1. Introduction
The Inconel 718 nickel-based superalloy is an alloy material composed of high-melting-point metals Ni (1450 °C), Co (1480 °C) and Mo (2620 °C) as the matrix, in addition to carbon, aluminum, iron and other elements [
1]. Inconel 718 has excellent mechanical properties, high thermal stability, excellent oxidation resistance, and moderate processing and forming abilities at high temperatures and is widely used in the preparation of structural components in the aerospace field [
2,
3]. The machined surface integrity of Inconel 718, such as surface roughness, residual stress and work hardening, has a significant effect on the performance of its components and parts [
4]. For instance, the increase in surface roughness of aircraft blades reduces the maximum air flow of the aircraft engine, thereby reducing the engine power. In addition, the work hardening of a blade surface reduces its fatigue resistance, resulting in a reduction in the service life of the engine and subsequent flight safety hazards [
5]. Therefore, improving the surface integrity of Inconel 718 is essentially desired for enhancing its application performance.
At present, mechanical milling is a commonly used machining method for Inconel 718 in industry. And, investigations on the milling performance of Inconel 718 have been extensively carried out. Armando et al. concluded that for the milling of nickel-based superalloys using ceramic tools, adding a cutting fluid for cooling can not only increase the durability of the tool but also effectively reduce the machined surface roughness [
6]. Zheng et al. found that the relative machinability of nickel-based superalloys is only 0.05–0.15 due to the high cutting resistance accompanied by its intrinsic properties of high hardness, high strength and low thermal conductivity [
7]. In particular, for the milling of Inconel 718, there are problems such as large cutting force, high cutting temperature, severe work hardening, severe tool wear and significant chip breaking. While the minimum surface roughness obtained via the micro-milling of a coated-carbide milling tool is restricted to a value of 300 nm, a lower machined surface roughness is difficult to achieve via conventional micro-milling. Therefore, it is urgent to develop an advanced machining method to improve the milling performance of nickel-based high-temperature alloys.
Laser-assisted milling, which combines multiple disciplines such as optics, heat transfer, materials science and mechanical machining, has received widespread attention in manufacturing industries. In laser-assisted milling processes, the thermal effect from a laser beam increases the temperature of an ablated area, which subsequently softens the ablated area within a short period, thereby reducing the elastic modulus, shear modulus and yield strength of the material. Consequently, the cutting force and tool wear during machining is lowered, accompanied by an improved machined surface quality. Sun et al. carried out experimental research on the laser-assisted machining (LAM) of titanium alloy [
8]. Their results demonstrated that the cutting force is reduced by 20~50% in LAM over conventional machining, accompanied by an improvement in the machined surface quality. In addition, the chip morphology in LAM transitions from being sharp and serrated to continuous with the increase in cutting speed. Anderson et al. investigated the machining characteristics of LAM of P550 stainless steel and found that the cutting energy is decreased by 25% with the increase in the temperature in cutting zone [
9]. Although the tool life is doubled and the processing efficiency is increased by 20–50%, the surface hardness and subsurface microstructure of the workpiece remain stable. Kumar et al. compared the process capability of laser-assisted micro-milling with conventional micro-milling for hard-to-machine materials, in terms of cutting forces, tool wear, material removal rate, burr formation and surface roughness. They found an average reduction in cutting force up to 69% when applying laser assistance [
10]. However, the studies on the laser-assisted micro-milling of Inconel 718 are rather limited due to its extremely high machining difficulty. Specifically, the characteristics of the laser–material interaction, the material removal modes at different temperatures, as well as the correlation between material removal modes and surface formation in laser-assisted milling of Inconel 718 are still unclear.
As an important supplement to the experiment investigation, a finite element (FE) simulation has been widely used to study the machining characteristics of LAM [
11,
12,
13,
14]. In particular for Inconel 718, Wang et al. established an FE model of turning of Inconel 718, with which the evolution behavior of cutting force and cutting temperature during the machining process was obtained [
15]. Joshi et al. investigated the evolution of cutting force during laser-assisted milling of Inconel 718 using an FE simulation. Their simulation results demonstrated that laser assistance can effectively reduce the cutting force during milling process [
16]. Yao et al. studied the tool wear mechanisms and stress–strain field characteristics during the cutting of Inconel 718 using FE simulations and found that tool wear leads to a significant increase in cutting force, cutting temperature and residual stress [
17]. However, 3D FE simulations of laser-assisted milling of Inconel 718 are rare but are essentially needed to represent the actual process of laser-assisted material removal, machined surface topography and surface residual stress distribution.
In recent years, 3D FE simulations of laser-assisted milling have been preliminarily carried out. Rozzi et al. established a temperature field model for laser-heating-assisted turning, in which the finite volume method is adopted to calculate the 3D transient temperature field distribution of cylindrical workpieces. By comparing the temperature measurement results of the pyrometer with the simulation results, the prediction accuracy of the established simulation model is calibrated [
18,
19]. Shen et al. developed a 3D FE model of laser-assisted milling to explore heat transfer and thermal stress and studied the influence of laser parameters and milling parameters on the instantaneous temperature field of a silicon nitride ceramic workpiece [
20]. Wang et al. investigated the effect of processing parameters on the temperature field of 45 steel through a 3D FE simulation of laser-assisted milling [
21]. However, previous FE simulations of 3D laser-assisted milling mainly focused on the effect of laser power on the temperature field in the processing area, and there are few studies on the comprehensive effect of laser processing parameters on the temperature field of workpiece material, which requires a 3D thermal–mechanical coupled FE model of laser-assisted milling.
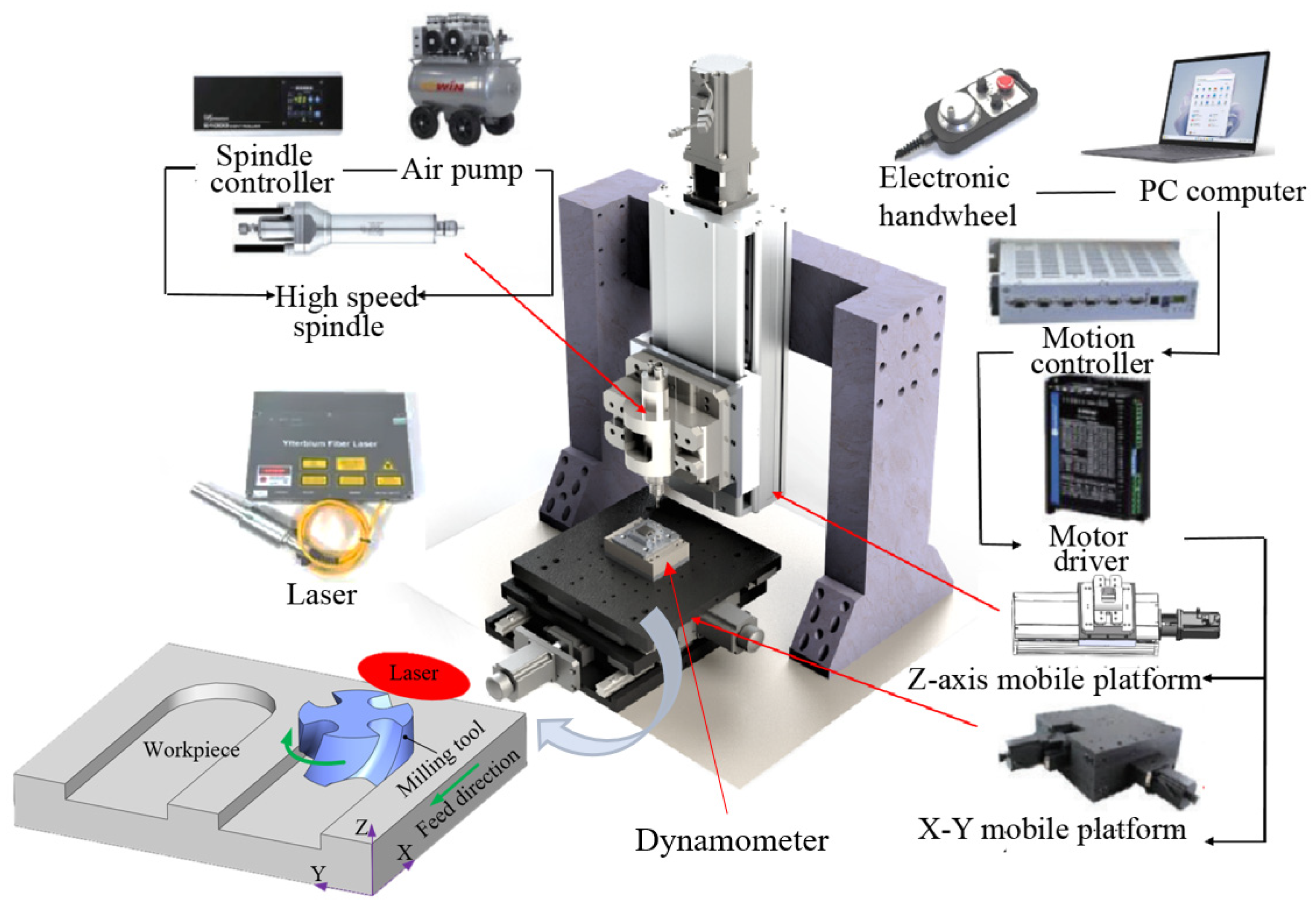
Therefore, in this work, we develop a fully thermal–mechanical coupled 3D FE model of laser-assisted milling of Inconel 718, considering the movement of a laser spot with a milling tool. By combining FE simulations and experiments of laser-assisted milling of Inconel 718, the effect of different processing parameters on the machined surface quality of Inconel 718 is systematically investigated. In
Section 2, the methodologies of the experimental setup and FE modelling are elaborated upon. In
Section 3, the characteristics of laser-assisted micro-milling including cutting force, machined surface morphology and chip morphology are analyzed. In
Section 4, the optimization of processing parameters is carried out.
