An Efficient Ultraprecision Machining System Automating Setting Operations of Roughly Machined Workpiece


Abstract
:1. Introduction
2. Workpiece Setting Errors and Their Compensation
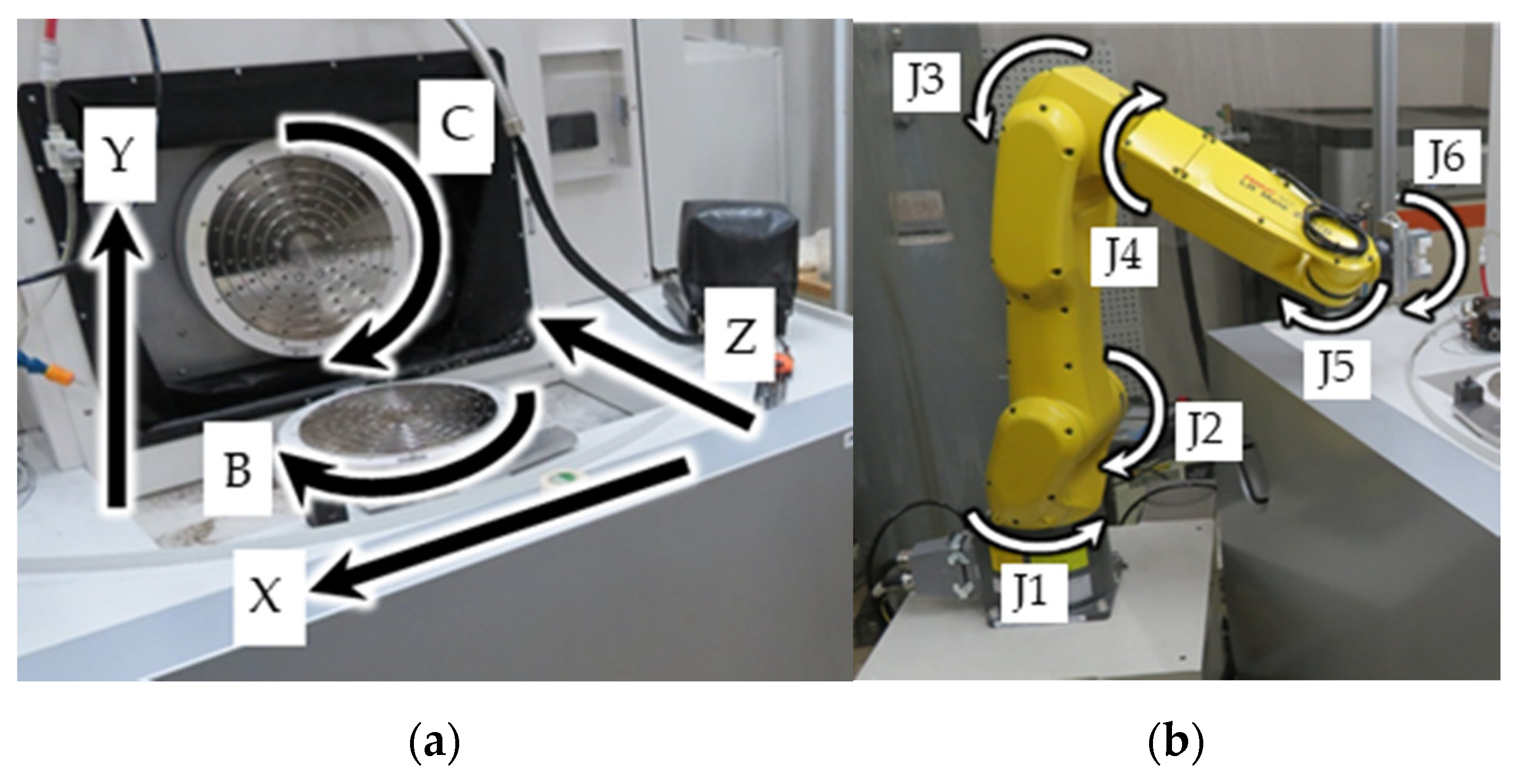
