
Study on Magnetic Abrasive Finishing Combined with Electrolytic Process–Precision Surface Finishing for SUS 304 Stainless Steel Using Pulse Voltage



Abstract
:1. Introduction
2. Processing Principle
2.1. Principle of EMAF Process
2.2. Principle of Electrolysis in P-EMAF Process
2.3. Principle of MAF Process
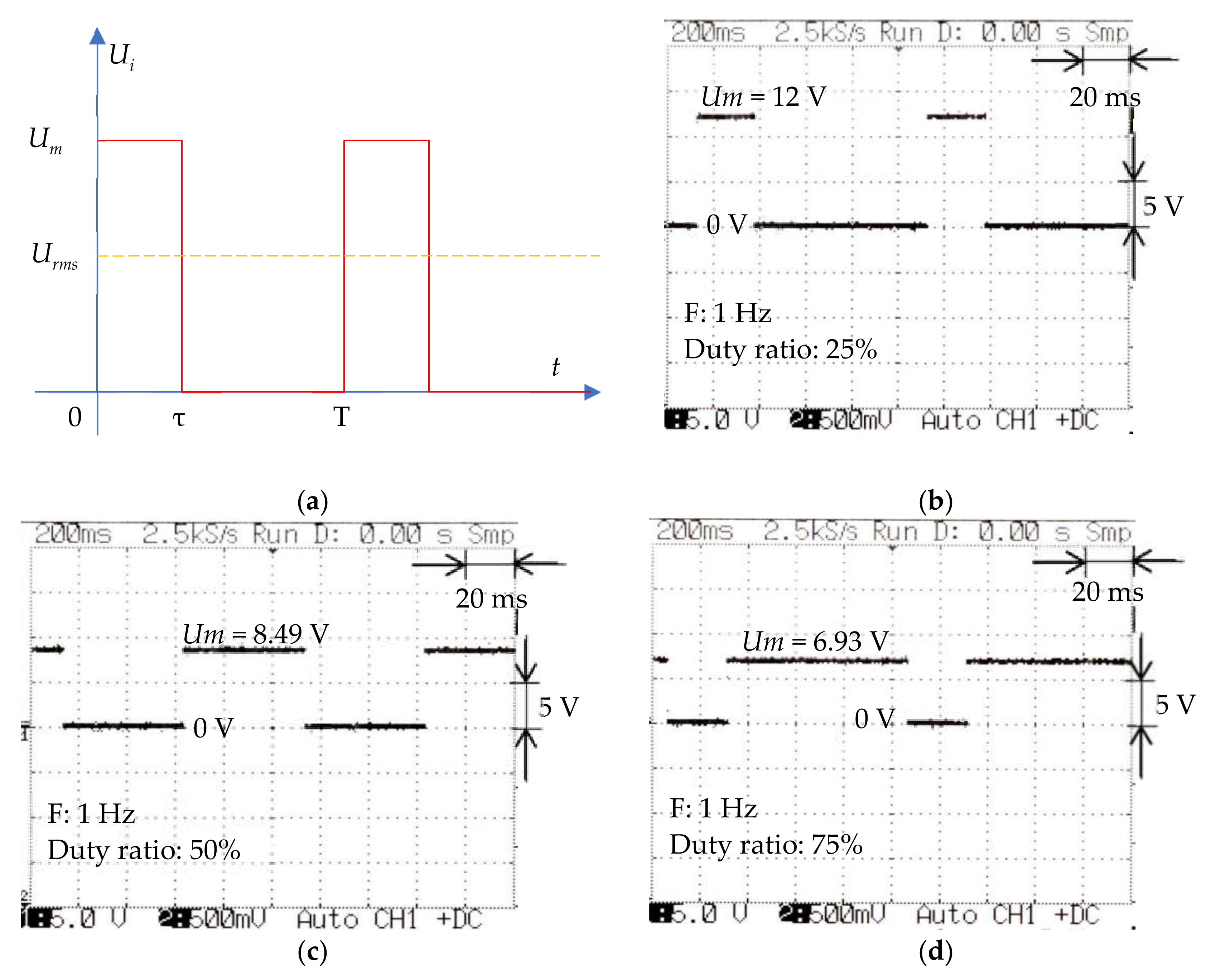
2.4. Root-Mean-Square Voltage in P-EMAF Processing
3. Experimental Setup and Compound Processing Tool
