
Prediction of Surface Roughness of SLM Built Parts after Finishing Processes Using an Artificial Neural Network

 ,
,  , and
, and
Abstract
:1. Introduction
2. Materials and Methods
2.1. Additive Manufactured Specimens
2.2. Blasting Set Up
2.3. Electropolishing Experimental Setup
2.4. Surface Roughness Measurements
3. ANN Design and Algorithms
3.1. Artificial Neural Network Background
3.2. Construction of the ANN
- 1.
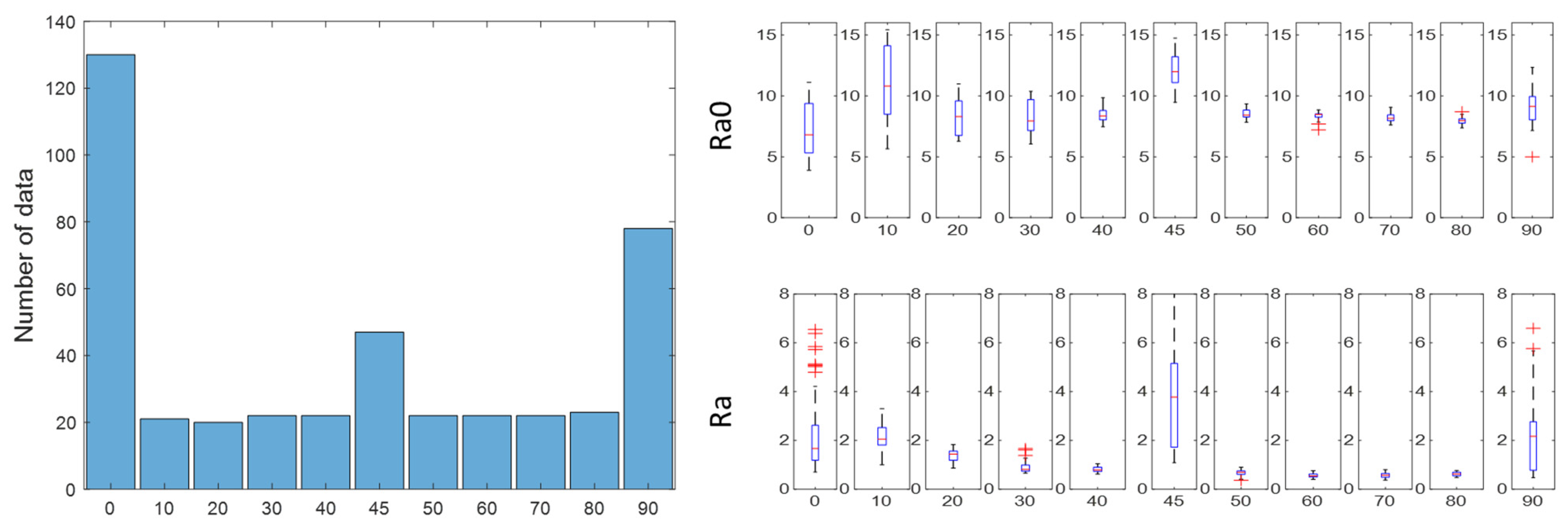
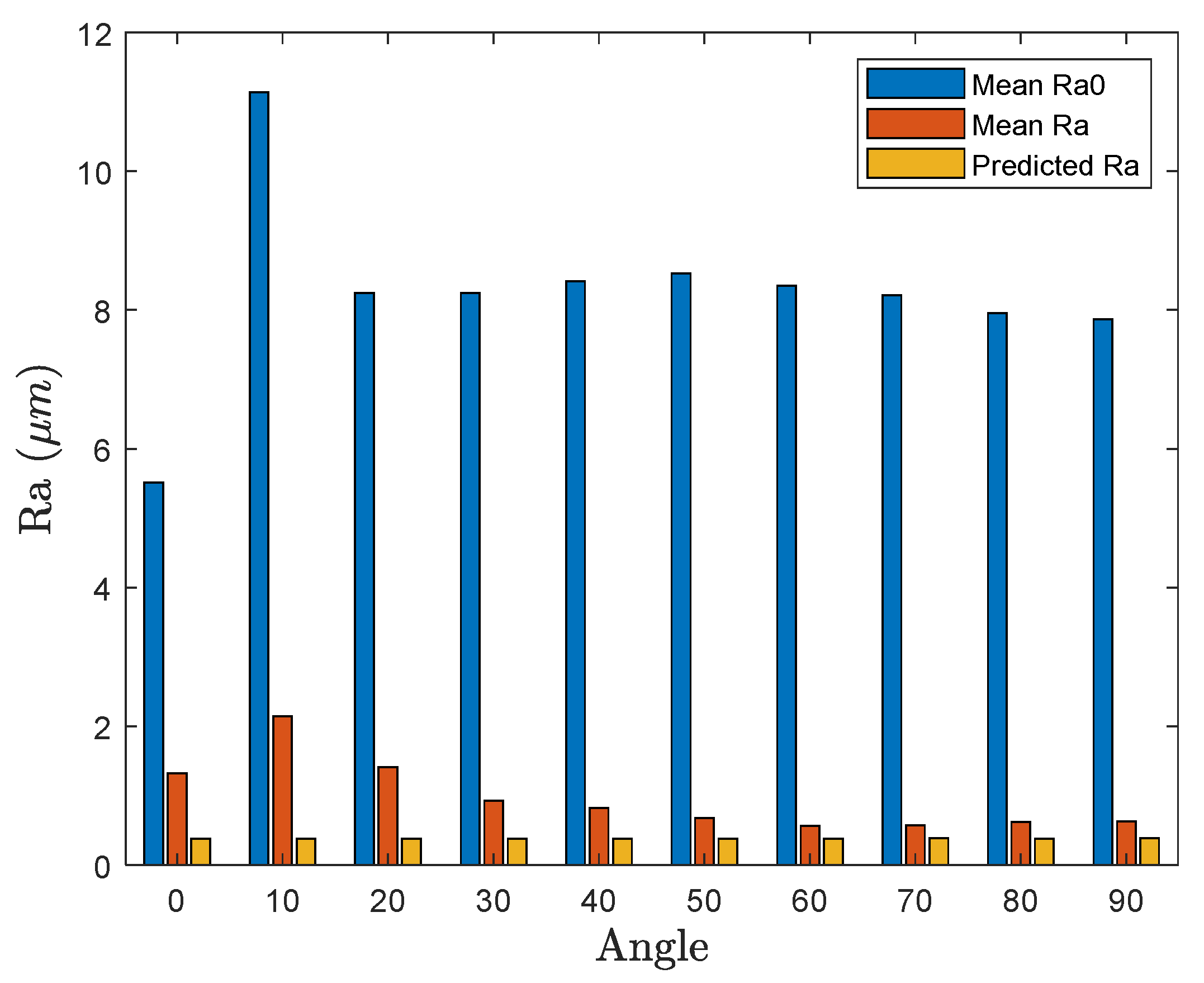
- Collect data. To obtain a good predictor system, it is necessary to provide input data to train and test the neural network. Therefore, experimental measurements have to be made, which is costly. In this case, experimental data were obtained from a historical data basis, providing 429 data for training, testing and validating the ANN. The roughness of