Abstract
The Collaborative Research Center 1153 is investigating a novel process chain for manufacturing high-performance hybrid components. The combination of aluminum and steel can reduce the weight of components and lead to lower fuel consumption. During the welding of aluminum and steel, a brittle intermetallic phase is formed that reduces the service life of the component. After welding, the workpiece is heated inhomogeneously and hot-formed in a cross-wedge rolling process. Since the intermetallic phase grows depending on the temperature during hot forming, temperature control is of great importance. In this paper, the possibility of process-integrated contact temperature measurement with thin-film sensors is investigated. For this purpose, the initial temperature distribution after induction heating of the workpiece is determined. Subsequently, cross-wedge rolling is carried out, and the data of the thin-film sensors are compared to the temperature measurements after heating. It is shown that thin-film sensors inserted into the tool are capable of measuring surface temperatures even at a contact time of 0.041 s. The new process monitoring of the temperature makes it possible to develop a better understanding of the process as well as to further optimize the temperature distribution. In the long term, knowledge of the temperatures in the different materials also makes it possible to derive quality characteristics as well as insights into the causes of possible process errors (e.g., fracture of the joining zone).
1. Introduction
The technical requirements for components are rising steadily while, at the same time, material shortages and rising costs, as well as CO constraints, add to the difficulty of material selection [1]. A promising solution to many of these new challenges is the use of hybrid materials with locally adapted properties. The Collaborative Research Center (CRC) 1153 researches a novel process chain called “Tailored Forming” for the manufacturing of hybrid components. Components produced by Tailored Forming have adapted material to the complex load profiles during operation [2]. Thereby, the lifetime of a component can be increased whilst saving costs due to the usage of a more affordable material in areas of the component with lower stress during operation. For this purpose, hybrid workpieces are produced with the combination of high-alloy and low-alloy steel. Another material combination investigated in the CRC 1153 is aluminum and steel. This combination enables weight reduction, and thus, a reduction in fuel consumption [3]. It can be applied when the weight of components made of steel is to be reduced and a component made of aluminum would not meet all technical requirements. The physical properties of aluminum and steel, such as melting temperature, electrical or thermal conductivity, and density, vary strongly [4]. In the joining zone, an intermetallic phase is formed [5,6]. The formation of this phase is dependent on the longitude of the welding process and the occurring temperatures [7]. The resulting thickness of the intermetallic phase is unevenly distributed, and should be kept as thin as possible, as the phase is very brittle, and is the limiting factor of the strength and performance of a hybrid component [4,7]. This poses challenges for temperature control during the subsequent forming processes. The requirements for the process control of materially bonded aluminum–steel combinations are extensive, since the forming processes and material-specific properties must be precisely matched to each other [8]. Forming temperatures that are too high can lead to failure of the workpiece, as the aluminum is softened. Too-low temperatures lead to high forming forces and stress conditions in the joining zone, resulting in fracture. Behrens et al. found that the intermetallic phase grows during reheating and forming [5]. Therefore, a low temperature in the suitable temperature range for forming the hybrid workpiece should be selected, as the intermetallic phase then exhibits less growth.
In the following chapters, research on hybrid workpieces and inhomogeneous heating is presented. The cross-wedge rolling (CWR) process for forming hybrid workpieces and thermal monitoring methods for CWR are presented. The novel method of thermal monitoring using thin-film sensors is explored experimentally in a hybrid CWR process. For this purpose, other thermal measurement tools, such as a thermal imaging camera, are comparatively used.
1.1. Research on Hybrid Materials and Inhomogeneous Heating
In the CRC 1153, different hybrid geometries are researched. One of them is the serially arranged combination of aluminum and steel (Figure 1). These workpieces are manufactured by rotary friction welding. Friction welding is a process in which the heat required for the material joint is generated by friction between the joining partners [7]. The workpieces are then formed using CWR or impact extrusion. In the case of CWR, the workpiece rotates around its own axis while the tools move transversely to it. The tools are wedge-shape profiled and create a mass distribution along the axis of rotation of the workpiece [9]. Kruse et al. investigated the joining zone displacement in serially arranged hybrid parts [10]. For this purpose, inhomogeneously heated billets made from steel and aluminum were cross-wedge rolled and examined. Behrens et al. developed a heating and forming strategy for hybrid components made from aluminum and steel using Finite Element Analysis (FEA) and experimental trials [2].
