1. Introduction
In recent years, we have been able to observe a continuous and very dynamic increase in the production of motorcar components. The high competitiveness in the automotive industry causes a continuous search of new and eco-friendly technologies, which at the same time provide high mechanical and quality properties of the produced motorcar subassemblies [
1], such as connecting rods, gear wheels, worm gears, turbines, hubs and constant velocity joint boots. Especially forgings assigned for power transmission systems are irreplaceable components in motorcars, as they transmit the torque from the gear box to the wheels. That is why, as important safety elements and due to their specificity, they are required to exhibit high strength properties, dimensional precision, proper grain size, no decarburization and a specific fiber orientation [
2,
3,
4]. In the large series production of these types of components, multi-operation warm forging in closed dies is applied, followed by cold calibration forging. In turn, in the case when the shape of the forging of such a component is less complicated and does not require indirect extrusion of the forging bowl, as in the case of hub type forging, the process is realized at high temperatures in closed dies [
5,
6].
Hot die forging processes are very hard to realize, both for technological reasons—extreme operation conditions such as periodical high mechanical (up to 2500 MPa) and thermal (80–1000 °C) loads and high friction—and in relation to the quality of the obtained products and durability of the forging tools [
7,
8]. The cost of the forging production is calculated with the consideration of the cost of the forging tools needed to produce forgings with the assumed quality and dimension-shape precision [
9,
10]. A proper production of forgings with complicated shapes fulfilling the quality expectations of the recipients requires high experience from the constructors, technologists and machine operators [
4,
11,
12]. In addition, a large number of factors affecting the correctness of the whole process and their interaction make die forging processes very difficult to analyze [
7,
9]. That is why, at each stage of the whole technological chain, it is necessary to perform continuous measurements and control of the key parameters/quantities [
13,
14], as there is a potential risk of the occurrence of an error resulting in the formation of defects, which lower the quality of the end product—a forging. Regardless of all this, one should consider the fact that the wear of the forging tools causes a change in the geometry of the manufactured product, and any defects on the tool surface are represented on the forged item, thus affecting the quality and functionality of the final product made of the forging. The causes of the occurrence of forging defects can also be other aspects, e.g., improper temperature of the charge material, the use of too strong drafts, badly made tools, imprecise removal of scale or underdeveloped technology. Most of the reasons for defect formation are related to the activities of the production plant, but sometimes there are also discrepancies independent of the forge, whereby die forges have the possibility to control and supervise such defects/problems in order to prevent a reduction in product quality [
15,
16,
17,
18].
At present, to ensure sufficient but also proper production, the knowledge and experience of the technologists and constructors are usually applied. At the same time, more and more often, the analysis and optimization of the whole forging process take advantage of a series of IT engineering tools as well as numerical methods based mainly on FEM (Finite Element method), and also thermovisual tests and dimensional analyses with the use of laser scanners and CMM (Coordinate Measuring Machine) machines [
19,
20]. Of course, in some cases, it is also necessary to conduct advanced microstructural investigations, hardness measurements, defectoscopic examinations—MPI (Magnetic Particle Inspection) and a whole series of other destructive and non-destructive tests.
The most information can be found on the basis of numerical modelling based on FEM. The currently applied calculation packets make it possible to determine many experimentally difficult or impossible to determine physical quantities as well as other technological parameters, such as the manner of forging material flow and impression filling, the temperature distributions in the tools and the forging, the deformation and stress distributions and the force parameters [
21,
22,
23]. Numerical modelling significantly shortens the time needed to obtain relatively reliable and correct results, compared to the case of many time-consuming and costly tests and experiments as well as semi-industrial trials. This constitutes the main advantage of numerical simulations, of course with the assumption that the modelling operator possesses the proper knowledge and experience in working with calculation packets. Furthermore, the error resulting from the assumed simplifications in numerical modelling does not exceed 10%, and so, it is currently a very valuable tool for the analysis and optimization of industrial production processes. In the available literature, in the case of forging processes, the most space is devoted to Finite Element (FE) modelling for the analysis of the formation of forging defects and determination of the key process parameters [
24,
25,
26,
27], in order to determine the optimal shape and dimensions of the charge. This is especially justified in the case of forgings with complicated shapes, such as a turbine blade, a gear transmission, a yoke forging, etc. [
28,
29], where, as a result of numerical analyses, it is possible to determine many technological parameters and physical quantities, which enable a fuller and more complex analysis of the whole process [
30,
31]. That is why it is justifiable to combine numerical modelling with other investigative tools, such as thermovisual measurements and 3D scanning as well as other similar tests [
32,
33]. It seems that it is the right direction of science development, especially in the aspect of the search of new solutions to the problems on the border of technology and material engineering. In many cases, such an approach makes it possible to perform an in-depth and quick analysis of the problem and verify the proposed solutions.