4. Parameter Optimization of Laser-Assisted Micro-Milling of Inconel 718
4.1. Selection Principle of Processing Parameters
Firstly, it is necessary to select the appropriate processing parameters of conventional milling according to the milling characteristics of Inconel 718. In this work, combining the characteristics of micro-milling and the performance of the laser-assisted milling platform, the cutting parameters of Inconel 718 including spindle speed of 1000~3000 r/min, feed per tooth of 1.2~3.6 μm/z and milling depth of 0.08–1.6 mm are selected.
The principle of laser-assisted milling is to locally heat the material removal area and to then mill the material at a specific temperature. Therefore, temperature is the main factor affecting the processing characteristics of materials during laser-assisted milling. Based on the material properties of Inconel 718, the range of processing parameters can be reasonably selected by controlling the temperature in the cutting area.
The processing parameters of laser-assisted milling include milling parameters and laser parameters. The material removal process of Inconel 718 is relatively complicated, and there are many factors affecting its milling processability. In addition, Inconel 718 is difficult to process due to its high strength and high hardness. Tool life is short, and experimentation costs are high in the milling process of Inconel 718. When Inconel 718 is heated to 650–950 °C, the tensile strength, elastic modulus and shear modulus of the material decrease with the increase in temperature. Therefore, laser parameters should be selected around this temperature range.
In this work, the absorption rate of the Inconel 718 workpiece is measured firstly through experiments and simulations, and then, the FE simulation model of laser-assisted milling is established. The processing parameters are preliminarily selected according to the material properties of Inconel 718. Secondly, the temperature of the processing area under different laser powers is calculated by performing FE simulation, and the range interval of the laser parameters is preliminarily obtained. Finally, the milling parameters are also reasonably selected to conduct milling experiments based on the laser parameters obtained from FE simulation. The influence of different processing parameters on the experimental results is further analyzed, including cutting force, surface roughness, tool wear, chip shape and burr size. And, the processing parameters are iteratively adjusted to achieve an ideal processing quality.
4.2. Selection of Process Parameters
It is necessary to simultaneously meet both the cutting conditions and temperature conditions for improving the machinability of Inconel 718 and prolonging the service life of the tool in the laser-assisted milling of Inconel 718. The temperature of the cutting area needs to meet the following conditions: (1) The temperature needs to be controlled within 650–950 °C. It is necessary to reduce the tensile strength, elastic modulus and shear modulus of the material by softening the material and to ensure that the central temperature cannot be higher than the melting point of the workpiece, resulting in the melting of the material itself and the combustion of the chip. (2) The milling tool needs to maintain an appropriate distance from the laser spot. If the distance is too close, the laser may irradiate the tool, destroy the tool coating, and aggravate the tool wear. If the distance is too far, the temperature of the contact position between tool and workpiece will not reach 650 °C, and the laser cannot soften the workpiece and improve the processing quality.
Laser power is the main parameter affecting temperature. Combined with the experiment and simulation of measuring laser absorption rate, the laser power parameter range is selected as 10~30 W. The laser spot diameter also affects the laser energy density. If the spot diameter is too large, the temperature rise within the workpiece will be too slow and the temperature of the cutting area will not meet the requirements. If the spot diameter is too small, the temperature of the laser center will be too high, resulting in ablation of the material. In this work, the laser spot diameter d is selected to be 0.6–1.4 mm according to the actual size of the tool and the workpiece. According to the milling characteristics of Inconel 718, the cutting parameters selected in this work are spindle speed n 1000–3000 r/min, feed per tooth fz 1.2–3.6 μm/z and milling depth ap 0.08–1.6 mm.
4.3. Experimental Parameter Design and Result Statistics
The size of the Inconel 718 workpiece used in the experiment is 10 mm × 10 mm × 25 mm. The tool is a cemented carbide four-edge end mill with a diameter of 1 mm, a spiral angle of 35° and a rake angle of 5°. The laser is incident with an incident angle of 30° in the Y-axis direction. The distance δ between the laser center and the milling tool boundary is set to 1 mm, which can not only ensure the temperature during processing but also prevent the laser from burning the tool. According to the principle of process parameter selection, the laser-assisted milling parameters are determined as listed in
Table 5.
The “orthogonal experiment” is a method in experimental design that systematically varies multiple factors simultaneously, ensuring that the effects of each factor are independent. It allows for efficient exploration of different factors’ impact on the outcome, identifying individual effects and their interactions. According to the laser-assisted milling parameters, a five-factor and five-level orthogonal experiment is designed. The experimental results are listed in
Table 6. From the experimental results of the 8th, 15th, 16th and 23rd groups, it can be seen that when the laser power is higher than 20 W and the laser spot diameter is less than 1 mm, the temperature within the cutting area is too high due to excessive laser power or too small of a laser spot diameter. The surface roughness increases sharply, which affects the influence of other cutting parameters on the surface roughness. Therefore, in order to ensure that the processing parameters of laser-assisted milling are within a reasonable range, the influence of laser power between 25 and 30 W on surface roughness is not considered when analyzing the orthogonal experimental results.
In this work, the results of the orthogonal experiment are analyzed via a range analysis. According to the range analysis method, the influence of processing parameters on cutting force is fz > n > ap > P > d, among which fz has the greatest influence on cutting force and spot diameter has the least influence on cutting force. From the point of view of reducing cutting force, the optimal processing parameters of laser-assisted milling of Inconel 718 are as follows: n = 2500 r/min, fz = 0.08 μm/z, ap = 0.08 mm, P = 20 W and d = 1.4 mm.
According to the range analysis method, the influence of processing parameters on surface roughness is ap > fz > d> n > P, among which ap has the greatest influence on surface roughness, and laser power has the least influence on surface roughness. From the point of view of reducing surface roughness, the optimal processing parameters of laser-assisted milling of Inconel 718 are as follows: n = 2500 r/min, fz = 0.08 μm/z, ap = 0.1 mm, P = 20 W and d = 1 mm.
According to the optimal processing parameters obtained from the orthogonal experiments, conventional milling and laser-assisted milling experiments are carried out.