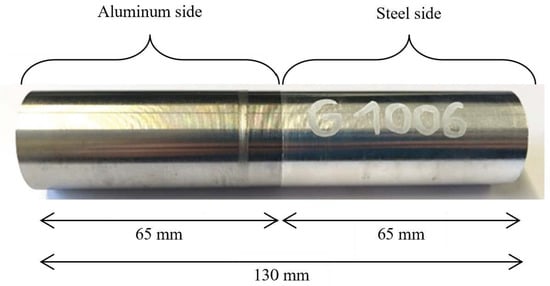
Figure 1.
Serially arranged aluminum–steel billet produced by friction welding.
Various researchers are working on the subject of hybrid forging technology. The difference between Tailored Forming and hybrid forging lies in the structure of the respective process chains. In Tailored Forming, a joining process is followed by a forming process that thermomechanically influences the joining zone. In hybrid forging, the joining of two materials takes place during forming. The Leiber Group GmbH & Co. KG (Emmingen-Liptingen, Germany) developed a forging process for the production of hybrid connecting rods [11]. The two materials are forged together and joints are produced, which results in a combination of form fit and cohesive bonding. Tomczak et al. investigated the skew rolling of bimetallic rods [12]. A workpiece is produced by placing a sleeve made of material A on a core made of material B. The workpiece is then rolled to join the two materials together. The process has been evaluated for several material combinations. Graf et al. investigated a hybrid forging process for components made from a combination of aluminum and plastic to reduce the weight of the component [13].
Other research deals with the issue of inhomogeneously heated parts. Jagodzinski et al. investigated inhomogeneous heating strategies for forging processes in order to adjust the flow properties of the material by means of different temperatures [14]. It was found that the flash could be reduced by up to 11.8 %. This was achieved by using the varying yield stress due to the different temperatures to optimize the material flow. As part of this research, a process window was established that allows for the reduction in flash. Matzenmiller et al. investigated the forging process of a shaft with partial heating, and provided a parameter study for different properties of the workpiece [15]. By means of simultaneously cold and hot forging, locally adapted material properties are set. Ennen et al. researched a tailored heating approach to realize adapted forming behavior that produces complex preforms [16]. To this end, the limits of temperature profiles were determined simulatively and experimentally. Okman et al. investigated the usage of temperature gradients to facilitate material flow [17]. It was found that more differentiated local forms can be formed when low thermal diffusivity and higher temperature sensitivity were present. Kayatürk investigated simultaneous hot and cold forging, in which areas with a high degree of forming are hot-forged and other areas remain cold, in order to attain the properties of cold forging, such as high surface quality and dimensional accuracy [18]. Yoshikara et al. have explored another application of partial heating in manufacturing [19]. The quality of deep-drawn components can be greatly increased if the formability in the forming area is increased by local heating, while cracks are avoided with simultaneous cooling in other areas [19]. Kahrimanidi conducted research on Tailor Heat Treated Blanks, in which the plates are heated in areas of high formability, and other areas remain cool, so that the material’s strength is maintained [20].
1.2. Cross-Wedge Rolling of Hybrid Components
During CWR of hybrid components, the flow properties of the different materials are critical for stable processing. Torsional and other stresses are transferred to the workpiece, and can cause failure of the joining zone, which is manifested by the separation of the joined sections of the workpiece. The joining zone is also subjected to tensile and compressive stresses during heating due to different coefficients of thermal expansion of the two materials, so special attention must be paid to the thermal processes in the area of the joining zone during heating [2]. Temperature control for serial components made from aluminum and steel is complex because the properties of the two materials differ greatly (Table 1) [2].

