The Basics of Time-Domain-Based Milling Stability Prediction Using Frequency Response Function


{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
2. Model and Methods
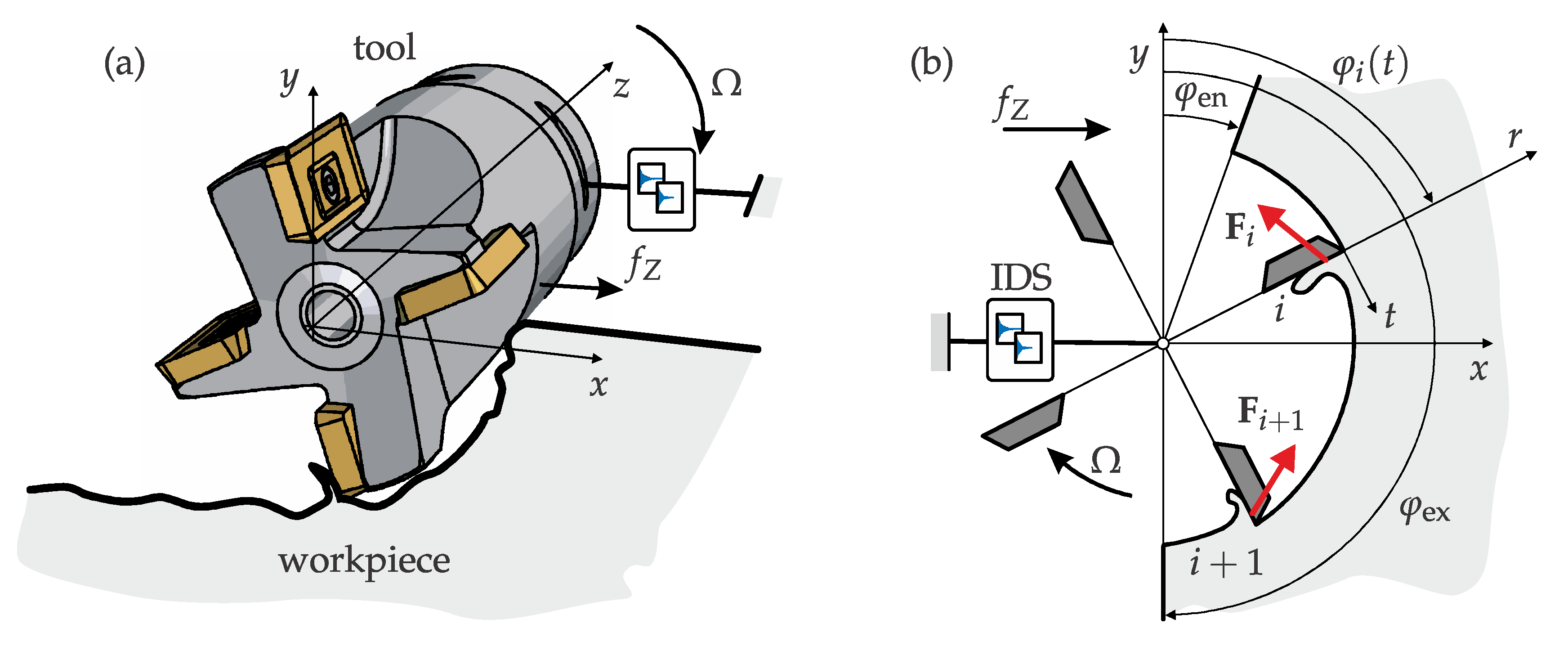
2.1. Regenerative Milling Model
2.2. IDS-Based Dynamics And Stability
2.2.1. Impulse Dynamic Subspace (IDS) Transformation
2.2.2. Stability Prediction by Semidiscretization Method
3. Results and Discussion
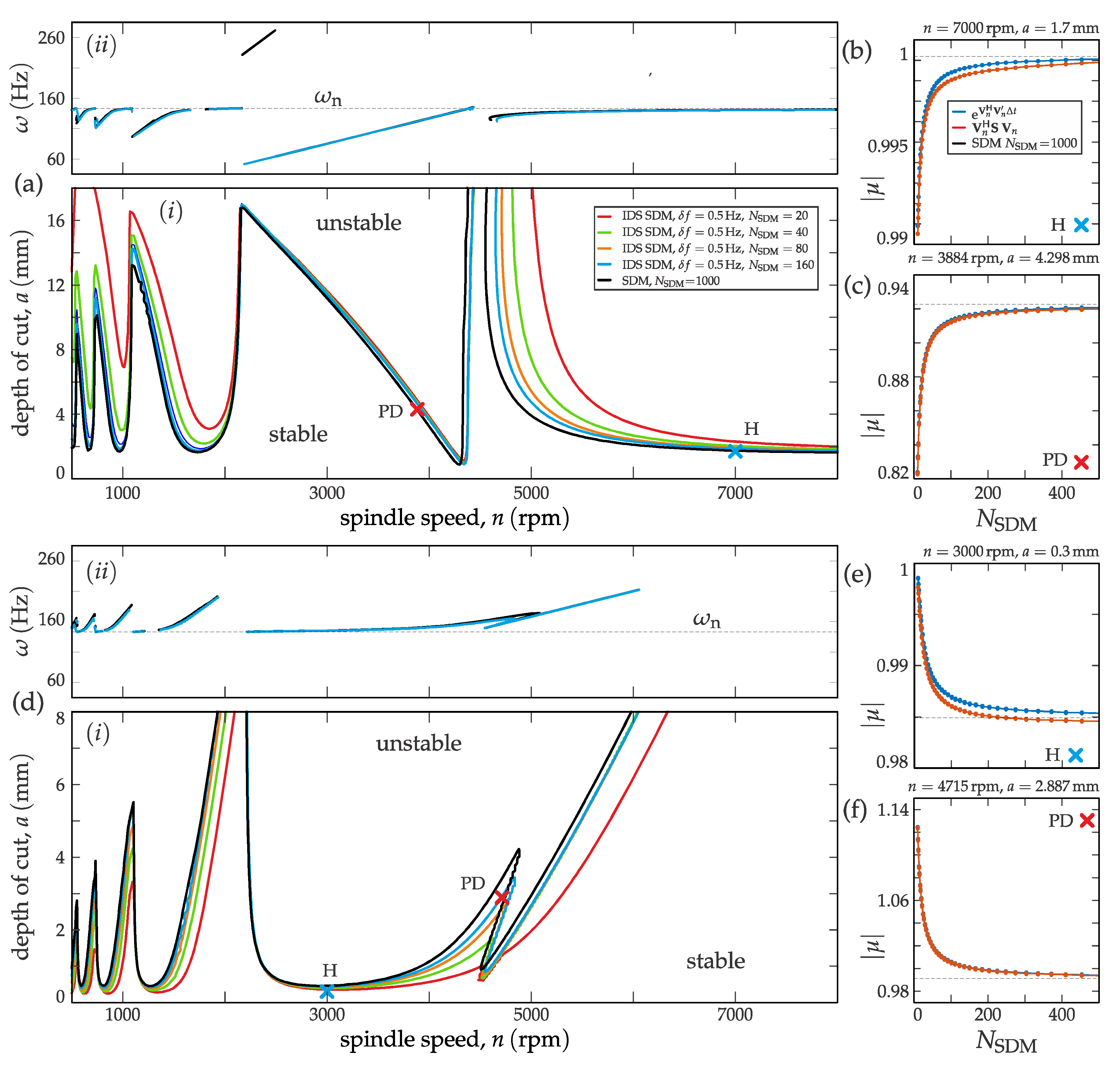
3.1. Convergence Analysis
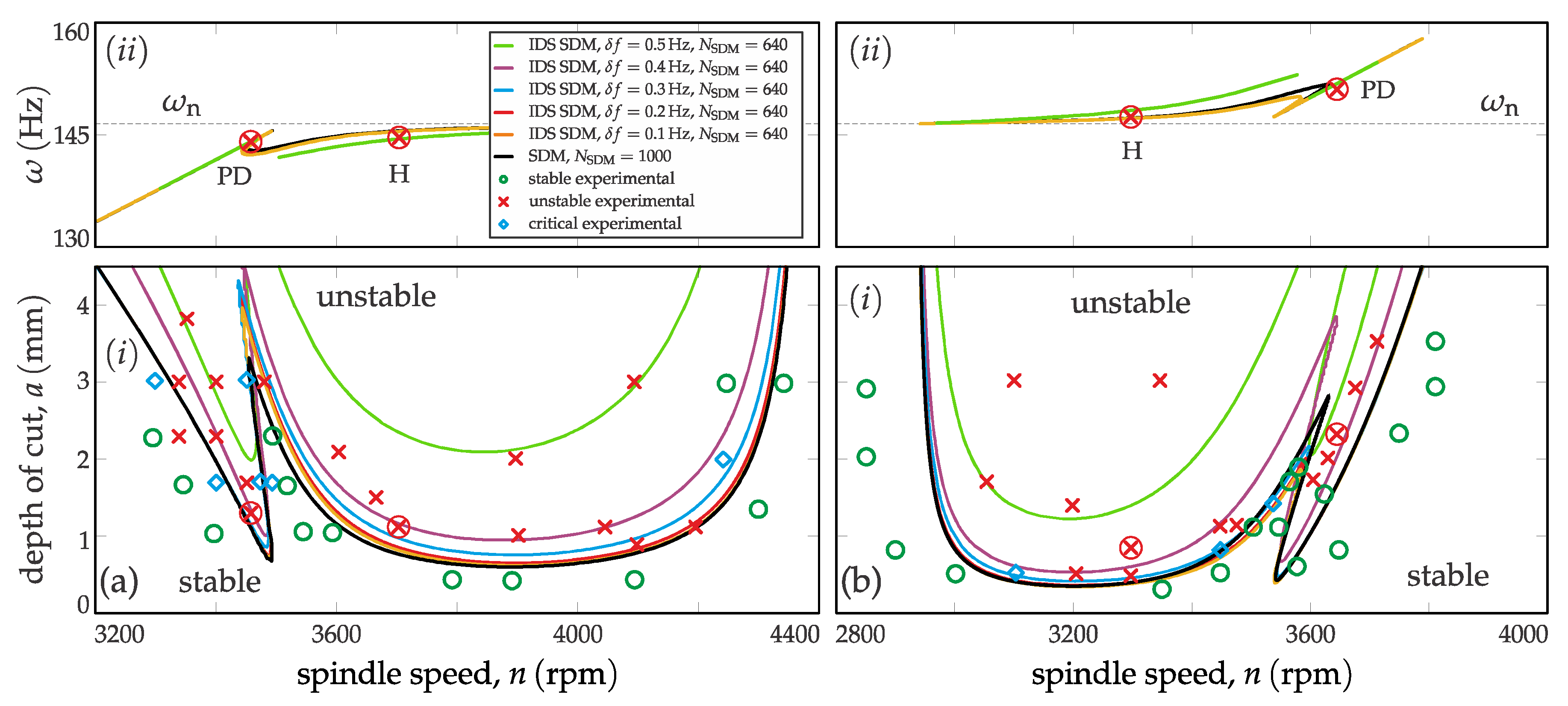
3.2. Comparing with Experiments
4. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
Abbreviations
| IDS | impulse dynamic subspace |
| FRF | frequency response function |
| ZOA | zeroth order approximation |
| MF | multi-frequency |
| SVD | singular value decomposition |
| SDM | semidiscretization method |
| IRF | impulse response function |
| IC | initial condition |
| IF | initial forcing |
| F0 | stationary forcing combined with zero IC transient |
| UM | up-milling |
| DM | down-milling |
| DOF | degrees of freedom |
| DDE | delay-differential equation |
| SLD | stability lobe diagram |
References
- Tobias, S.; Fishwick, W. Theory of Regenerative Machine Tool Chatter. Engineer 1958, 205, 199–203. [Google Scholar]
- Stepan, G. Retarded Dynamical Systems; Longman: London, UK, 1989. [Google Scholar]
- Kondo, Y.; Kawano, O.; Sato, H. Behavior of Self-Excited Chatter Due to Multiple Regenerative Effect. ASME J. Manuf. Sci. Eng. 1981, 103, 324–329. [Google Scholar] [CrossRef]
- Tlusty, J.; Ismail, F. Basic Non-Linearity in Machining Chatter. CIRP Ann. 1981, 30, 299–304. [Google Scholar] [CrossRef]
