
Development of a Low-Cost Wire Arc Additive Manufacturing System



Abstract
:1. Introduction
2. Materials and Methods
2.1. Design Process
2.1.1. Mechanical Design
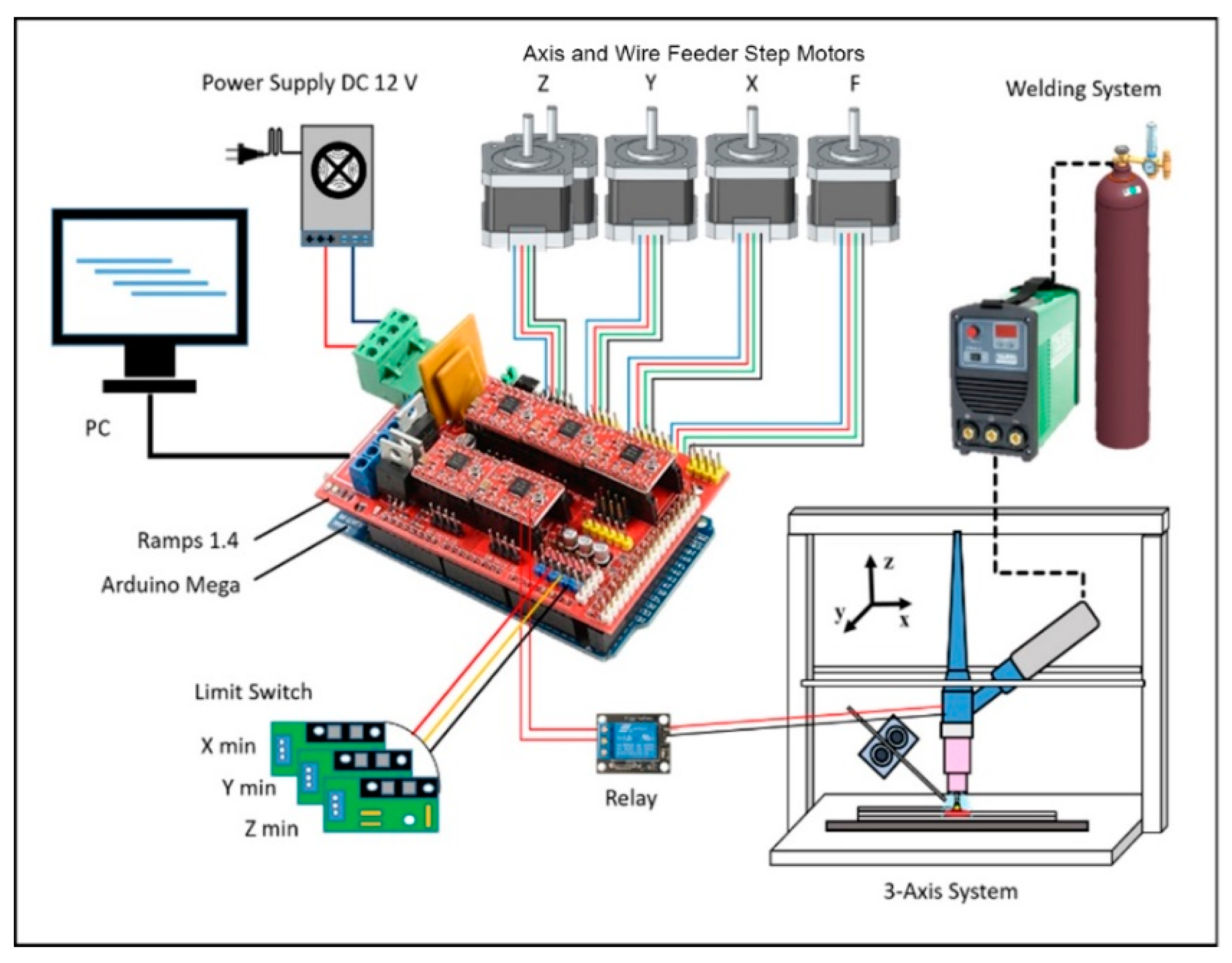
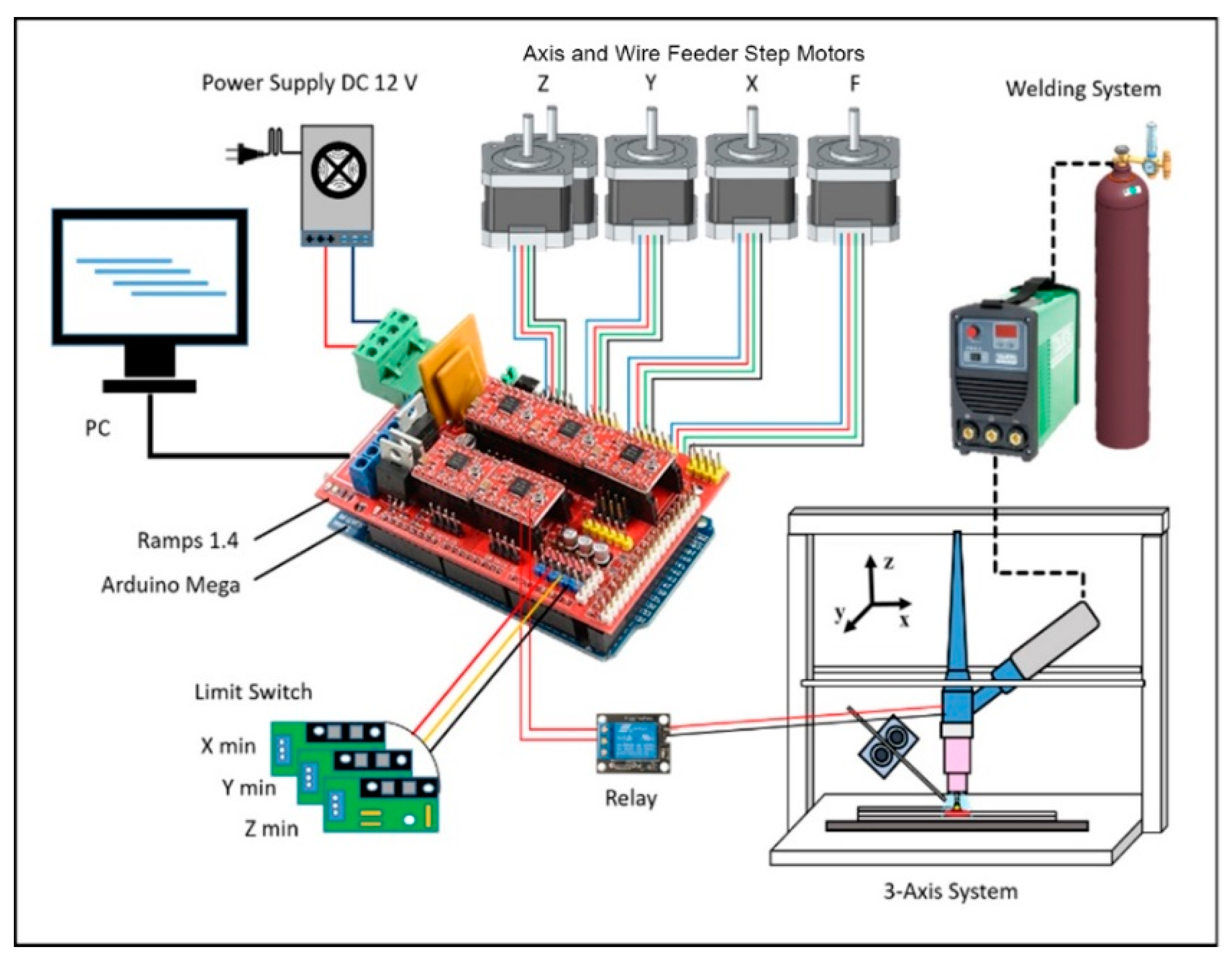
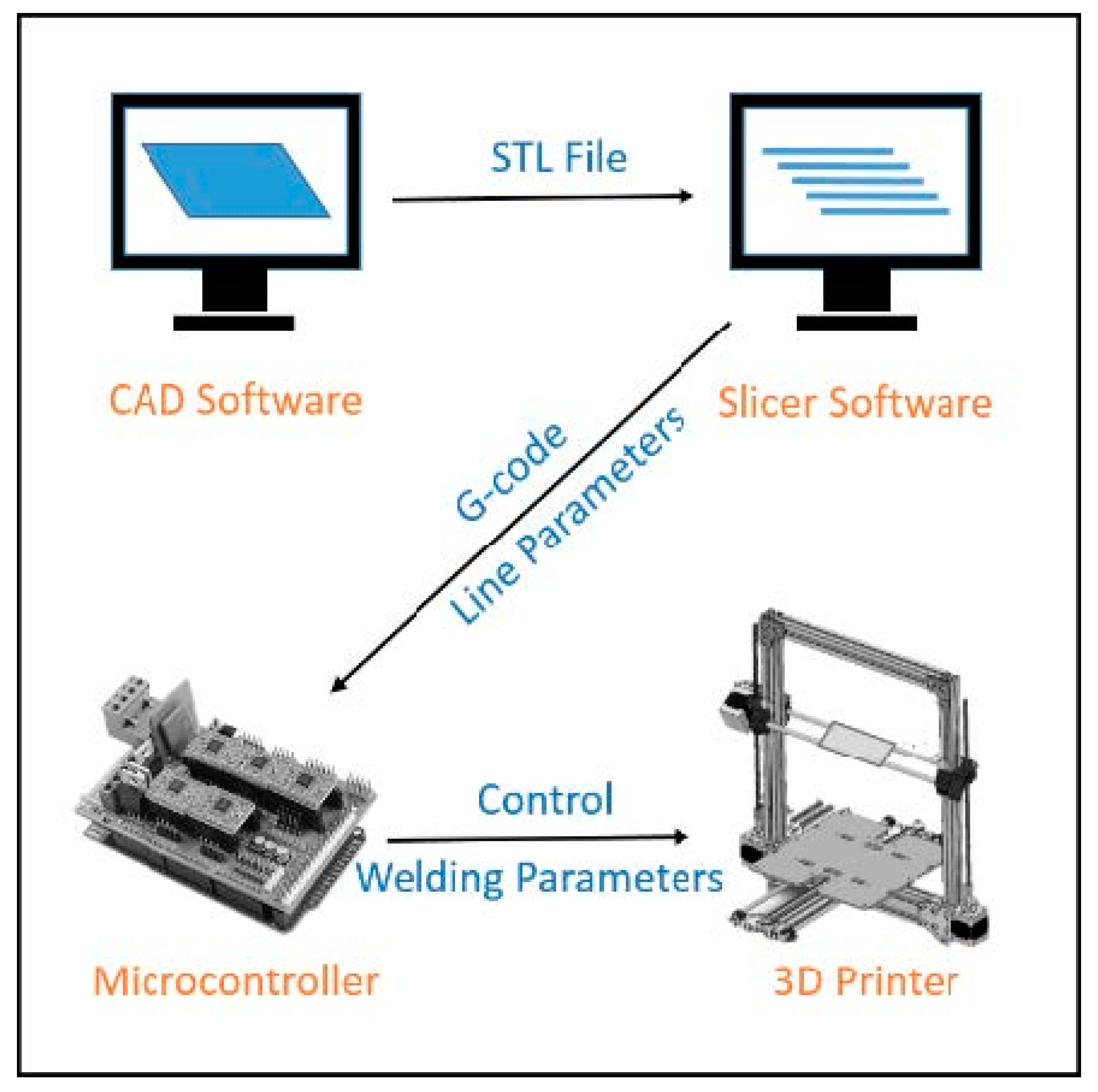
2.1.2. Electrical Design and Programming
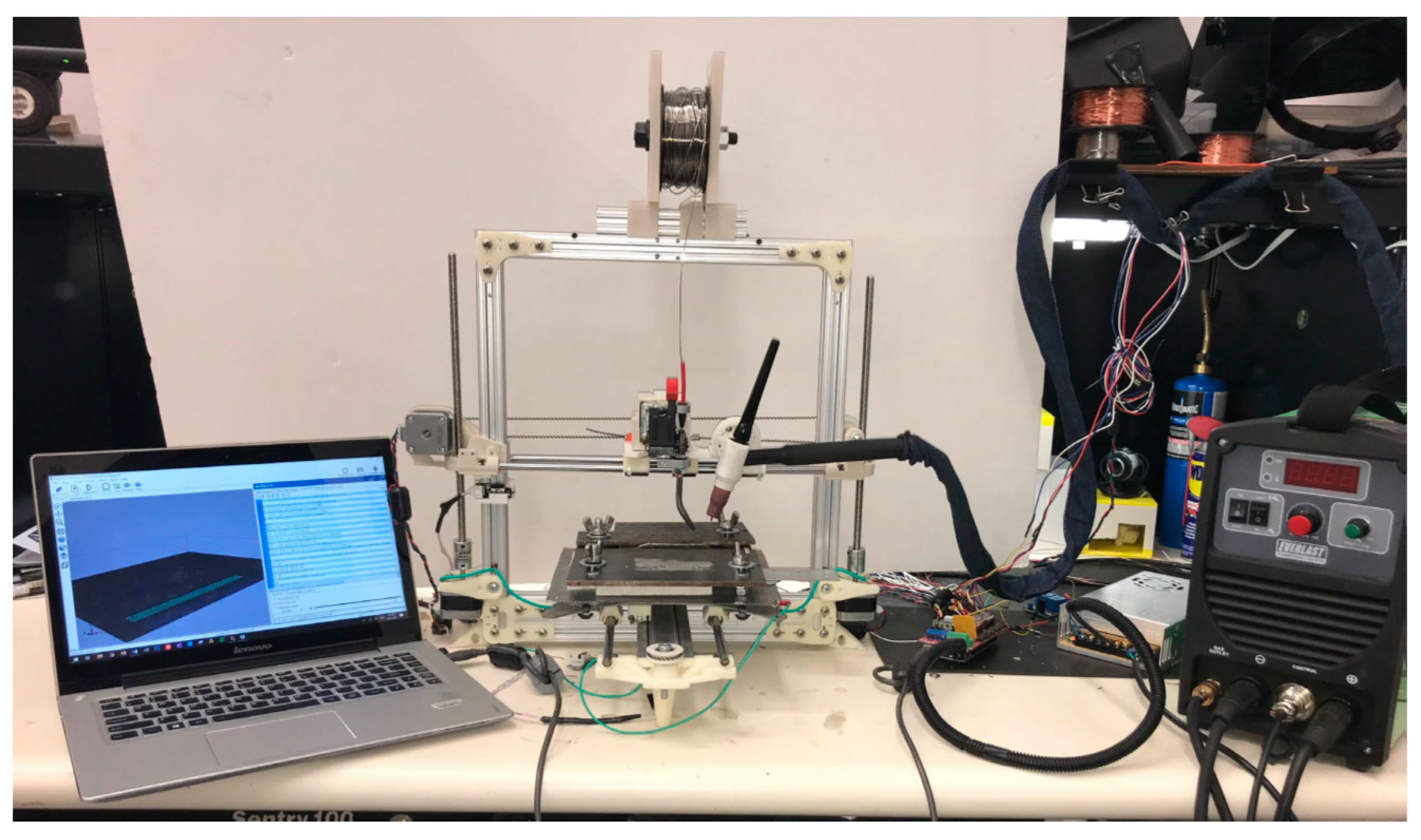
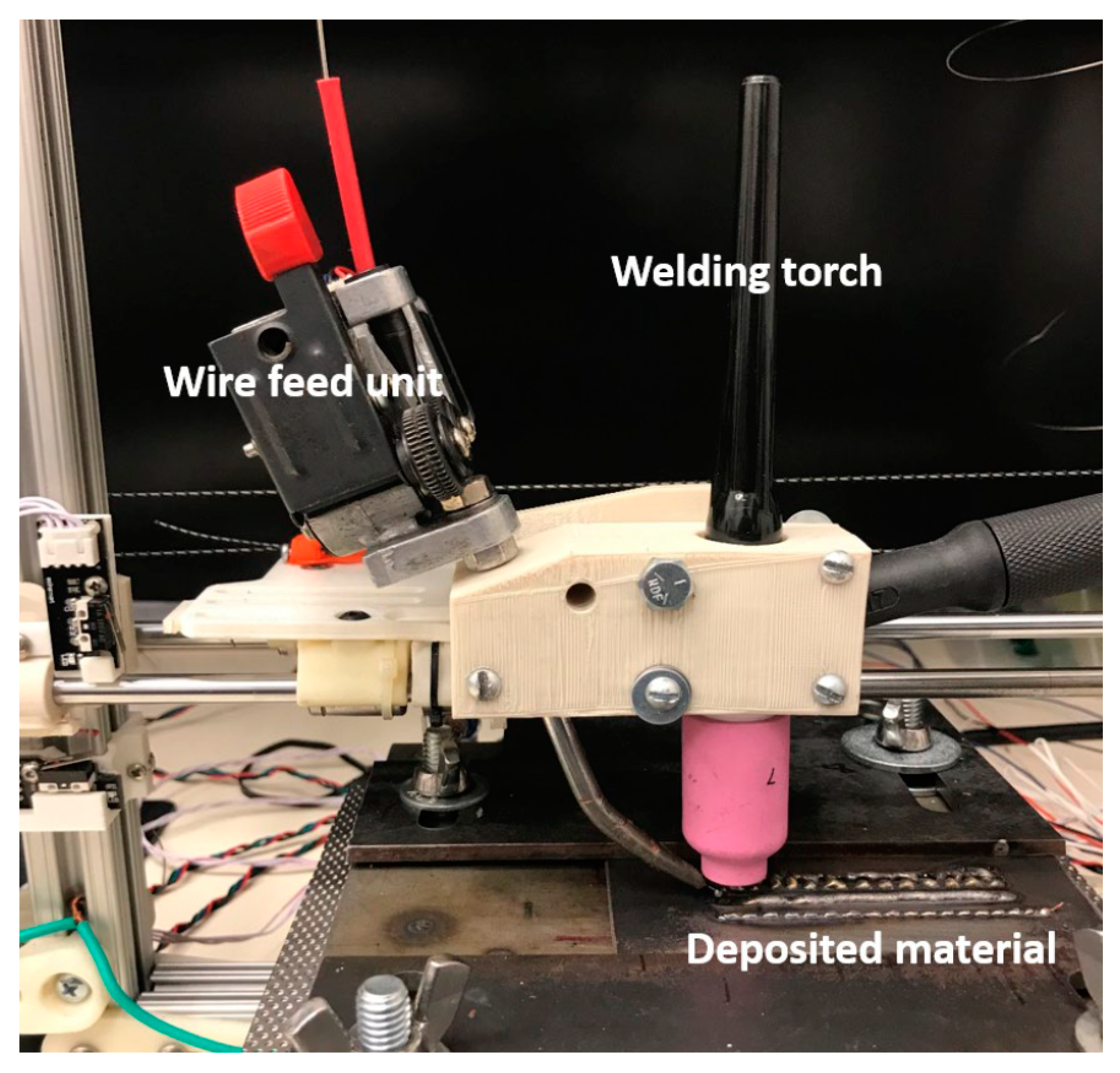
2.2. Design Validation and Experimental Setup
3. Results
3.1. Encountered Difficulties during Design
3.2. Encountered Difficulties during Design Validation
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Cooper, D.E.; Stanford, M.; Kibble, K.A.; Gibbons, G.J. Additive Manufacturing for product improvement at Red Bull Technology. Mater. Des. 2012, 41, 226–230. [Google Scholar] [CrossRef] [Green Version]
- Gebhardt, A.; Schmidt, F.-M.; Hötter, J.-S.; Sokalla, W.; Sokalla, P. Additive Manufacturing by selective laser melting the realizer desktop machine and its application for the dental industry. Phys. Procedia 2010, 5, 543–549. [Google Scholar] [CrossRef] [Green Version]
- Mazzoli, A.; Germani, M.; Raffaeli, R. Direct fabrication through electron beam melting technology of custom cranial implants designed in a PHANToM-based haptic environment. Mater. Des. 2009, 30, 3186–3192. [Google Scholar] [CrossRef]