these 429 specimens was measured, as explained in Section 2.4, before (Ra0) and after being finished (Ra). However, as can be seen in Figure 2, the number of specimens for each angle is not the same. In the same figure, it is possible to appreciate the values of Ra0 and Ra for each deposition angle.
- 2.
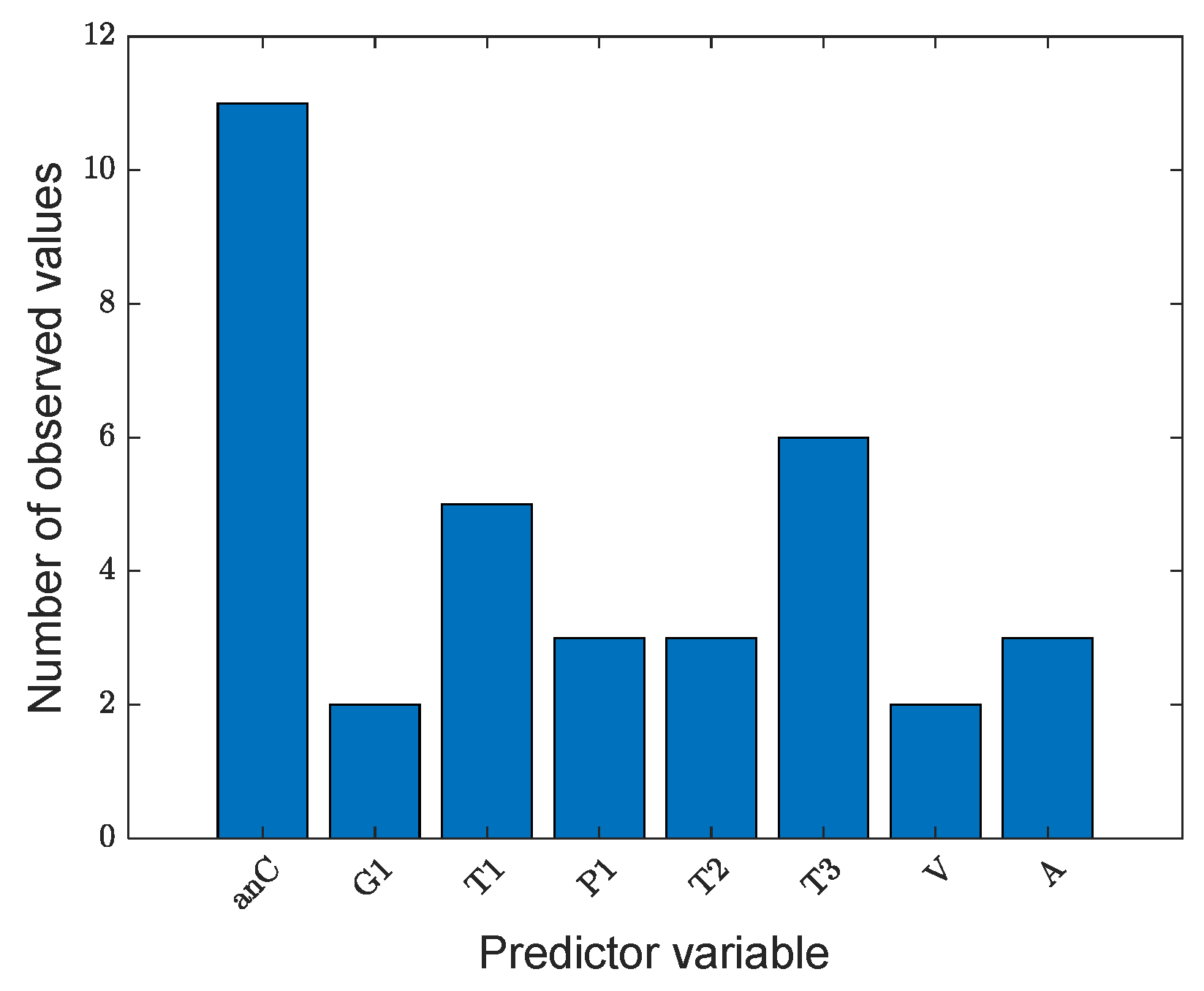
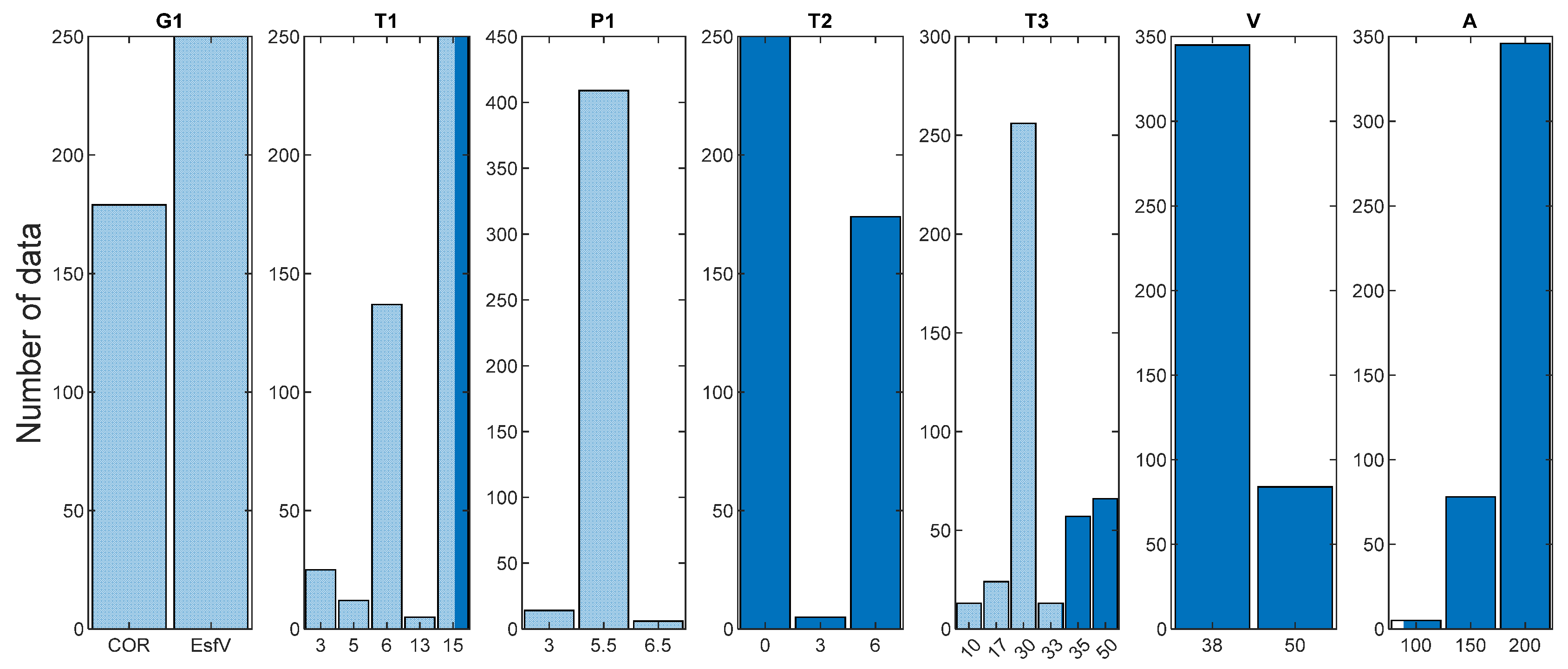
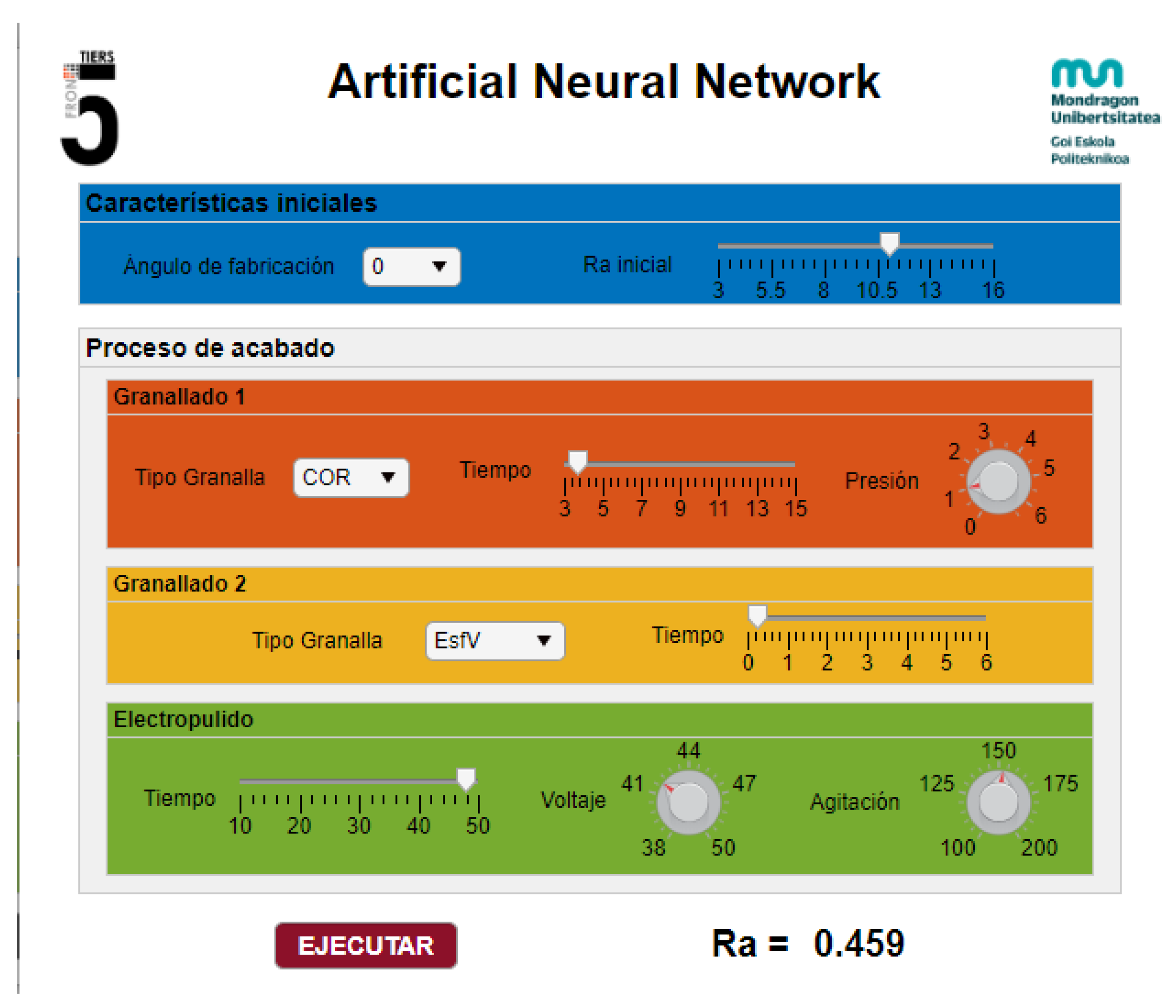
- Determine the input and output parameters. The ANN was designed to have nine input parameters: the above-mentioned two input parameters concerning specimen’s characteristics: deposition angle (anC) and as-built surface roughness (Ra0), three blasting parameters: type of abrasive particles (G1), time (T1) and pressure (P1), and three electropolishing parameters: time (T3), voltage (V) and agitation frequency (A). For some