- Dombovari, Z.; Barton, D.A.; Wilson, R.E.; Stepan, G. On the global dynamics of chatter in the orthogonal cuttingmodel. Int. J. Non-Linear Mech. 2010, 46, 330–338. [Google Scholar] [CrossRef] [Green Version]
- Altintas, Y.; Budak, E. Analytical prediction of stability lobes in milling. CIRP Ann. Manuf. Tech. 1995, 44, 357–362. [Google Scholar] [CrossRef]
- Minis, I.; Yanushevsky, R. A New Theoretical Approach for the Prediction of Machine Tool Chatter in Milling. ASME J. Eng. Ind. 1993, 115, 1–8. [Google Scholar] [CrossRef]
- Budak, E.; Altintas, Y. Analytical Prediction of Chatter Stability in Milling—Part I: General Formulation. J. Dyn. Syst. Meas. Control 1998, 120, 22–30. [Google Scholar] [CrossRef]
- Merdol, S.D.; Altintas, Y. Multi Frequency Solution of Chatter Stability for Low Immersion Milling. J. Manuf. Sci. Eng. 2004, 126, 459–466. [Google Scholar] [CrossRef]
- Zatarain, M.; Bediaga, I.; Munoa, J.; Insperger, T. Analysis of directional factors in milling: Importance of multi-frequency calculation and of the inclusion of the effect of the helix angle. Int. J. Adv. Manuf. Technol. 2010, 47, 535–542. [Google Scholar] [CrossRef]
- Bachrathy, D.; Stepan, G. Improved prediction of stability lobes with extended multi frequency solution. CIRP Ann. Manuf. Technol. 2013, 62, 411–414. [Google Scholar] [CrossRef]
- Insperger, T.; Stepan, G. Semi-discretization method for delayed systems. Int. J. Numer. Methods Eng. 2002, 55, 503–518. [Google Scholar] [CrossRef]
- Insperger, T.; Stepan, G. Semi-Discretization for Time-Delay Systems: Stability and Engineering Applications; Springer: New York, NY, USA, 2011. [Google Scholar]
- Dombovari, Z.; Munoa, J.; Stepan, G. General milling stability model for cylindrical tools. Procedia CIRP 2012, 4, 90–97. [Google Scholar] [CrossRef] [Green Version]