- Srivatsan, T.S.; Manigandan, K.; Sudarshan, T.S. Additive Manufacturing of Materials Viable Techniques, Metals, Advances, Advantages, and Applications. In Additive Manufacturing; Srivatsan, T.S., Sudarshan, T.S., Eds.; CRC Press Taylor & Francis Group: Boca Raton, FL, USA, 2016; pp. 1–43. [Google Scholar]
- Wu, B.; Pan, Z.; Ding, D.; Cuiuri, D.; Li, H.; Xu, J.; Norrish, J. A review of the wire arc additive manufacturing of metals: Properties, defects and quality improvement. J. Manuf. Process. 2018, 35, 127–139. [Google Scholar] [CrossRef]
- Frazier, W. Metal Additive Manufacturing: A Review. J. Mater. Eng. Perform. 2014, 23, 1917–1928. [Google Scholar] [CrossRef]
- Gibson, B.S.I.; Rosen, D. Additive Manufacturing Technologies, 2nd ed.; Springer: New York, NY, USA, 2015. [Google Scholar]
- Ribeiro, F. 3D printing with metals. Comput. Control. Eng. J. 1998, 9, 31–38. [Google Scholar] [CrossRef]
- Bikas, H.; Stavropoulos, P.; Chryssolouris, G. Additive Manufacturing Methods and Modelling Approaches: A Critical Review. Int. J. Adv. Manuf. Technol. 2016, 83, 389–405. [Google Scholar] [CrossRef] [Green Version]
- Spencer, J.D.; Dickens, P.M.; Wykes, C.M. Rapid prototyping of metal parts by three-dimensional welding. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 1998, 212, 175–182. [Google Scholar] [CrossRef]
- Almeida, P.M.S.; Williams, S. Innovative process model of Ti-6Al-4V additive layer manufacturing using cold metal transfer (CMT). In Proceedings of the Twenty-First Annual International Solid Freeform Fabrication Symposium; University of Texas at Austin: Austin, TX, USA, 2010. [Google Scholar]