2.1. Experimental Device
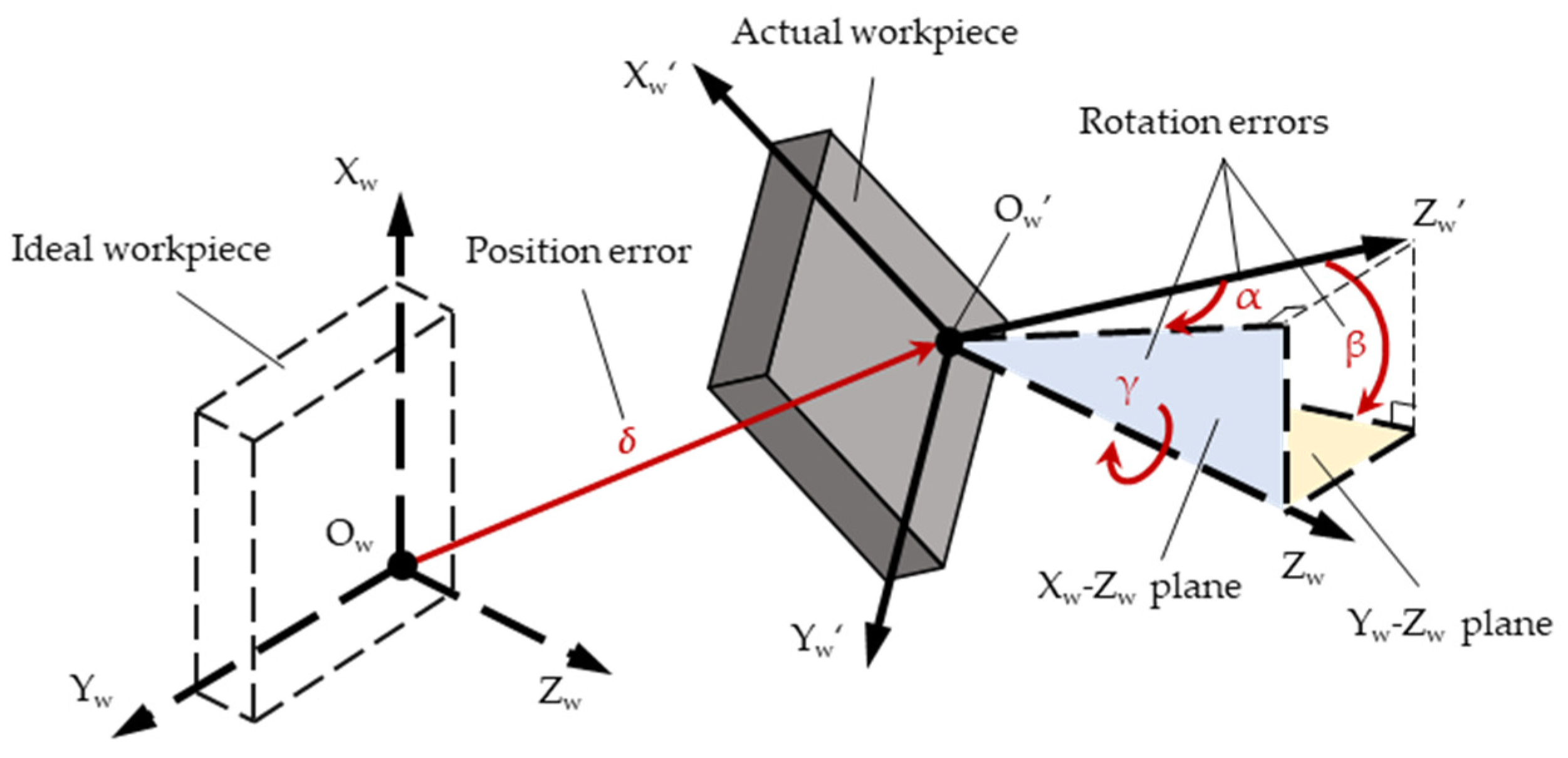
2.2. Workpiece Coordinate System and Workpiece Setting Errors
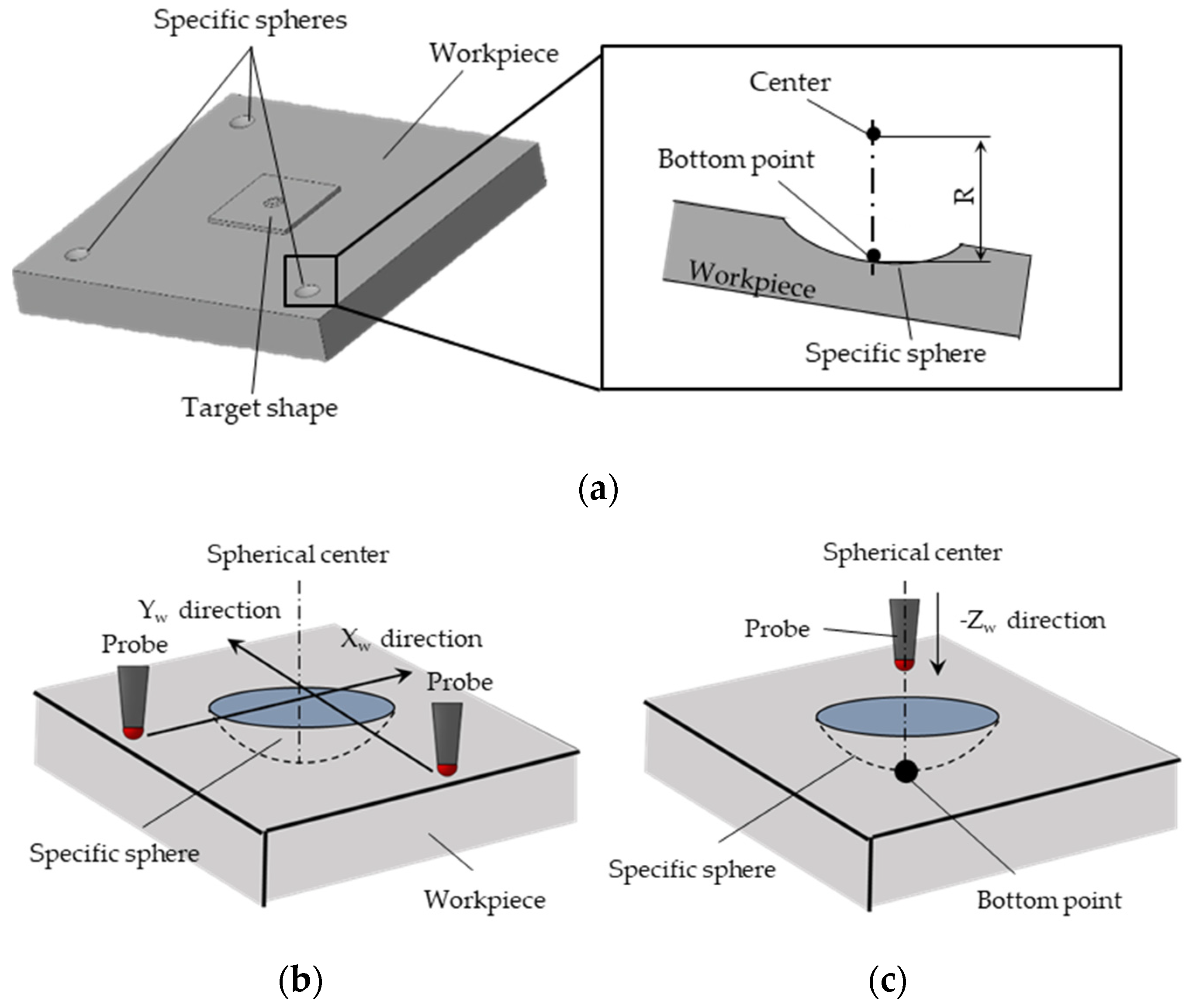
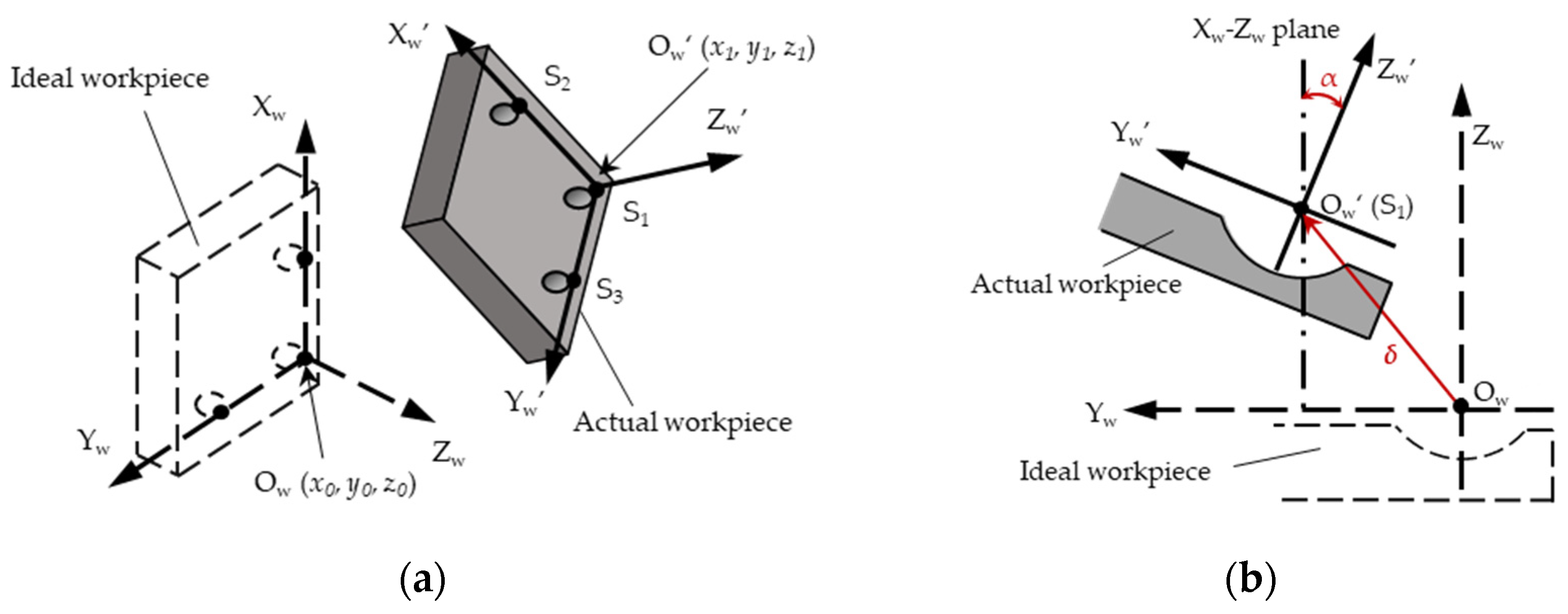
