
High Precision Nut Threading Using Real-Time Tapping Torques Monitoring
 ,
,
Abstract
:1. Introduction
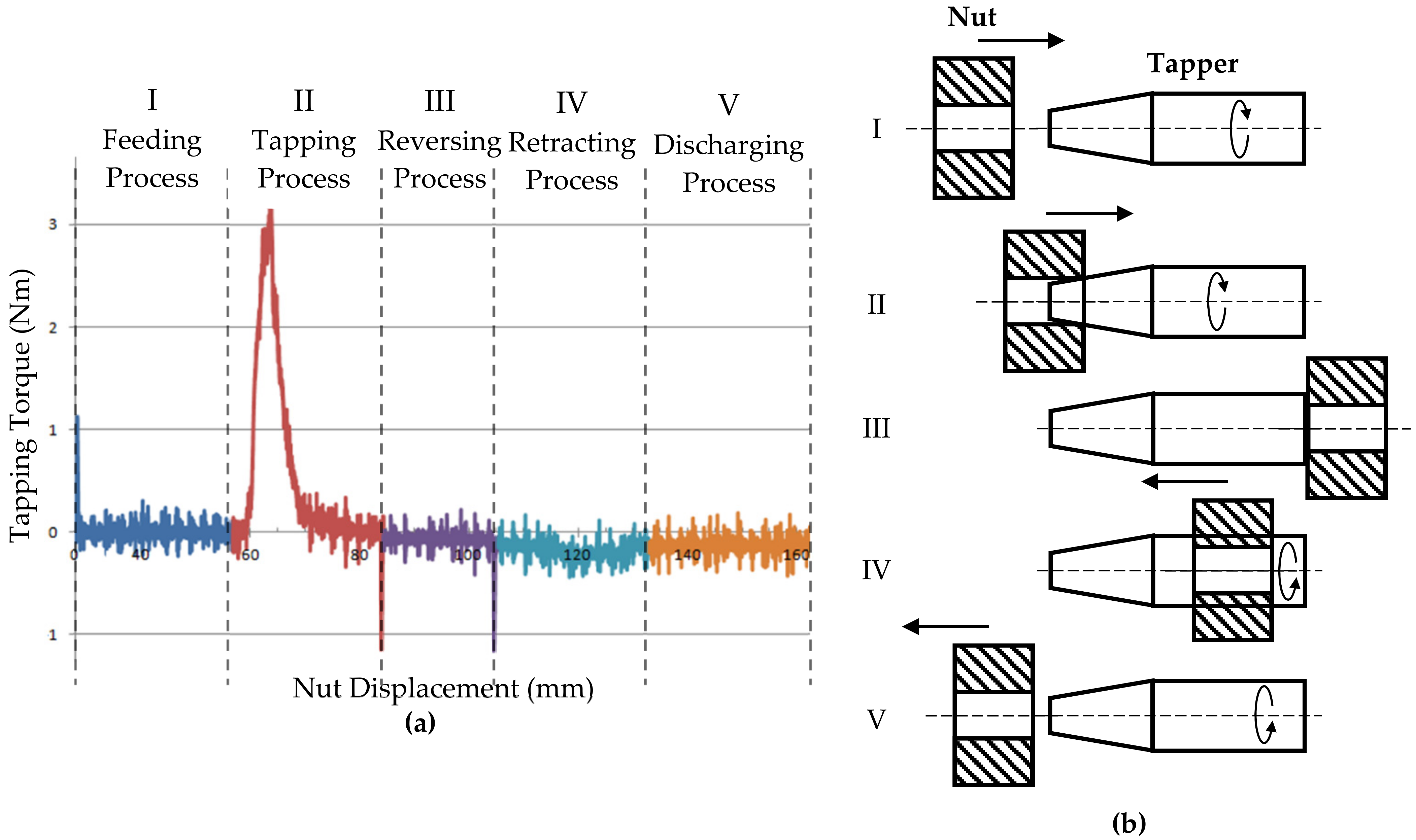
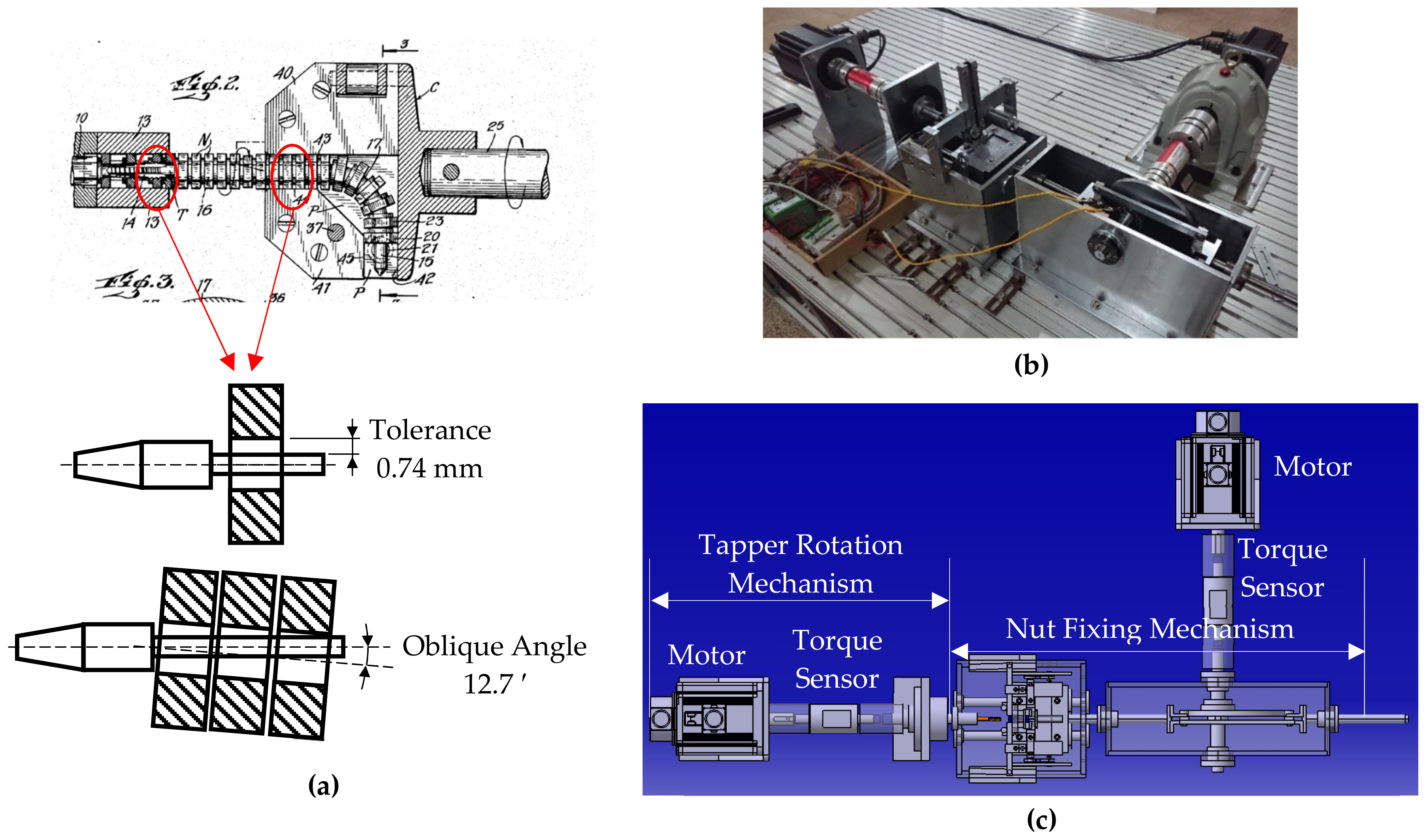