- Pickin, C.G.; Young, K. Evaluation of Cold Metal Transfer (CMT) Process for Welding Aluminum Alloy. Sci. Technol. Weld. Join. 2006, 11, 583–585. [Google Scholar] [CrossRef]
- Rosli, N.A.; Alkahari, M.R.; Ramli, F.R.; Maidin, S.; Sudin, M.N.; Subramoniam, S.; Furumoto, T. Design and Development of a Low-Cost 3d Metal Printer. J. Mech. Eng. Res. Dev. (JMERD) 2018, 41, 47–54. [Google Scholar] [CrossRef]
- Zhang, Y.M.; Yiwei, C.; Pengjiu, L.; Alan, T.M. Weld deposition-based rapid prototyping: A preliminary study. J. Mater. Process. Technol. 2003, 135, 347–357. [Google Scholar] [CrossRef]
- Merz, R.; Prinz, F.; Ramaswami, K.; Terk, M.; Weiss, L. Shape Deposition Manufacturing, Engineering Design Research Center; Carnegie Mellon University: Pittsburgh, PA, USA, 1994. [Google Scholar]
- Singh, S.; Sharma, S.K.; Rathod, D.W. A Review on Process Planning Strategies and Challenges of WAAM. Mater. Today Proc. 2021, 47, 6564–6575. [Google Scholar] [CrossRef]
- Rosli, N.A.; Hasan, R.; Sudin, M.N. Review of wire arc additive manufacturing for 3D metal printing. Int. J. Autom. Technol. 2019, 12, 346–353. [Google Scholar]
- Karayel, E.; Bozkurt, Y. Additive Manufacturing Method and Different Welding Applications. J. Mater. Res. Technol. 2020, 9, 11424–11438. [Google Scholar] [CrossRef]