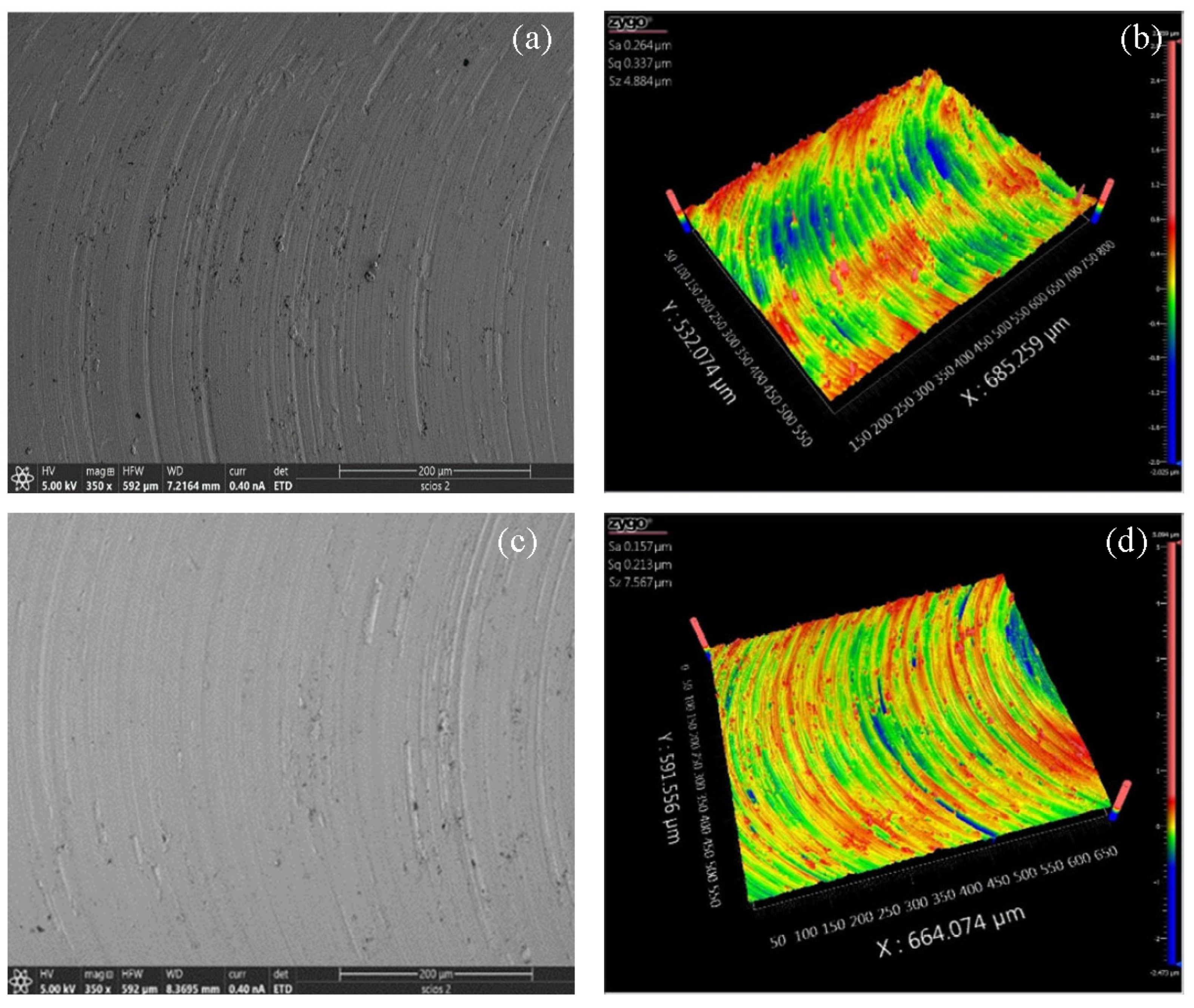
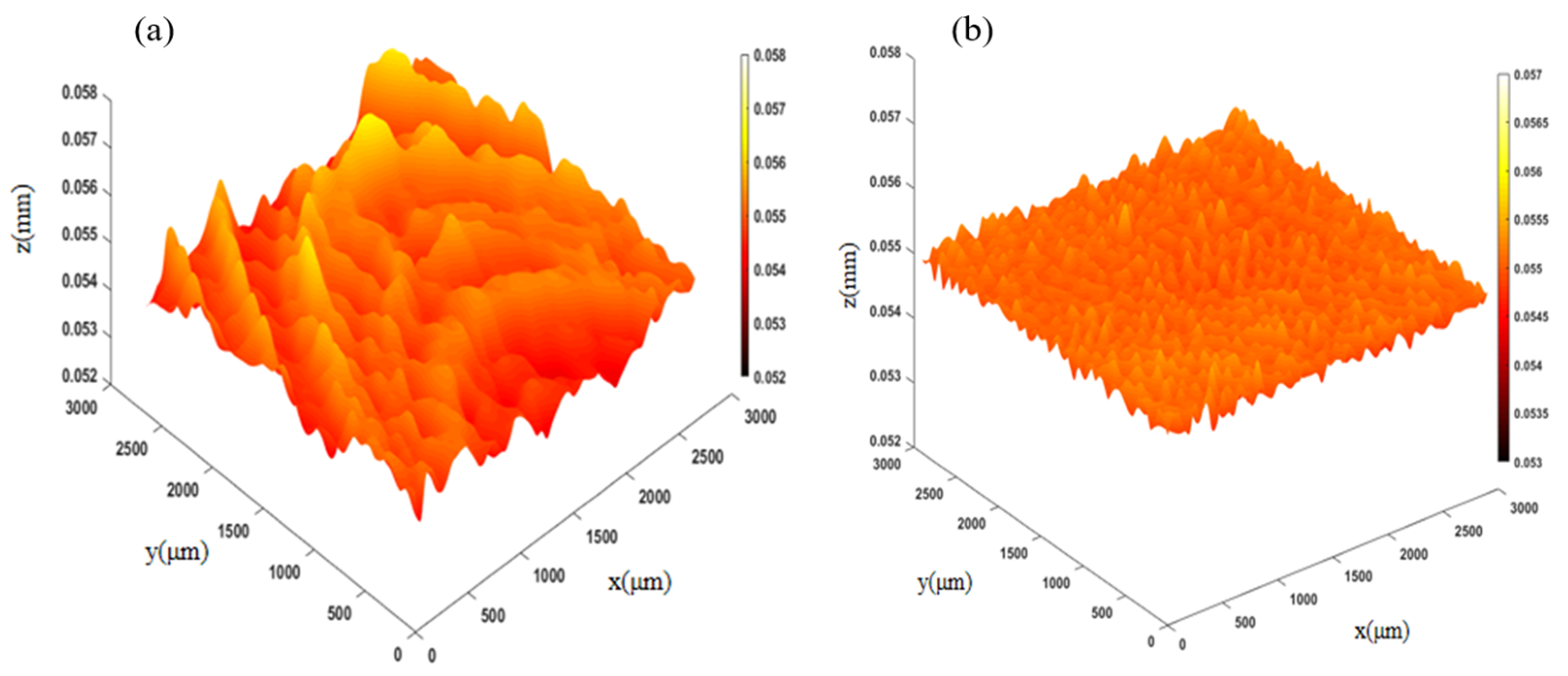
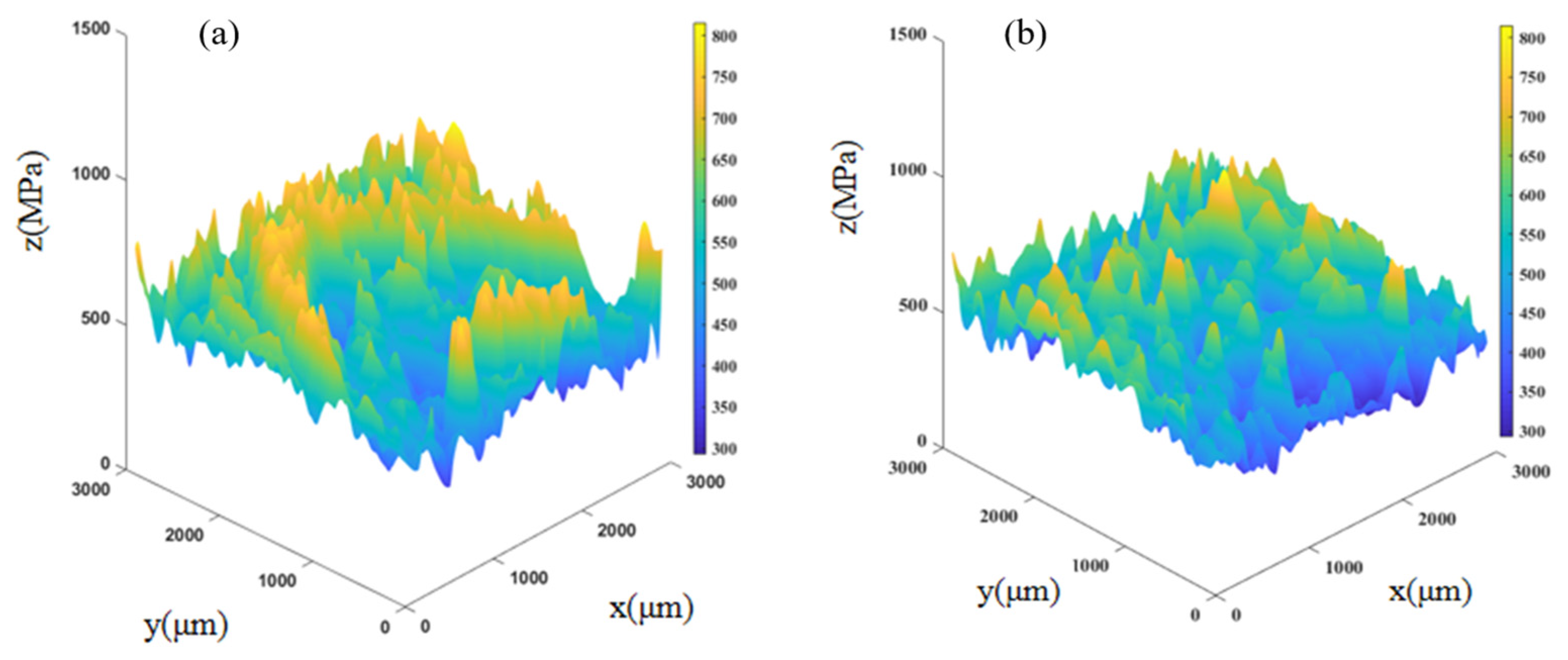
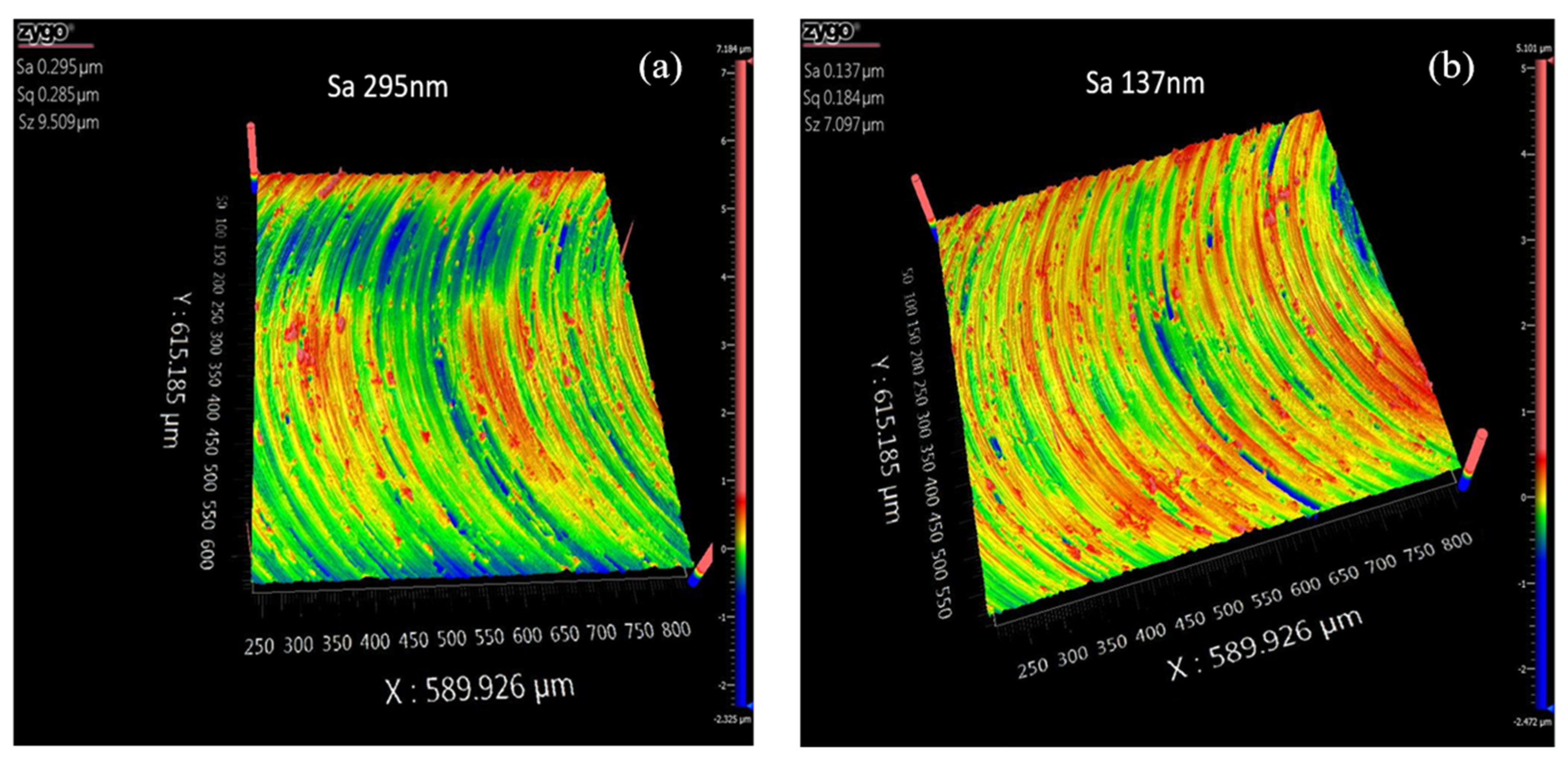
Figure 11 shows the surface morphologies of the workpiece under conventional milling and optimal laser-assisted milling. It can be seen from
Figure 11a that the surface integrity of Inconel 718 under the conventional milling workpiece is poor, with a surface roughness Sa of 295 nm. It can be seen from
Figure 11b that the machined surface of Inconel 718 under the optimal process parameters of laser-assisted milling is relatively flat. The surface integrity is significantly improved with a decreased surface roughness Sa of 137 nm.
4.4. Effect of Laser Power on Cutting Force
Laser-assisted milling improves the cutting performance of the material by preheating the processing area, thereby reducing cutting resistance and improving the surface quality of the machined surface. The laser power is an important factor affecting the temperature of the