2. Design of a Fixed Tapping Machine for High Precision Tapping
2.1. Design of the Fixed Tapping Machine
2.2. Design of the Fixed Tapping Machine
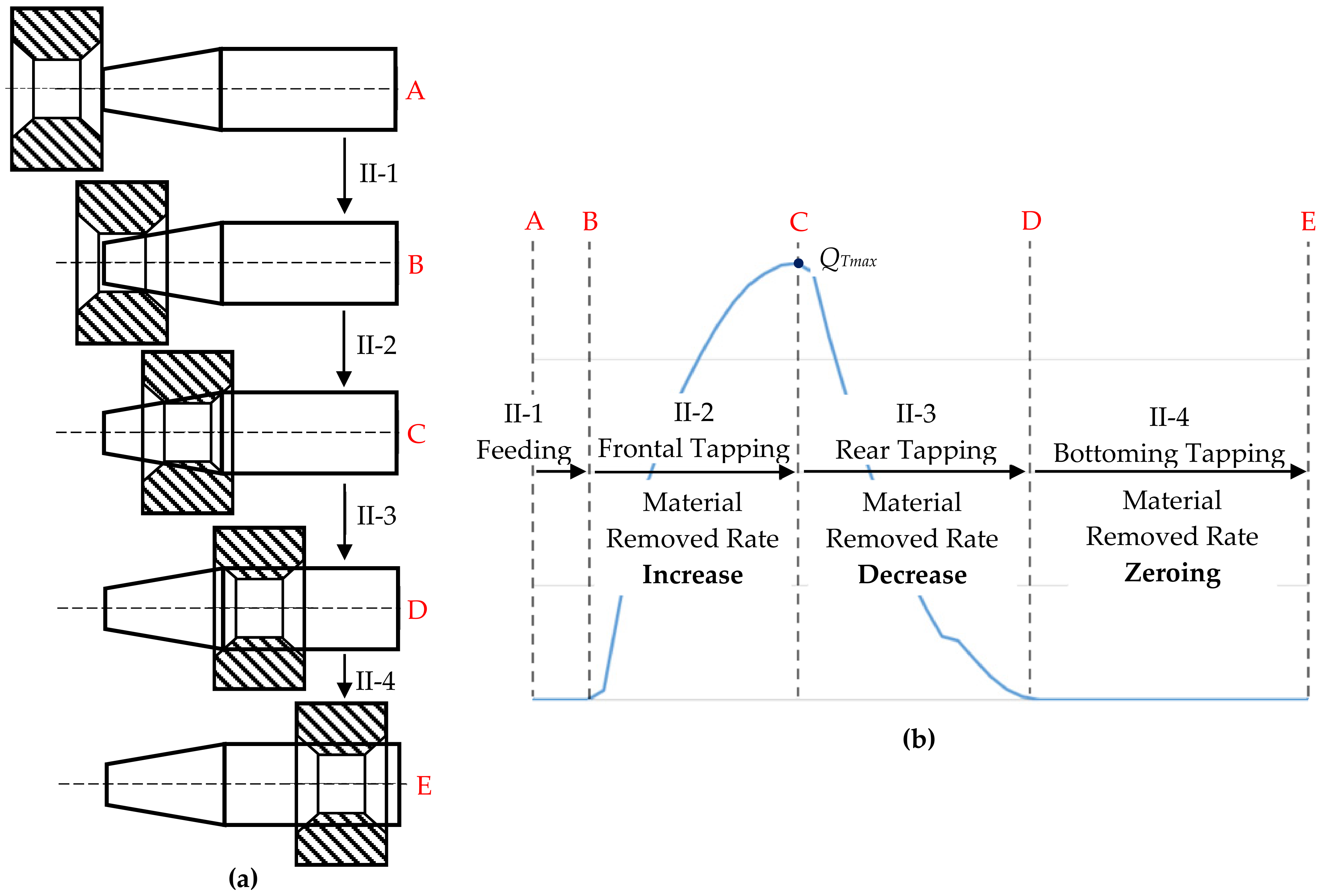
3. Calculation of Material Removal Rate
