
Investigating Workpiece Deflection in Precise Electrochemical Machining of Turbine Blades
 ,
, {kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
1.1. State-of-the-Art
1.2. Scope of This Paper
2. Experimental Investigation of Blade Deflection in ECM
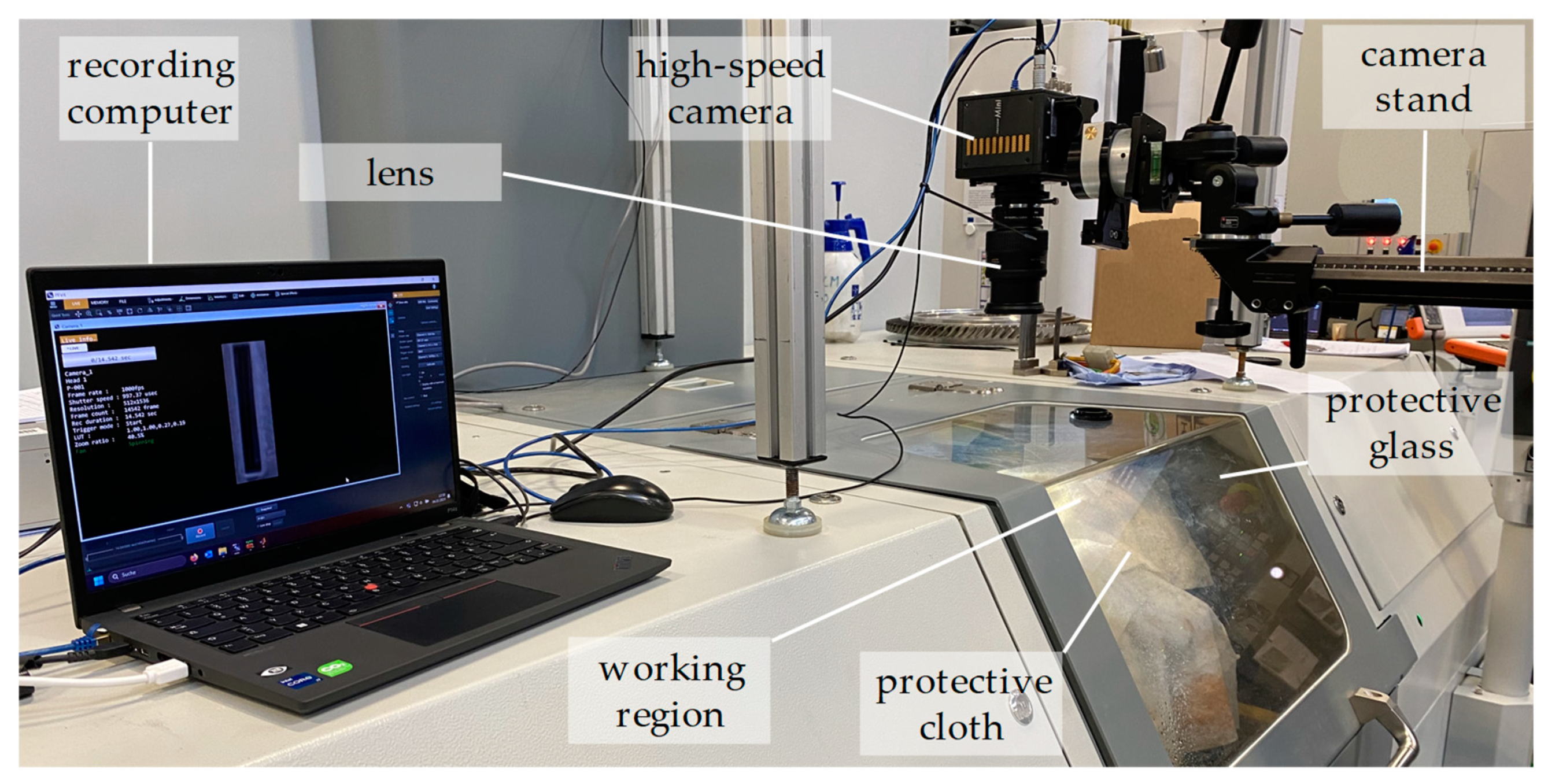
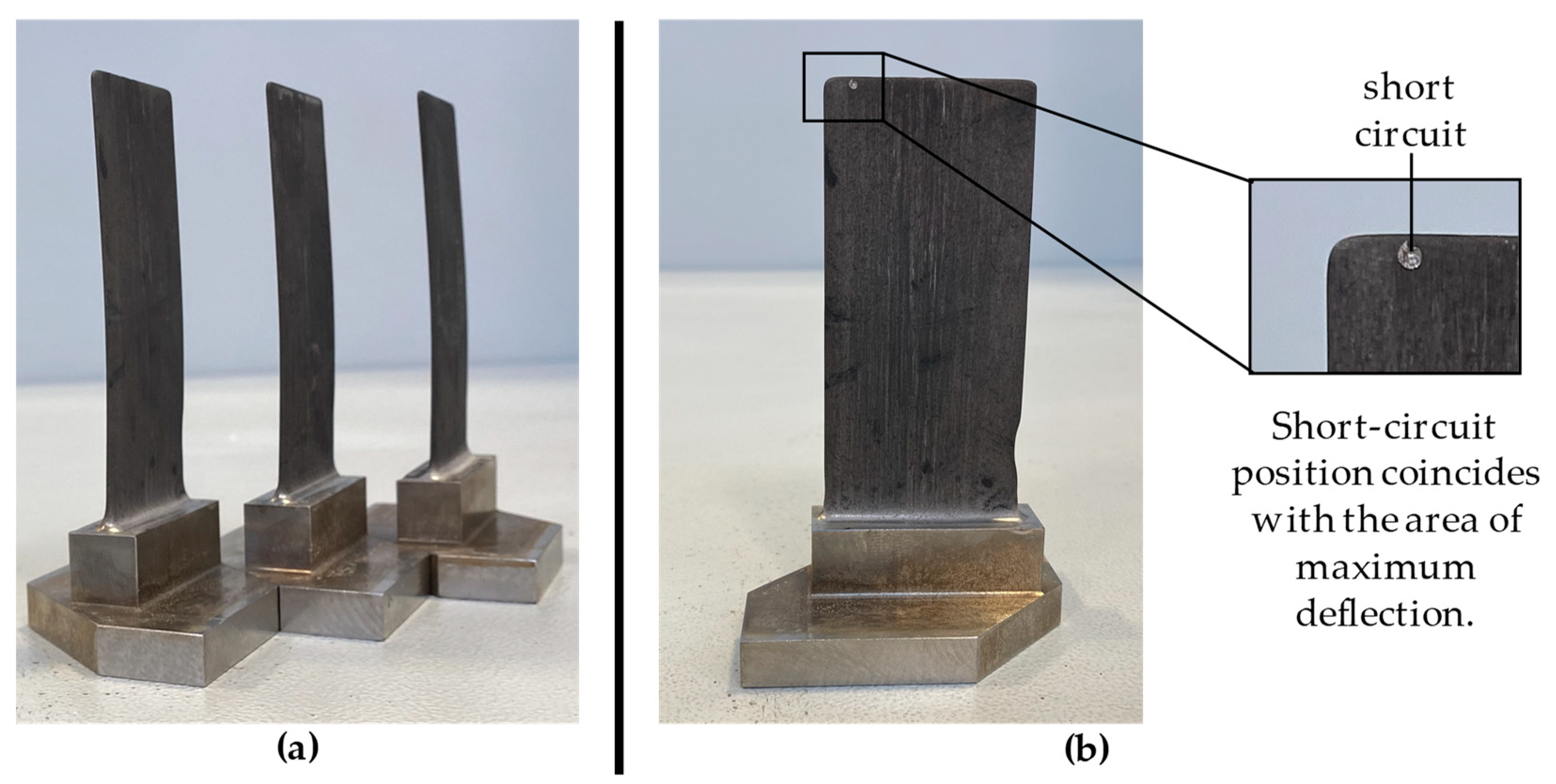
2.1. Reference Blade Geometry and Experimental Setup
2.2. Experimental Results
2.2.1. Machining Results
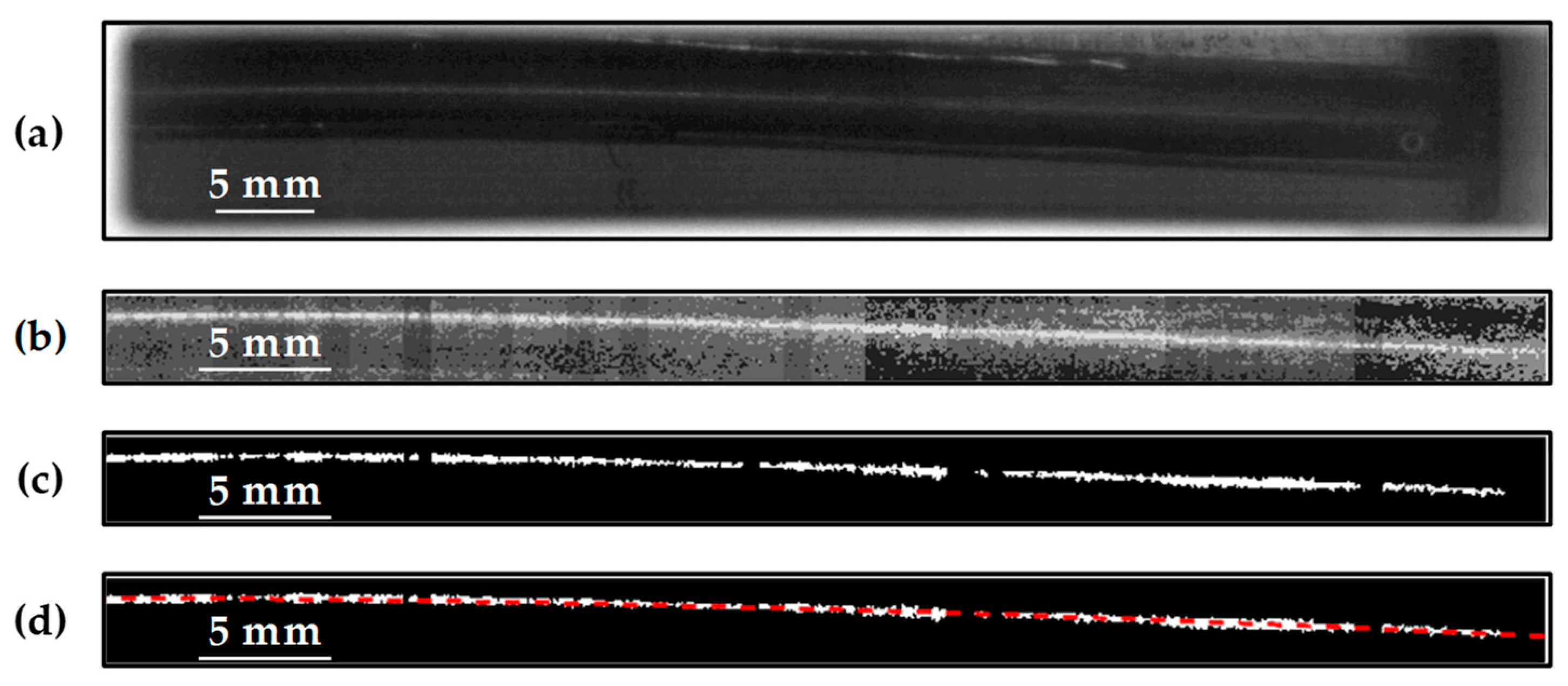
2.2.2. High-Speed Recordings
3. Numerical Investigation of the Workpiece Deflection
3.1. Theoretical Analysis of the Electrolyte Flow
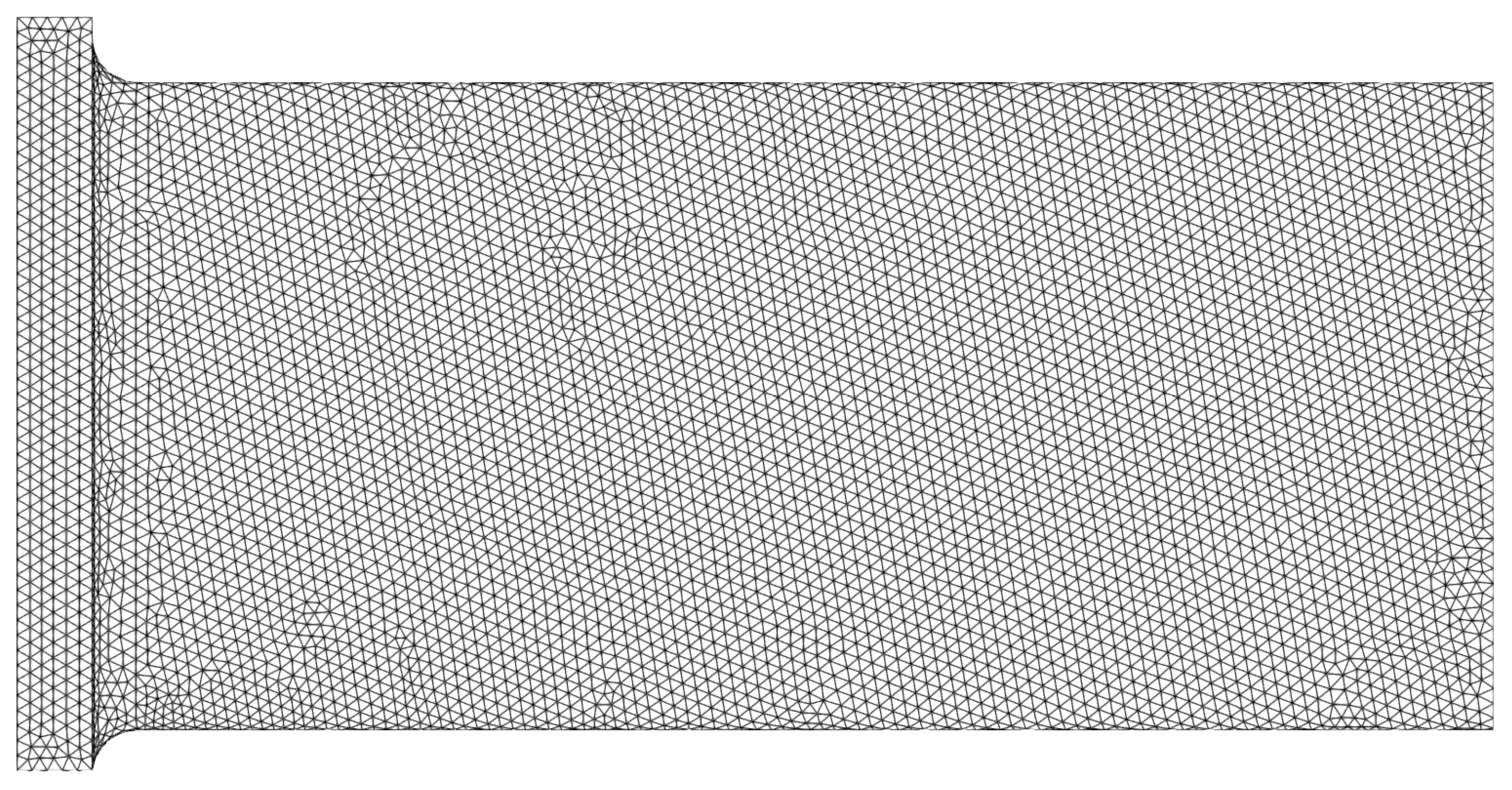
3.2. Numerical Setup
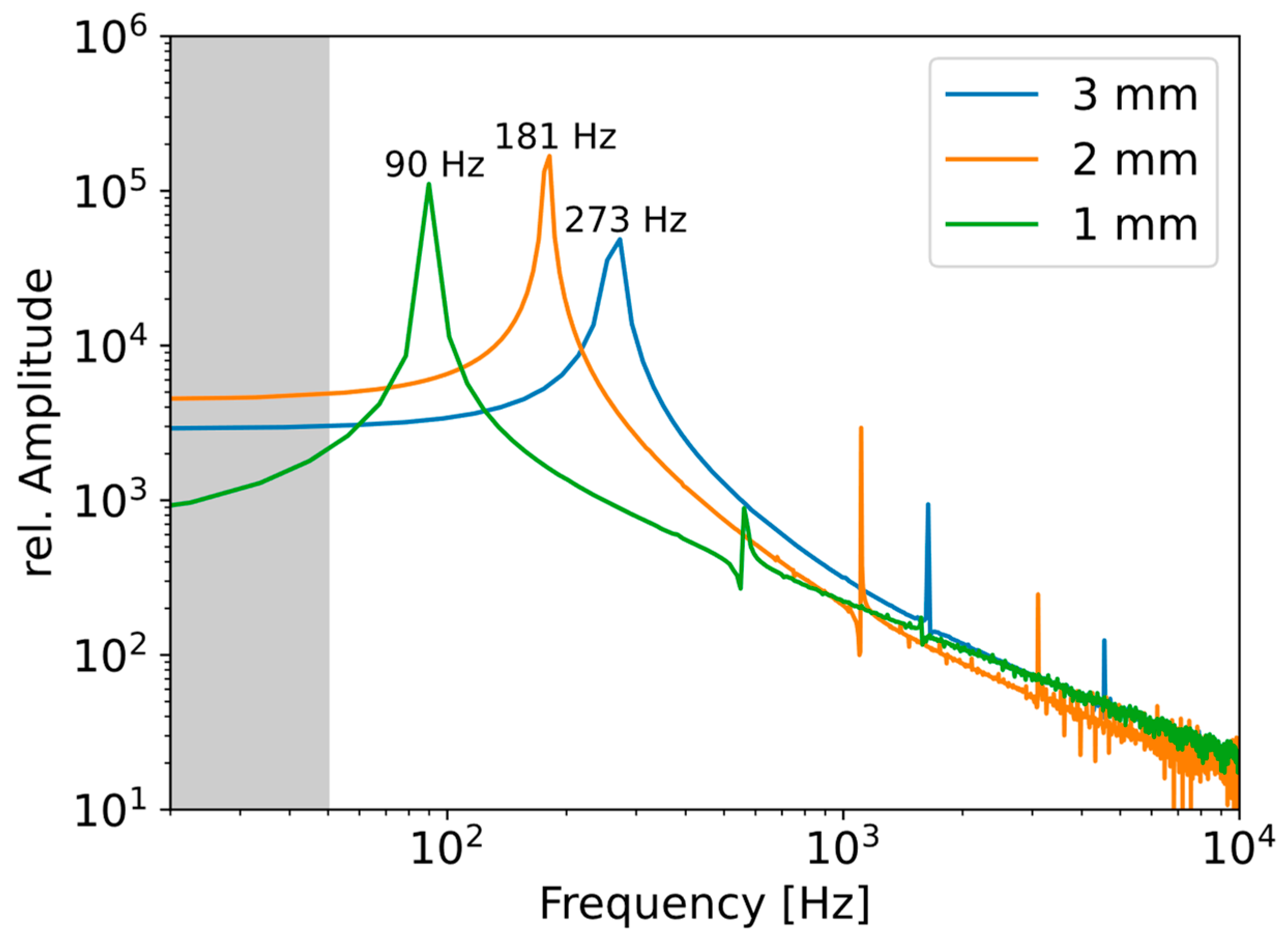