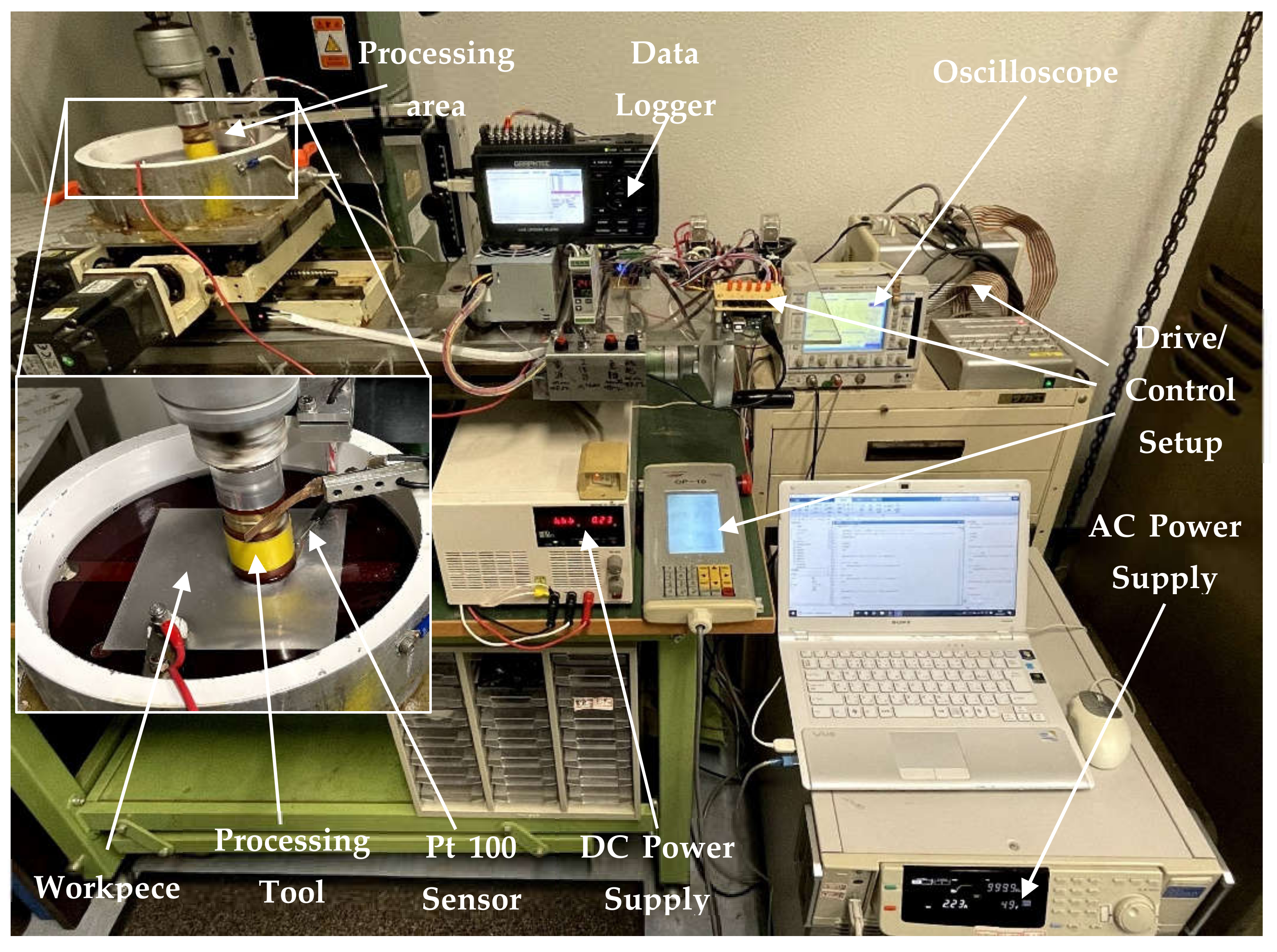
3.1. EMAF Processing Setup
3.2. Schematic of EMAF Processing Set Up
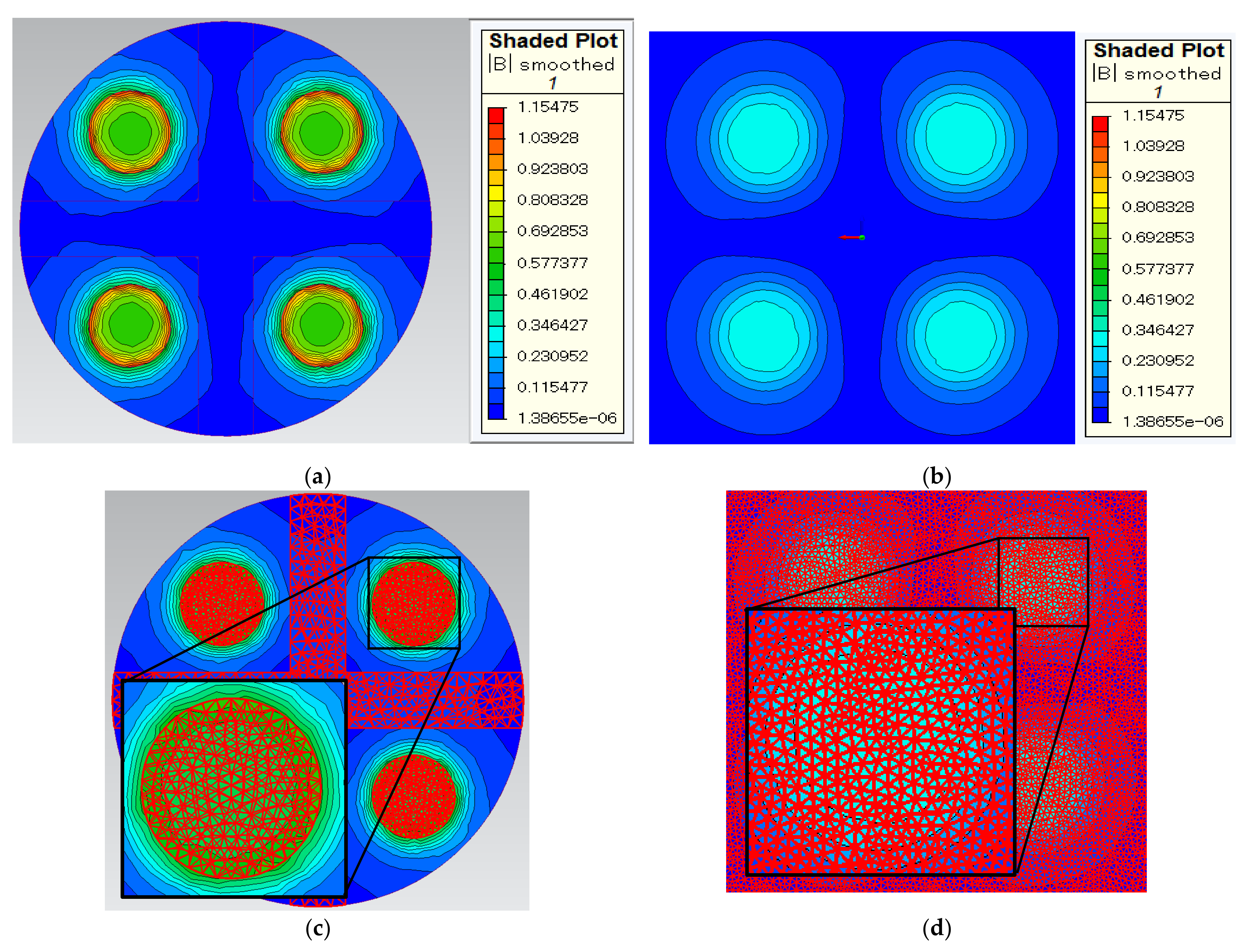
3.3. Simulation of Magnetic Induction
4. Experimental Conditions and Results
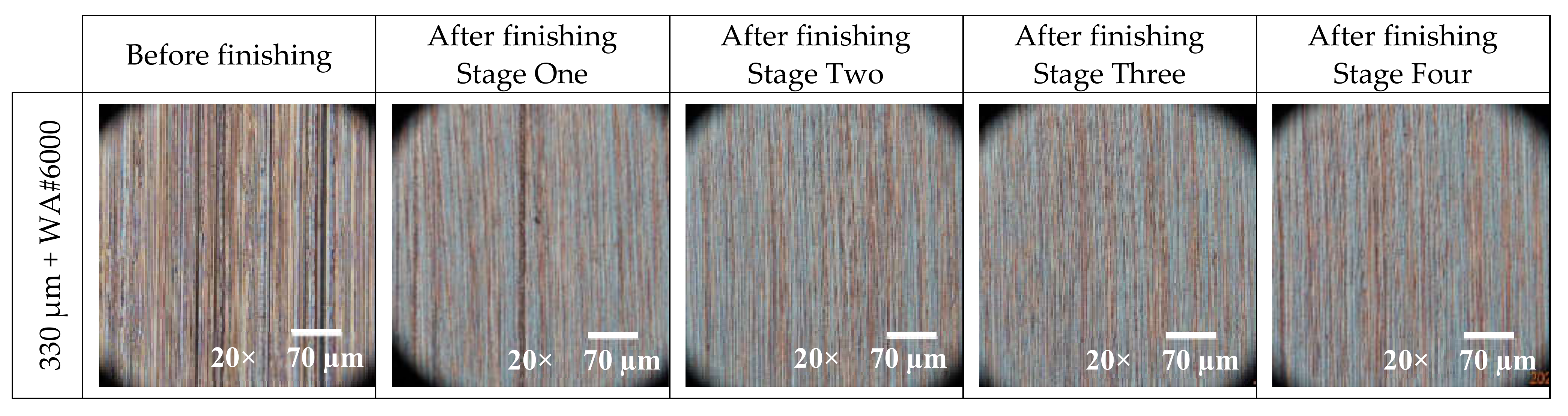