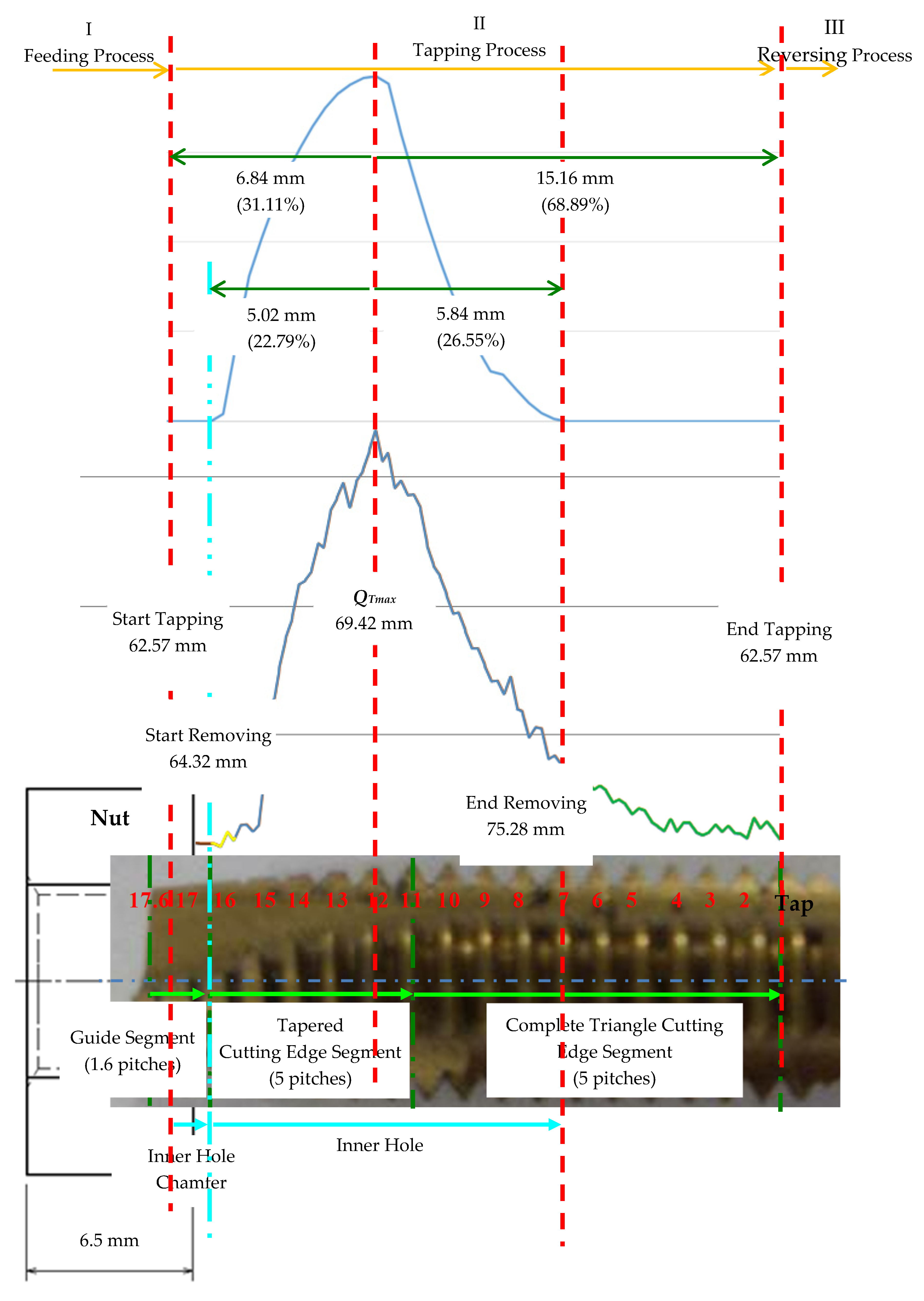
3.1. Material Removal Rate Curve
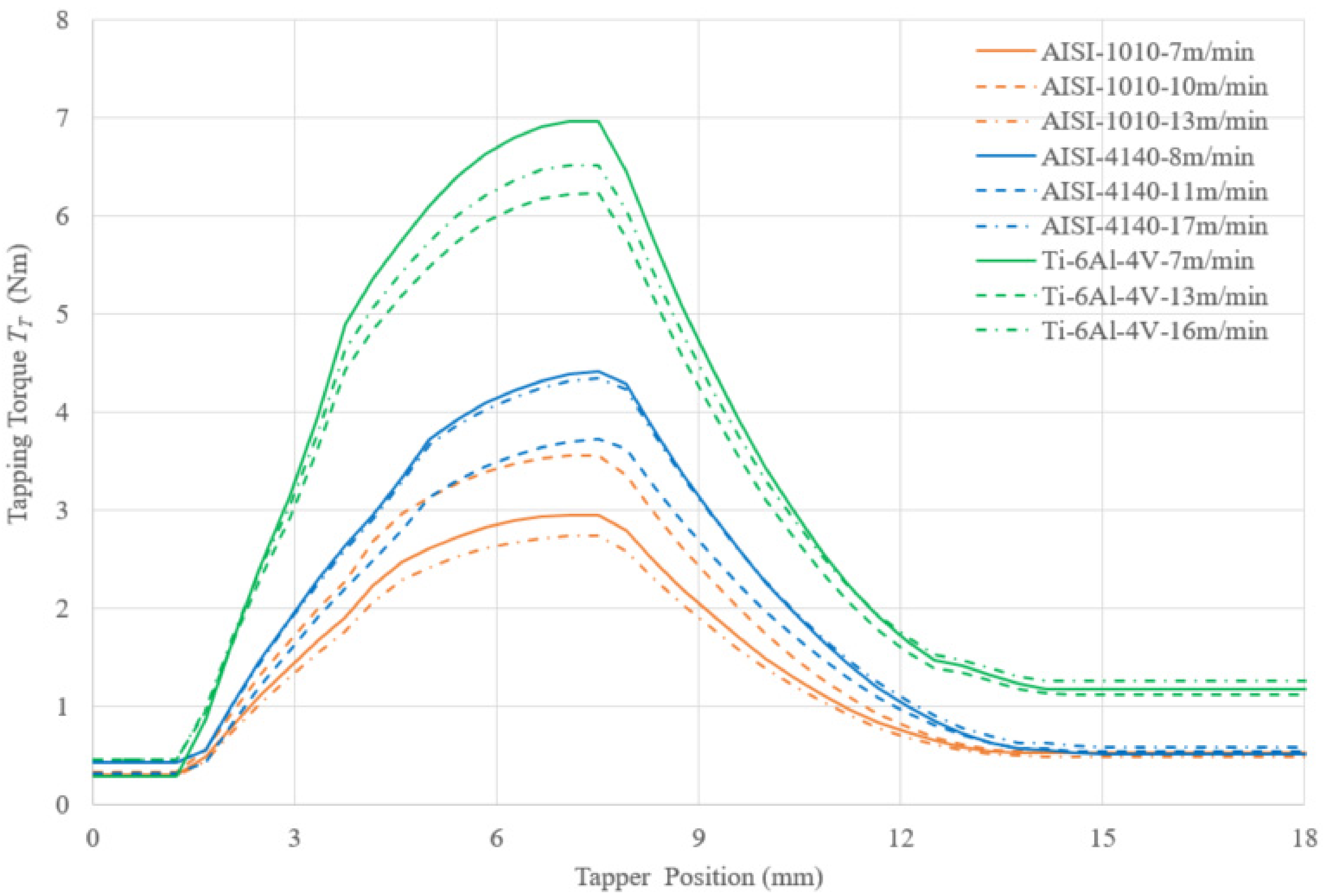
3.2. Observation of Material Removal Rate Curve and Tapping Torque
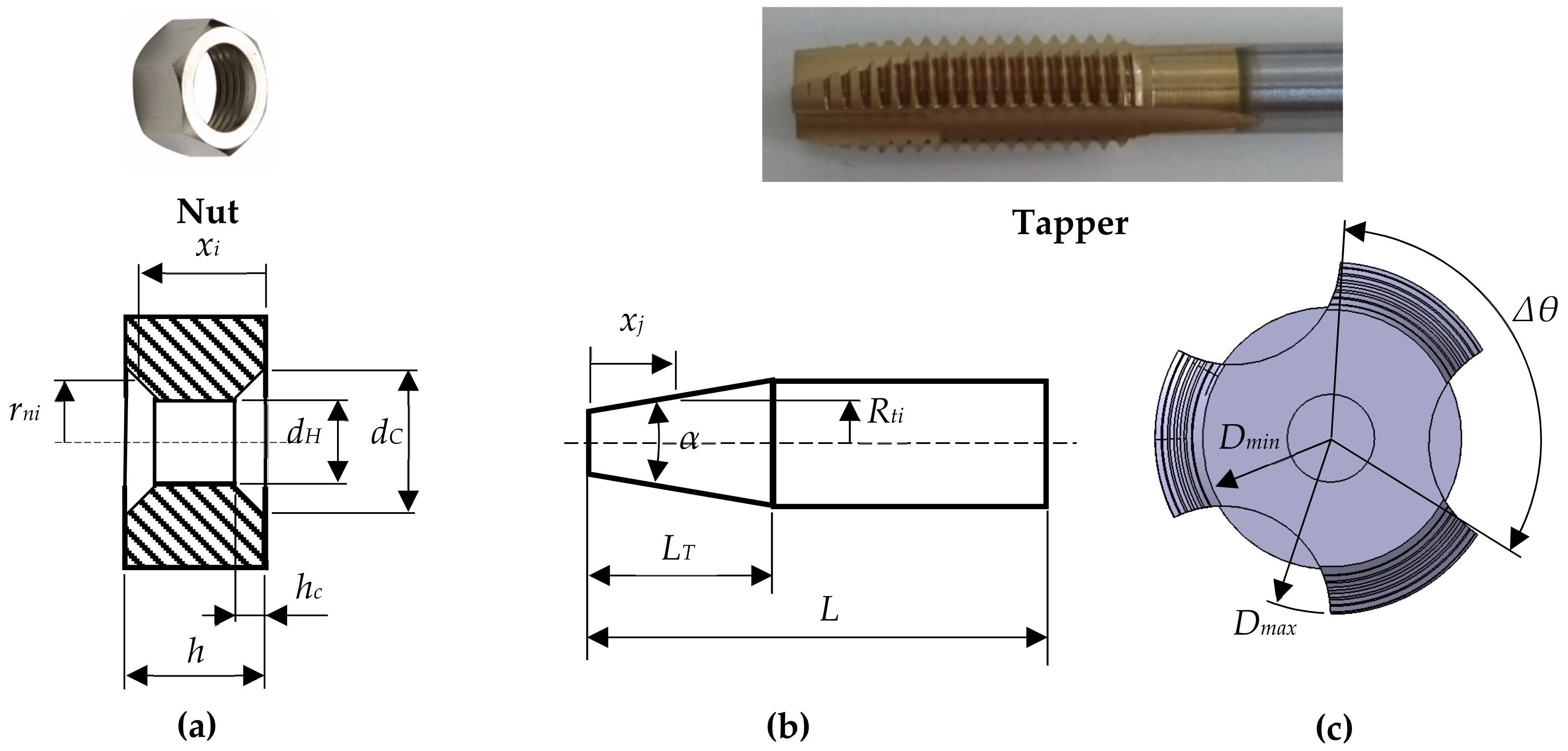