2. Materials and Methods
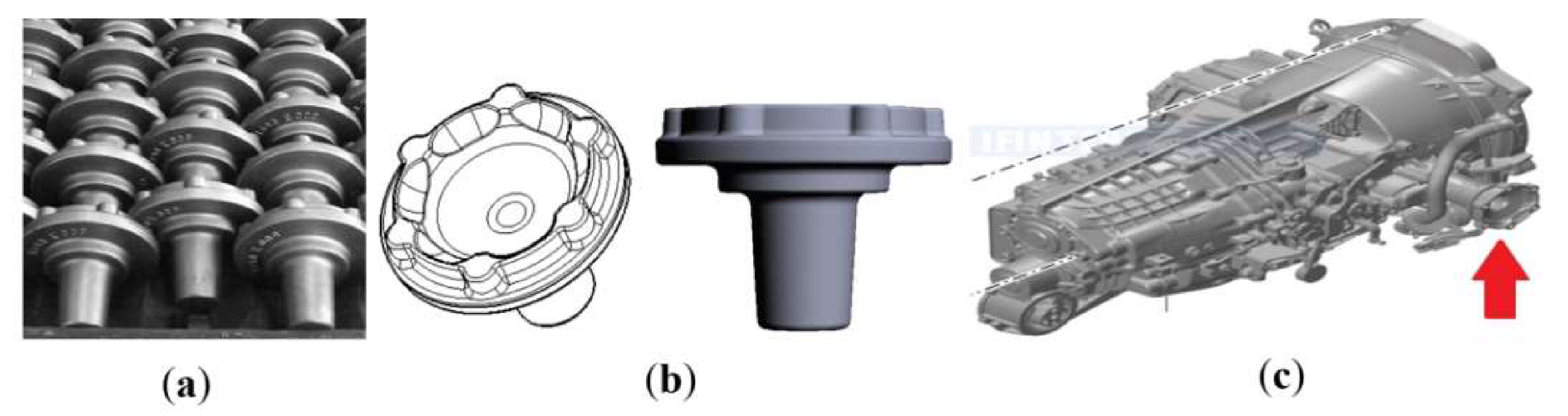
The aim of the research is to develop a proper numerical model of the process of producing a hub forging, which will be used to analyze and improve the present manufacturing process as well as similar processes of producing this type of forging on presses. The industrial process of producing a hub forging is realized in three hot forging operations on a mechanical crank press. The product obtained in this way—a hub forging (
Figure 1)—after additional mechanical treatment, is assigned for motorcar power transmission systems (
Figure 1b) and constitutes an important component (safety element) of the inner axle shaft joint on the side of the gear box (
Figure 1c). The hub element is made of steel 41Cr4 (1.7035). This steel is used for machine components with very high strength and ductility.
In order to conduct a comprehensive analysis of the manufacturing process of the hub-type element, the following were performed: a comprehensive analysis of the forging process with the use of, inter alia, a Flir 440 thermal imaging camera and a high-speed camera (Casio Exilim Pro EX-F1), as well as a macroscopic analysis of the tools and the forging defects, performed by means of a Cannon EOS 50D. The 3D (three-dimensional) scanning method (measuring arm ROMER Absolute ARM 7520si integrated with a RS3scanner) was also conducted of the finished hub forging produced in the currently implemented technology and after the introduced changes and corrections resulting from numerical modeling. Then, based on the technical documentation, Computer Aided Design (CAD) models of the finished element and tools were built with the use of the Catia V5R20 program by Dassault. A numerical model of the process was developed and numerical simulations of the hot forging process were carried out by means of the Qform 9.0.9 computing package from QuantorForm in order to determine the key parameters, and based on their analysis, improvements were made to the current forging technology.
3. Analysis of Industrial Forging Process
After being incised, the charge material is heated in an induction furnace, after which it is forged on a crank press Massey 1300, as shown in
Figure 2a (press force 13 MN). The first forging operation consists in upsetting a cylindrical preform placed on the diameter. The second operation is die roughing, and this is when the highest press force and deformations take place.
In the third operation, i.e., the finishing forging, the forging obtains a shape close to that of the ready product. After the hot forging process, the forgings undergo trimming of the flash (
Figure 1b) as well as additional operations (cooling, cleaning, thermal treatment–normalization, shot blasting, defectoscopic tests and final check-up). In the production process, every 2 h, the dimensions and geometry of the forgings are reviewed and the lubricant level is checked. The initial input material is a bar in the form of a cylinder with the diameter d = 65 mm, height h = 93 mm and mass 2.25 kg. The input material is cut by weight from 6 m long bars inside the production plant. For forgings assigned for the automotive industry, the ordered material is machined, so that the manufacturing tolerance does not exceed +/− 1 mm. During the preparation of the cutting process, the weight (tolerance +/− 0.03 kg), the curvature arrow and the cutting angle (permissible < 2 mm) are verified. The initial temperature of the charge is 1175 °C ± 30 °C (forging temperature). The tool temperature (for the second and third operation) equals about 200 °C, whereas the inserts in the first operation have a temperature above 450 °C and they are not cooled during the process (
Figure 3a). In the event of a downtime or technological break, the tools are reheated and the temperature of the tools is measured with a pyrometer before the process is started again. In the industrial forging process for lubrication, a fully automatic cooling and lubricating device developed by the authors was used, which was demonstrated in several studies [
34,
35,
36]. Such devices ensure stable and repeatable lubrication conditions.
The tools are heated to this temperature by means of a heated charge material with a temperature of about 1100 °C; the heating time is about 0.5 h (
Figure 3b). Based on the presented thermograms (
Figure 3), we can see that the tools did not achieve the optimal working temperature (according to the technology, 200–250 °C), and additionally, the heating manner of the inserts may cause overheating of the surface and local tempering. In the analyzed process, the die inserts are made of steel WCL (according to DIN—1.2343), which, after thermal treatment (hardening and two-fold tempering), are nitrided (except for the tools for I operation) to achieve a hardness of 1100–1200 HV0.1; the thickness of the nitrided layer equals about 0.2 mm.
4. Numerical Modelling–Determination of Initial-Boundary Conditions
In order to correctly perform the numerical simulations, it is crucial to properly define all the initial-boundary conditions of the process.