processing area. Therefore, the single-factor experiment of laser power is carried out to explore the influence of laser power on cutting force, chip morphology, tool wear and surface morphology in the laser-assisted milling of Inconel 718. The experimental parameters are listed in
Table 7.
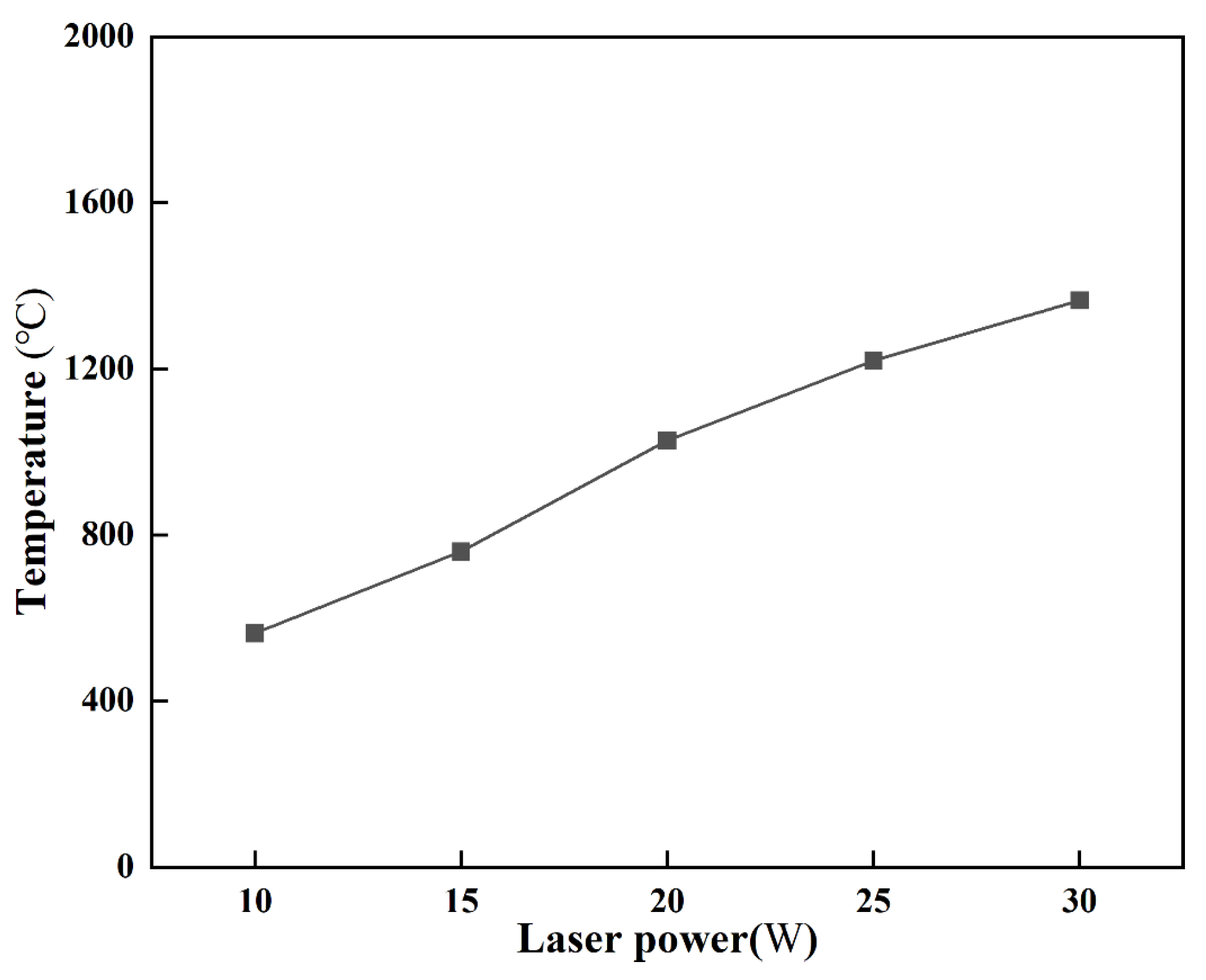
In laser-assisted milling of Inconel 718, the tensile strength, elastic modulus and shear modulus of the material decrease with the increase in temperature in a certain temperature range. Therefore, it is necessary to find out the correlation of laser power with the temperature of processing area. The laser preheating experiments are carried out to explore the relationship between the surface temperature of the Inconel 718 workpiece and the laser power. The surface temperature-laser power curves obtained from the experiments are shown in
Figure 12. It can be seen from
Figure 12 that the surface temperature (°C) of the Inconel 718 workpiece increases with the increase in laser power.