Table 1.
Comparison of the physical properties of aluminum and iron [2].
With higher temperature, the shape-changing capacity of metal increases and the resulting strength decreases, since thermally activated processes in the crystal lattice, such as recrystallization and recovery, take place [21]. Hot forming for steel starts at 1000 °C, within the scope of the CRC 1153 investigations, is normally performed at 1250 °C [22]. The hot forming temperature for aluminum is between 350 and 450 °C [22]. A homogeneous forming temperature for the hot forming of hybrid components made from aluminum and steel would therefore lead to excessive forces in the steel or to the melting of the aluminum. The influence of temperature on the forming processes can be shown, in part, by the material-specific yield curves: Yield stress is the stress required to cause plastic deformation in the material in a homogeneous uniaxial loading condition [22]. It is thus directly related to the forming force that must be applied to form the workpiece. Therefore, Behrens et al. analyzed the flow curves of steel and aluminum for different temperatures [8]. Each material was tested at room temperature as well as in specific temperature ranges. Steel was tested at 300 to 1200 °C and aluminum at 300 to 550 °C. The resulting flow curves were then compared to find individual temperature ranges for each material where the flow properties are similar. For steel (20MnCr5), a temperature of 900 to 1200 °C was selected, and for aluminum (EN AW-6082), a temperature of 300 to 550 °C was found to have similar yield curves. Kruse et al. developed an inhomogeneous temperature profile for CWR, where the flow properties of the two materials were adapted [10]. The thermal influence on the joining zone was low enough to successfully perform CWR processes.
Inhomogeneous temperature profiles can be generated using an induction heating furnace. Induction heating is a direct electrothermal process in which the temperature distribution in electrically conductive workpieces can be adjusted [23]. The heat is directly produced inside the steel part of the workpiece. The aluminum part on the other side is heated by the heat transmission from steel to aluminum.
1.3. Methods of Thermal Monitoring during Cross-Wedge Rolling
Different methods of process control and, especially, of temperature measurements during CWR exist. Direct measurements, such as thermocouple outputs, can be used, as well as optical measurements. Pyrometry measurements, or measurements taken with a thermal imaging camera, of aluminum are associated with challenges such as the variable emissivity of aluminum surfaces and the influence of reflective surfaces on the workpiece [24]. Additionally, the oxidation on the surface of a heated workpiece during CWR causes variation in the emissivity. As a result, both methods are not adequate for obtaining temperature measurements of aluminum during CWR [24].
Since the hot forming of hybrid components creates complex requirements for the forming process, a special CWR tool has been developed that features tool-integrated process monitoring. The tool has milled recesses for so-called measuring funnels. Figure 2 shows the tool and two types of measuring funnel. The measurement concept was developed following Yoneyama et al. [25,26]. The first type is used for measuring the pressure of the workpiece applied onto the tool during the rolling process, with a pin transmitting the force to a piezo sensor positioned underneath the tool. The second type of measuring funnel is used for the indirect measurement of temperature. Type K thermocouples are inserted into the measuring funnel, and measure the transmitted heat right underneath the surface. The short contact duration between the measuring funnel and workpiece during CWR and the high latency of the thermocouples cause only small spikes in the measurement curves. The method is an indirect measurement that only measures transmitted heat and not the actual temperature of the workpiece. Additionally, the transmission of heat is greatly influenced by the contact conditions between the workpiece and tool.
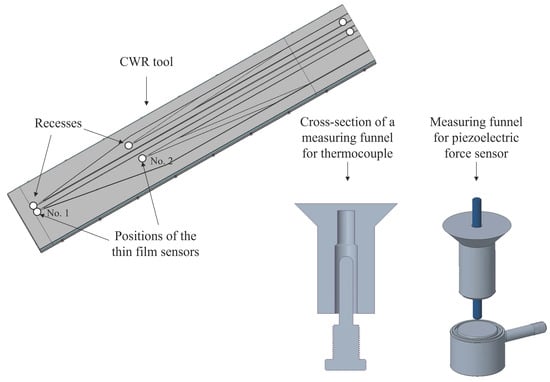
Figure 2.