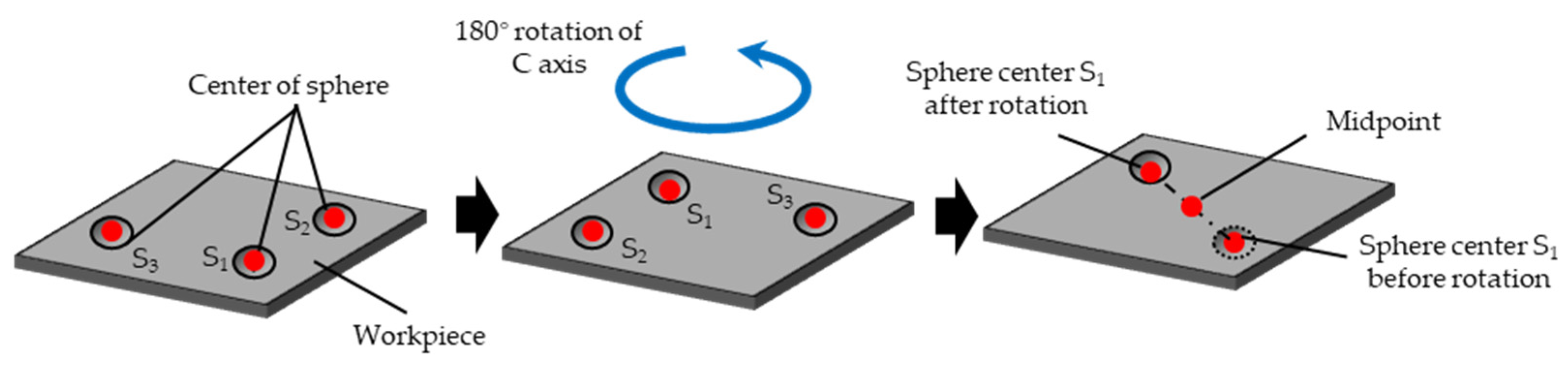
2.3. Identification of Workpiece Setting Errors
2.4. Compensation of Workpiece Setting Errors
3. Machining Experiments and Results
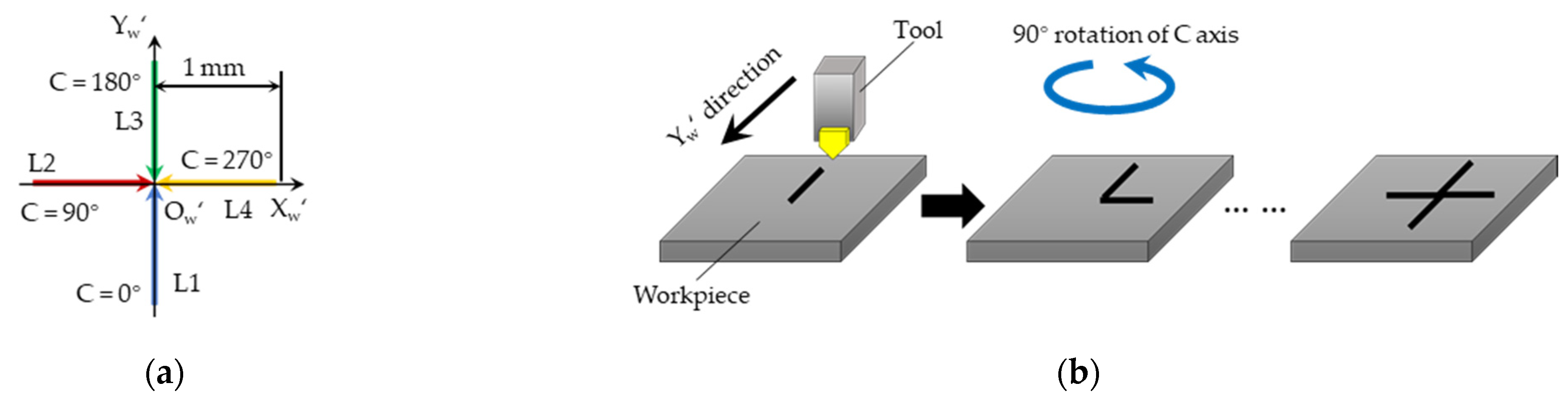