3.3. Effects of Geometric Parameters of Nuts and Taps on Material Removal Rate
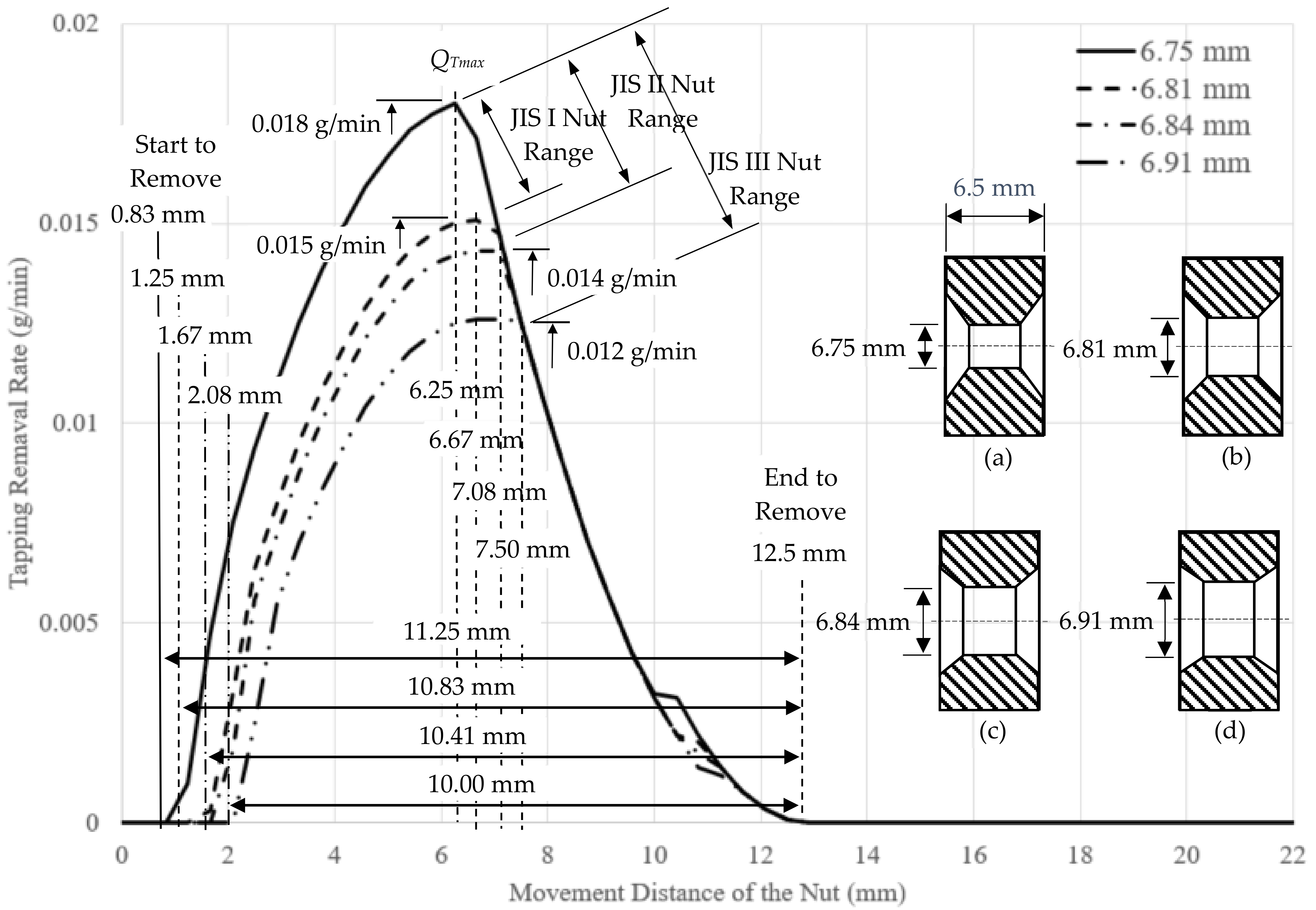
3.3.1. Influence of Hole Size of Nuts
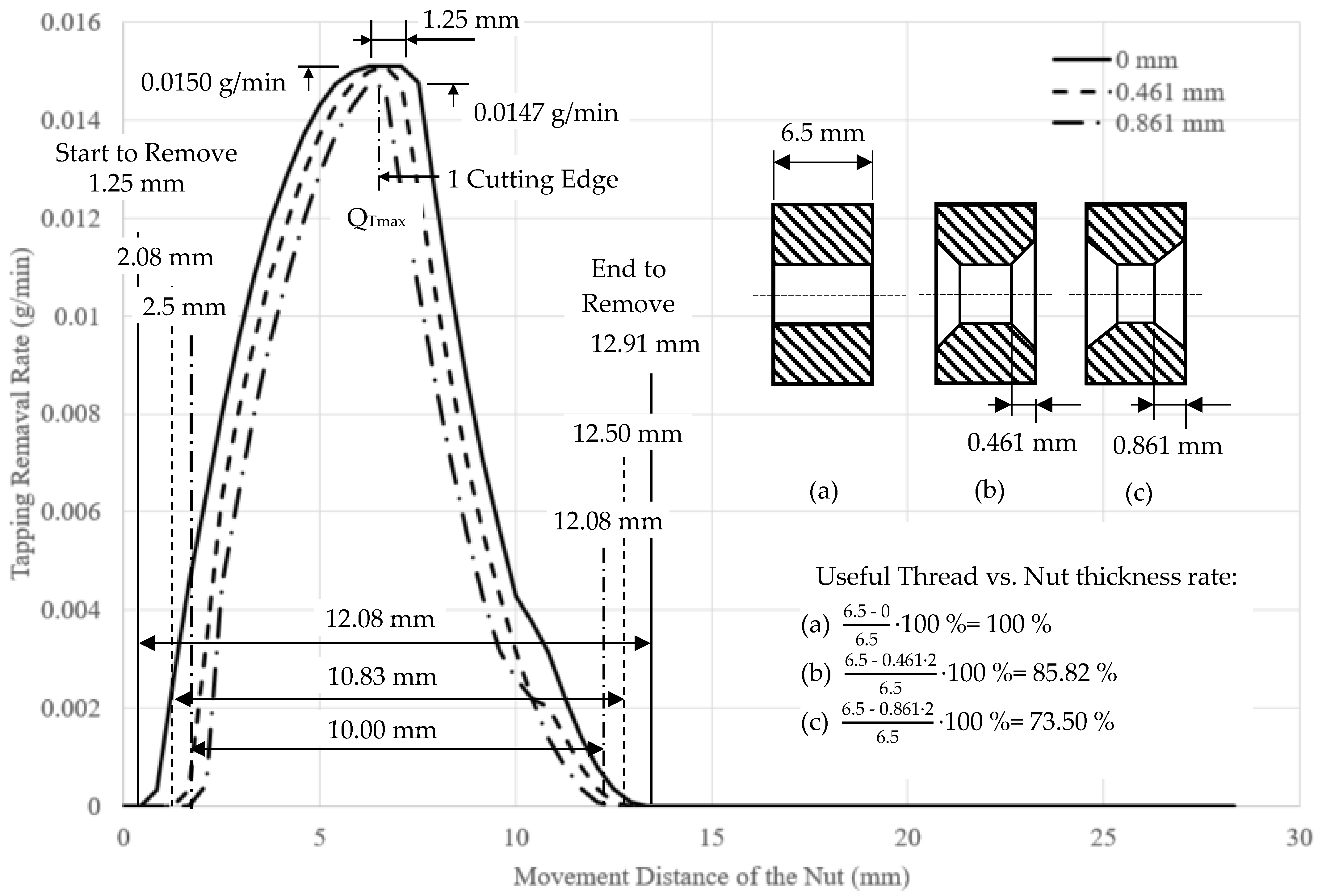
3.3.2. Influence of Chamfer Depth of Nuts