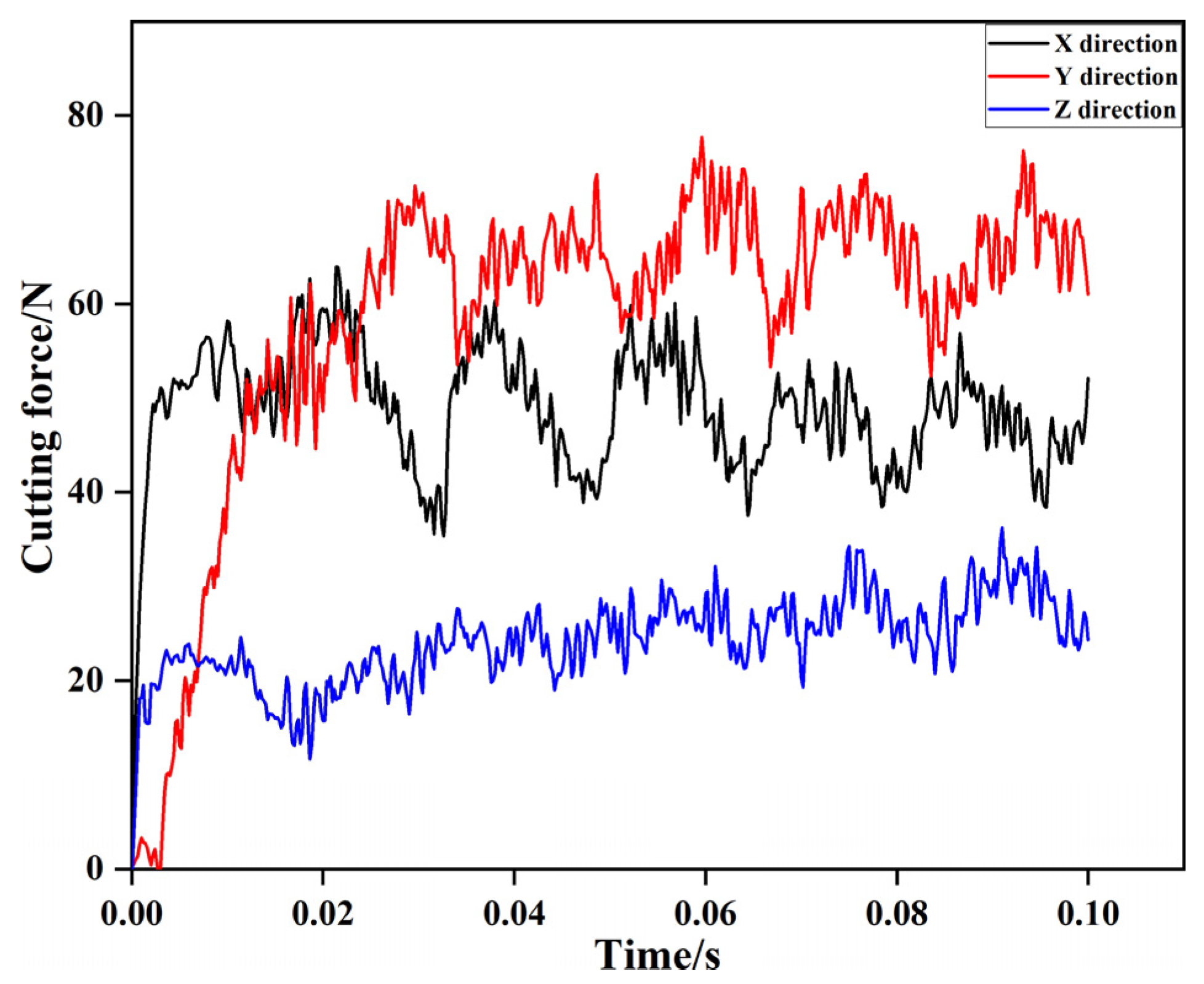
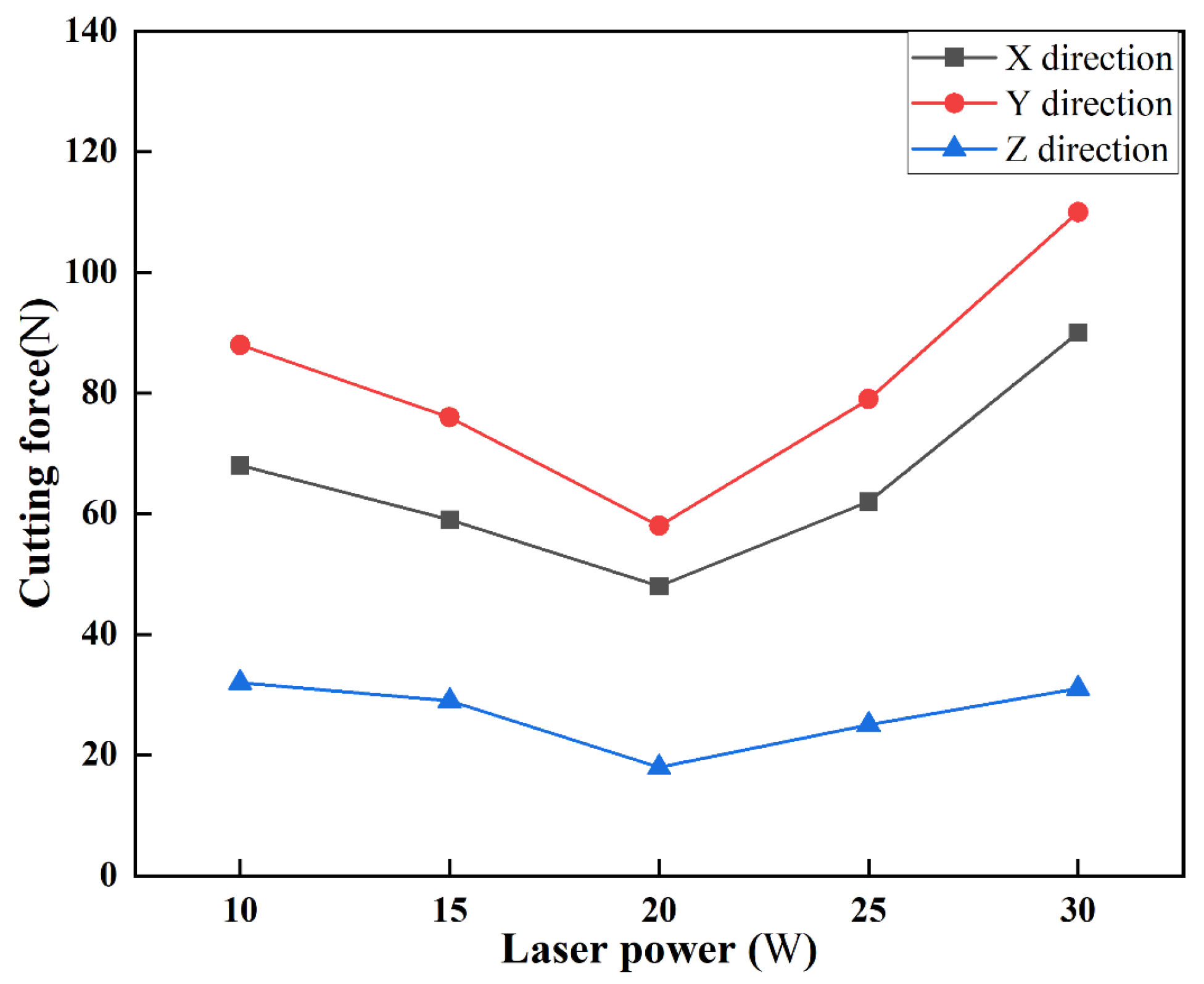
The variation in cutting force with laser power in laser-assisted milling of Inconel 718 is plotted in
Figure 13. As shown in
Figure 13, the laser power has a significant effect on the cutting force characteristics of the milling process. Firstly, before the laser power reaches 20 W, with the increase in the temperature of processing area, the tensile strength, elastic model and shear modulus of the material decrease, and the cutting force in all directions decreases to varied degrees. However, when the laser power is higher than 20 W, the tensile strength, elastic model and shear modulus of the material increase, and the cutting forces in the X, Y and Z directions also increase. Secondly, the laser power has a great influence on the cutting force in the X and Y directions and has trivial influence on the cutting force in the Z direction. Finally, when the laser power is 20 W, the cutting force in the X, Y and Z directions is the smallest. Therefore, when the laser power is 20 W, the cutting force reduction effect is mostly significant.
4.5. Effect of Laser Power on Surface Roughness
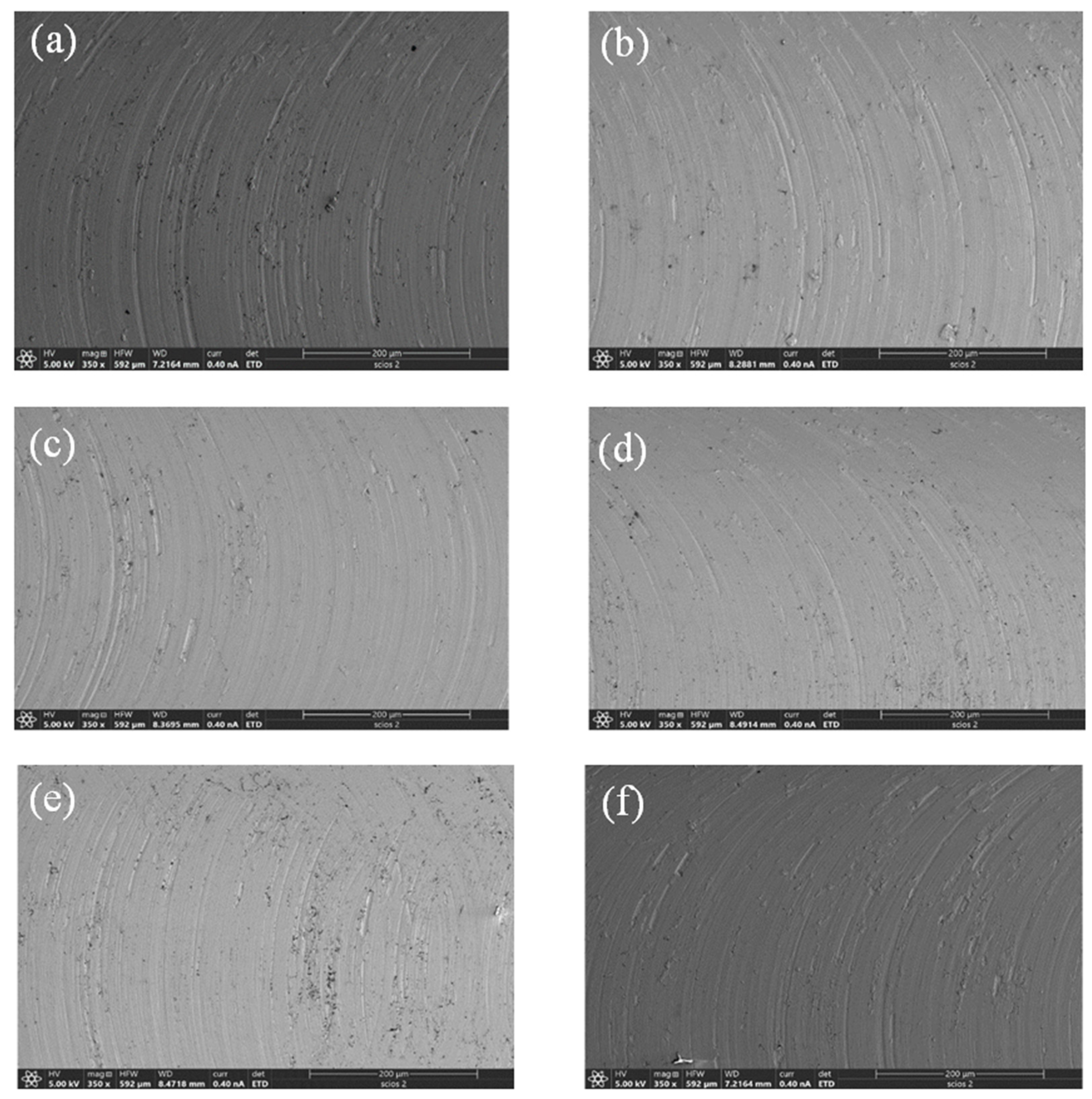
Figure 14 shows the machined surface morphology of Inconel 718 under different laser powers, which indicates that the machined surface morphologies under different laser powers are significantly different. It can be seen from
Figure 14 that there are obvious cutting marks formed on the machined surface via conventional milling. With the increase in laser power, the cutting marks on the machined surface gradually decrease. When the laser power is 20 W, it can be seen that the cutting marks on the machined surface almost disappears, and the machined surface is smooth. However, when the laser power is higher than 20 W, the workpiece surface is ablated due to the high temperature in the processing area, the tool wear is serious and the surface quality of the machined surface gradually deteriorates.