Tool-integrated process monitoring during CWR.
Thin-film sensors are a novel way to measure the surface temperature of workpieces in mixed-friction contact. The sensors were developed and produced at the Fraunhofer Institute for Surface Engineering and Thin Films (IST) in Braunschweig, Germany. The design of the measuring funnel was adapted to fit the meander structure and the brazing points (Figure 3). The surface is build up of different layers. First, an AlO isolation layer is deposited onto a polished steel surface with a roughness value of R < 0.1 m. A homogeneous chromium layer is then applied and patterned employing a sequence of photolithography and wet chemical etching. A second layer of AlO is deposited to protect the meander structure from physical wear. Wires are then soldered to the sensor, and the soldering points are encapsulated with a heat-resistant sealing paste. Each sensor has to be pre-characterized to explore the individual resistance changes of the meander structure. Thereby, a course of the thermoresistive characteristics of all sensors is established. The sensors used for the experiments were calibrated for temperatures up to 600 °C [27].

Figure 3.
Thin-film sensor on the measuring funnel.
2. Materials and Methods
Two thin-film sensors were inserted into the tool, as indicated in Figure 2. The tool has a modular design so that different measuring funnels can be integrated into the tool. For this purpose, milled recesses were made at locations relevant to the CWR process. These milled recesses allow the introduction of different measuring funnels. The figure also shows two other variants of a measuring funnel: one shows the measurement funnel for the thermocouple and the other for the piezoelectric force sensor. The thermocouple measures the transferred heat just below the tool surface (5 mm material thickness). The measuring funnel for the piezoelectric force sensor contains a hole through which a pin is guided, which transmits the force to a piezoelectric force sensor located below the tool. As part of the collaboration with the Fraunhofer IST, another measuring funnel was developed that has a thin-film sensor applied to the surface. As this sensor is only suitable for temperature measurement up to 600 °C, there were two suitable recesses at which to use the sensor, as the other recesses come into contact with the steel side of the component, and the sensors would be destroyed by the high temperatures.
To verify the accuracy of the thin-film sensors, first, the temperature distribution after heating has to be determined. Therefore, a workpiece was partially heated with an induction heating unit produced by the company EMA-TEC GmbH, with a nominal power of 60 kW. The workpiece was a serially arranged combination of steel (20MnCr5) and aluminum (EN AW-6082). The steel side of the workpiece was inserted into the inductor, while the aluminum side was on the outside, and thus, did not receive any electrical induction. The results were measured using a thermal imaging camera (VarioCAM HD head, InfraTec, Dresden, Germany). To match the emissivity of the two materials and circumvent the changeable emissivity of aluminum, the workpieces were painted with a high-temperature paint. The results of this measurement are shown in Figure 4. Multiple measurements were performed. The resulting temperature distribution is reproducible when the same settings are selected. The temperature of the aluminum was measured, with an average of 353 °C, and with higher temperatures close to the joining zone and lower temperatures at the end of the workpiece. The irregularities in the measured values are most likely due to the imperfections in the paint coating, which result in slightly varying emissivities.
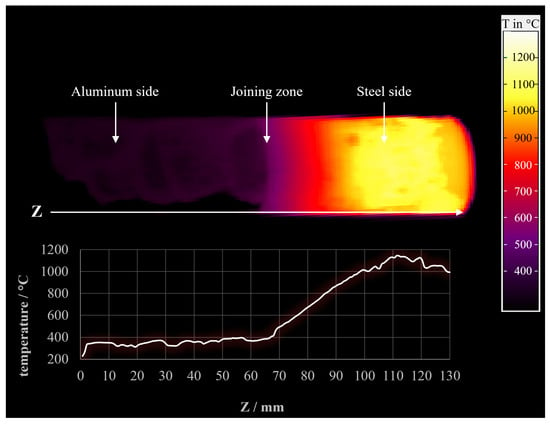
Figure 4.