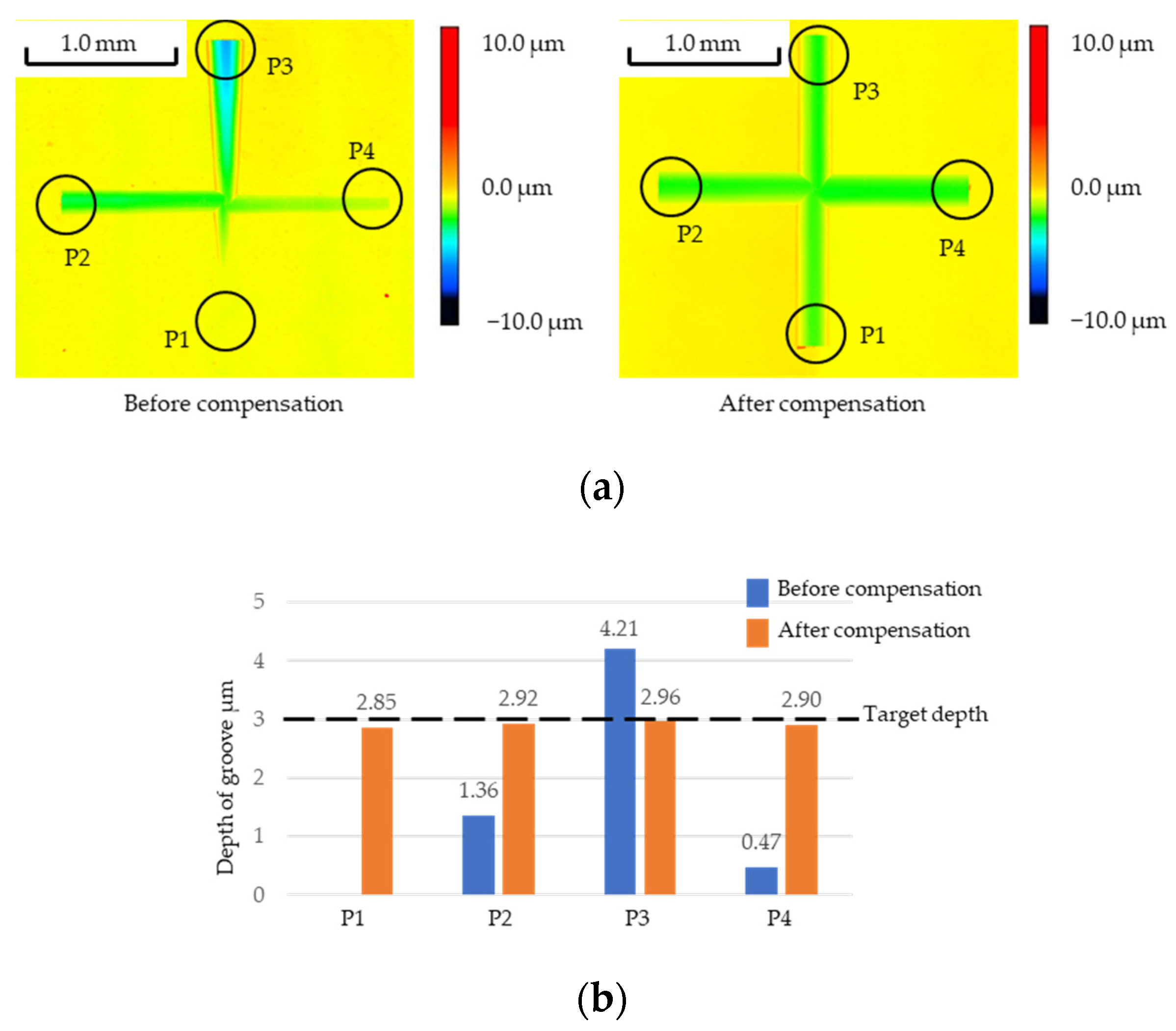
3.1. Creation of Micro Grooves
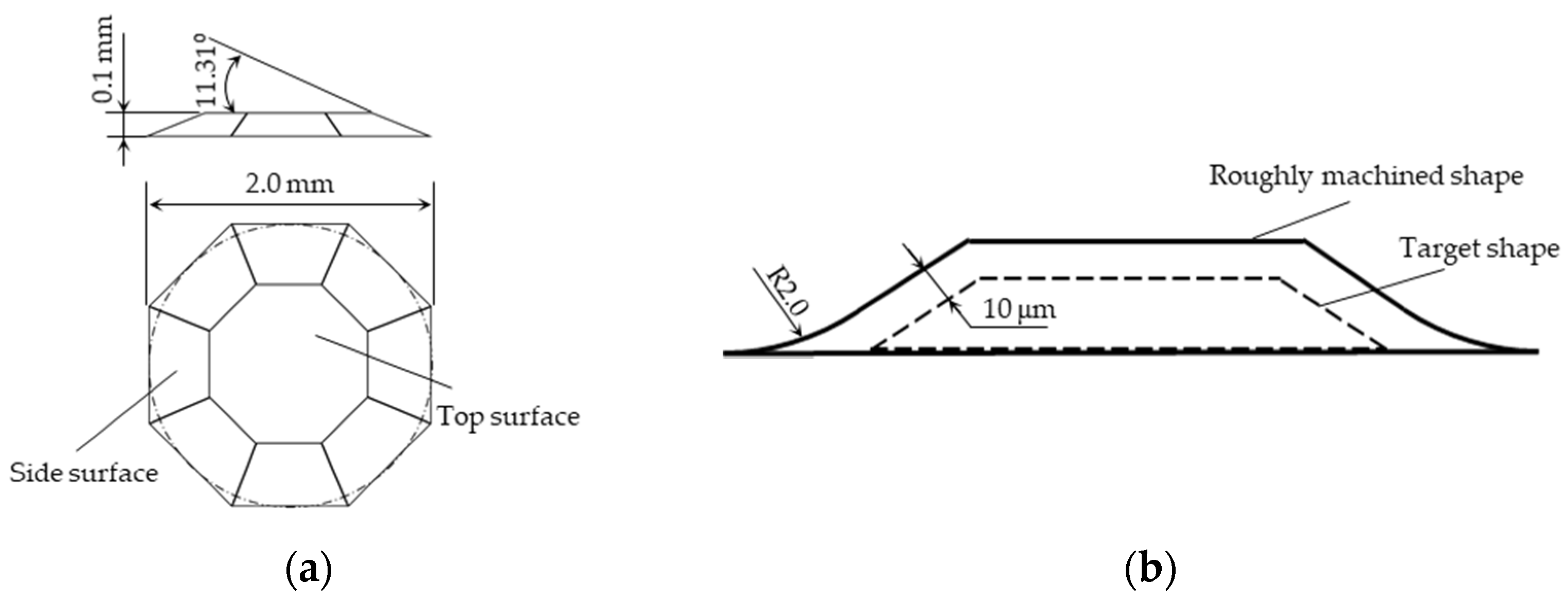
3.2. Machining a Diamond Crown
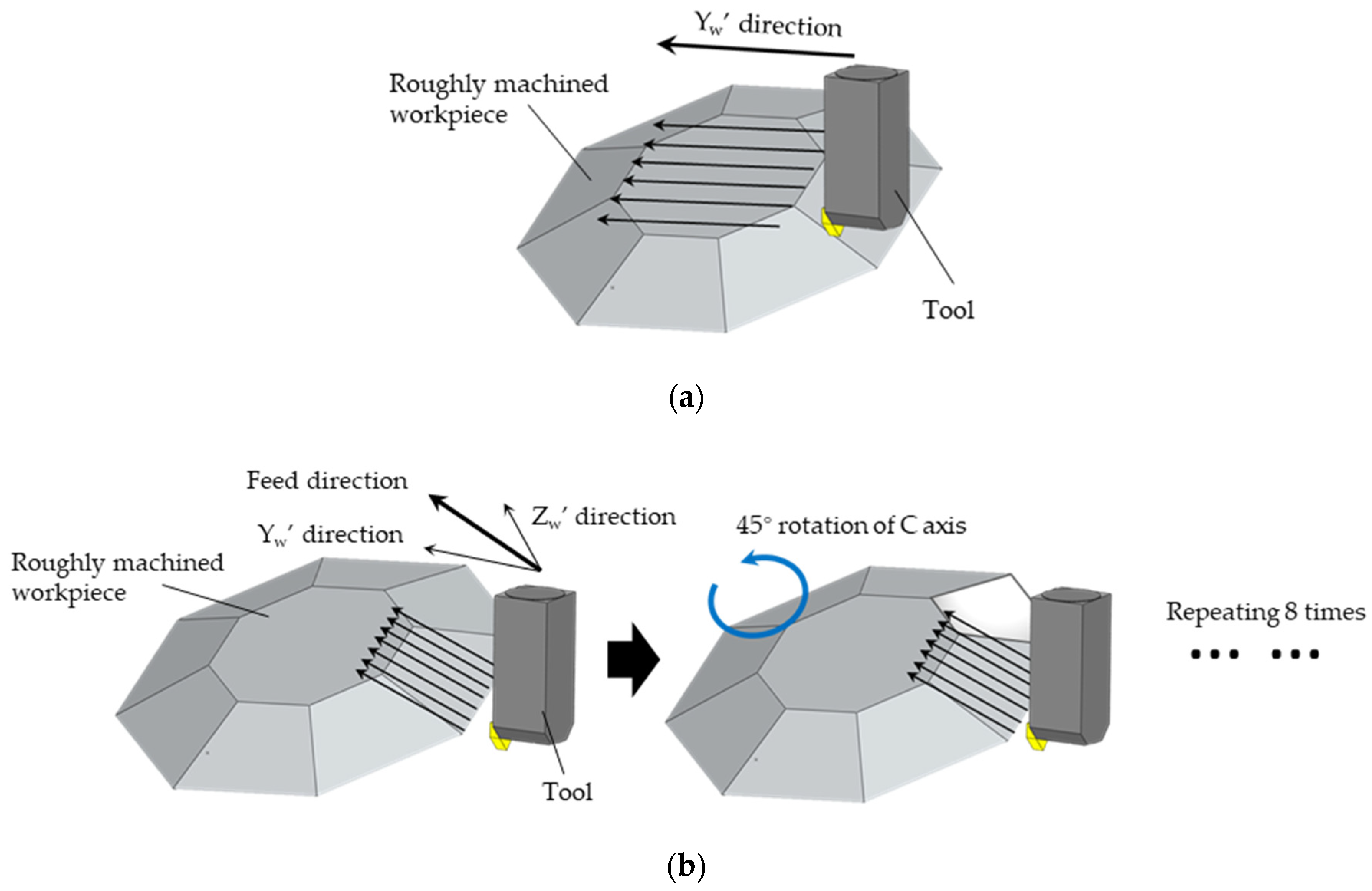
3.2.1. Rough Cutting