- Anzalone, G.C.; Zhang, C.; Wijnen, B.; Sanders, P.G.; Pearce, J.M. A Low-Cost Open-Source Metal 3-D Printer. IEEE Access 2013, 1, 803–810. [Google Scholar] [CrossRef]
- Williams, S.W.; Martina, F.; Addison, A.C.; Ding, J.; Pardal, G.; Colegrove, P. Wire + Arc Additive Manufacturing. Mater. Sci. Technol. 2016, 32, 641–647. [Google Scholar] [CrossRef] [Green Version]
- Gu, J.; Ding, S.W.; Williams, H.; Gu, J.; Bai, Y.; Zhai, Y. The strengthening effect of inter-layer cold working and post-deposition heat treatment on the additively manufactured Al–6.3Cu alloy. Mater. Sci. Eng. A 2016, 651, 18–26. [Google Scholar] [CrossRef] [Green Version]
- Lihao, Y. Wire and Arc Additive Manufacture (Waam) Reusable Tooling Investigation. Master’s Thesis, School of Applied Science, Welding Engineering, Cranfield University, Cranfield, UK, 2013. [Google Scholar]
- Nagarajan, H.P.N.; Panicker, S.; Mokhtarian, H.; Coatanéa, E.; Haapala, K.R. Improving worker health and safety in wire arc additive manufacturing: A graph-based approach. Procedia CIRP 2020, 90, 461–466. [Google Scholar] [CrossRef]
- Our Finest Use Cases | FIT Additive Manufacturing Group. Available online: Fttps://fit.technology/usecases_en.php (accessed on 6 December 2021).
- Mastering 3D Printing—Joan Horvath—Google Books. Available online: https://books.google.com.tr/books/about/Mastering_3D_Printing.html?id=XFInCgAAQBAJ&printsec=frontcover&source=kp_read_button&redir_esc=y#v=onepage&q&f=false (accessed on 19 July 2021).