The geometry of the tools and the preform as well as the other technological parameters of the process were implemented into the program based on the original 2D models and the operation sheets. The parameters of the charge material (1.7035–41Cr4) and the die insert material (1.2343–X37CrMoV5-1) were selected from the material database of the Qform 9.0.9 program. In this database, for the forging material, the flow curves are in the form of graphs of stress dependence: strain, strain rate and temperature. For deformable tools (1.2343), in the base of the program, there are graphs for the dependence of changes: Young’s modulus, density, thermal expansion and specific heat as a function of temperature, as well as the value of yield stress. Additionally, from the program database, a crank press with the technical parameters corresponding to the industrial press was chosen. The data on the forging press was prepared beforehand (press force 13MN, 90 strokes per minute, stroke 254 mm, 0.17 crank radius to conrod length ratio). The punch movement speed depended on the angular orientation of the press. The preform for the first operation was heated to 1175 °C. The times of the following operations were determined by means of a Casio camera. The recorded average forging cycle of one forging (3 operations) equaled 19 s (which makes it possible to obtain about 1450 items for an 8 h work shift).
All the simulations were made on numerical 3D models, with the consideration of the most complex thermomechanical model with deformable tools. The CAD models of the tools and the charge material were digitized. In the modelling, four-wall elements of the type TET4 (tetrahedrons) were used, with the assumed maximal ratio of the largest to the smallest element equaling 4. The material consisted of 9345 and 18,309 (pre- and post-process element quantity) in the upsetting operation, 20,344 and 190,427 preliminary forging elements, and 202,804 and 287,086 finishing forging elements. The tools were assumed to be deformable, where the lower tool was fixed (rigid in relation to the fixed base) and the upper tool was set to the parameters in accordance with the specifications of the press in the vertical direction. The tools were discretized with TET4 elements in the quantity of 9379 and 32,928 (upper and lower upsetting), 198,721 and 799,759 (upper and lower preliminary), 710,756 and 802,409 (upper and lower finishing). The graphite with water lubrication from the Qform base was assumed based on the Levanov model (the formula is presented in Equation (1)) with a value of the Levanov coefficient of 1.25 and a coefficient of friction of 0.35. Sequential modelling was used for the calculations.
where:
m—friction factor, —flow stress of the workpiece material, —normal contact pressure, n—Levanov’s coefficient (recommended value for 1.35 steel).
The temperature of the tools was set at 200 °C, the cooling in the air lasted 5 s and the environment temperature was 20 °C. The heat transfer coefficients in the contact between the charge material and the tool material as well as the environment were assumed as follows: 25 and 0.35 kW/m2K. The plastic deformation work coefficient was defined as 0.95, which means that 95% of the plastic deformation work, due to the deformation of the forgings, is converted to heat. The heat flow is supplied to or drawn off from the workpiece to the tool, depending on the sign of the temperature difference between the workpiece and the tool. In this layer, the heat flow is directed strictly perpendicular to the workpiece surface. The QForm 9 program simulates the non-uniform temperature field in the workpiece, which changes over time during workpiece deformation, heating or cooling. The temperature field depends on the following thermal effects: the heat transfer between the heated workpiece parts due to their heat conduction; the thermal effect of plastic deformation due to partial transformation of the deformation work into heat; the heat transfer between the workpiece and the environment, which occurs due to convection and radiation; the heat transfer between the workpiece and the tool, which occurs due to conductivity through a lubricant film; the friction thermal effect, which consists in partial transformation of the work of friction between the workpiece and the tool into heat; the heat transfer between the tool parts due to their heat conductivity; the heat transfer between the tool and the environment by means of convection and radiation; the direct heating with heat flux on the surface or inside of the workpiece body.