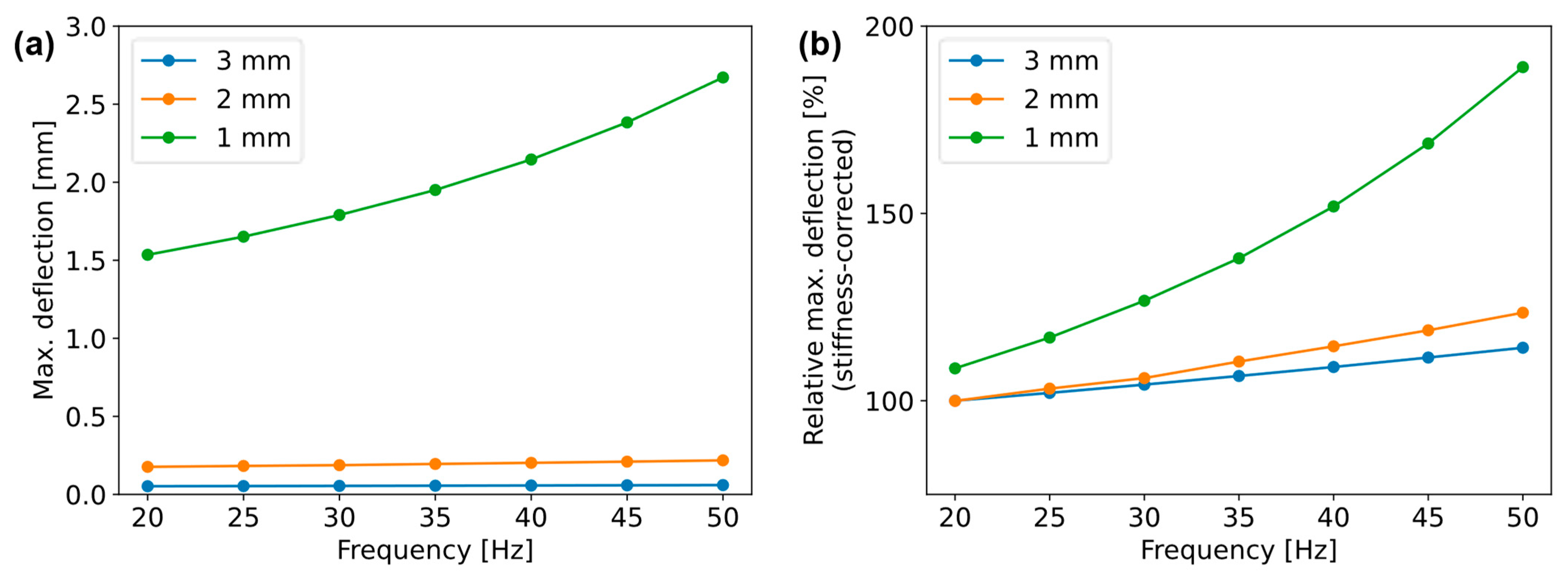
3.3. Numerical Results
4. Summary and Outlook
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Xu, Z.; Liu, J.; Xu, Q.; Gong, T.; Zhu, D.; Qu, N. The tool design and experiments on electrochemical machining of a blisk using multiple tube electrodes. Int. J. Adv. Manuf. Technol. 2015, 79, 531–539. [Google Scholar] [CrossRef]
- Fricke, K.; Gierlings, S.; Ganser, P.; Venek, T.; Bergs, T. Geometry Model and Approach for Future Blisk LCA. IOP Conf. Ser. Mater. Sci. Eng. 2021, 1024, 12067. [Google Scholar] [CrossRef]
- Xu, Z.; Wang, Y. Electrochemical machining of complex components of aero-engines: Developments, trends, and technological advances. Chin. J. Aeronaut. 2021, 34, 28–53. [Google Scholar] [CrossRef]