- Ding, Y.; Zhu, L.; Zhang, X.; Ding, H. A full-discretization method for prediction of milling stability. Int. J. Mach. Tools Manuf. 2010, 50, 502–509. [Google Scholar] [CrossRef]
- Bayly, P.; Halley, J.; Mann, B.; Davies, M. Stability of Interrupted Cutting by Temporal Finite Element Analysis. J. Manuf. Sci. Eng. 2003, 125, 220–225. [Google Scholar] [CrossRef]
- Breda, D.; Maset, S.; Vermiglio, R. Pseudospectral Differencing Methods for Characteristic Roots of Delay Differential Equations. SIAM J. Sci. Comput. 2005, 27, 4. [Google Scholar] [CrossRef]
- Lehotzky, D.; Insperger, T. A pseudospectral tau approximation for time delay systems and its comparison with other weighted residual type methods. Int. J. Numer. Meth. Eng. 2016, 108, 588–613. [Google Scholar] [CrossRef] [Green Version]
- Farkas, M. Periodic Motions; Springer: Berlin, Germany; New York, NY, USA, 1994. [Google Scholar]
- Bachrathy, D.; Stepan, G. Bisection method in higher dimensions and the efficiency number. Period. Polytech. Mech. Eng. 2011, 56, 81–86. [Google Scholar] [CrossRef] [Green Version]
- Stepan, G.; Hajdu, D.; Iglesias, A.; Takacs, D.; Dombovari, Z. Ultimate capability of variable pitch milling cutters. CIRP Ann. 2018, 67, 373–376. [Google Scholar] [CrossRef]
- Ewins, D. Modal Testing: Theory, Practice, and Applications; Research Studies Press: Boston, MA, USA, 2000. [Google Scholar]
- Richardson, H.M.; Formenti, D.L. Parameter estimation from frequency response measurements using rational fraction polynomials. In Proceedings of the 1st IMAC Conference, Orlando, FL, USA, 8–10 November 1982. [Google Scholar]
- Dombovari, Z. Dominant modal decomposition method. J. Sound Vib. 2017, 392, 56–69. [Google Scholar] [CrossRef]