5. Results and Discussion
The simulation was divided into two stages. The first stage related to the shaping of the forging, whereas the second stage included a tool and forging force analysis.
5.1. Filling of Impression
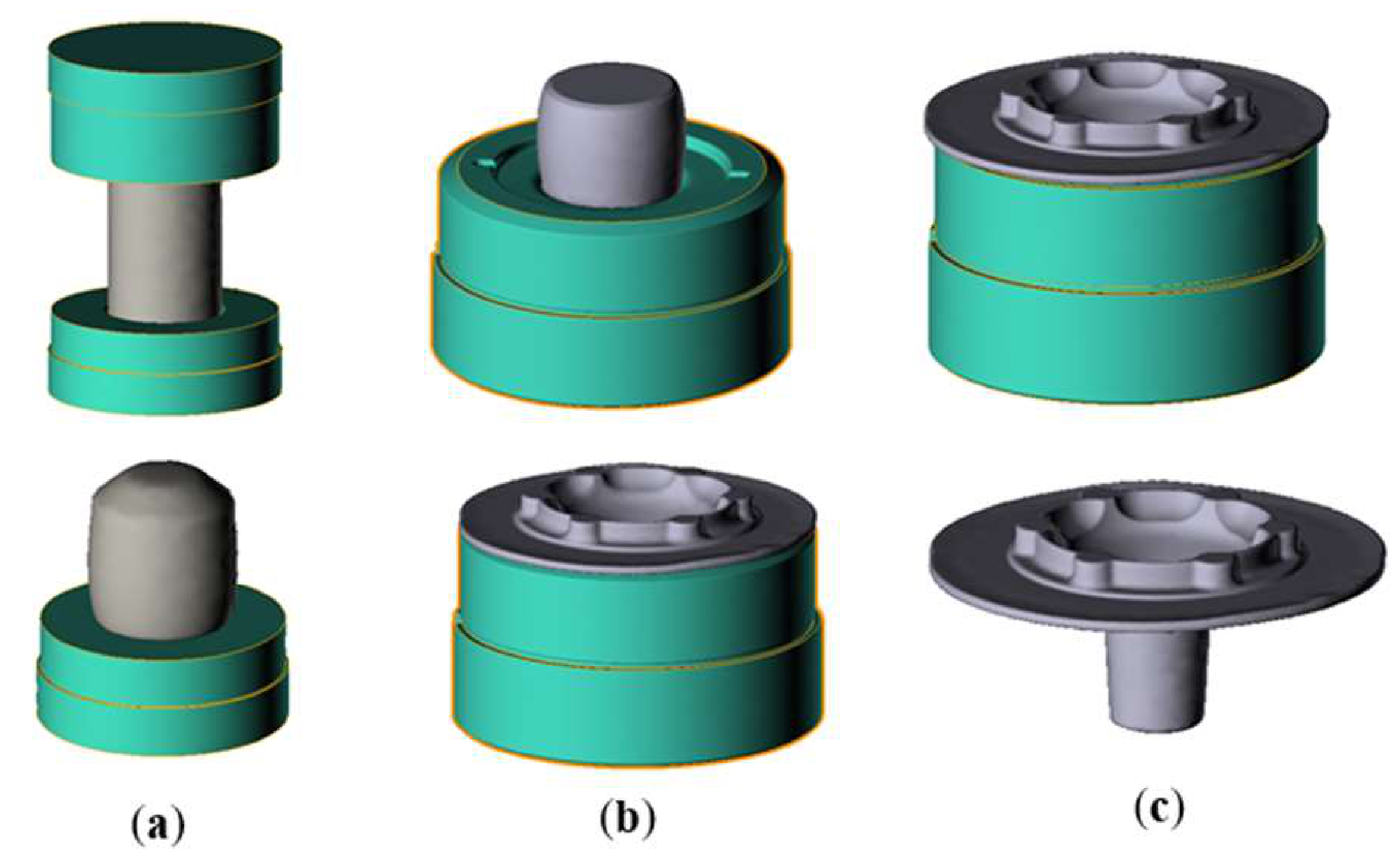
Figure 4 shows the consecutive stages of producing a hub forging in lower die inserts (the upper figures present the preforms before deformation and the lower ones after the forging process). In the analyzed process, the input material in the form of a cylinder in the first operation is upset and pre-shaped in order to remove the scale and better prepare it for the roughing operation (
Figure 4a).
After the upsetting, the preform is placed into the roughing pass with the rotation by 180 degrees (
Figure 4b). Next, after the roughing, finishing forging takes place, which makes it possible to obtain the final shape.
Figure 4c shows the proper shape of a forging after III forging operation.
5.2. Plastic Deformation Distributions
Figure 5 shows the deformation distributions for the shaped forging material after each consecutive forging operation.
In the first operation, the plastic deformations for the two-component system of the forging are mainly localized in the central part of the upset material as well as in the upper part, where the upper upsetting insert has deformed the material, thus preparing the preform for being rotated and placed into the roughing pass (
Figure 5a). In the second operation, the biggest plastic deformations are localized in the most deformed areas, and in the flash (
Figure 5b) the largest plastic flow is observed. In turn, in the central part of the forging, similarly to the first operation, the material is not much deformed. The plastic deformation distribution after the third operation did not undergo big changes compared to the one after the second operation (
Figure 5c), which is caused by the filling of the finishing impression, similar to the roughing pass.
5.3. Temperature Field Distributions
Figure 6 presents the temperature distributions for the consecutive operations. It can be observed that, except for the first operation, i.e., upsetting (
Figure 6a), the temperatures in the forgings are close to the temperature of the preform (1175 °C), whereby, due to the cooler tools on the contact surface, the temperature is significantly lower (even by 200 °C in the case of II operation and III operation).
The high temperature on the surface and inside the forgings (over 1000 °C) is a result of high plastic deformations as well as transformation of the plastic deformation into heat. At the end of the flashes, due to high deformations and friction, the temperature rises to 1250 °C (
Figure 6b, c).
5.4. Quality and Defects of Forgings
Figure 7 shows the results of an analysis of the geometrical changes of the 1000th forging obtained in the present technology with respect to a CAD model—a nominal forging. Similar results were obtained for the consecutive forgings collected every 1000th item, up to 6000 (mean hardness of tools for this forging), with a slight tendency for dimension enlargement. Next, they were scanned by means of a measuring arm ROMER Absolute ARM 7520si integrated with an RS3 scanner.
Based on the analysis of the presented results (
Figure 7), one can notice that the dimensions in the selected points on the forging exhibit significant discrepancies. In the case of forgings of this type (considering the surfaces of the forging being subjected to mechanical treatment after forging), the dimensional deviations should be within the scope lower: 0 mm, upper: +0.3 mm, which means that, for the forging, there should be no minus value, and the maximal plus deviation should not exceed 0.3 mm. That is why the deviations observed on the upper surface of the bowl (ring) from +0.67–0.72 mm are too big. Also concerning are the defects in the form of underfillings on the radii between the joggles −0.27–0.51 mm. The most unacceptable deviations are the ones along the leg of the forging, as too big a diameter of the pin and too short a leg of the forging can cause an insufficient amount of material during the mechanical treatment and form the so-called “non-hard spots”.