- Gardam, G.E. The Removal of Electrodeposits of Nickel from Steel. Trans. IMF 1938, 14, 13–16. [Google Scholar] [CrossRef]
- Klocke, F.; Zeis, M.; Klink, A.; Veselovac, D. Technological and Economical Comparison of Roughing Strategies via Milling, EDM and ECM for Titanium- and Nickel-based Blisks. Procedia CIRP 2012, 2, 98–101. [Google Scholar] [CrossRef]
- McGeough, J.A. Principles of Electrochemical Machining; Chapman and Hall: London, UK, 1974; ISBN 9780412119705. [Google Scholar]
- Rajurkar, K.P.; Zhu, D.; McGeough, J.A.; Kozak, J.; de Silva, A. New Developments in Electro-Chemical Machining. CIRP Ann. 1999, 48, 567–579. [Google Scholar] [CrossRef]
- Speidel, A.; Bisterov, I.; Saxena, K.K.; Zubayr, M.; Reynaerts, D.; Natsu, W.; Clare, A.T. Electrochemical jet manufacturing technology: From fundamentals to application. Int. J. Mach. Tools Manuf. 2022, 180, 103931. [Google Scholar] [CrossRef]
- Rajurkar, K.P.; Kozak, J.; Wei, B.; McGeough, J.A. Study of Pulse Electrochemical Machining Characteristics. CIRP Ann. 1993, 42, 231–234. [Google Scholar] [CrossRef]
- Ebeid, S.J.; Hewidy, M.S.; El-Taweel, T.A.; Youssef, A.H. Towards higher accuracy for ECM hybridized with low-frequency vibrations using the response surface methodology. J. Mater. Process. Technol. 2004, 149, 432–438. [Google Scholar] [CrossRef]
- Ernst, A.; Heib, T.; Hall, T.; Schmidt, G.; Bähre, D. Simulation of the Tool Shape Design for the Electrochemical Machining of Jet Engine Vanes. Procedia CIRP 2018, 68, 762–767. [Google Scholar] [CrossRef]