- Mann, B.; Inspergeer, T.; Bayly, P.; Stepan, G. Stability of up-milling and down-milling, Part 2: Experimental verification. Int. J. Mach. Tools Manuf. 2003, 43, 35–40. [Google Scholar] [CrossRef] [Green Version]
- Altintas, Y. Manufacturing Automation: Metal Cutting Mechanics, Machine Tool Vibrations, and CNC Design; Cambridge University Press: Cambridge, UK; Cambridge, MA, USA, 2000. [Google Scholar]
- Szalai, R.; Stepan, G. Lobes and Lenses in the Stability Chart of Interrupted Turning. J. Comput. Nonlinear Dyn. 2006, 1, 205–212. [Google Scholar] [CrossRef]
- Phillips, A.; Allemang, R.J.; Brown, D.L. Autonomous Modal Parameter Estimation: Methodology. Part Ser. Conf. Proc. Soc. Exp. Mech. Ser. 2011, 3, 363–384. [Google Scholar]
- Stepan, G.; Szalai, R.; Mann, B.; Bayly, P.; Insperger, T.; Gradisek, J.; Goverkar, E. Nonlinear dynamics of high-speed milling—Analyses, numerics, and experiments. J. Vib. Acoust. 2005, 127, 197–203. [Google Scholar] [CrossRef]
- Insperger, T. Full-discretization and semi-discretization for milling stability prediction: Some comments. Int. J. Mach. Tools Manuf. 2010, 50, 658–662. [Google Scholar] [CrossRef]
- Insperger, T.; Mann, B.P.; Stepan, G.; Bayly, P.V. Stability of up-milling and down-milling, part 1: Alternative analytical methods. Int. J. Mach. Tools Manuf. 2003, 43, 25–34. [Google Scholar] [CrossRef] [Green Version]
- Dombovari, Z.; Iglesias, A.; Zatarain, M.; Insperger, T. Prediction of multiple dominant chatter frequencies in milling processes. Int. J. Mach. Tools Manuf. 2011, 51, 457–464. [Google Scholar] [CrossRef]
- Iglesias, A.; Munoa, J.; Ciurana, J.; Dombovari, Z.; Stepan, G. Analytical expressions for chatter analysis in milling operations with one dominant mode. J. Sound Vib. 2016, 375, 403–421. [Google Scholar] [CrossRef]