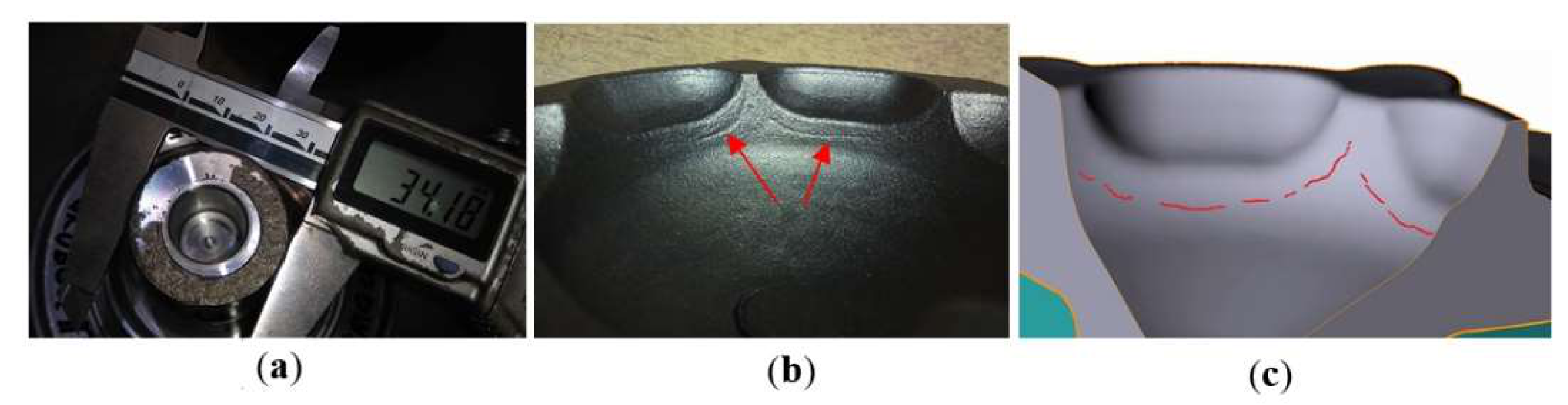
One of the biggest risks during the forging process of such components as hubs are forging defects, of which the most serious ones are mostly laps (a defect caused by the material not flowing properly and curling in such a way that there is a free space in-between), wraps and joggles, and also the lack of dimension and shape precision in respect of the assumed product. Defects of this type have sometimes been observed in the industrial process (
Figure 8a). With the use of the numerical modelling results, e.g., by means of the “laps” function, it is possible to detect the potential areas in the forging in which defects may occur (
Figure 8c). Such defects probably result from the insufficiently prepared working impressions of the die and the punch, and in such a case, it is necessary to partially reconstruct their shape. A similar defect in the form of a “lap” or a groove (marked with arrows in
Figure 8b) can be caused by a flawed construction of the tools.
Figure 9 presents the results of modelling with an improper orientation of the upper tool in respect of the lower tool (rotation by a few degrees in the axis) and an exemplary forging.
Similar effects have been observed in the industrial forging process, especially in the case when the technology is not followed, e.g., improper placement of the preform for the consecutive operation. A defect of this type is sometimes visible after trimming and shot blasting (
Figure 9c) or only during the defectoscopic tests.
5.5. Effective (Reduced) and Mean Stresses, and Temperature Field Distributions in the Tools
In order to identify the areas which are the most prone to cracking and abrasive wear, an analysis of the reduced and mean stress distributions as well as temperature distributions in the die inserts was performed. A detailed analysis was made of the tools used for roughing (II operation) due to the fact that they are the most loaded during the forging process (
Figure 10). On the roughing pass, on most of the working surfaces of the lower and upper insert, the reduced stresses oscillated between 600 and 800 MPa (
Figure 10a), and locally, on the inner areas of the upper tool, they reached 1100 MPa (by the bowl of the forging). The mean stresses for both tools are at the average level of −200 MPa, whereas, on the upper tool, they are in the smallest impression radii—up to 600 MPa (
Figure 10b). Such high stress values and long paths of friction may cause the occurrence of abrasive wear (encountered in the industrial process). The observed high values of press force in the form of reduced stresses and mean stresses, especially in the punches, in the areas of the smallest cross-sections, can cause cracks in those places. In turn, the temperature distributions (
Figure 10c) point to strong heating of the tools during deformation (even 450 °C), which can cause local overheating and tempering of the tool material and, in consequence, lead to the occurrence of plastic deformations.
What is more, in the case of the observed underheating of the tool (
Figure 3) and the high temperature during forging, thermal fatigue may occur, which, in consequence, can intensify the thermo-mechanical fatigue (
Figure 10d). This, similarly to tool cracking in areas of the thinnest walls (
Figure 10e) as a result of high values of press force and temperature gradients, has been observed in the industrial process.
5.6. Forging Force Courses
Figure 11 shows the courses of the forging forces in the function of displacement (closing of the die inserts: upper with lower, for a specific thickness of the flash). We can see in the presented diagram of the forces for the particular operations that, for a normal forging process (without problems), in the first operation, the force is low (370 kN) compared to the forces in II and III operations, and it equals about over 5000 kN. In the case of II operation, i.e., roughing, the maximal force is close to 5900 kN; however, we can see in the diagram that it does not increase rapidly, which proves proper filling of the impression by the shaped material. The highest force is observed in III forging operation and equals over 6000 kN. However, when there are problems with the chuck (
Figure 8) or there is a rotation of the upper tool relative to the lower one (
Figure 9), the forces in the 2nd and 3rd operations are higher than in the case of undisturbed forging.
Moreover, in this case, the force during initial forging (2nd operation) is greater than the force in operation III, which was the case of crimping (
Figure 8). Additionally, it does not exceed the acceptable force of the industrial press (a Massey 1300 t press, with the nominal press force 13,000 kN). This is caused by the fact that the last operation basically involved calibration, aimed at obtaining the final geometry of the forging.
Based on the performed analysis with the use of numerical simulations, it was established that the tools require reconstruction of shape in order to obtain a forging in the scope of dimensional tolerances. That is why, to improve the present process, it is necessary to slightly change the geometry of the lower die in the roughing operation (in the area of the tip of the forging leg) as well as of the punch in the finishing operation on the front surface (in the areas by the radii marked with arrows—
Figure 8b). In addition, better positioning of the preform after II operation in respect of the lower die in III operation should be ensured, as well as lack of rotation between the punch and the die in the roughing and finishing operation, in order to eliminate laps formed as a result of errors of twists in the parting plane.
Figure 12 shows the geometrical modifications in the selected tools in order to minimize the errors in the forming of the forging material during the forging process.