Temperature distribution after induction heating measured with a thermal imaging camera.
Next, CWR experiments were conducted. The workpieces were heated as described and cross-wedge rolled using the CWR module at the IPH—Institut für Integrierte Produktion Hannover gGmbH. The tool speed was set to 150 mm/s. With a sensor length of 6.15 mm, this resulted in a contact time of 0.041 s between the sensor surface and the workpiece.
The sensor measurements during CWR were recorded using a QuantumX MX840B universal measuring amplifier from HBM. The resulting accuracy using this equipment was 1 K. Due to the short contact duration during CWR between sensor and workpiece, the sampling frequency was set to 9600 Hz.
3. Results and Discussion
One exemplary result of sensor no. 1 can be seen in Figure 5. The sensor contacts the workpiece at a Z-value of about 55 mm. The readings show several values of 158 °C, a sharp rise to 348 °C, and a drop to 150 °C. The first measurement of about 150 °C is due to the tools being heated to this temperature, which also heats up the measuring funnels. The measurements are slightly higher than the temperature of the tool, because heat was already transferred from the workpiece to the tool during the loading process before the measurement was started. The maximum represents the surface measurement on the workpiece. Afterwards, the value falls back to the set temperature of the tool. Sensor no. 1 is contacting the workpiece close to the joining zone where the temperatures are higher then the average of 353 °C right after heating. With an average transfer time of 9 s from the induction furnace to the start of the forming process, heat is emitted from the workpiece. At the same time, heat transfer from the steel to the aluminum side continues. Another measurement of sensor no. 1 showed a maximum temperature of 378 °C. The deviation is probably due to a varying transfer time or deviating positions of the workpiece.
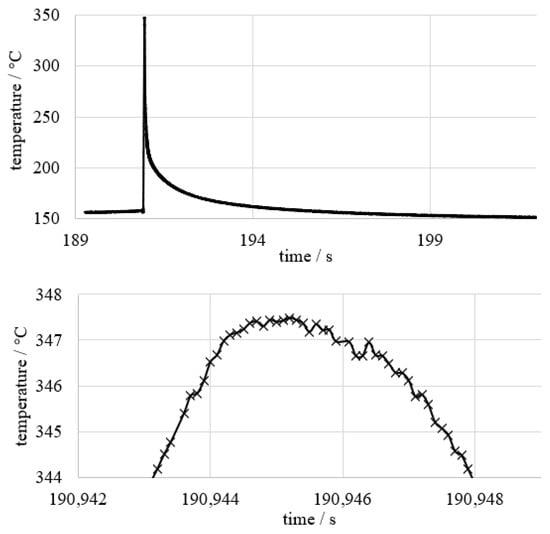
Figure 5.
Temperature measurements of sensor no. 1 (top, complete measurement; bottom, section of the peak).
The results of sensor no. 2 can be seen in Figure 6. The measurement curve remains constant at just under 150 °C, then rises steeply to a maximum value of 277 °C, and then falls in an increasingly flattening curve. The first measurement of about 150 °C is due to the tools being heated. The first slope of the curve is due to the contact between the workpiece and the thin-film sensor. The peak of the measurement represents the measured surface temperature of the workpiece. Due to the transferred heat of the workpiece to the measuring funnel, the value drops slowly thereafter. The surface temperature is measured as 277 °C. Sensor no. 2 is positioned further away from the joining zone, where the temperature after induction heating is lower on average. In addition, the sensor is located at a point on the tool where an initial forming operation has already taken place. This causes heat to be emitted from the workpiece due to the contact between the tool and the workpiece. At the same time, heat is still being transferred from the steel side to the aluminum.