specimens, before the electropolishing process, a second blasting was performed; however, in this case, the type and the pressure were kept constant and therefore only the time was considered as an input parameter (T2), which was set to zero for specimens of no additional blasting.
- 3.
- Scale the data set. As usual, to avoid numerical errors, all input data were normalized by rescaling experimental values to be between 0.1 and 0.9 using Equation (1) as is suggested in [27]:
- 4.
- Determine the architecture of the network and the corresponding algorithm. Matlab was the software used to build, train and execute the neural network. The training function used to determine the weight and the bias of each neuron was the Levenberg–Marquardt backpropagation [31], which was implemented in batch mode. To apply an early stopping strategy [32], data were divided into three groups which were 80% of the data to train, 10% to validate and the rest for testing the network. The performance function used in order to ensure the good behavior of the network was the mean squared normalized error (mse), and the transfer function was the tansig function (hyperbolic tangent). To decide on an appropriate architecture instead of following the guidelines given by [33], all architectures with one to three hidden layers of 1 to 20 neurons were considered, which supposed 8420 different architectures. It was decided to train all of them and select the one with the minimum mse. For each hidden layer, this procedure was repeated 25 times, obtaining as expected better results for architectures with three hidden layers. The minimum mse obtained was 0.317 which was achieved four times in all cases with the 9-6-10-19-1 network.