3.2.2. Ultraprecision Machining of the Workpiece
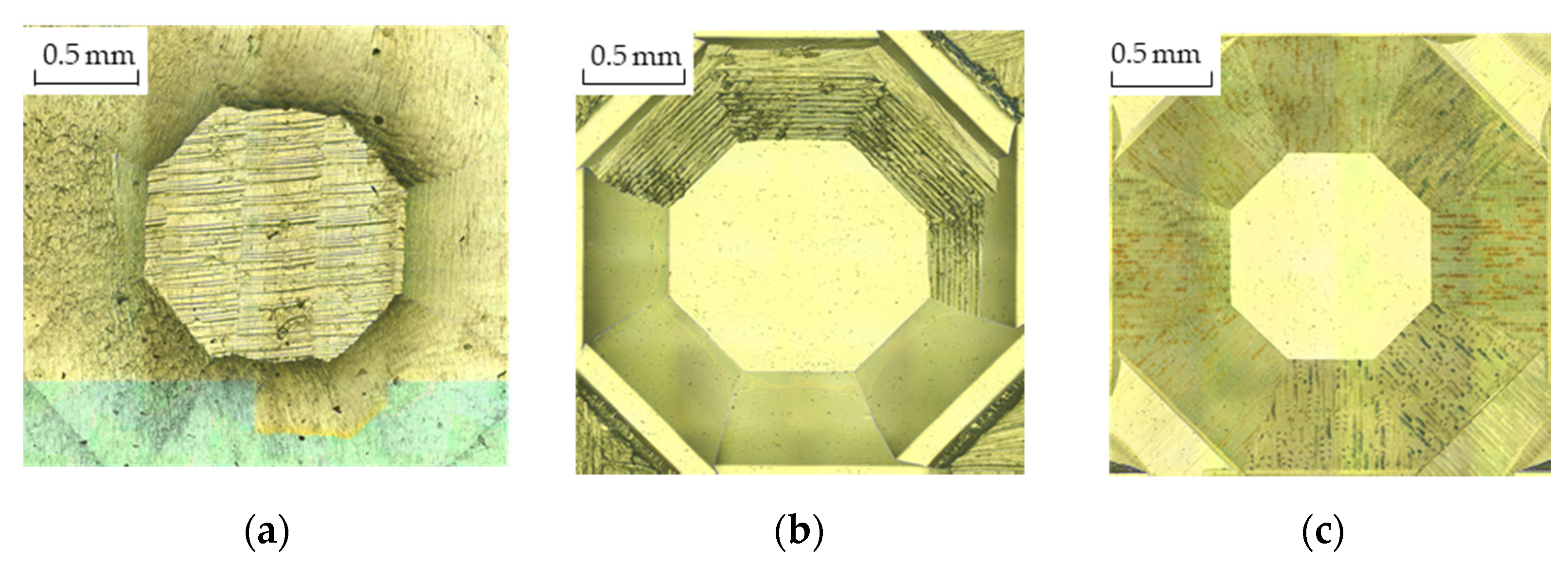
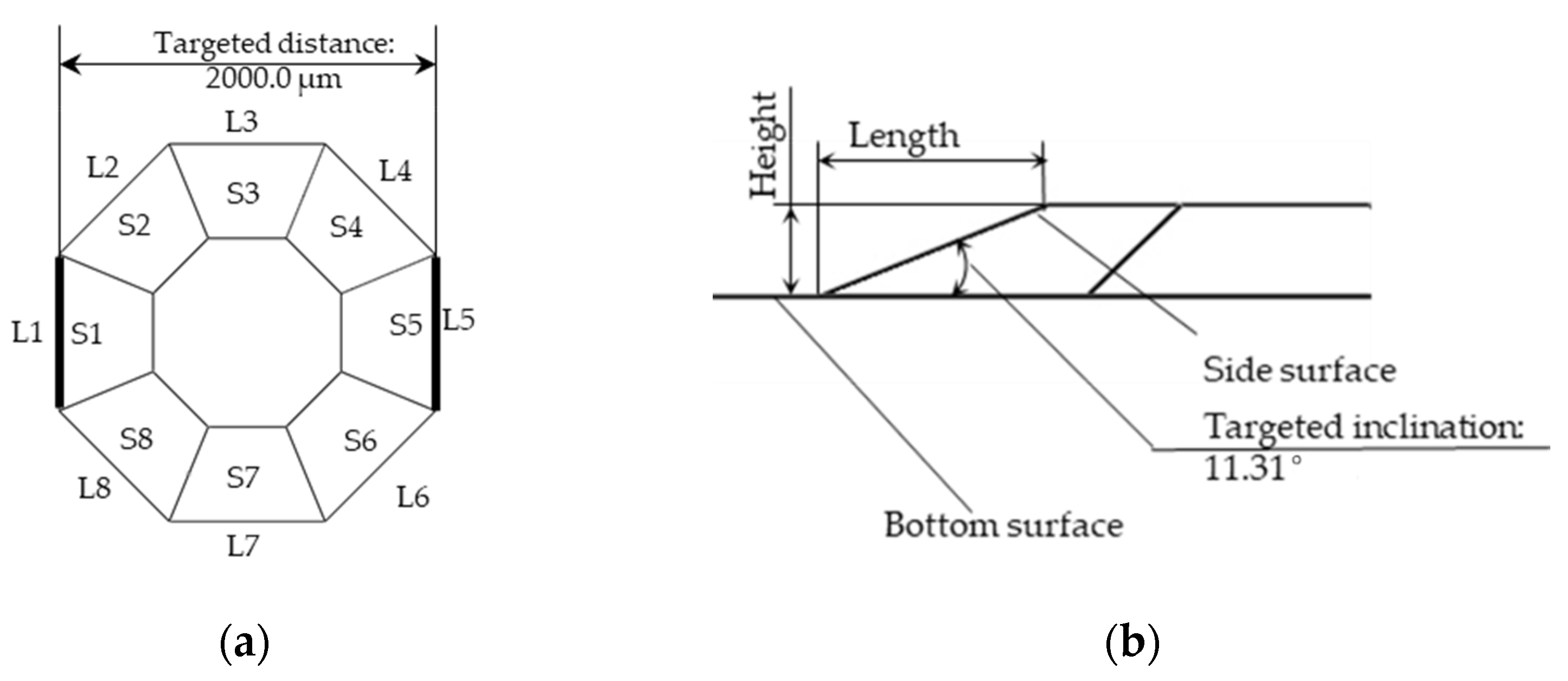
3.2.3. Machining Results and Analysis
3.2.4. Machining Time
4. Conclusions
- A workpiece is located by an industrial robot and the actual position and attitude of the workpiece on an ultraprecision machine tool is detected by detecting the references that are beforehand machined on the workpiece with an on-machine measurement device.
- Workpiece setting errors are compensated by modifying an NC program based on the ideal workpiece coordinate system to make tool paths agree with the actual workpiece position.