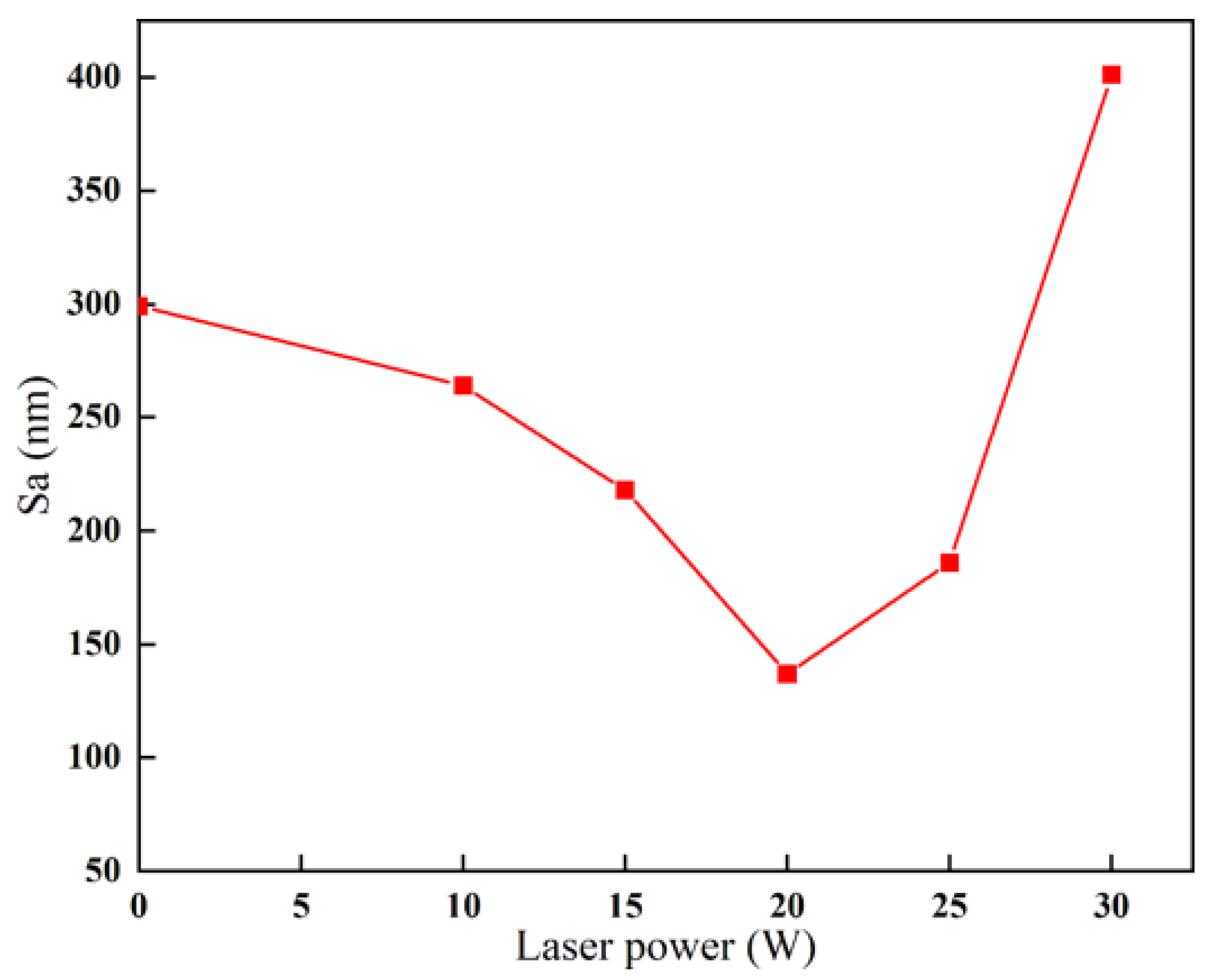
Figure 15 plots the variation in surface roughness Sa (nm) of Inconel 718 with laser power. It can be seen from
Figure 15 that the Inconel 718 workpiece surface is rough with a surface roughness of 299 nm under conventional milling, corresponding to a laser power of 0 W. With a laser power below 20 W, the surface roughness gradually decreases. When the laser power is 20 W, the surface roughness is reduced to 142 nm, which is 52.5% lower than that of conventional milling. However, when the laser power is higher than 20 W, the temperature of the processing area is too high, resulting in melting of the tool coating, accompanied by serious tool wear and increased surface roughness. Therefore, under an appropriate laser power, laser-assisted milling can significantly reduce the surface roughness of the workpiece.
4.6. Effect of Laser Power on Chip Morphology
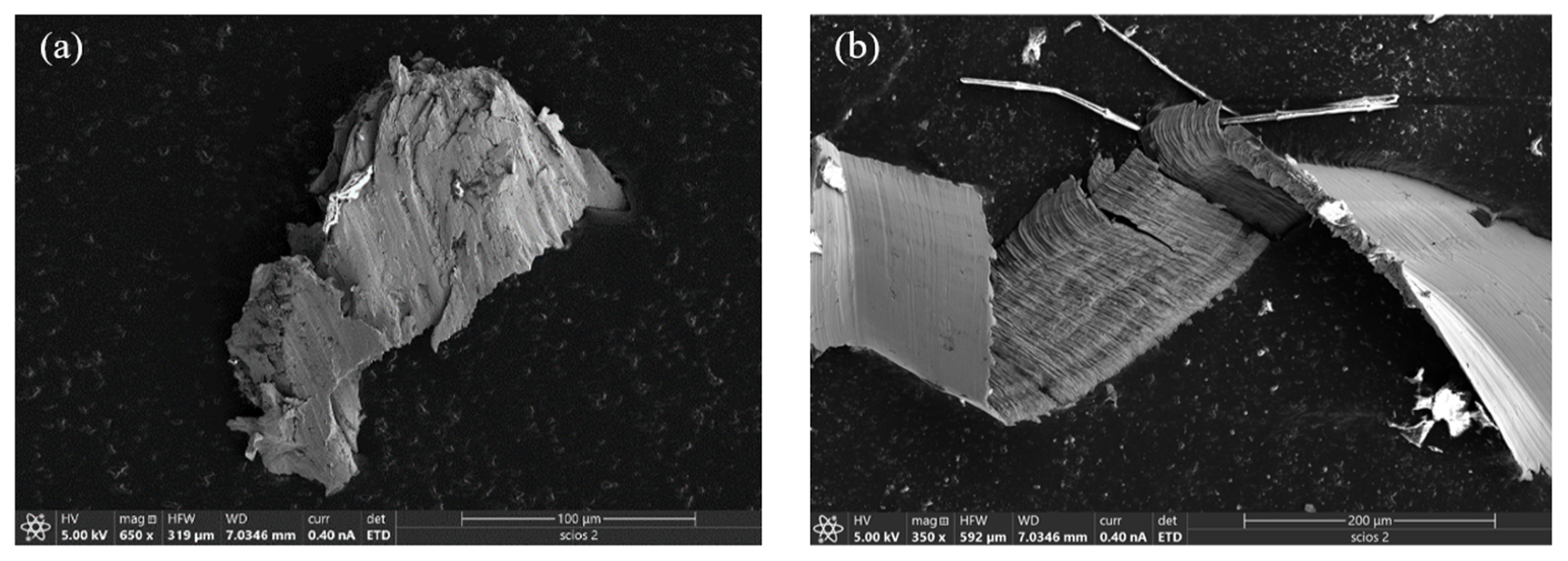
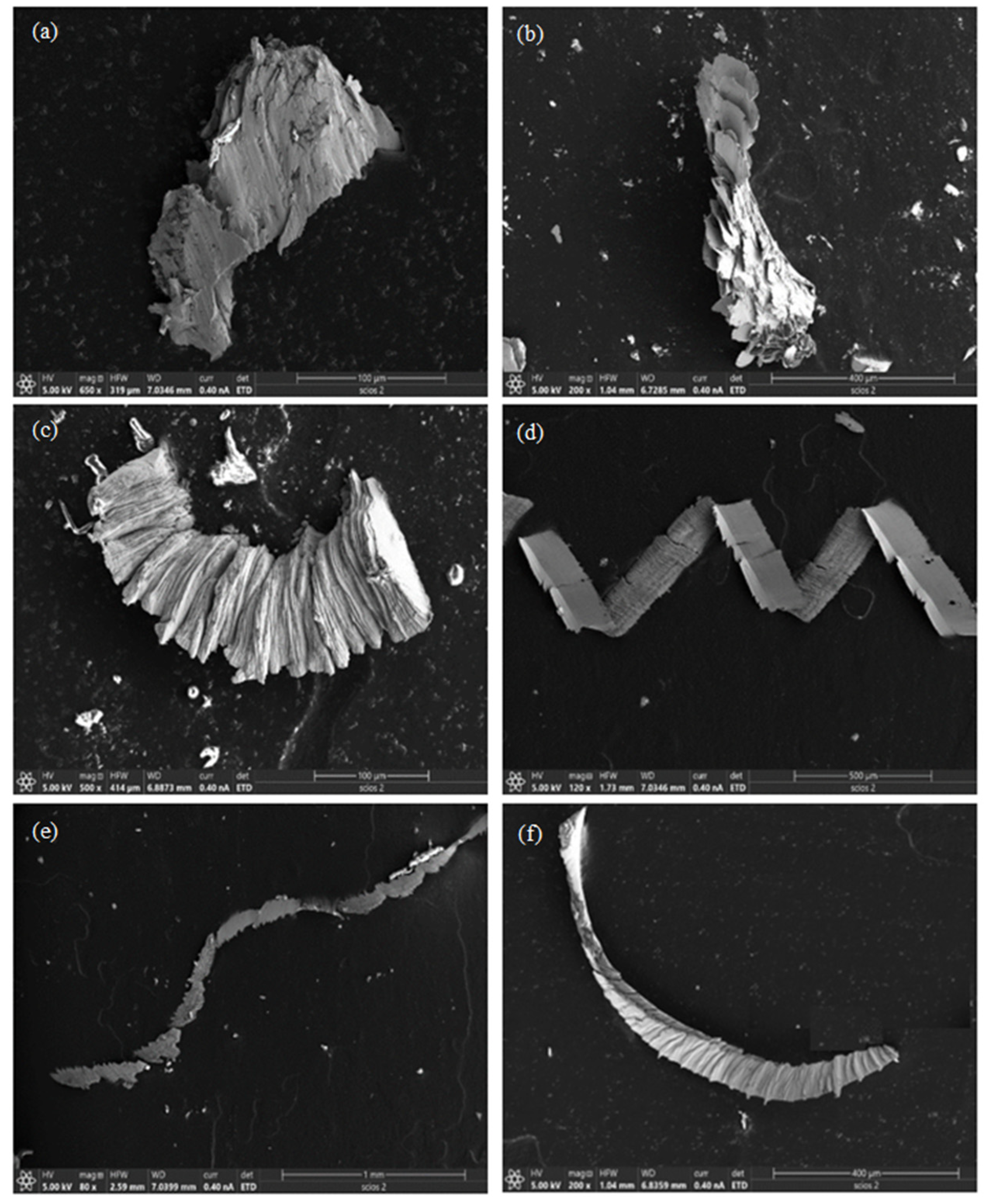
Figure 16 shows the chip morphologies via conventional milling and laser-assisted milling. It can be seen from
Figure 16 that the chip shape generated in conventional milling is discontinuous. Most of the chips are torn and broken, and the serrated shape is not obvious. In laser-assisted milling, however, the chip morphology is relatively neat, the tear fracture decreases, and