- Bukobot 3D Printer—Deezmaker 3D Printing. Available online: https://deezmaker.com/products/bukobot-3d-printer/ (accessed on 19 July 2021).
- Davies, A.C. The Science and Practice of Welding, the Pittbuilding, Trumpington Street; The Press Syndicate of the University of Cambridge: Cambridge, UK, 1993; Volume 2. [Google Scholar]
- Marlin Firmware. Available online: https://marlinfw.org/ (accessed on 19 July 2021).
- Repetier Software. Available online: https://www.repetier.com/ (accessed on 20 July 2021).
- Cura, U. Advanced 3SD Printing Software Made Accessible. Available online: https://www.ultimaker.com/en/products/ultimaker-cura-software (accessed on 5 November 2018).
- Zhang, L.N.; Ojo, O.A. Corrosion behavior of wire arc additive manufactured Inconel 718 superalloy. J. Alloy. Compd. 2020, 829, 154455. [Google Scholar] [CrossRef]
- Kim, J.; Pyo, C. Comparison of Mechanical Properties of Ni-Al-Bronze Alloy Fabricated through Wire Arc Additive Manufacturing with Ni-Al-Bronze Alloy Fabricated through Casting. Metals 2020, 10, 1164. [Google Scholar] [CrossRef]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material | Plate Thickness | Wire Diameter | Current Type | Arc Start Mode | Tungsten Electrode Diameter | Shield Gas |
|---|---|---|---|---|---|---|