The blank on the upper pre-forming insert was lowered by 1 mm in the place of the pin forming the inner cone of the joint. This change in geometry was to increase the volume of the material being formed to counteract the failure to fill the high forged protrusion in the bottom inserts. During the finishing operation, after the changes, the material fills the entire length of the axial projection, and its excess is removed, forming a flash (
Figure 12a). The anti-rotation recesses were geometrically changed, reducing the probability of incorrect arrangement of the forgings during the transfer from the preliminary to the finishing operation (
Figure 12b). Through a slight change in inclination (5 degrees) to the value of 20 degrees on the side walls, the forging, incorrectly positioned angularly, due to the introduced changes, will slide down by gravity into the cone, which performs a positioning function.
Moreover, the analysis results point to the necessity of ensuring better tribological conditions in the industrial process, as the thermovisual measurements showed that the tools in the process are underheated, while during forging in simulations, high temperatures occur. Fulfilling this condition requires a precise analysis of the amount of lubricant as well as the manner of its application.
5.7. Verification of Results
In order to verify the results, after the consideration of the information obtained from FEM referring to the reconstruction of the tool geometry and optimizing the tribological conditions, a new forging process was carried out. Similarly to the originally realized process, for the geometry change examinations, the 1000th forging and the successive, every 1000th forging were selected to be scanned. With the use of the PolyWorks program, the dimensional deviations of the ready 6000th forging in the nominal dimensions were illustrated (
Figure 13).
Based on the presented comparison of the scans before (
Figure 7) and after the introduced changes (
Figure 13), we can conclude that, as a result of the introduced improvements into the industrial process, more precise products were obtained—forgings with a narrowed tolerance field—, which justifies the application of FEM for the optimization of the forging processes.
6. Conclusions
The performed numerical modelling of the process of producing a hub forging provided a lot of information relating to the plastic deformation distribution, the temperature, the possibility of the presence of potential forging defects, as well as the distributions of stresses, temperature fields and forging forces. On the basis of the analysis of the industrial process, and owing to the consideration of the numerical modelling results and introduction of corrections, high dimensional precision of a ready forging was achieved, thus confirming the validity of the set assumptions of numerical modelling. The big temperature gradients observed in numerical modelling as well as the high press force occurring during the forging process can cause premature tool degradation and worsen the quality of the forgings, which has been observed in the process. That is why it is necessary to conduct further research both in the aspect of improving the durability of forging tools through the use of, e.g., surface engineering methods (nitriding, hybrid layers) or optimization of other process parameters and studies in the scope of forging quality, in the microstructure area, e.g., the grain size, the hardness, obtaining a specific structure and flow errors as well as other internal flaws.
Performing analyses with the use of numerical modelling as well as other tools and tests is at present the optimal solution both in the case of improving and verifying the current manufacturing technologies and developing and activating new processes. Numerical modelling, with the proper experience of the technologists and constructors working in forges, makes it possible to obtain very precise and close-to-reality results relatively quickly, which of course translates to measurable financial benefits for the company. That is why it seems that the application of calculation packets (based on the finite element method) for the analysis and optimization of manufacturing processes is unquestionable, and it will be constantly developed at industrial enterprises, while the further added functions will enable a more precise analysis, thus making the simulation results even better represent the real conditions.
Author Contributions
Conceptualization, M.H. and M.R.; methodology, M.H.; software, M.R.; validation, M.W., P.J. and M.R.; formal analysis, M.H.; investigation, P.J., M.W.; resources, M.R.; data curation, M.H.; writing—original draft preparation, M.W.; writing—review and editing, M.H.; visualization, P.J.; supervision, M.H.; project administration, M.R.; funding acquisition, M.H. All authors have read and agreed to the published version of the manuscript.
Funding
This research received no external funding.
Institutional Review Board Statement
Not applicable.
Informed Consent Statement
Not applicable.
Data Availability Statement
Data sharing not applicable.
Conflicts of Interest
The authors declare no conflict of interest. The funders had no role in the design of the study in the collection, analyses, or interpretation of data; in the writing of the manuscript, or in the decision to publish the results.
References
- Talebi-Anaraki, A.; Chougan, M.; Loh-Mousavi, M.; Maeno, T. Hot Gas Forming of Aluminum Alloy Tubes Using Flame Heating. J. Manuf. Mater. Process. 2020, 4, 56. [Google Scholar] [CrossRef]
- Gronostajski, Z.; Hawryluk, M. The main aspects of precision forging. Arch. Civ. Mech. Eng. 2008, 8, 39–55. [Google Scholar] [CrossRef]
- Vazquez, V.; Altan, T. Die design for fashless forging of complex parts. J. Mater. Process. Technol. 2000, 98, 81–89. [Google Scholar] [CrossRef]
- Dieter, G.; Kuhn, H. Handbook of Workability and Process Design, 1st ed.; The Materials Information Society (ASM International): Novelty, OH, USA, 2003. [Google Scholar]
- Hawryluk, M.; Rychlik, M.; Gronostajski, Z.; Nowak, B.; Ziemba, J.; Kondracki, P.; Zwierzchowski, M.; Kaszuba, M.; Widomski, P. Numerical modeling of the hot forging process of the hub forgings. Metall. Metall. News 2018, 85, 27–31. [Google Scholar]
- Gronostajski, Z.; Hawryluk, M.; Jaśkiewicz, K.; Niechajowicz, A.; Polak, S.; Walczak, S.; Woźniak, A. Application of physical and mathematical modelling to analysis of different forging processes of constant velocity joint body. Comput. Methods Mater. Sci. 2007, 7, 231–236. [Google Scholar]
- Hawryluk, M. Methods of Analysis and Increasing Durability of Forging Tools used in Hot die Forging Processes. In Monographic Publishing Series. Problems of Operation and Machine Construction; ITE—PIB: Radom, Poland, 2016; ISBN 978-83-7789-410-1. [Google Scholar]
- Kocańda, A. Określenie Trwałości Narzędzia w Obróbce Plastycznej Metali. In Informatyka w Technologii Metali; Wydawnictwo Politechniki Śląskiej: Gliwice, Poland, 2003; pp. 213–256. [Google Scholar]
- Lange, L.; Cser, L. Tool Life and Tool Quality in Bulk Metal Forming. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 1993, 207, 223–239. [Google Scholar] [CrossRef] [Green Version]
- Hawryluk, M.; Ziemba, J. Possibilities of application measurement techniques in hot die forging processes. Measurement 2017, 110, 284–295. [Google Scholar] [CrossRef]
- SISO GPS 10360-4:2000, Geometrical Product Specifications (GPS)—Acceptance and Reverification Tests for Coordinate Measuring Machines (CMM)—Part 4: CMMs Used in Scanning Measuring Mode; American National Standards Institute (ANSI): Washington, DC, USA, 2000.