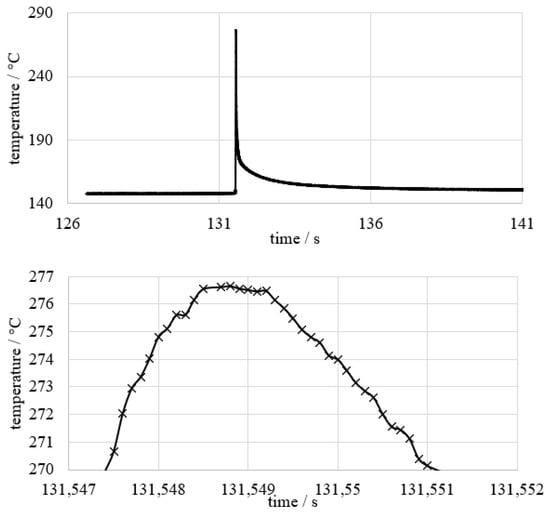
Figure 6.
Temperature measurements of sensor no. 2 (top, complete measurement; bottom, section of the peak).
Temperature measurements using thermocouples are ineffective due to the short contact duration between the tool and workpiece. Pyrometry measurements are associated with challenges due to the changing emissivity of aluminum during cross-wedge rolling. Experimental investigations were performed to verify the accuracy of thin-film sensors used in a hybrid CWR process. Workpiece temperatures at different positions on the tool were recorded. It was shown that thin-film sensors are suitable for measuring surface temperatures in the loading zone of the tool. This allows the effects of different transfer times on the temperature distribution of the workpiece to be determined. For better process control, an automated loading process would lead to a higher repeatability. In turn, the temperature distribution could be adjusted to the exact transfer time of the automated process so that minimal heat is brought into the joining zone. In addition, temperature measurement at the beginning of the process enables an assessment of the quality of the workpiece. Rotary friction welding creates different contact conditions in the joining zone, and can lead to the formation of cavities between the parts to be joined. In this case, the temperature distribution differs because the aluminum side is heated only by the heat transfer through the joining zone. This deviation from the previous joining processes can now be detected in the CWR process.
The results of sensor no. 1 are close to the temperature distributions measured with the thermal imaging camera after induction heating. It is therefore assumed that sensor no. 1 measured the surface temperature accurately.
It is questionable whether the results of sensor no. 2 indicate the surface temperature of the workpiece. As described by Plogmeyer et al., pressure or deformation of the tool influences the sensor’s resistance, leading to lower values [27]. It is possible that the bending of the tool during forming caused changes in the resistance of sensor no. 2. By enhancing the stiffness of the tool system, the measurements of sensor no. 2 could be improved. Underneath the tool are several layers of aluminum and fiber composites, which yield slightly under strong pressure. This causes the tool system to bend, so that sensor no. 2 cannot measure accurately. Sensor no. 2 could also be recalibrated.
The sensors have a tendency to fail, and were therefore only used for a small number of experiments to obtain specific information about the heating process and the temperature distribution during CWR. One sensor failed because the soldering points were not always appropriately protected. Optimizing the design of the measurement funnel could improve durability.
Ultimately, the sensors offer great potential for improving the heating strategy, since more information about the process is gained. Defects during CWR can now be investigated under the aspect of different temperature profiles. For example, the failure of the joining zone could be attributed to an excessively high or low temperature in the beginning of the process.
4. Further Research
Sensor no. 2 will be recalibrated to enable measurements at high forming forces. Thereafter, the heating strategy will be optimized with regards to the formation of the intermetallic phase. The effects of different settings of the induction furnace on the temperature distribution of the workpiece will be analyzed. The goal is to find a temperature profile that leads to good CWR results while, at the same time, minimizing the growth of the intermetallic phase. Metallographic cross-sections will be made to control the growth of the intermetallic phase.
For future research, we will apply the information presented in this comment and conduct metallographic studies on the parts of the workpiece, as we find this topic very interesting. It should be noted that the statements about the properties after cross-wedge rolling are unfortunately of little value, since machining and heat treatment follow, and both have a large influence on the properties of the material.
The minimization of the growth has been achieved due to the optimization of temperature profiles, but we still do not completely understand the mechanism of growth during CWR, since this is a unique research field. We have four years of research ahead of us, and plan to learn a lot more about the aluminum–steel combination by automating the CWR process and systematically studying the influence of different temperature profiles on the intermetallic phase.