| AISI 1030 | 3.2 mm | 0.8 mm | DC | High Frequency | 2.37 mm | Argon |
| Inconel 718 | 3 mm | 0.8 mm | DC | High Frequency | 2.37 mm | Argon |
| Experiment # | Current (Amps) | Wire Feed Rate (mm/s) | Travel Speed (mm/s) |
|---|---|---|---|
| 1 | 45 | 14 | 2.50 |
| 2 | 45 | 16 | 3.00 |
| 3 | 45 | 18 | 3.50 |
| 4 | 50 | 14 | 3.00 |
| 5 | 50 | 16 | 3.50 |
| 6 | 50 | 18 | 2.50 |
| 7 | 55 | 14 | 3.50 |
| 8 | 55 | 16 | 2.50 |
| 9 | 55 | 18 | 3.00 |
| Parameter Set # | Current (A) | Wire Feed Rate (mm/s) | Travel Speed (mm/s) |
|---|---|---|---|
| 1 | 40 | 7.69 | 4.88 |
| 2 | 45 | 9.04 | 4.88 |
| 3 | 50 | 10.49 | 4.88 |
| 4 | 40 | 7.69 | 5.2 |
| 5 | 45 | 9.04 | 5.2 |
| 6 | 50 | 10.49 | 5.2 |
| 7 | 40 | 7.69 | 5.03 |
| 8 | 45 | 9.04 | 5.03 |
| 9 | 50 | 10.49 | 5.03 |
| Component | Problem | Visual | Suggested Solution | Alternative Solution |
|---|---|---|---|---|
| Computer | No connection to the printer | No connection to software | Reset USB connection between computer and controller | Reset software |
| Software not responding to commands | Software freezing | Reset power to the entire system | Check grounding connections and reset | |
| Microcontroller | No power | Power LED lights not flashing | Check controller power supply box | Check power between the wall outlet and power box |
| No connection to the printer | No stepper-motor movement | Reset USB connection between computer and controller | Check the connection between stepper-motor and controller | |