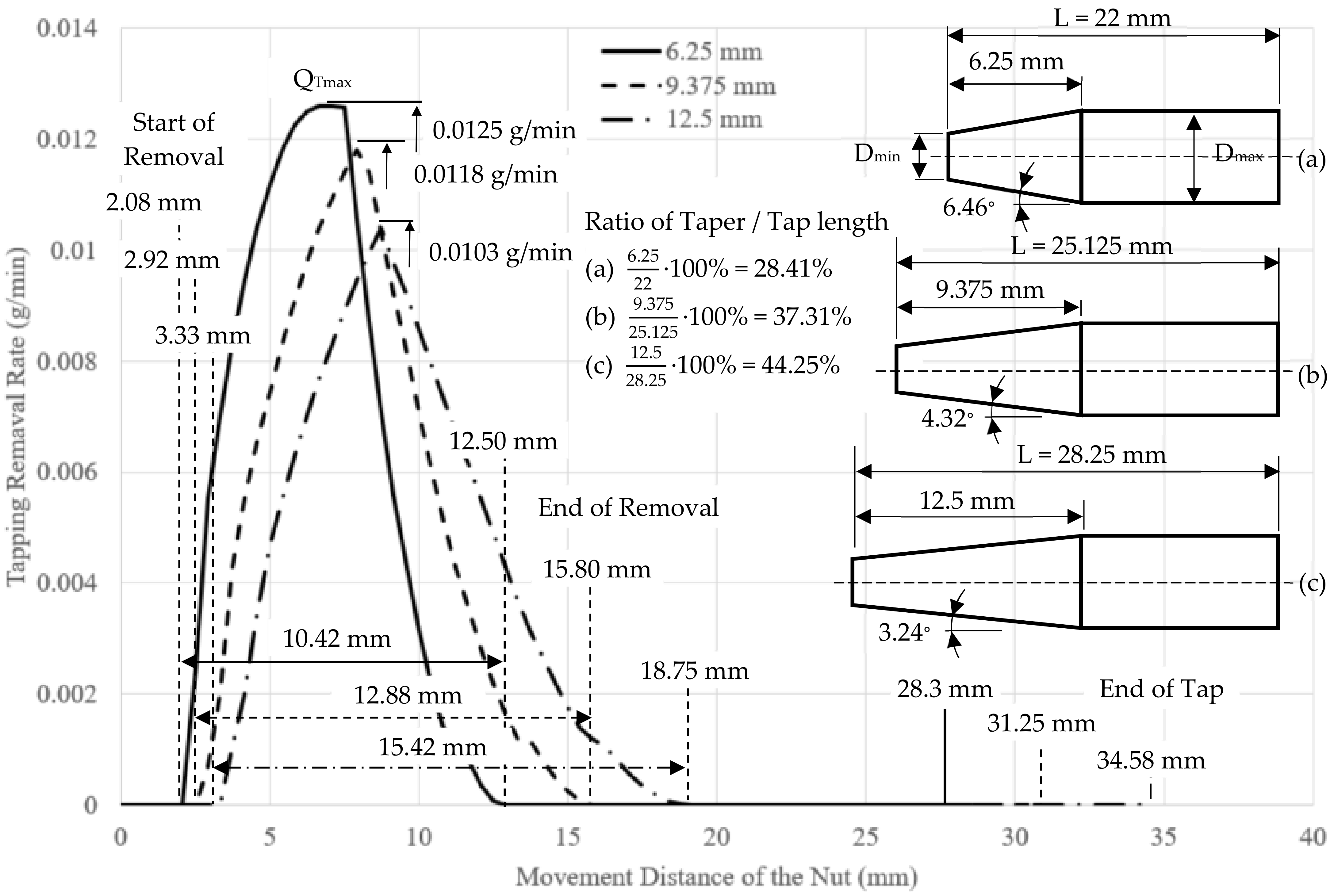
3.3.3. Influence of Taper Angle of Tap
4. Experiment and Verification
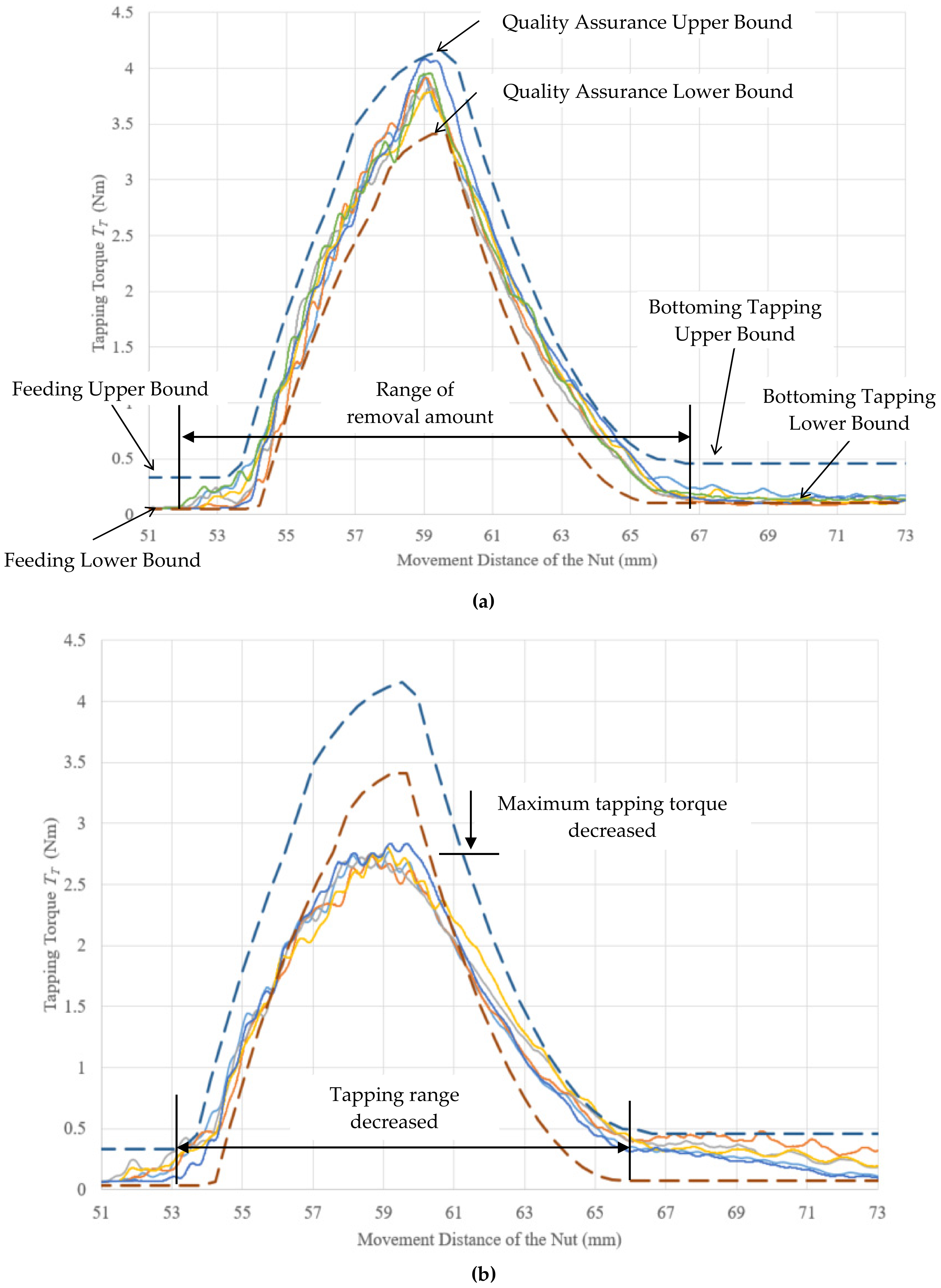
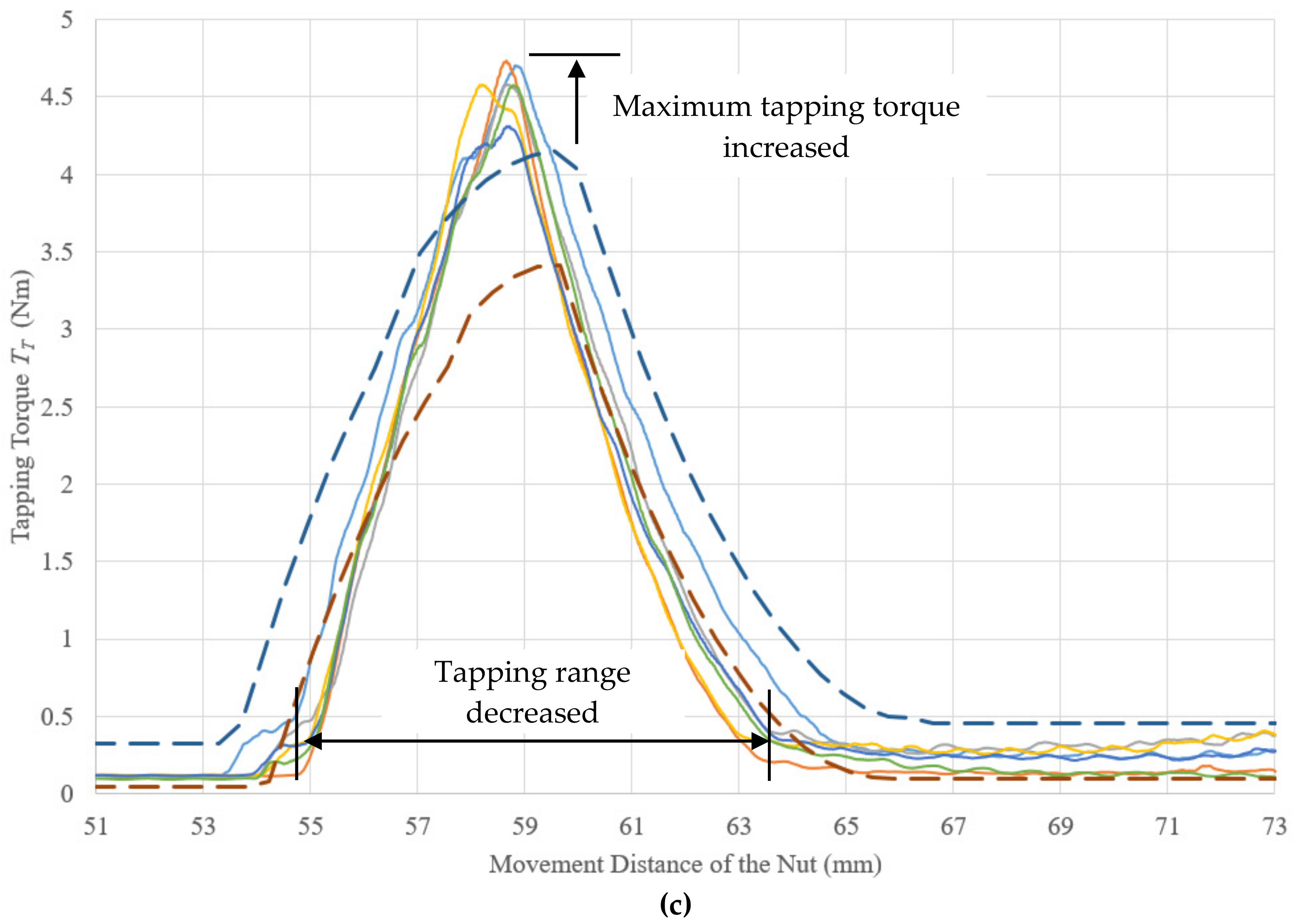
