholar] [CrossRef] [PubMed]
- Oswald-Tranta, B. Time and frequency behaviour in TSR and PPT evaluation for flash thermography. Quant. InfraRed Thermogr. J. 2017, 14, 164–184. [Google Scholar] [CrossRef]
- Active Standard ASTM_D7136; Measuring the Damage Resistance of a Fiber-reinforced Polymer Matrix Composite to a Drop-weight Impact Event. American Society for Testing and Materials: West Conshohocken, PA, USA, 2005; p. 8.




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| CFRPFBH | CFRPINSERT | CFRPBVID | |
|---|---|---|---|
| Defect type | FBH | ETFE Insert | Impact |
| Dimensions (mm) | 150 × 90 × 5.52 | 150 × 150 × 2.6 | 150 × 100 × 5.54 |
| Layup | [45/0/-45/90]3S | [(0/90)2/0]S | [45/0/-45/90]3S |
| Size of defects (mm) | Ø 10 | 20 × 20 | Depth-dependent |
| Depth of defects (mm) | 2.06 | 0.8 | Distributed over depth |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kersemans, M.; Verboven, E.; Segers, J.; Hedayatrasa, S.; Paepegem, W.V. Non-Destructive Testing of Composites by Ultrasound, Local Defect Resonance and Thermography. Proceedings 2018, 2, 554. https://doi.org/10.3390/ICEM18-05464
Kersemans M, Verboven E, Segers J, Hedayatrasa S, Paepegem WV. Non-Destructive Testing of Composites by Ultrasound, Local Defect Resonance and Thermography. Proceedings. 2018; 2(8):554. https://doi.org/10.3390/ICEM18-05464
Chicago/Turabian StyleKersemans, Mathias, Erik Verboven, Joost Segers, Saeid Hedayatrasa, and Wim Van Paepegem. 2018. "Non-Destructive Testing of Composites by Ultrasound, Local Defect Resonance and Thermography" Proceedings 2, no. 8: 554. https://doi.org/10.3390/ICEM18-05464
APA StyleKersemans, M., Verboven, E., Segers, J., Hedayatrasa, S., & Paepegem, W. V. (2018). Non-Destructive Testing of Composites by Ultrasound, Local Defect Resonance and Thermography. Proceedings, 2(8), 554. https://doi.org/10.3390/ICEM18-05464