| GTAW torch | No arc between tungsten tip and plate | No current during deposition | Check the connection between the relay switch and controller | Check welder power supply |
| Welding arc not responding to software commands | Welding arc stays on after deposition has finish | Reset power to the welder | Reset connection between controller and relay switch | |
| Electrical Components | No power | Unexpected fast movements of stepper-motors | Reset connection between computer and controller | Check EEPROM parameter settings in Repetier |
| Mechanical Components | Stepper motors not responding to software commands | Stepper motors not moving or not stopping | Reset software connection | Disconnect stepper motors from the microcontroller |
| System | Electromagnetic interference due to welding equipment | Electronic and mechanical components not responding to commands | Make sure all components are grounded correctly | Add ferrite couplers to all connecting wires |
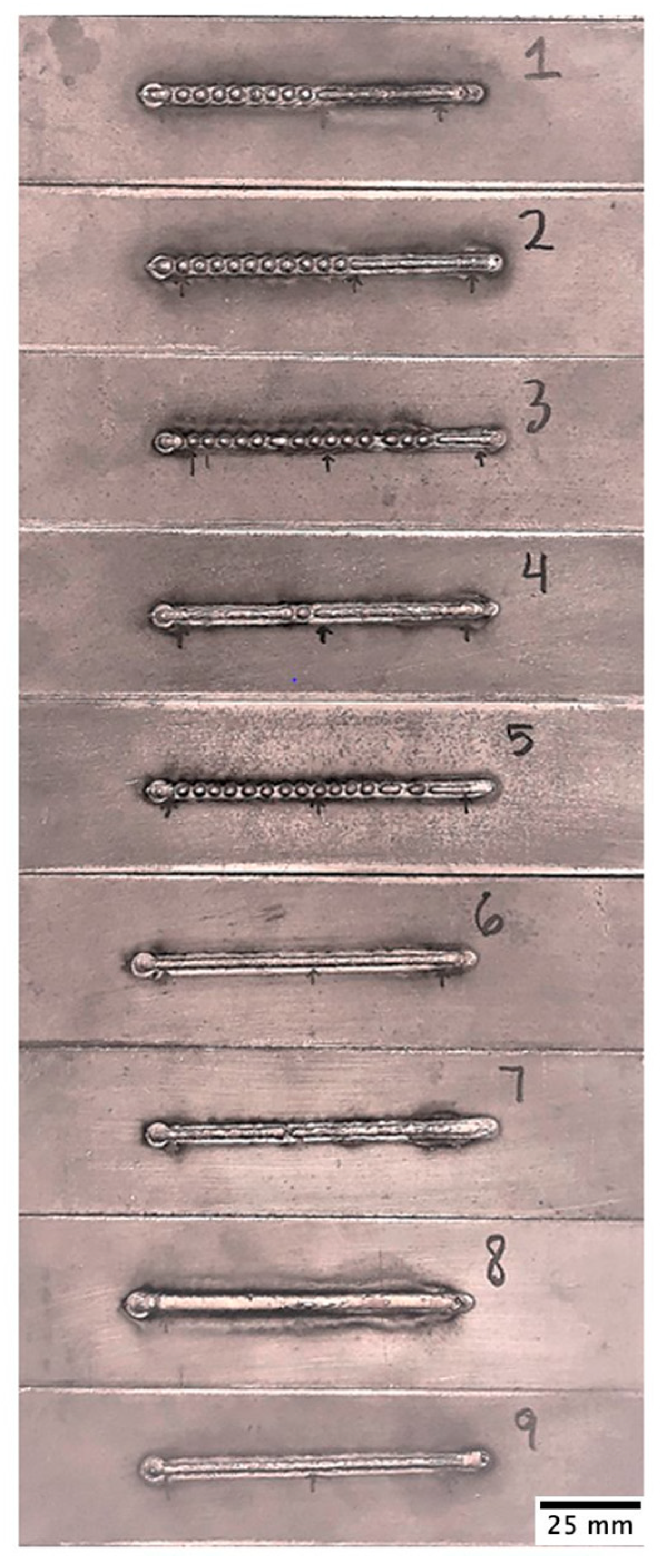
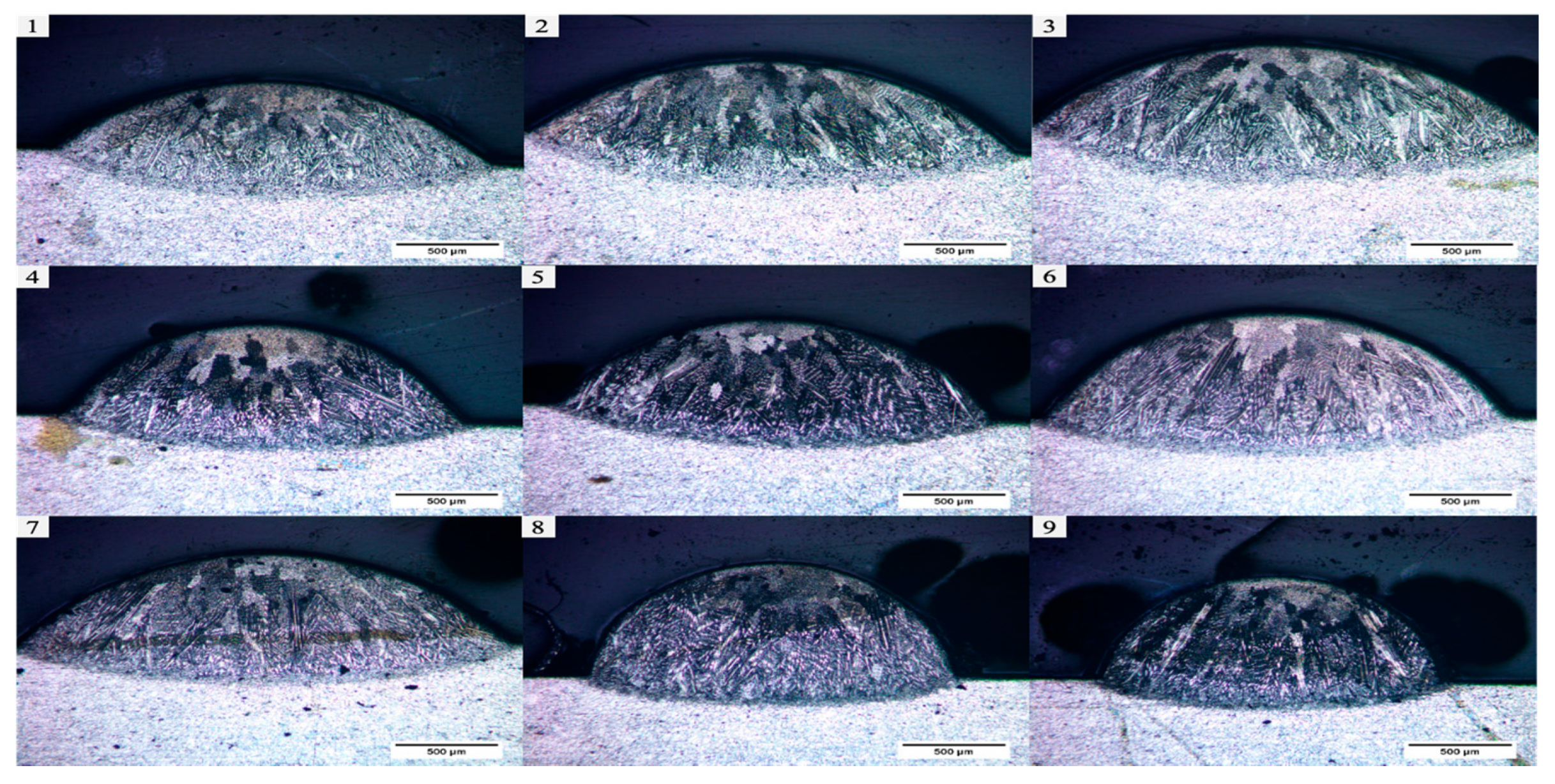
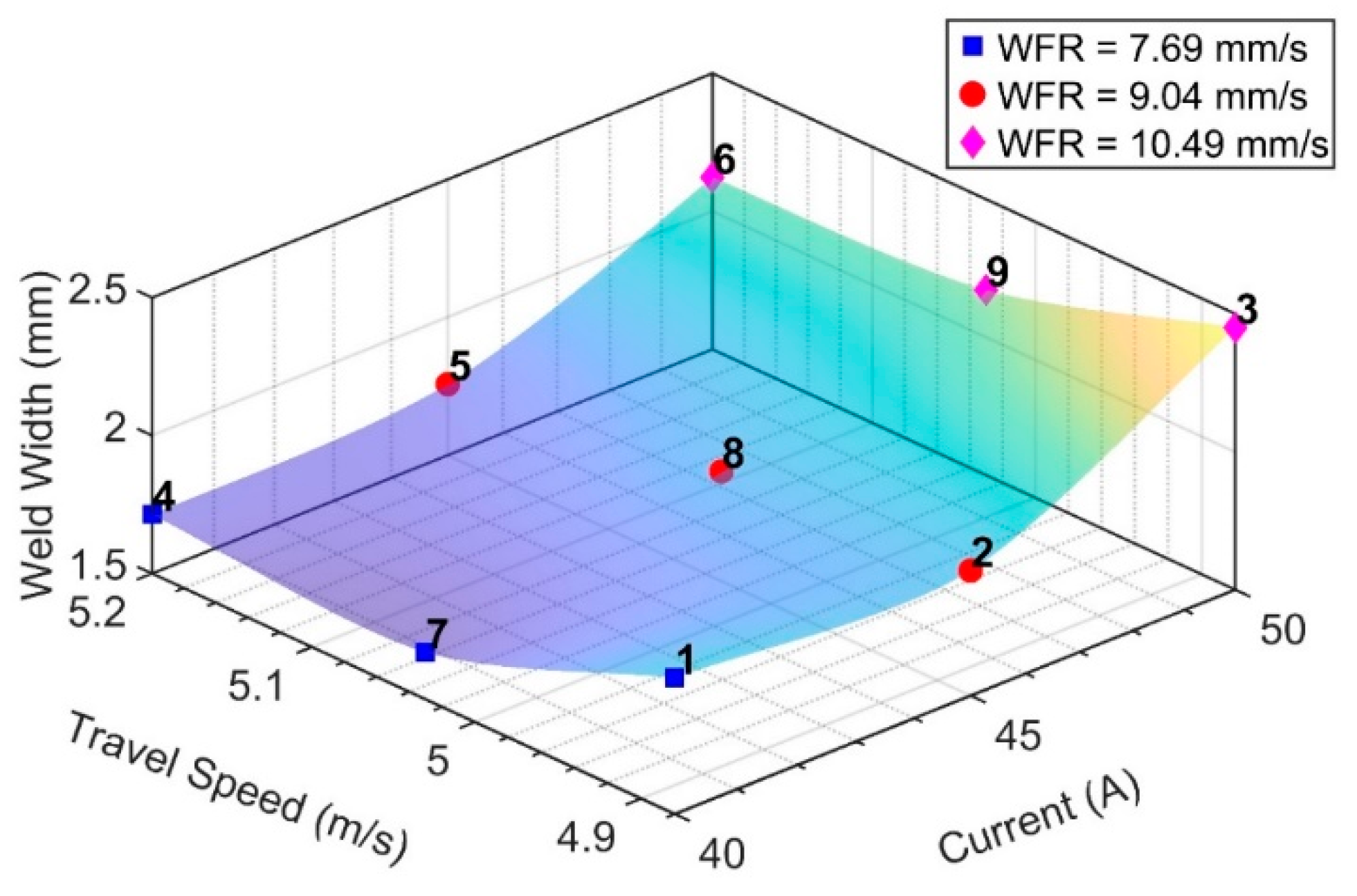
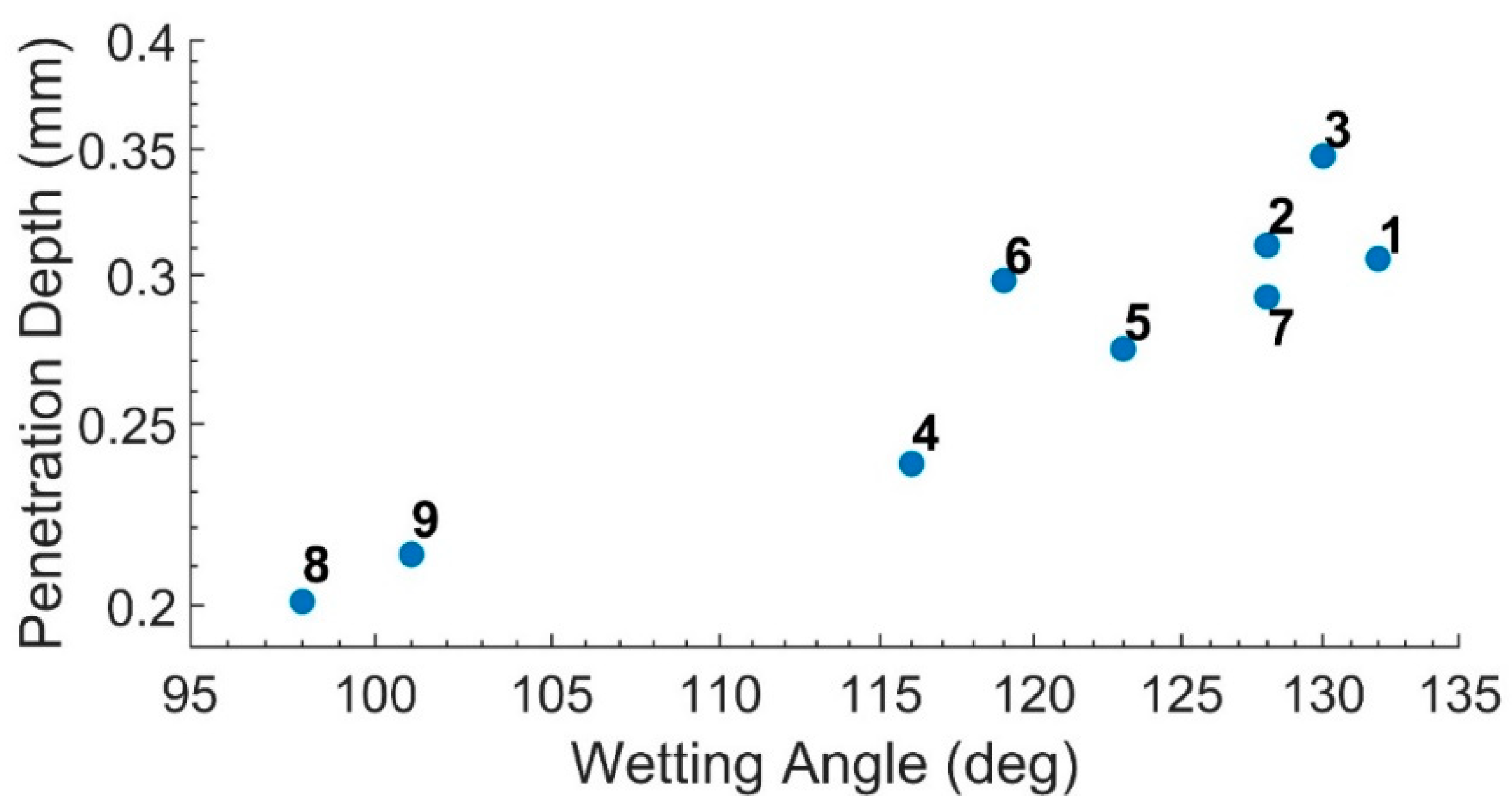
| Parameter Set # | Current (A) | Wire Feed Rate (mm/s) | Travel Speed (mm/s) | Weld Height (mm) | Weld Width (mm) | Penetration Depth (mm) | Wetting Angle (Degrees) |
|---|---|---|---|---|---|---|---|
| 1 | 40 | 7.69 | 4.88 | 0.793 | 1.993 | 0.306 | 132 |