- 5.
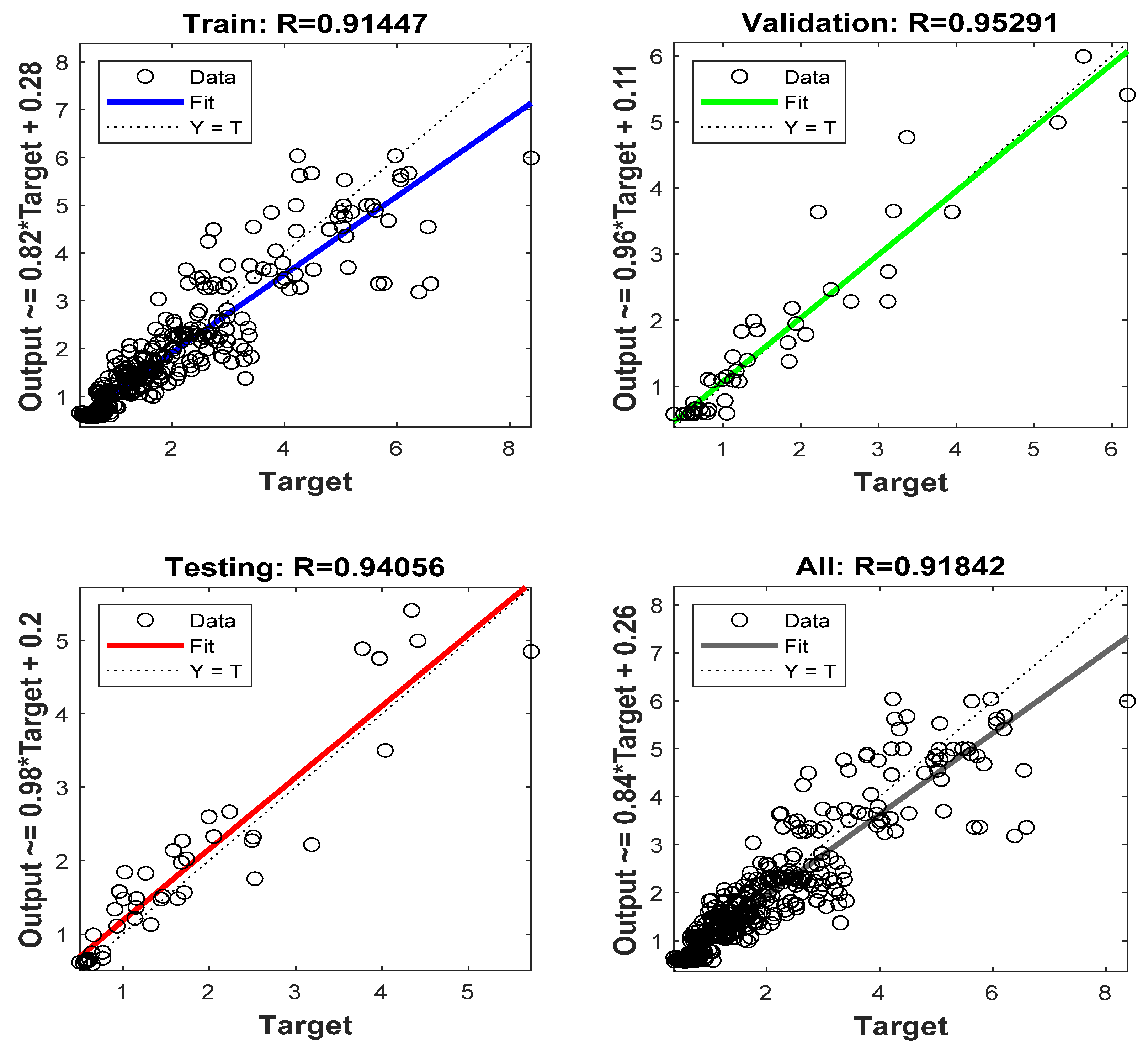
- Test the system. It was found that the 9-6-10-19-1 network gave the best ANN model in predicting the value of surface roughness. Figure 5 shows the regression plot of each subset of the given dataset. A correlation factor of 0.918 was achieved when considering all data. It should be noted that the mse when considering test data was 0.22, showing that the ANN was not overfitting.
4. Optimization Algorithms
5. Results and Discussion
6. Conclusions
- The ANN is a powerful tool to virtually perform blasting and electropolishing tests, as it has a correlation factor greater than 0.9.