obvious serrated chips appear. With the increase in laser power, the chip morphology gradually changes from broken to spiral, and the spiral is the most obvious when P = 20 W. However, when P = 25 W, the spiral shape of the chip decreases and becomes a banded chip. When the laser power exceeds 25 W, the length (mm) of the chip becomes shorter and the degree of curling increases.
Due to the high hardness and strength of Inconel 718, the extrusion of the chip by the tool during conventional milling is serious and the chip is easy to break, resulting in a shorter and broken chip shape. In laser-assisted milling, however, laser irradiation on the workpiece surface increases the temperature of the processing area, and the hardness, elastic modulus and shear modulus of the material decrease. Consequently, it tends to produce neat serrated chips during laser-assisted milling. When the laser power is too large, the chip softens significantly, resulting in the chip being more likely to break and the chip length becoming shorter.
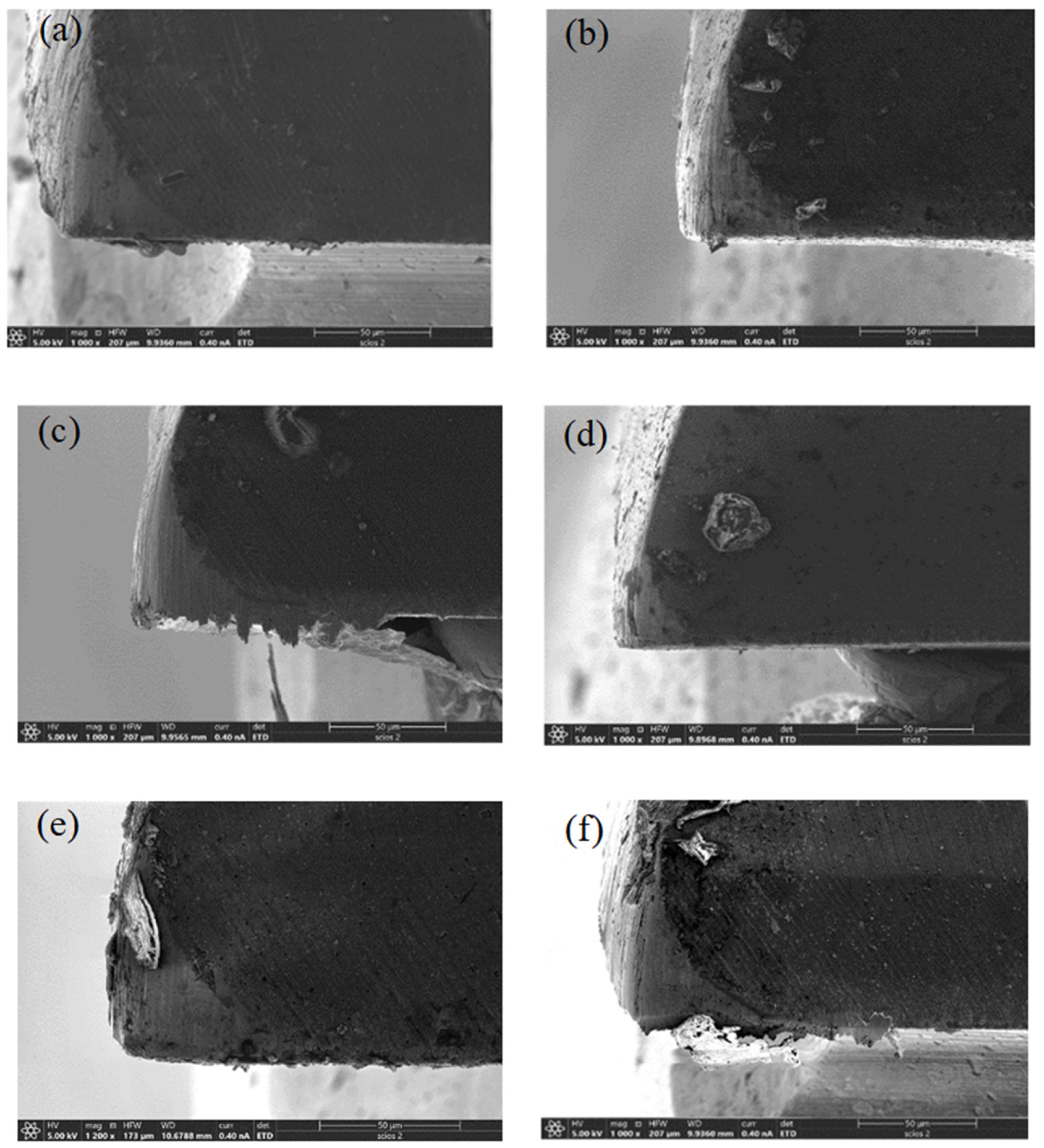
4.7. Effect of Laser Power on Tool Wear
In the conventional milling of Inconel 718, due to the high hardness of the workpiece material and the intermittent cutting of the milling process, a large vibration is generated during the cutting process, resulting in serious tool wear.