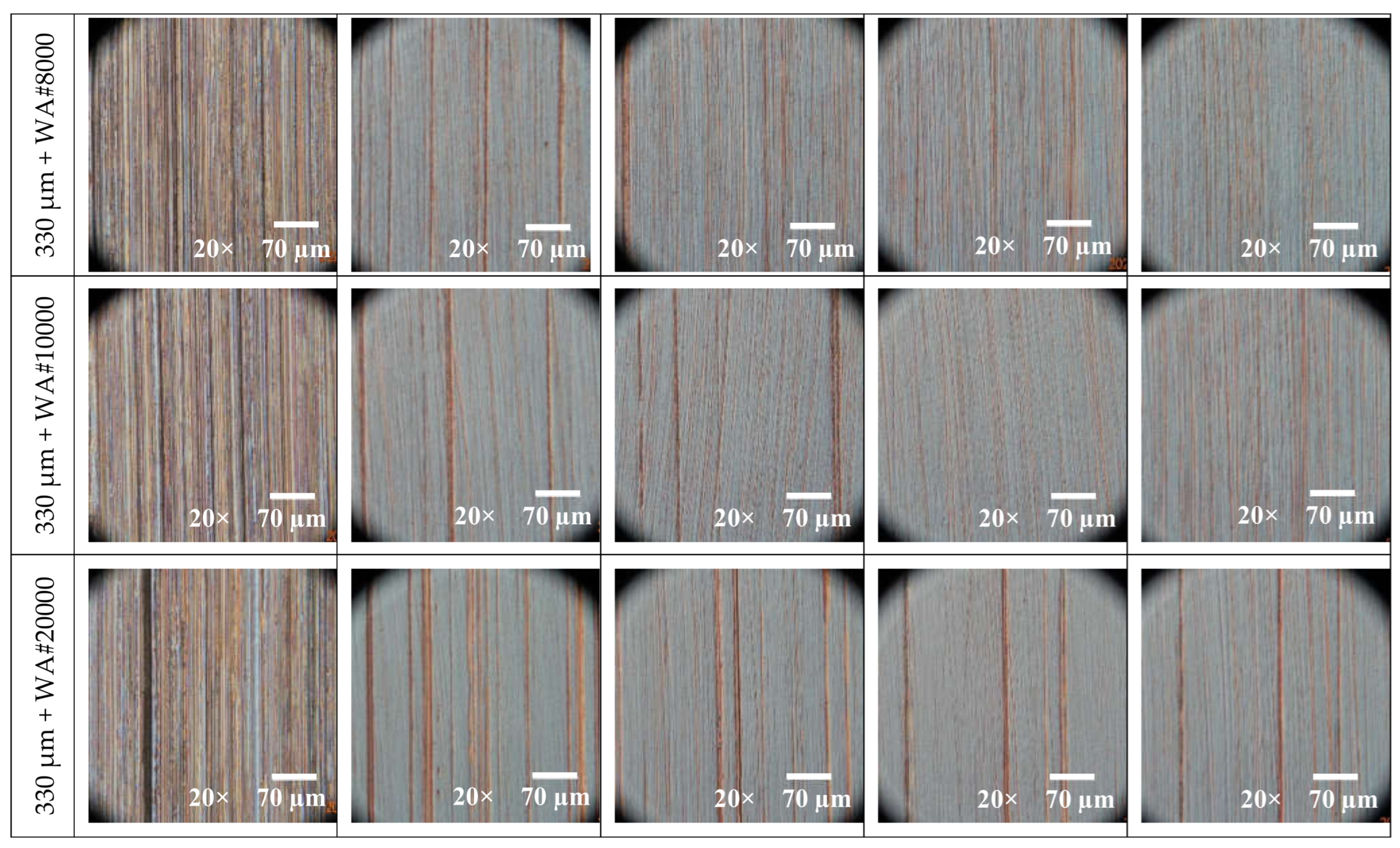
4.1. MAF Experimental Conditions and Results
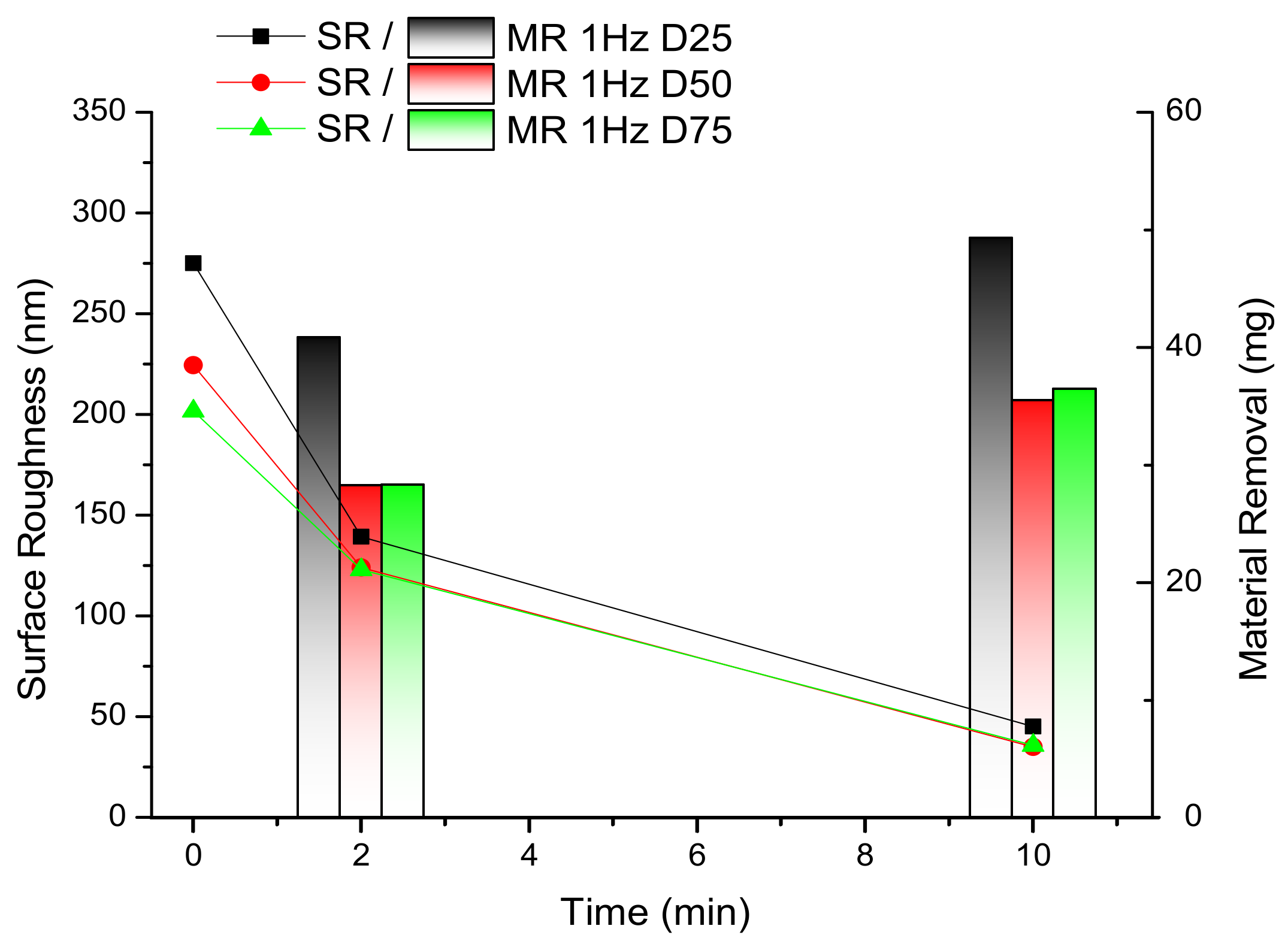
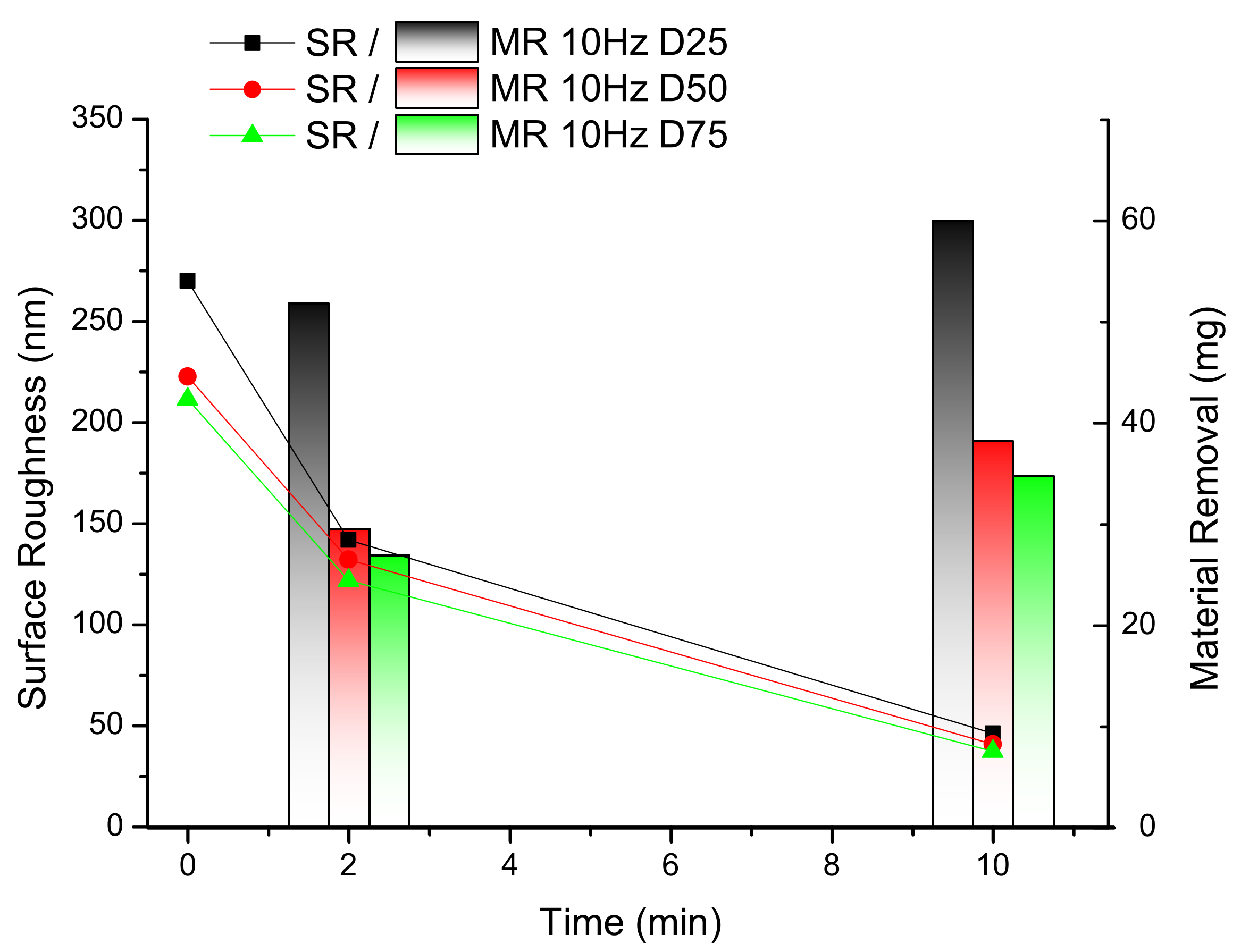
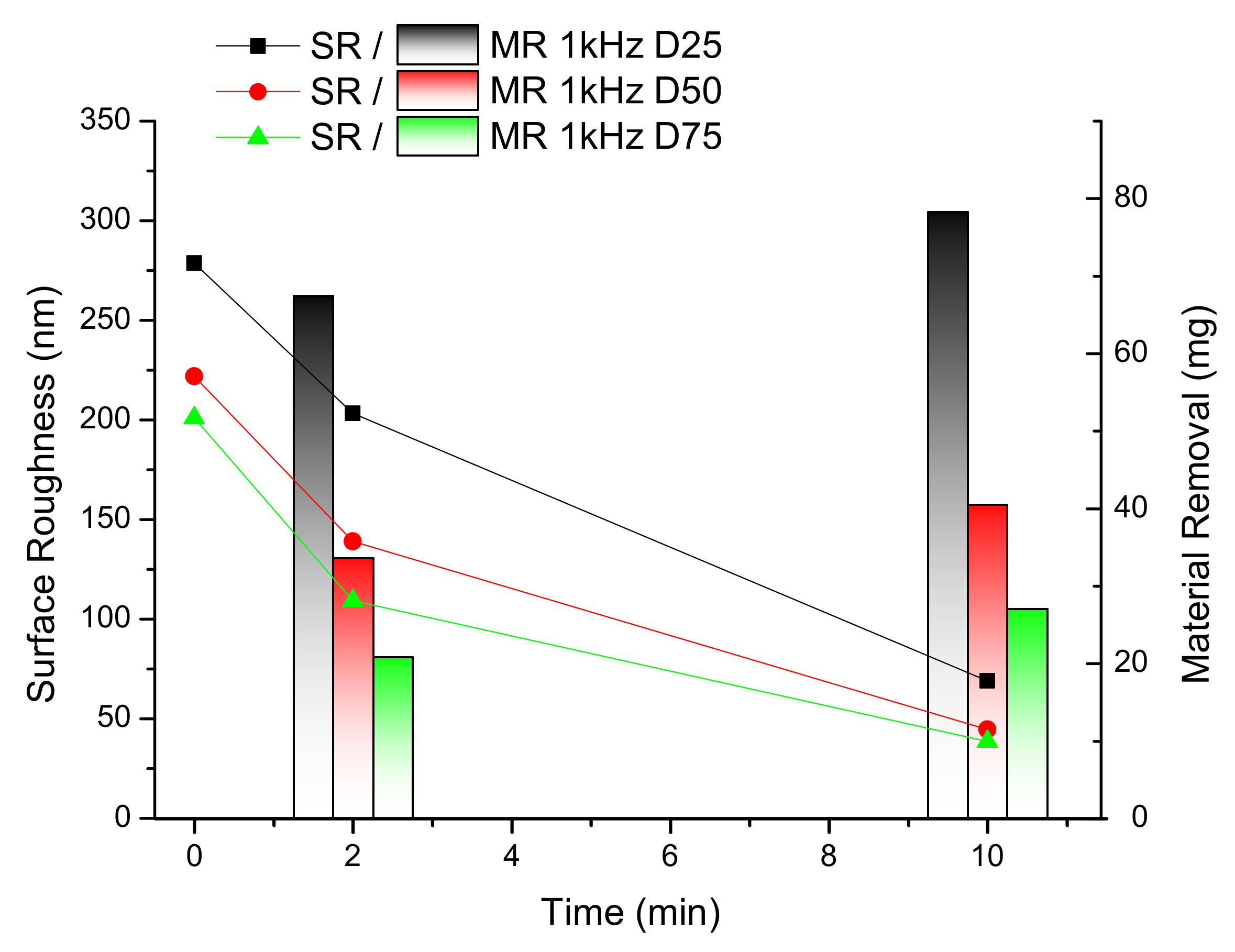