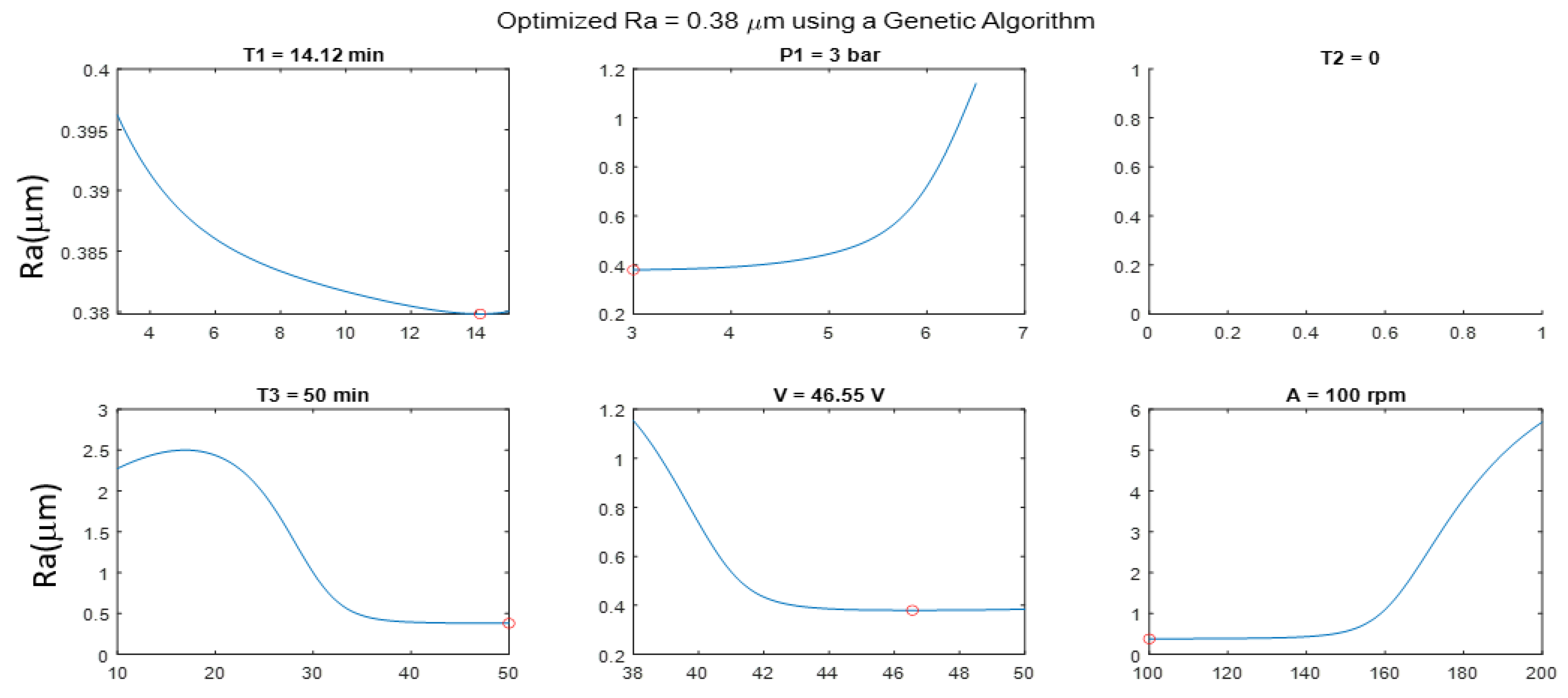
- The optimization algorithm gives the conditions to be applied to improve, roughly by 60%, the surface roughness.
- The analysis of issues given by the ANN allows for determining the most influential parameters and suggests new tests to be carried out to obtain better results. These tests could also be used to improve the ANN itself.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Bogers, M.; Hadar, R.; Bilberg, A. Additive manufacturing for consumer-centric business models: Implications for supply chains in consumer goods manufacturing. Technol. Forecast. Soc. Chang. 2016, 102, 225–239. [Google Scholar] [CrossRef]
- Savolainen, J.; Collan, M. How Additive Manufacturing Technology Changes Business Models?—Review of Literature. Addit. Manuf. 2020, 32, 101070. [Google Scholar] [CrossRef]
- Arrazola, P.-J.; Garay, A.; Iriarte, L.-M.; Armendia, M.; Marya, S.; Le Ma𝚤tre, F. Machinability of titanium alloys (Ti6Al4V and Ti555. 3). J. Mater. Process. Technol. 2009, 209, 2223–2230. [Google Scholar] [CrossRef] [Green Version]
- Harzallah, M.; Pottier, T.; Senatore, J.; Mousseigne, M.; Germain, G.; Landon, Y. Numerical and experimental investigations of Ti-6Al-4V chip generation and thermo-mechanical couplings in orthogonal cutting. Int. J. Mech. Sci. 2017, 134, 189–202. [Google Scholar] [CrossRef] [Green Version]
- M’Saoubi, R.; Axinte, D.; Soo, S.L.; Nobel, C.; Attia, H.; Kappmeyer, G. High performance cutting of advanced aerospace alloys and composite materials. CIRP Ann. 2015, 64, 557–580. [Google Scholar] [CrossRef]
- Vayssette, B.; Saintier, N.; Brugger, C.; Elmay, M.; Pessard, E. Surface roughness of Ti-6Al-4V parts obtained by SLM and EBM: Effect on the High Cycle Fatigue life. Procedia Eng. 2018, 213, 89–97. [Google Scholar] [CrossRef]
- Campbell, I.; Diegel, O.; Kowen, J.; Wohlers, T. Wohlers Report 2018: 3D Printing and Additive Manufacturing State of the Industry: Annual Worldwide Progress Report; Wohlers Associates: Fort Collins, CO, USA, 2018. [Google Scholar]
- Strano, G.; Hao, L.; Everson, R.M.; Evans, K.E. Surface roughness analysis, modelling and prediction in selective laser melting. J. Mater. Process. Technol. 2013, 213, 589–597. [Google Scholar] [CrossRef]
- Leary, M. 4—Surface roughness optimisation for selective laser melting (SLM): Accommodating relevant and irrelevant surfaces. In Laser Additive Manufacturing; Brandt, M., Ed.; Woodhead Publishing: Sawston, UK, 2017; pp. 99–118. [Google Scholar] [CrossRef]
- Barba, D.; Alabort, C.; Tang, Y.; Viscasillas, M.; Reed, R.; Alabort, E. On the size and orientation effect in additive manufactured Ti-6Al-4V. Mater. Des. 2020, 186, 108235. [Google Scholar] [CrossRef]
- Shrestha, R.; Simsiriwong, J.; Shamsaei, N. Fatigue behavior of additive manufactured 316L stainless steel parts: Effects of layer orientation and surface roughness. Addit. Manuf. 2019, 28, 23–38. [Google Scholar] [CrossRef]
- Tyagi, P.; Goulet, T.; Riso, C.; Stephenson, R.; Chuenprateep, N.; Schlitzer, J. Reducing the roughness of internal surface of an additive manufacturing produced 316 steel component by chempolishing and electropolishing. Addit. Manuf. 2019, 25, 32–38. [Google Scholar] [CrossRef] [Green Version]
- Kumbhar, N.N.; Mulay, A. Post processing methods used to improve surface finish of products which are manufactured by additive manufacturing technologies: A review. J. Inst. Ser. C 2018, 99, 481–487. [Google Scholar] [CrossRef]