4.1. Establishment of Quality Assurance Module
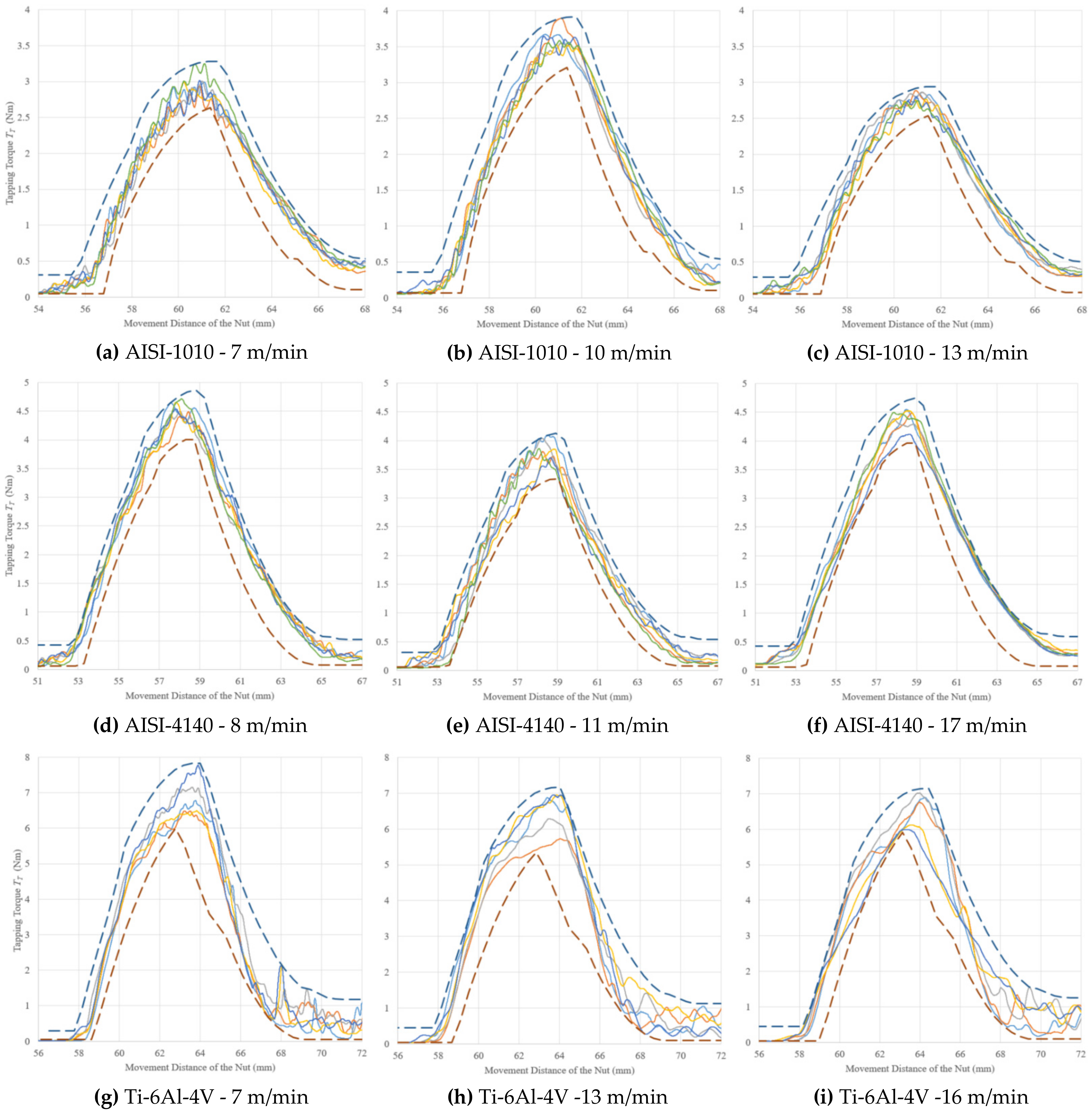
4.2. Experimental Verification
5. Discussion and Analysis
- Effects of blanking nuts and tap parameters on material removal rate
- 2.