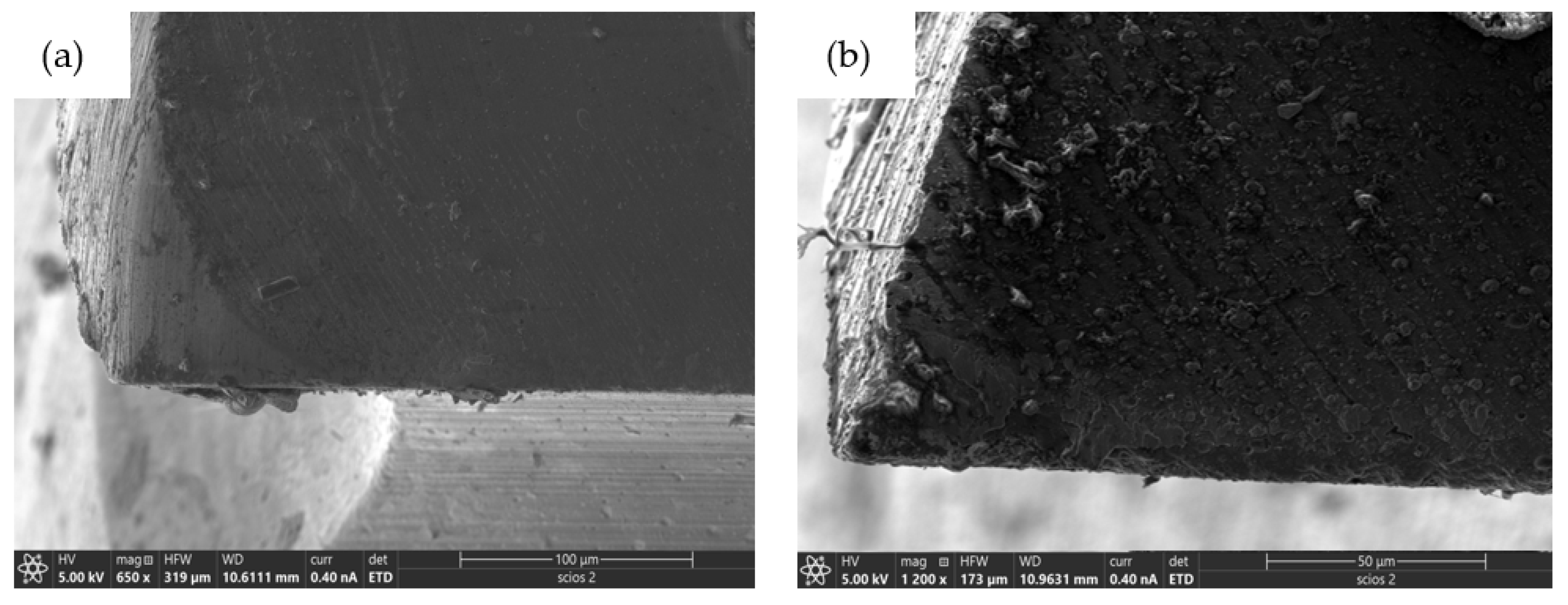
Figure 17 shows the surface morphology of the new milling tool.
Figure 18 shows the wear of the tool rake face and the flank face at a milling distance of 50 mm. It can be seen from
Figure 18 that the rake face and the flank face of the tool are seriously worn in conventional milling. With the increase in laser power, the degree of tool wear gradually decreases. When P = 20 W, the degree of tool wear is the smallest. When the laser power is higher than 20 W, the high temperature of the processing area destroys the tool coating, and the tool is in direct contact with the workpiece, which aggravates the tool wear. Due to the softening of the material, the chips are more likely to stick to the tool surface, forming a built-up edge.
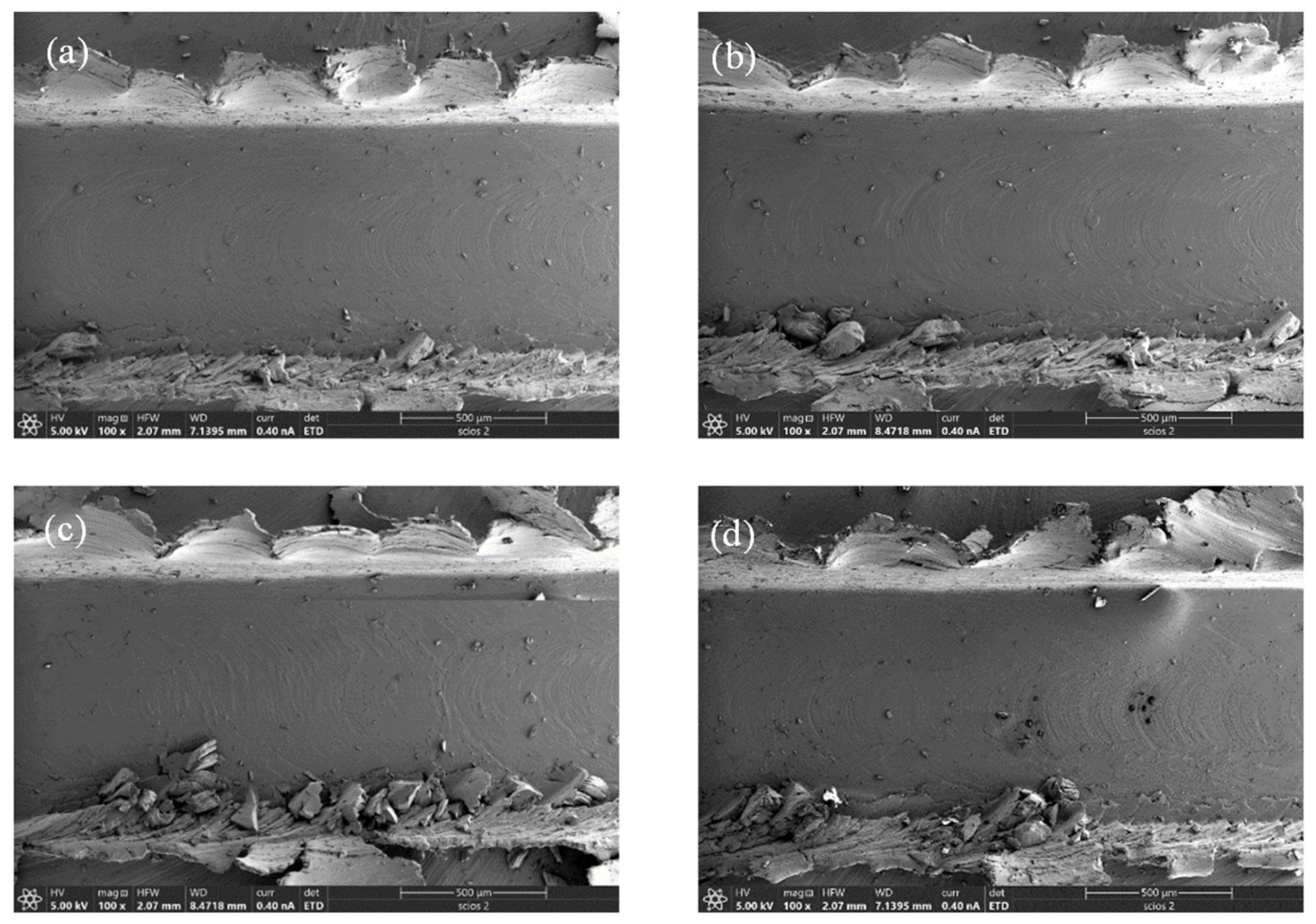
4.8. Effect of Laser Power on Burr Formation
Figure 19 shows the formation of burrs on both sides of the groove under different laser powers. As shown in
Figure 19, in conventional milling, the burr on the reverse milling side of the groove is a large spiral burr, and the burr on the down milling side is a large sheet burr. Both sides of the burr surface have a wide texture, which is formed via the accumulation of materials during intermittent milling processing. In laser-assisted milling, with the increase in laser power, the size of the flaky burr on the down milling side becomes larger, the spiral burr on the reverse milling side becomes broken and the processing quality of the groove boundary becomes worse. The reason for this phenomenon is that the laser heating softens the Inconel 718 material, which significantly improves the plastic deformation ability, resulting in a larger burr size.
Although laser-assisted milling of Inconel 718 is not ideal for suppressing groove burr size, a comprehensive comparative study of cutting force, machined surface quality, chip morphology and tool wear demonstrates that laser-assisted milling can effectively improve the cutting performance of Inconel 718 compared with conventional milling, in terms of reduced cutting force, delayed tool wear and decreased surface roughness. Thus, it is systematically demonstrated that the laser-assisted milling has great potential in improving the cutting performance of Inconel 718.
5. Conclusions
In this work, a three-axis linkage laser-assisted milling platform is built, and a 3D thermal–mechanical coupling FE model of laser-assisted milling is established. The influence of laser-assisted milling on the processing characteristics of Inconel 718 is studied by combining experiments and simulations. The following conclusions are obtained:
(1) Laser heating can reduce the elastic model, tensile strength and shear modulus of Inconel 718, which improves the cutting performance of Inconel 718 via laser-assisted milling.
(2) Within a laser power ranging from 10 to 30 W, the laser-assisted milling process can effectively reduce the cutting force by 40.5% and prolong the service life of the tool.
(3) Through parameter optimization, laser-assisted milling can greatly reduce the surface roughness Sa of an Inconel 718 workpiece to 137 nm, which is reduced by 52.5% from conventional milling.

























{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}