4.2. P-EMAF Experimental Conditions and Results
4.3. Observation of Iron Powder before and after Processing
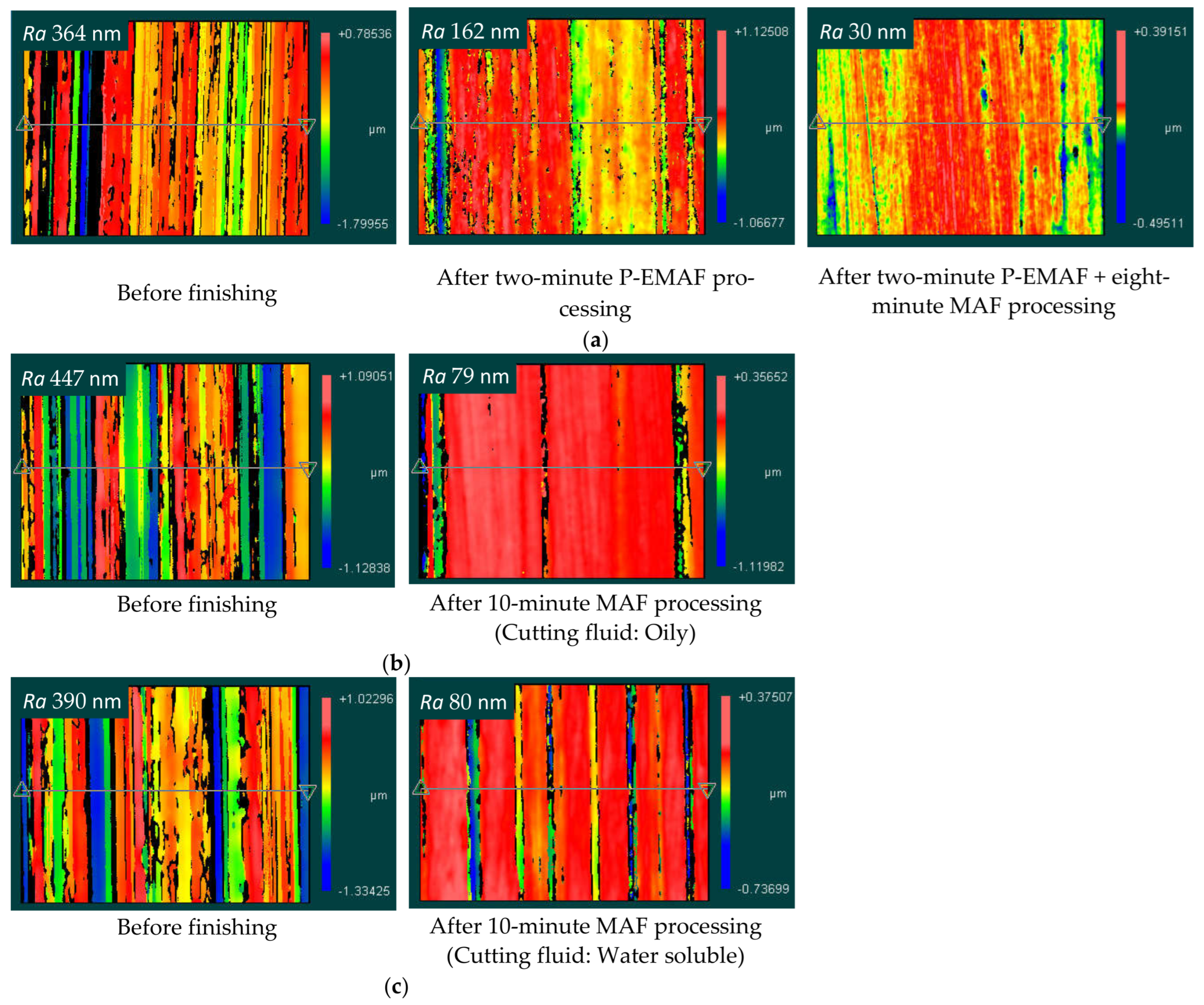
4.4. Comparison between P-EMAF Processing and MAF Processing
5. Discussion
6. Conclusions
- Through a series of exploratory experiments, it is proved that the compound processing tool (four magnetic poles arranged in the same direction and a cross electrode) can be used for the finishing of SUS 304 stainless steel by the P-EMAF process.