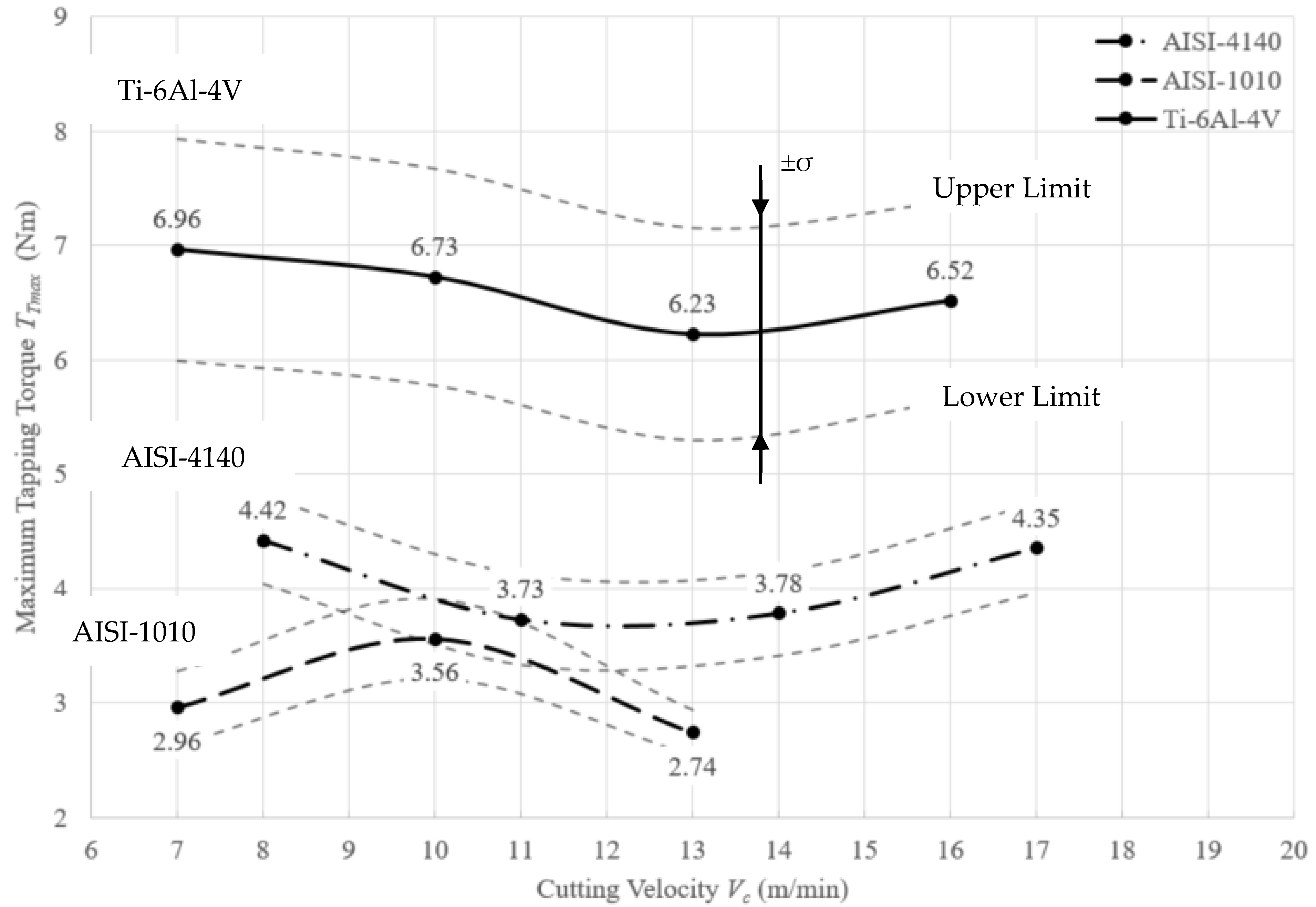
- Establishing a nut quality assurance range to monitor thread quality and test three different materials
- 3.
- Influence of blanking nuts on tap life
- 4.
- Machine health monitoring
6. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Nassar, S.A.; Housari, B.A. Study of the Effect of Hole Clearance and Thread Fit on the Self-loosening of Threaded Fasteners. ASME J. Mech. Des. 2007, 129, 586–594. [Google Scholar] [CrossRef]
- Jiang, K.; Liu, Z.; Wang, Y.; Tian, Y.; Zhang, C.; Zhang, T. Effects of Different Friction Coefficients on Input Torque Distribution in the Bolt Tightening Process based on the Energy Method. ASME J. Tribol. 2022, 144, 071203. [Google Scholar] [CrossRef]
- JIS B 0205-4:2001; ISO General Purpose Metric Screw Threads—Part 4: Basic Dimensions. Japanese Industrial Standard/Japanese Standards Association: Tokyo, Japan, 2001.
- ISO 261; ISO General Purpose Metric Screw Threads—General Plan. ISO: Geneva, Switzerland, 1973.
- ISO 8839; Mechanical Properties of Fasteners—Bolts, Screws, Studs and Nuts Made of Non-ferrous Metals. ISO: Geneva, Switzerland, 1986.
- Lin, E.Y.; Chen, J.C.; Lin, T.C.; Tsay, D.M.; Lien, J.J. Development and Application of Smart Tapping Machine Nut Forming Inspection. In Proceedings of the 16th International Conference on Automation Technology (AUTO), Taipei, Taiwan, 22–24 November 2019. [Google Scholar]
- ISO 965-1:1998; ISO General-Purpose Metric Screw Threads—Tolerances—Part 1: Principles and Basic Data. ISO: Geneva, Switzerland, 1998.
- Jun, M.G.; Araujo, A.C. Modeling of the Thread Milling Operation in a Combined Thread/Drilling Operation: Thrilling. Int. J. Mach. Tools Manuf. 2014, 87, 16–26. [Google Scholar] [CrossRef]
- Kardes, N.; Altintas, Y. Mechanics and Dynamics of the Circular Milling Process. ASME J. Manuf. Sci. Eng. 2007, 129, 21–31. [Google Scholar] [CrossRef]
- Anna, C.A.; Guillaume, F.; Gérard, P. Analytical and Experimental Investigations on Thread Milling Forces in Titanium Alloy. Int. J. Mach. Tools Manuf. 2013, 67, 28–34. [Google Scholar]
- NORTH-AMERICAN-TOOL-CATALOG. North American Tool 2019. pp. 106–108. Available online: https://www.technitoolinc.com/wp-content/uploads/2021/06/NORTH-AMERICAN-TOOL-CATALOG.pdf (accessed on 18 November 2022).