- Löber, L.; Flache, C.; Petters, R.; Kühn, U.; Eckert, J. Comparison of different post processing technologies for SLM generated 316l steel parts. Rapid Prototyp. J. 2013, 19, 173–179. [Google Scholar] [CrossRef]
- Han, W.; Fang, F. Fundamental aspects and recent developments in electropolishing. Int. J. Mach. Tools Manuf. 2019, 139, 1–23. [Google Scholar] [CrossRef]
- Lopez-Ruiz, P.; Garcia-Blanco, M.B.; Vara, G.; Fernández-Pariente, I.; Guagliano, M.; Bagherifard, S. Obtaining tailored surface characteristics by combining shot peening and electropolishing on 316L stainless steel. Appl. Surf. Sci. 2019, 492, 1–7. [Google Scholar] [CrossRef]
- Malkorra, I.; Salvatore, F.; Arrazola, P.; Rech, J. The influence of the process parameters of drag finishing on the surface topography of aluminium samples. CIRP J. Manuf. Sci. Technol. 2020, 31, 200–209. [Google Scholar] [CrossRef]
- Hashimoto, F.; DeBra, D.B. Modelling and Optimization of Vibratory Finishing Process. CIRP Ann. 1996, 45, 303–306. [Google Scholar] [CrossRef]
- Wan, S.; Liu, Y.; Woon, K.S.; Tnay, G.L. A material removal and surface roughness evolution model for loose abrasive polishing of free form surfaces. Int. J. Abras. Technol. 2014, 6, 269–285. [Google Scholar] [CrossRef]
- Gorana, V.K.; Jain, V.K.; Lal, G.K. Prediction of surface roughness during abrasive flow machining. Int. J. Adv. Manuf. Technol. 2006, 31, 258–267. [Google Scholar] [CrossRef]
- Salgado, D.R.; Alonso, F.J.; Cambero, I.; Marcelo, A. In-process surface roughness prediction system using cutting vibrations in turning. Int. J. Adv. Manuf. Technol. 2009, 43, 40–51. [Google Scholar] [CrossRef]
- Li, Z.; Zhang, Z.; Shi, J.; Wu, D. Prediction of surface roughness in extrusion-based additive manufacturing with machine learning. Robot. Comput. Integr. Manuf. 2019, 57, 488–495. [Google Scholar] [CrossRef]
- Wang, R.; Cheng, M.N.; Loh, Y.M.; Wang, C.; Cheung, C.F. Ensemble learning with a genetic algorithm for surface roughness prediction in multi-jet polishing. Expert Syst. Appl. 2022, 207, 118024. [Google Scholar] [CrossRef]
- Zain, A.M.; Haron, H.; Sharif, S. Prediction of surface roughness in the end milling machining using Artificial Neural Network. Expert Syst. Appl. 2010, 37, 1755–1768. [Google Scholar] [CrossRef]
- Chen, J.; Huang, B. An in-process neural network-based surface roughness prediction (INN-SRP) system using a dynamometer in end milling operations. Int. J. Adv. Manuf. Technol. 2003, 21, 339–347. [Google Scholar] [CrossRef]
- Sanjay, C.; Jyothi, C. A study of surface roughness in drilling using mathematical analysis and neural networks. Int. J. Adv. Manuf. Technol. 2006, 29, 846–852. [Google Scholar] [CrossRef]
- Lippmann, R. An introduction to computing with neural nets. IEEE Assp Mag. 1987, 4, 4–22. [Google Scholar] [CrossRef]
- Tong, X.; Wu, X.; Zhang, F.; Ma, G.; Zhang, Y.; Wen, B. Mechanism and Parameter Optimization in Grinding and Polishing of M300 Steel by an Elastic Abrasive. Materials 2019, 12, 340. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Wang, G.; Wang, Y.; Zhao, J.; Chen, G. Process optimization of the serial-parallel hybrid polishing machine tool based on artificial neural network and genetic algorithm. J. Intell. Manuf. 2012, 23, 365–374. [Google Scholar] [CrossRef]