| 2 | 45 | 9.04 | 4.88 | 0.807 | 1.953 | 0.311 | 128 |
| 3 | 50 | 10.49 | 4.88 | 0.765 | 2.45 | 0.347 | 130 |
| 4 | 40 | 7.69 | 5.2 | 0.743 | 1.713 | 0.238 | 116 |
| 5 | 45 | 9.04 | 5.2 | 0.873 | 1.757 | 0.274 | 123 |
| 6 | 50 | 10.49 | 5.2 | 0.793 | 2.123 | 0.298 | 119 |
| 7 | 40 | 7.69 | 5.03 | 0.905 | 1.67 | 0.292 | 128 |
| 8 | 45 | 9.04 | 5.03 | 0.945 | 1.897 | 0.201 | 98 |
| 9 | 50 | 10.49 | 5.03 | 0.815 | 2.17 | 0.213 | 101 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Navarro, M.; Matar, A.; Diltemiz, S.F.; Eshraghi, M. Development of a Low-Cost Wire Arc Additive Manufacturing System. J. Manuf. Mater. Process. 2022, 6, 3. https://doi.org/10.3390/jmmp6010003
Navarro M, Matar A, Diltemiz SF, Eshraghi M. Development of a Low-Cost Wire Arc Additive Manufacturing System. Journal of Manufacturing and Materials Processing. 2022; 6(1):3. https://doi.org/10.3390/jmmp6010003
Chicago/Turabian StyleNavarro, Miguel, Amer Matar, Seyid Fehmi Diltemiz, and Mohsen Eshraghi. 2022. "Development of a Low-Cost Wire Arc Additive Manufacturing System" Journal of Manufacturing and Materials Processing 6, no. 1: 3. https://doi.org/10.3390/jmmp6010003
APA StyleNavarro, M., Matar, A., Diltemiz, S. F., & Eshraghi, M. (2022). Development of a Low-Cost Wire Arc Additive Manufacturing System. Journal of Manufacturing and Materials Processing, 6(1), 3. https://doi.org/10.3390/jmmp6010003