- From the cutting experiments, it is found that the proposed method would be effective to save machining time by finishing against a roughly machined workpiece.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Acknowledgments
Conflicts of Interest
References
- Brinksmeier, E.; Gläbe, R.; Schönemann, L. Review on diamond-machining processes for the generation of functional surface structures. CIRP J. Manuf. Sci. Technol. 2012, 5, 1–7. [Google Scholar] [CrossRef]
- Zhang, S.; Zhou, Y.; Zhang, H.; Xiong, Z.; To, S. Advances in ultra-precision machining of micro-structured functional surfaces and their typical applications. Int. J. Mach. Tools Manuf. 2019, 142, 16–41. [Google Scholar] [CrossRef]
- Fang, F.Z.; Zhang, X.D.; Weckenmann, A.; Zhang, G.X.; Evans, C. Manufacturing and measurement of freeform optics. CIRP Ann. Manuf. Technol. 2013, 62, 823–846. [Google Scholar] [CrossRef]
- Fang, F.Z.; Zhang, X.D.; Gao, W.; Guo, Y.B.; Byrne, G.; Hansen, H.N. Nanomanufacturing—Perspective and applications. CIRP Ann. Manuf. Technol. 2018, 67, 683–705. [Google Scholar]
- Yan, J.; Oowada, T.; Zhou, T.; Kuriyagawa, T. Precision machining of microstructures on electroless-plated NiP surface for molding glass components. J. Mater. Process. Technol. 2009, 209, 4802–4808. [Google Scholar] [CrossRef]
- Kakinuma, Y.; Kidani, S.; Aoyama, T. Ultra-precision cryogenic machining of viscoelastic polymers. CIRP Ann. Manuf. Technol. 2012, 135, 1–11. [Google Scholar] [CrossRef]
- Dutterer, B.; Lineberger, J.L.; Smilie, P.J.; Hildebrand, D.S.; Harriman, T.A.; Davies, M.A.; Suleski, T.J.; Lucca, D.A. Diamond milling of an Alvarez lens in germanium. Precis. Eng. 2014, 38, 398–408. [Google Scholar] [CrossRef]
- Nakamoto, K.; Ishida, T.; Kitamura, N.; Takeuchi, Y. Fabrication of microinducer by 5-axis control ultraprecision micromilling. CIRP Ann. Manuf. Technol. 2011, 60, 407–410. [Google Scholar] [CrossRef]
- Liu, X.; Zhang, X.; Fang, F.; Liu, S. Identification and compensation of main machining errors on surface form accuracy in ultra-precision diamond turning. Int. J. Mach. Tools Manuf. 2016, 105, 45–57. [Google Scholar] [CrossRef]
- Sun, L.; Ren, M.; Hong, H.; Yin, Y. Thermal error reduction based on thermodynamics structure optimization method for an ultra-precision machine tool. Int. J. Adv. Manuf. Technol. 2017, 88, 1267–1277. [Google Scholar] [CrossRef]
- Nagayama, K.; Yan, J. Measurement and Compensation of Tool Contour Error Using White Light Interferometry for Ultra-Precision Diamond Turning of Freeform Surfaces. Int. J. Autom. Technol. 2020, 14, 654–664. [Google Scholar] [CrossRef]
- Maeng, S.; Min, S. Simultaneous geometric error identification of rotary axis and tool setting in an ultra-precision 5-axis machine tool using on-machine measurement. Precis. Eng. 2020, 63, 94–104. [Google Scholar] [CrossRef]
- Baba, S.; Nakamoto, K.; Takeuchi, Y. Multi-axis control ultraprecision machining based on tool setting errors compensation. Int. J. Autom. Technol. 2016, 10, 114–120. [Google Scholar] [CrossRef]
- Xu, M.; Nakamoto, K.; Takeuchi, Y. A Compensation Method of Tool Setting Errors Based on Non-Contact On-machine Measurement. Int. J. Autom. Technol. 2020, 64, 66–72. [Google Scholar] [CrossRef]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Cutting Conditions | |
|---|---|
| Feed rate (mm/rev) | 20.0 |
| Depth of cut (μm) | 3.0 |
| Tool material | Single-crystal diamond |
| Nose radius (mm) | 2.0 |
| Workpiece material | Aluminum alloy A5052 |
| Cutting Conditions | |
|---|---|
| Feed rate (mm/rev) | 20.0 |
| Depth of cut (μm) | 1.0 |
| Total depth (μm) | 10.0 |
| Pitch feed (μm) | 12.5 |
| Tool material | Single-crystal diamond |
| Nose radius (mm) | 2.0 |
| Workpiece material | Aluminum alloy A5052 |
| Measured Parameters | Error before Compensation | Error after Compensation | |
|---|---|---|---|
| Distances of two opposite edges (μm) | L1 and L5 | 149.15 | −0.31 |
| L2 and L6 | 152.60 | 0.82 | |
| L3 and L7 | 138.43 | −1.69 | |
| L4 and L8 | 163.21 | 1.14 | |
| Inclination of side surface (°) | S1 | −1.73 | −0.10 |
| S2 | 0.95 | 0.05 | |
| S3 | 2.30 | 0.02 | |
| S4 | 0.93 | 0.03 | |
| S5 | −1.56 | 0.04 | |
| S6 | −1.53 | 0.03 | |
| S7 | −2.06 | −0.17 | |
| S8 | −1.35 | −0.08 | |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Xu, M.; Nakamoto, K.; Takeuchi, Y. An Efficient Ultraprecision Machining System Automating Setting Operations of Roughly Machined Workpiece. J. Manuf. Mater. Process. 2021, 5, 11. https://doi.org/10.3390/jmmp5010011
Xu M, Nakamoto K, Takeuchi Y. An Efficient Ultraprecision Machining System Automating Setting Operations of Roughly Machined Workpiece. Journal of Manufacturing and Materials Processing. 2021; 5(1):11. https://doi.org/10.3390/jmmp5010011
Chicago/Turabian StyleXu, Meng, Keiichi Nakamoto, and Yoshimi Takeuchi. 2021. "An Efficient Ultraprecision Machining System Automating Setting Operations of Roughly Machined Workpiece" Journal of Manufacturing and Materials Processing 5, no. 1: 11. https://doi.org/10.3390/jmmp5010011
APA StyleXu, M., Nakamoto, K., & Takeuchi, Y. (2021). An Efficient Ultraprecision Machining System Automating Setting Operations of Roughly Machined Workpiece. Journal of Manufacturing and Materials Processing, 5(1), 11. https://doi.org/10.3390/jmmp5010011