- Beale, M.; Hagan, M.; Demuth, H. MATLAB Deep Learning ToolboxTM User’s Guide; Documentation for Release R2019a; MathWorks, Inc.: Natick, MA, USA, 2019. [Google Scholar]
- Moré, J.J. The Levenberg-Marquardt Algorithm: Implementation and Theory. Numerical Analysis; Springer: New York, NY, USA, 1978; pp. 105–116. [Google Scholar]
- Goodfellow, I.; Bengio, Y.; Courville, A. Deep Learning; MIT Press: Cambridge, MA, USA, 2016. [Google Scholar]
- Zhang, G.; Patuwo, B.E.; Hu, M.Y. Forecasting with artificial neural networks:: The state of the art. Int. J. Forecast. 1998, 14, 35–62. [Google Scholar] [CrossRef]
- Conn, A.R.; Gould, N.I.; Toint, P. A globally convergent augmented Lagrangian algorithm for optimization with general constraints and simple bounds. SIAM J. Numer. Anal. 1991, 28, 545–572. [Google Scholar] [CrossRef] [Green Version]
- Chipperfield, A.; Fleming, P.; Pohlheim, H.; Fonseca, C. Genetic Algorithm Toolbox for Use with MATLAB; MathWorks, Inc.: Natick, MA, USA, 1994. [Google Scholar]
- Byrd, R.H.; Gilbert, J.C.; Nocedal, J. A trust region method based on interior point techniques for nonlinear programming. Math. Program. 2000, 89, 149–185. [Google Scholar] [CrossRef] [Green Version]
- Sreeraj, P.; Kannan, T.; Maji, S. Prediction and optimization of weld bead geometry in gas metal arc welding process using RSM and fmincon. J. Mech. Eng. Res. 2013, 5, 154–165. [Google Scholar] [CrossRef] [Green Version]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Process | Parameters | Values/Range | |
|---|---|---|---|
| Manufacturing | Deposition angle (anC) | 0, 10, 20, 30, 40, 45, 50, 60, 70, 80, 90 (°) | |
| As-built Ra (Ra0) | [3.88,15.42] (μm) | ||
| Blasting | 1 | Blasting particles (G1) | Glass microsphere/Corundum |
| Pressure (P1) | 3, 5.5, 6.5 (bar) | ||
| Time (T1) | 3, 5, 6, 13, 15 (min) | ||
| 2 | Time (T2) | 3, 6 (min) | |
| Electropolishing | Voltage (V) | 10, 17, 30, 33, 35, 50 (V) | |
| Time (T3) | 38, 50 (min) | ||
| Magnetic stirring Frequency (A) | 100, 150, 200 (rpm) | ||
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Soler, D.; Telleria, M.; García-Blanco, M.B.; Espinosa, E.; Cuesta, M.; Arrazola, P.J. Prediction of Surface Roughness of SLM Built Parts after Finishing Processes Using an Artificial Neural Network. J. Manuf. Mater. Process. 2022, 6, 82. https://doi.org/10.3390/jmmp6040082
Soler D, Telleria M, García-Blanco MB, Espinosa E, Cuesta M, Arrazola PJ. Prediction of Surface Roughness of SLM Built Parts after Finishing Processes Using an Artificial Neural Network. Journal of Manufacturing and Materials Processing. 2022; 6(4):82. https://doi.org/10.3390/jmmp6040082
Chicago/Turabian StyleSoler, Daniel, Martín Telleria, M. Belén García-Blanco, Elixabete Espinosa, Mikel Cuesta, and Pedro José Arrazola. 2022. "Prediction of Surface Roughness of SLM Built Parts after Finishing Processes Using an Artificial Neural Network" Journal of Manufacturing and Materials Processing 6, no. 4: 82. https://doi.org/10.3390/jmmp6040082
APA StyleSoler, D., Telleria, M., García-Blanco, M. B., Espinosa, E., Cuesta, M., & Arrazola, P. J. (2022). Prediction of Surface Roughness of SLM Built Parts after Finishing Processes Using an Artificial Neural Network. Journal of Manufacturing and Materials Processing, 6(4), 82. https://doi.org/10.3390/jmmp6040082