Author Contributions
Conceptualization, P.M. and J.K.; methodology, P.M. and M.K.; investigation, P.M.; writing—original draft preparation, P.M.; writing—review and editing, M.K.; supervision, M.S.; funding acquisition, B.-A.B. All authors have read and agreed to the published version of the manuscript.
Funding
This research was funded by the Deutsche Forschungsgemeinschaft (DFG, German Research Foundation)—CRC 1153, subproject B1—252662854.
Data Availability Statement
Not applicable.
Conflicts of Interest
The authors declare no conflict of interest.
Abbreviations
The following abbreviations are used in this manuscript:
| CRC | Collaborative Research Center |
| CWR | Cross-Wedge Rolling |
References
- Buchmayr, B. Aktuelle Entwicklungstrends und zukünftige Herausforderungen im Bereich der Umformtechnik. BHM Berg- Hüttenmännische Monatshefte 2015, 27, 501–506. [Google Scholar] [CrossRef]
- Behrens, B.A.; Kosch, K.G. Development of the heating and forming strategy in compound forging of hybrid steel-aluminum parts. Mater. Werkst. 2011, 42, 973–978. [Google Scholar] [CrossRef]
- Cao, J.; Banu, M. Opportunities and Challenges in Metal Forming for Lightweighting: Review and Future Work. J. Manuf. Sci. Eng. 2020, 142, 110813. [Google Scholar] [CrossRef]
- Jank, N.; Staufer, H.; Bruckner, J. Schweißverbindungen von Stahl mit Aluminium–eine Perspektive für die Zukunft. BHM Berg- Hüttenmännische Monatshefte 2008, 153, 189–192. [Google Scholar] [CrossRef]
- Behrens, B.A.; Chugreev, A.; Selinski, M.; Matthias, T. Joining zone shape optimisation for hybrid components made of aluminium-steel by geometrically adapted joining surfaces in the friction welding process. AIP Conf. Proc. 2019, 2113, 040027. [Google Scholar] [CrossRef]
- Tanaka, T.; Nezu, M.; Uchida, S.; Hirata, T. Mechanism of intermetallic compound formation during the dissimilar friction stir welding of aluminum and steel. J. Mater. Sci. 2020, 55, 3064–3072. [Google Scholar] [CrossRef]
- Ambroziak, A.; Korzeniowski, M.; Kustron, P.; Winnicki, M.; Sokołowski, P.; Harapinska, E. Friction Welding of Aluminium and Aluminium Alloys with Steel. Adv. Mater. Sci. Eng. 2014, 2014, 981653. [Google Scholar] [CrossRef]
- Behrens, B.A.; Chugreev, A.; Matthias, T. Hybride Lagerbuchsen aus Aluminium und Stahl/Numerical process design for the production of a hybrid bearing bushing made of aluminium and steel. WT Werkstattstech. Online 2018, 108, 691–697. [Google Scholar] [CrossRef]
- Behrens, B.A.; Bouguecha, A.; Bonk, C.; Stonis, M.; Klose, C.; Blohm, T.; Chugreeva, A.; Duran, D.; Matthias, T.; Golovko, O.; et al. Aktuelle Forschungsschwerpunkte in der Massivumformung. In Proceedings of the 23rd Forming Technology Colloquium Hannover, Garbsen, Germany, 4 March 2020; pp. 15–31. [Google Scholar]
- Kruse, J.; Jagodzinski, A.; Langner, J.; Stonis, M.; Behrens, B.A. Investigation of the joining zone displacement of cross-wedge rolled serially arranged hybrid parts. Int. J. Mater. Form. 2020, 13, 577–589. [Google Scholar] [CrossRef]
- Leiber Group GmbH & Co. KG. Hybridschmieden für optimierten Leichtbau. Int. Alum. J. 2011, 87, 54. [Google Scholar]