- Banaszek, G.; Stefanik, A. Theoretical and laboratory modelling of the closure of metallurgical defects during forming of a forging. J. Mater. Process. Technol. 2006, 177, 238–242. [Google Scholar] [CrossRef]
- Mathia, T.; Pawlus, P. Wieczorowski, M. Recent trends in surface metrology. Wear 2011, 271, 494–508. [Google Scholar] [CrossRef]
- Hawryluk, M.; Jakubik, J. Analysis of forging defects for selected industrial die forging processes. Eng. Fail. Anal. 2016, 59, 396–409. [Google Scholar] [CrossRef]
- Maeno, T.; Mori, K.-I.; Sakagami, M.; Nakao, Y.; Talebi-Anaraki, A. Minimisation of Heating Time for Full Hardening in Hot Stamping Using Direct Resistance Heating. J. Manuf. Mater. Process. 2020, 4, 80. [Google Scholar] [CrossRef]
- Hawryluk, M.; Ziemba, J. Application of the 3D reverse scanning method in the analysis of tool wear and forging defects. Measurement 2018, 128, 204–213. [Google Scholar] [CrossRef]
- Gronostajski, Z.; Hawryluk, M.; Kaszuba, M.; Sadowski, P.; Walczak, S.; Jablonski, D. Measuring & control system in industry die forging process. Eksploat. Niezawodn. Maint. Reliab. 2011, 3, 62–69. [Google Scholar]
- Gronostajski, Z.; Ziemba, J.; Dworzak, Ł.; Jabłoński, P.; Rychlik, M. Analysis of the influence of lubrication conditions on tool wear used in hot die forging processes. Eksploat. i Niezawodn.Maint. Reliab. 2018, 20, 169–176. [Google Scholar]
- Hawryluk, M. Review of selected methods of increasing the life of forging tools in hot die forging processes. Arch. Civ. Mech. Eng. 2016, 16, 845–866. [Google Scholar] [CrossRef]
- Gronostajski, Z.; Hawryluk, M.; Kaszuba, M.; Marciniak, M.; Niechajowicz, A.; Polak, S.; Zwierzchwoski, M.; Adrian, A.; Mrzygłód, B.; Durak, J. The expert system supporting the assessment of the durability of forging tools. Int. J. Adv. Manuf. Technol. 2015, 82, 1973–1991. [Google Scholar] [CrossRef]
- Krishna, H.; Jena, D. Analytical and numerical modelling of open-die forging process for elliptical cross-section of billet. Measurement 2019, 134, 855–865. [Google Scholar] [CrossRef]
- Xu, Y.; Zhang, Y.; Zhuang, X.; Cao, Z.; Lu, Y.; Zhao, Z. Numerical modeling and anvil design of high-speed forging process for railway axles. Int. J. Mater. Form. 2020, 1–20. [Google Scholar] [CrossRef]
- Janjić, M.; Vukčević, M.; Jurković, Z.; Šibalić, N.; Savićević, S. Physical modelling and numerical finite element method (FEM) simulation of forging in open die of alloy AIMgSi0,5. Metalurgija 2016, 55, 181–184. [Google Scholar]
- Ellinghauden, T. The revolution of simulation software development. Forg. Mag. 2013, 6, 16–18. [Google Scholar]
- Kopernik, M.; Milenin, A. Numerical modeling of substrate effect on determination of elastic and plastic properties of TiN nanocoating in nanoindentation test. Arch. Civ. Mech. Eng. 2014, 14, 269–277. [Google Scholar] [CrossRef]
- Lee, S.; Lee, Y.; Park, C.; Yang, D. A new method of preform design in hot forging by using electric field theory. Int. J. Mech. Sci. 2002, 44, 773–792. [Google Scholar] [CrossRef]
- Sedighi, M.; Tokmechi, S. A new approach to preform design in forging process of complex parts. J. Mater. Process. Technol. 2008, 197, 314–324. [Google Scholar] [CrossRef]
- Hawryluk, M.; Kaszuba, M.; Gronostajski, Z.; Sadowski, P. Systems of supervision and analysis of industrial forging processes. Ekspolatacja i Niezawodn.Maint. Reliab. 2016, 18, 315–324. [Google Scholar] [CrossRef]
- Lee, S.K.; Ko, D.C.; Kim, B.M. Optimal die profile design for uniform microstructure in hot extrusion product. Int. J. Mach. Tools Manuf. 2000, 40, 1457–1478. [Google Scholar] [CrossRef]
- Datafile Forge 3v75, Forge NxT 2011 Documentation; Subsidiary Transvalor Americas Corp: Moscow, Russia, 2011.