- In this study, compared with the traditional MAF process under the same experimental conditions, the P-EMAF process can obtain better surface roughness values and a higher material removal amount.
- In this experiment, during EMAF processing, the electrolytic reaction not only occurs between the workpiece surface and the electrode but also occurs between the iron powder in the magnetic brush and the electrode.
- In this study, the best experimental condition is the Urms 6 V pulse voltage (rectangular wave) with 1 Hz and duty ratio of 50% is used for P-EMAF processing, and the NaNO3 aqueous solution concentration is 20% wt.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
Sample Availability
References
- Shinmura, T.; Aizawa, T. Development of plane magnetic abrasive finishing apparatus and its finishing performance (2nd Report, Finishing apparatus using a stationary type electromagnet). J. Jpn. Soc. Prec. Eng. 1988, 54, 928–933. (In Japanese) [Google Scholar] [CrossRef] [Green Version]
- Shinmura, T.; Takazawa, K.; Hatano, E. Study on magnetic abrasive process (Application to plane finishing). Bull. Jpn. Soc. Precis. Eng. 1985, 19, 289–294. [Google Scholar]
- Shinmura, T. Study on free-form surface finishing by magnetic abrasive finishing process (1st Report, Fundamental experiments). Trans. Jpn. Soc. Mech. Eng. 1986, 53, 202–208. (In Japanese) [Google Scholar] [CrossRef] [Green Version]
- Shinmura, T.; Takazawa, K.; Hatano, E.; Matsunaga, M. Study on magnetic abrasive finishing. CIRP Ann. Manuf. Technol. 1990, 39, 325–328. [Google Scholar] [CrossRef]
- Vahdati, M.; Rasouli, S. Evaluation of Parameters Affecting Magnetic Abrasive Finishing on Concave Freeform Surface of Al Alloy via RSM Method. Adv. Mater. Sci. Eng. 2016, 257, 505–510. [Google Scholar] [CrossRef] [Green Version]
- Zou, Y. Internal finishing of micro tubes by the magnetic abrasive finishing. J. Jpn. Soc. Abras. Technol. 2012, 56, 86–89. (In Japanese) [Google Scholar]
- Zou, Y.; Shinmura, T. Study on magnetic field-assisted machining process for internal finishing using magnetic machining jig. Key Eng. Mater. 2004, 257, 505–510. [Google Scholar] [CrossRef]
- Amineh, S.K.; Tehrani, A.F.; Mohammadi, A. Improving the surface quality in wire electrical discharge machined specimens by removing the recast layer using magnetic abrasive finishing method. Int. J. Adv. Manuf. Technol. 2013, 66, 1793–1803. [Google Scholar]
- Sun, X.; Zou, Y. Development of magnetic abrasive finishing combined with electrolytic process for finishing SUS304 stainless steel plane. Int. J. Adv. Manuf. Technol. 2017, 92, 3373–3384. [Google Scholar] [CrossRef]
- Shinmura, T. Study on plane magnetic abrasive finishing (3rd Report on the finishing characteristics of non-ferromagnetic substance). J. Jpn. Soc. Prec. Eng. 1989, 55, 1271–1276. (In Japanese) [Google Scholar] [CrossRef]
- Shinmura, T.; Takazawa, K.; Hatano, E. Study on magnetic abrasive process (Process principles and finishing possibility). Bull. Jan. Soc. Precis. Eng. 1985, 19, 54–55. [Google Scholar]
- Shinmura, T.; Takazawa, K.; Hatano, E. Study on magnetic abrasive process (1st Report)—Process principles and finishing possibility. Precis. Eng. 1986, 52, 851. (In Japanese) [Google Scholar] [CrossRef] [Green Version]
- Lohrengel, M.M.; Rataj, K.P.; Münninghoff, T. Electrochemical Machining-mechanisms of anodic dissolution. Electrochim. Acta 2016, 201, 348–353. [Google Scholar] [CrossRef]
- McGeough, J.A. Principles of Electrochemical Machining; Chapman and Hall: London, UK, 1974. [Google Scholar]
- Rajurkar, K.P.; Zhu, D.; McGeough, J.A.; Kozak, J.; De Silva, A. New Development in electro-chemical machining. CIRP Ann.-Manuf. Technol. 1999, 48, 567–579. [Google Scholar] [CrossRef]
- Labib, A.W.; Keasberry, V.J.; Atkinson, J.; Frost, H.W. Towards next generation electrochemical controllers: A fuzzy logic control approach to ECM. Expert Syst. Appl. 2011, 38, 7486–7493. [Google Scholar] [CrossRef]
- Rajurkar, K.P.; Sundaram, M.M.; Malshe, A.P. Review of electrochemical and electrodischarge machining. Procedia CIRP 2013, 6, 13–26. [Google Scholar] [CrossRef] [Green Version]
- Zou, Y.; Xing, B.; Sun, X. Study on the magnetic abrasive finishing combined with electrolytic process—Investigation of machining mechanism. Int. J. Adv. Manuf. Technol. 2020, 108, 1675–1689. [Google Scholar] [CrossRef]
- Xing, B.; Zou, Y. Investigation of Finishing Aluminum Alloy A5052 Using the Magnetic Abrasive Finishing Combined with Electrolytic Process. Machines 2020, 8, 78. [Google Scholar] [CrossRef]