- DRILLING THREADING TOOLS. OSG 2021. pp. 834–845. Available online: https://osg.icata.net/iportal/CatalogViewInterfaceStartUpAction.do?method=startUp&mode=PAGE&catalogId=138540000&pageGroupId=1&volumeID=OSGDCS01&designID=OSGD01 (accessed on 18 November 2022).
- Zoltan, D.; Yusuf, A.; Gabor, S. The Effect of Serration on Mechanics and Stability of Milling Cutters. Int. J. Mach. Tools Manuf. 2010, 50, 511–520. [Google Scholar]
- Firat, K. An Experimental Study on Cutting Forces in the Threading and the Cut Turning with Coated and Uncoated Grades. ASME J. Manuf. Sci. Eng. 2010, 132, 041012. [Google Scholar]
- Gultekin, U.; Ihsan, K. The Effects of Cutting Conditions on the Cutting Torque and Tool Life in the Tapping Process for AISI 304 stainless steel. Mater. Technol. 2016, 50, 275–280. [Google Scholar]
- YAMAWA GENERAL CATALOG [JIS,ANSI,DIN]. YAMAWA 2022. pp. 1152–1160. Available online: https://yamawa.meclib.jp/2022-2023_en/book/index.html#target/page_no=1 (accessed on 18 November 2022).
- Balázs, T.; Tibor, S. Real-time Determination of Cutting Force Coefficients without Cutting Geometry Restriction. Int. J. Mach. Tool. Manuf. 2011, 51, 871–879. [Google Scholar]
- Uhlmann, E.; Holznagel, T.; Clemens, R. Practical Approaches for Acoustic Emission Attenuation Modelling to Enable the Process Monitoring of CFRP. Machining. J. Manuf. Mater. Process. 2022, 6, 118. [Google Scholar] [CrossRef]
- Wang, S.-M.; Lee, C.-Y.; Gunawan, H.; Tu, R.-Q. Intelligent Air Cutting Monitoring System for Milling Process. Appl. Sci. 2022, 12, 4137. [Google Scholar] [CrossRef]
- Marinescu, I.; Axinte, D. An Automated Monitoring Solution for Avoiding an Increased Number of Surface Anomalies during Milling of Aerospace Alloys. Int. J. Mach. Tool. Manuf. 2011, 51, 349–357. [Google Scholar] [CrossRef]
- Asadzadeh, M.Z.; Eiböck, A.; Gänser, H.P.; Klünsner, T.; Mücke, M.; Hanna, L.; Teppernegg, T.; Treichler, M.; Peissl, P.; Czettl, C. Tool damage state condition monitoring in milling processes based on the mechanistic model goodness-of-fit metrics. J. Manuf. Process. 2022, 80, 612–623. [Google Scholar] [CrossRef]
- Alexandra, S.; Christopher, S. Indirect Tool Condition Monitoring Using Ensemble Machine Learning Techniques. ASME J. Manuf. Sci. Eng. 2022, 145, 011006. [Google Scholar]
- Drouillet, C.; Karandikar, J.; Nath, C.; Journeaux, A.C.; Mansori, M.E.; Kurfess, T. Tool Life Predictions in Milling Using Spindle Power with the Neural Network Technique. J. Manuf. Process. 2016, 22, 161–168. [Google Scholar] [CrossRef]
- Uhlmann, E.; Holznagel, T.; Schehl, P.; Bode, Y. Machine Learning of Surface Layer Property Prediction for Milling Operations. J. Manuf. Mater. Process. 2021, 5, 104. [Google Scholar] [CrossRef]
- Hakan, D.; Alaattin, K. Experimental Investigation of Hole Quality in Drilling of Additive Manufacturing Ti6Al4V Parts Produced by Hole Features. J. Manuf. Process. 2022, 79, 745–758. [Google Scholar]
- Pierre, S.; Florestan, M.; Jean, G. Analytical Study of Maximal Tapping Torque During Forming Screw Process. J. Mater. Process. Technol. 2011, 211, 212–221. [Google Scholar]
- Tsay, D.M.; Hwang, G.S.; Lin, T.C.; Chen, W.M. Automatic Nut Tapping Equipment. U.S. Patent No. 11141806 B2, 12 October 2021. [Google Scholar]
- Henry, C.T.; Elizabeth, N.J. Nut Tapping Machine. U.S. Patent No. 2356100, 22 May 1943. [Google Scholar]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Tapping Machine Type | Tapping Movement | Nut Movement | Characteristics |
|---|---|---|---|
| Floating | Unidirectional rotation | Linearly forward |
|
| Reciprocating | Bidirectional rotation and Linearly forward and backward | Fixed |
|
| Fixed | Bidirectional rotation | Linearly forward and backward |
|
| Parameter | Symbol | Value | |
|---|---|---|---|
| Nut | Pitch | p | 1.25 mm |
| Thickness | h | 6.5 mm | |
| Hole diameter | dH | 6.75 mm | |
| Internal chamfer depth | hc | 0.461 mm | |
| Tap | Number of grooves | NG | 3 |
| Taper length | LT | 6.25 mm | |
| Tap length | L | 22 mm | |
| Maximum diameter | Dmax | 7.964 mm | |
| Minimum diameter | Dmin | 6.547 mm |
| Nut material | AISI-1010 | AISI-4140 | Ti-6Al-4V | |||
| Tap manufacturer | Nachi | P-Beck | P-Beck | |||
| Number of grooves (nG) | 3 | 3 | 3 | |||
| Tap length (L) | 22 | 22 | 22 | |||
| Taper length (LT) | 6.25 | 6.75 | 6.35 | |||
| Maximum diameter (Dmax) | 7.96 | 8.15 | 8.03 | |||
| Minimum diameter (Dmin) | 6.54 | 6.47 | 6.57 | |||
| Taper angle (°) | 6.48 | 7.09 | 6.55 | |||
| upper bound | lower bound | upper bound | lower bound | upper bound | lower bound | |
| Punch hole diameter (dH) | 6.75 | 6.81 | 6.75 | 6.81 | 6.75 | 6.81 |
| Internal chamfer depth (hc) | 0.261 | 0.65 | 0.261 | 0.65 | 0.261 | 0.65 |
| Density ρ (g/mm3) | 7.87 | 7.85 | 4.43 | |||
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Lin, T.-C.; Schabacker, M.; Hwang, G.-S.; Perng, J.-W.; Tsay, D.-M. High Precision Nut Threading Using Real-Time Tapping Torques Monitoring. J. Manuf. Mater. Process. 2022, 6, 149. https://doi.org/10.3390/jmmp6060149
Lin T-C, Schabacker M, Hwang G-S, Perng J-W, Tsay D-M. High Precision Nut Threading Using Real-Time Tapping Torques Monitoring. Journal of Manufacturing and Materials Processing. 2022; 6(6):149. https://doi.org/10.3390/jmmp6060149
Chicago/Turabian StyleLin, Tsung-Chun, Michael Schabacker, Guan-Shong Hwang, Jau-Woei Perng, and Der-Min Tsay. 2022. "High Precision Nut Threading Using Real-Time Tapping Torques Monitoring" Journal of Manufacturing and Materials Processing 6, no. 6: 149. https://doi.org/10.3390/jmmp6060149