- Simufact Forming Reference Manual 11.0. Simufact Eng. GmbH: Hamburg, Germany, 2011.
- Altan, T. Cold and Hot Forging Fundamentals and Application, 1st ed.; ASM International: Novelty, OH, USA, 2005. [Google Scholar]
- Vazquez, V.; Altan. T. New concepts in die design—physical and computer modeling applications. J. Mater. Process. Technol. 2000, 98, 212–223. [Google Scholar] [CrossRef]
- Dworzak, Ł.; Hawryluk, M.; Janik, M. The impact of the lubricant dose on the reduction of wear dies used in the forging process of the valve forging. Materials 2021, 14, 212. [Google Scholar] [CrossRef]
- Hawryluk, M.; Ziemba, J. Lubrication in hot die forging processes. Proc. Inst. Mech. Eng. Part J J. Eng. Tribol. 2019, 233, 663–675. [Google Scholar] [CrossRef]
- Hawryluk, M.; Ziemba, J.; Dworzak, Ł.; Kaczyński, P.; Kasprzak, M. Wear analysis of forging tools used in the hot forging processes using 3D reverse scanning techniques and cooling-lubricating system. Int. J. Adv. Manuf. Technol. 2018, 97, 2009–2018. [Google Scholar] [CrossRef]
Figure 1.
The view of (a) finished hub forgings after trimming and peening, (b) a Computer Aided Design (CAD) model, (c) and the location of the hub in the power transmission system.
Figure 1.
The view of (a) finished hub forgings after trimming and peening, (b) a Computer Aided Design (CAD) model, (c) and the location of the hub in the power transmission system.
Figure 2.
A view of (a) the industrial forging process, (b) the forging of the hub after hot trimming.
Figure 2.
A view of (a) the industrial forging process, (b) the forging of the hub after hot trimming.
Figure 3.
The thermograms: (a) heating of inserts with input material, (b) temperature distribution in lower die inserts after heating.
Figure 3.
The thermograms: (a) heating of inserts with input material, (b) temperature distribution in lower die inserts after heating.
Figure 4.
Consecutive steps for the manufacture of the forging of a hub: (a) before and after the upsetting operation, (b) before and after the pre-forging operation, (c) before and after the finishing operation (upper: inside die, below: only forging).
Figure 4.
Consecutive steps for the manufacture of the forging of a hub: (a) before and after the upsetting operation, (b) before and after the pre-forging operation, (c) before and after the finishing operation (upper: inside die, below: only forging).
Figure 5.
Deformation distribution for the shaped forging material after subsequent operations: (a) after I operation, (b) after II operation, (c) after III forging operation.
Figure 5.
Deformation distribution for the shaped forging material after subsequent operations: (a) after I operation, (b) after II operation, (c) after III forging operation.
Figure 6.
Temperature distribution for the shaped forging material after successive operations (in °C): (a) upsetting operation, (b) pre-forging operation, (c) finishing operation.
Figure 6.
Temperature distribution for the shaped forging material after successive operations (in °C): (a) upsetting operation, (b) pre-forging operation, (c) finishing operation.
Figure 7.
Analysis through 3D scanning of geometrical changes of forgings in the present technology.
Figure 7.
Analysis through 3D scanning of geometrical changes of forgings in the present technology.
Figure 8.
Forging defects observed in the industrial process: (a) no so-called ”whitening” of the surface during mechanical processing, (b) lapping and reflections in the rays indicating the unfinished shape of the upper tool, (c) detection of potential areas of laps—using the “laps” in the Finite Element (FE) modelling.
Figure 8.
Forging defects observed in the industrial process: (a) no so-called ”whitening” of the surface during mechanical processing, (b) lapping and reflections in the rays indicating the unfinished shape of the upper tool, (c) detection of potential areas of laps—using the “laps” in the Finite Element (FE) modelling.
Figure 9.
Forging defects: (a) numerical model of improper tool placement, (b) detection of potential areas of laps, (c) forging laps observed after shot blasting.
Figure 9.
Forging defects: (a) numerical model of improper tool placement, (b) detection of potential areas of laps, (c) forging laps observed after shot blasting.
Figure 10.
The distributions of: (a) von Misses stresses (in MPa), (b) mean stresses (in MPa), and (c) the temperature fields for the lower pre-forging inserts in the final phase of deformation (in °C), (d) a worn tool (II operation) with characteristic thermo-mechanical fatigue on the surface after 6000 forgings, (e) a worn tool (III operation) with a visible crack after 3000 forgings.
Figure 10.
The distributions of: (a) von Misses stresses (in MPa), (b) mean stresses (in MPa), and (c) the temperature fields for the lower pre-forging inserts in the final phase of deformation (in °C), (d) a worn tool (II operation) with characteristic thermo-mechanical fatigue on the surface after 6000 forgings, (e) a worn tool (III operation) with a visible crack after 3000 forgings.
Figure 11.
The forging forces for each operation as functions of displacement; green curve for upsetting, red curves for second operation (with a marker for improper material flows-folds, without for correct material flows), blue curves for third operation (the same situation).
Figure 11.
The forging forces for each operation as functions of displacement; green curve for upsetting, red curves for second operation (with a marker for improper material flows-folds, without for correct material flows), blue curves for third operation (the same situation).
Figure 12.
The geometry changes for selected tools (top before, bottom after changes): (a) the upper pre-forming insert, (b) the lower tool in finishing forging (III operation).
Figure 12.
The geometry changes for selected tools (top before, bottom after changes): (a) the upper pre-forming insert, (b) the lower tool in finishing forging (III operation).
Figure 13.
Comparison of the manufactured 6000th forging to the CAD model after improvements.
Figure 13.
Comparison of the manufactured 6000th forging to the CAD model after improvements.
| Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}