- Tomczak, J.; Bulzak, T.; Pater, Z.; Wójcik, Ł.; Kusiak, T. Skew Rolling of Bimetallic Rods. Materials 2020, 14, 18. [Google Scholar] [CrossRef] [PubMed]
- Graf, M.; Härtel, S.; Binotsch, C.; Awiszus, B. Forging of Lightweight Hybrid Metallic-Plastic Components. Procedia Eng. 2017, 184, 497–505. [Google Scholar] [CrossRef]
- Jagodzinski, A.; Gerland, H.; Kriwall, M.; Langner, J.; Stonis, M.; Behrens, B.A. FE-Based Investigation on the Influence of Inhomogeneously Heated Billets on Subsequent Forging Processes. In Forming the Future: Proceedings of the 13th International Conference on the Technology of Plasticity; Springer: Berlin/Heidelberg, Germany, 2021; pp. 1107–1119. [Google Scholar] [CrossRef]
- Matzenmiller, A.; Bröcker, C. Thermo-mechanically coupled FE analysis and sensitivity study of simultaneous hot/cold forging process with local inductive heating and cooling. Int. J. Mater. Form. 2011, 5, 275–300. [Google Scholar] [CrossRef]
- Ennen, M.; Baake, E.; Niedzwiecki, I. Tailored Heating of Billets for Hot Forming Using an Induction Heating Approach. In Proceedings of the UIE 2021: XIX International UIE Congress on Evolution and New Trends in Electrothermal Processes, Pilsen, Czech Republic, 1–3 September 2021; pp. 61–62. [Google Scholar]
- Okman, O.; Özmen, M.; Huwiler, H.; Tekkaya, A. Free forming of locally heated specimens. Int. J. Mach. Tools Manuf. 2007, 47, 1197–1205. [Google Scholar] [CrossRef]
- Kayatürk, K. Simultaneous Hot and Cold Forging of Solid Cylinders. Master’s Thesis, Middle East Technical University, Ankara, Turkey, 2003. [Google Scholar]
- Yoshihara, S.; Nishimura, H.; Yamamoto, H.; Manabe, K.I. Formability enhancement in magnesium alloy stamping using a local heating and cooling technique: Circular cup deep drawing process. J. Mater. Process. Technol. 2003, 142, 609–613. [Google Scholar] [CrossRef]
- Kahrimanidis, A. Thermisch Unterstützte Umformung von Aluminiumblechen. Ph.D. Thesis, Friedrich-Alexander-Universität Erlangen-Nürnberg, Erlangen, Germany, 2016. [Google Scholar] [CrossRef]
- Herbertz, R.; Hermanns, H.; Labs, R. Massivumformung Kurz und Bündig; Industrieverband Massivumformung e.V.: Hagen, Germany, 2013. [Google Scholar]
- Doege, E.; Behrens, B. Handbuch Umformtechnik; VDI-Buch; Springer: Berlin/Heidelberg, Germany, 2010. [Google Scholar]
- Rudnev, V.I. Handbook of Induction Heating; CRC Press: Boca Raton, FL, USA, 2002; ISBN 978-1466553958. [Google Scholar]
- Glassmann, E. New Optical Pyrometer for Measuring the Temperature of Aluminum Alloys. In 3T—True Temperature Technologies; Theradion Industrial Park: Misgav, Israel, 1997. [Google Scholar]
- Yoneyama, T.; Tozawa, Y. Direct Measurement of Stress and Heat between Work and Tool in Metal Forming. CIRP Ann. 1990, 39, 219–222. [Google Scholar] [CrossRef]
- Yoneyama, T. Development of a friction sensor for hot forging. Int. J. Adv. Manuf. Technol. 2017, 90, 2251–2261. [Google Scholar] [CrossRef]
- Plogmeyer, M.; Kruse, J.; Stonis, M.; Paetsch, N.; Behrens, B.A.; Bräuer, G. Temperature measurement with thin film sensors during warm forging of steel. Microsyst. Technol. 2021, 27, 3841–3850. [Google Scholar] [CrossRef]






Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).