- Harada, S.; Natsu, W. Study on Sensitivity of Gap-width Detection with Peak Current in Pulse ECM. In Proceedings of the 12th euspen International Conference, Stockholm, Sweden, 4–8 June 2012; Volume 6. [Google Scholar]
- Rajurkar, K.P.; Kozak, J.; Wei, B.; McGeough, J.A. Study of Pulse Electrochemical Machining Characteristics. CIRP Ann. 1993, 42, 231–234. [Google Scholar] [CrossRef]
- McGeough, J.A.; Barker, M.B. Electrochemical machining. Int. J. Chemtech. Res. 1991, 9, 536–542. [Google Scholar]
- Rebecca, J.L.; Atanas, I. Electrochemical micromachining: An introduction. Adv. Mech. Eng. 2016, 8, 1–13. [Google Scholar]
- Natsu, W.; Kunimi, T. Analysis of ECM phenomena with equivalent circuit for electrolysis. Int. J. Electr. Mach. LJEM 2009, 15, 45–50. [Google Scholar]
- Natsu, W. Basic Theory and Actual Situation of Electrochemical Machining. J. Jpn. Soc. Prec. Eng. 2015, 81, 317–322. [Google Scholar] [CrossRef]
- Natsume, M.; Shinmura, T. Study on the mechanism of plane magnetic abrasive finishing process-elucidation of normal force characteristics. Trans. Jpn. Soc. Mech. Eng. 2008, 74, 212–218. [Google Scholar] [CrossRef] [Green Version]
- Shinmura, T.; Takazawa, K.; Hatano, E.; Aizawa, T. Study on magnetic abrasive process-finishing characteristics. Bull. JSPE 1984, 18, 347. [Google Scholar]
- Daintith, J. A Dictionary of Physics, 6th ed.; Oxford University Press: Oxford, UK, 2009. [Google Scholar]
- Sylvanus, P.T. Calculus Made Easy; Macmillan International Higher Education: London, UK, 2020; p. 185. [Google Scholar]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Item | Experimental Conditions |
|---|---|
| Workpiece | SUS 304 stainless steel plane (100 × 100 × 1 mm) |
| Electrolytic iron powders | 330 μm, 0.6 g |
| Abrasives particles | WA#6000, WA#8000, WA#10000, WA#20000 |
| Cutting fluid | Oily |
| Working gap | 1 mm |
| Stage feed speed | 5 mm/s |
| Tool rotation speed | 450 rpm |
| Processing time | 10 min/stage |
| Item | Experimental Conditions |
|---|---|
| Workpiece | SUS 304 stainless steel plane (100 × 100 × 1 mm) |
| Electrolytic iron powders | 330 μm, 0.5 g |
| Abrasives particles | WA#8000 |
| Cutting fluid | Water soluble (EMAF), Oily (MAF) |
| Electrolyte | NaNO3 20% wt |
| Root-mean-square voltage | Urms = 6 V |
| Voltage waveform | Rectangular wave |
| Duty ratio | 25%, 50%, 75% |
| High-level voltage (Um) | Duty ratio: 25%, Um = 12 V Duty ratio: 50%, Um = 8.49 V Duty ratio: 75%, Um = 6.93 V |
| Low-level voltage | 0 V |
| Frequency | 1 Hz, 10 Hz, 100 Hz, 1 kHz |
| Working gap | 1 mm |
| Stage feed speed | 5 mm/s |
| Tool rotation speed | 450 rpm |
| Processing time | P-EMAF (2 min) + MAF (8 min) |
| Item | Experimental Conditions |
|---|---|
| Workpiece | SUS 304 stainless steel plane (100 × 100 × 1 mm) |
| Electrolytic iron powders | SUS 304 stainless steel columnar magnetic iron powder 300 μm, 0.5 g |
| Electrolyte | NaNO3 20% wt |
| Processing voltage | 8 V |
| Working gap | 1 mm |
| Stage feed speed | 5 mm/s |
| Tool rotation speed | 450 rpm |
| Processing time | 10 min |
| Item | Experimental Conditions |
|---|---|
| Workpiece | SUS 304 stainless steel plane (100 × 100 × 1 mm) |
| Electrolytic iron powders | 330 μm, 0.5 g |
| Abrasives particles | WA#8000 |
| Cutting fluid | Water soluble (Type 1: EMAF processing conditions), Oily (Type 2: traditional MAF processing conditions) |
| Electrolyte | NaNO3 20% wt (Type 1: EMAF processing conditions) |
| Working gap | 1 mm |
| Stage feed speed | 5 mm/s |
| Tool rotation speed | 450 rpm |
| Processing time | 10 min |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Xing, B.; Zou, Y.; Tojo, M. Study on Magnetic Abrasive Finishing Combined with Electrolytic Process–Precision Surface Finishing for SUS 304 Stainless Steel Using Pulse Voltage. J. Manuf. Mater. Process. 2022, 6, 14. https://doi.org/10.3390/jmmp6010014
Xing B, Zou Y, Tojo M. Study on Magnetic Abrasive Finishing Combined with Electrolytic Process–Precision Surface Finishing for SUS 304 Stainless Steel Using Pulse Voltage. Journal of Manufacturing and Materials Processing. 2022; 6(1):14. https://doi.org/10.3390/jmmp6010014
Chicago/Turabian StyleXing, Baijun, Yanhua Zou, and Masahisa Tojo. 2022. "Study on Magnetic Abrasive Finishing Combined with Electrolytic Process–Precision Surface Finishing for SUS 304 Stainless Steel Using Pulse Voltage" Journal of Manufacturing and Materials Processing 6, no. 1: 14. https://doi.org/10.3390/jmmp6010014
APA StyleXing, B., Zou, Y., & Tojo, M. (2022). Study on Magnetic Abrasive Finishing Combined with Electrolytic Process–Precision Surface Finishing for SUS 304 Stainless Steel Using Pulse Voltage. Journal of Manufacturing and Materials Processing, 6(1), 14. https://doi.org/10.3390/jmmp6010014