- Munoa, J.; Dombovari, Z.; Mancisidor, I.; Yang, Y.; Zatarain, M. Interaction Between Multiple Modes in Milling Processes. Mach. Sci. Technol. 2013, 17, 165–180. [Google Scholar] [CrossRef]
- Dombovari, Z. Stability of Stationary Solution of Time Periodic Nonlinear Single DoF Time Delayed System Based on Impulse Response Function; Lamarque, C., Ed.; ENOC: Dubai, UAE, 2020; pp. 1–2. [Google Scholar]
- Zatarain, M.; Dombovari, Z. Stability analysis of milling with irregular pitch tools by the implicit subspace iteration method. Int. J. Dyn. Control 2014, 2, 26–34. [Google Scholar] [CrossRef] [Green Version]




© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Dombovari, Z.; Sanz-Calle, M.; Zatarain, M. The Basics of Time-Domain-Based Milling Stability Prediction Using Frequency Response Function. J. Manuf. Mater. Process. 2020, 4, 72. https://doi.org/10.3390/jmmp4030072
Dombovari Z, Sanz-Calle M, Zatarain M. The Basics of Time-Domain-Based Milling Stability Prediction Using Frequency Response Function. Journal of Manufacturing and Materials Processing. 2020; 4(3):72. https://doi.org/10.3390/jmmp4030072
Chicago/Turabian StyleDombovari, Zoltan, Markel Sanz-Calle, and Mikel Zatarain. 2020. "The Basics of Time-Domain-Based Milling Stability Prediction Using Frequency Response Function" Journal of Manufacturing and Materials Processing 4, no. 3: 72. https://doi.org/10.3390/jmmp4030072
APA StyleDombovari, Z., Sanz-Calle, M., & Zatarain, M. (2020). The Basics of Time-Domain-Based Milling Stability Prediction Using Frequency Response Function. Journal of Manufacturing and Materials Processing, 4(3), 72. https://doi.org/10.3390/jmmp4030072