- Fujisawa, T.; Inaba, K.; Yamamoto, M.; Kato, D. Multiphysics Simulation of Electrochemical Machining Process for Three-Dimensional Compressor Blade. J. Fluids Eng. 2008, 130, 081602. [Google Scholar] [CrossRef]
- van der Velden, T.; Ritzert, S.; Reese, S.; Waimann, J. A novel numerical strategy for modeling the moving boundary value problem of electrochemical machining. Numer. Meth Eng. 2023, 124, 1856–1882. [Google Scholar] [CrossRef]
- Zhang, A.; Xu, Z.; Lu, J.; Wang, Y. Improvement of blade platform accuracy in ECM utilizing an auxiliary electrode. Mater. Manuf. Process. 2020, 35, 951–960. [Google Scholar] [CrossRef]
- Chen, Y.; Fang, M.; Jiang, L. Multiphysics simulation of the material removal process in pulse electrochemical machining (PECM). Int. J. Adv. Manuf. Technol. 2017, 91, 2455–2464. [Google Scholar] [CrossRef]
- Rommes, B.; Lauwers, D.; Herrig, T.; Meinke, M.; Schröder, W.; Klink, A. Concept for the experimental and numerical study of fluid-structure interaction and gas transport in Precise Electrochemical Machining. Procedia CIRP 2021, 102, 204–209. [Google Scholar] [CrossRef]
- Jiang, X.; Li, Y.; Li, D.; Xu, Z. Influence of machining gap on both sides of blade in vibration-assisted pulsed electrochemical machining. Int. J. Electrochem. Sci. 2023, 18, 100125. [Google Scholar] [CrossRef]
- Saxena, K.K.; Arshad, M.H.; Reynaerts, D.; Kunieda, M. Gas Bubble Evolution during ECM Process can be suppressed by Pulse Parameters: High Speed Videographic Observations during Early Stages of Bubble Evolution. J. Electrochem. Soc. 2023, 170, 83502. [Google Scholar] [CrossRef]
- Shimasaki, T.; Kunieda, M. Study on influences of bubbles on ECM gap phenomena using transparent electrode. CIRP Ann. 2016, 65, 225–228. [Google Scholar] [CrossRef]
- Saxena, K.; Arshad, M.H.; Reynaerts, D.; Kunieda, M. Effect of pulse parameters on gas bubble evolution during ECM process: Experiments using high-speed videographic observations. In Proceedings of the 19th International Symposium on Electrochemical Machining Technology INSECT 2023 Proceedings, Saarbrücken, Germany, 13–14 November 2022; ZeMA, GmbH: Saarbrücken, Germany, 2023. [Google Scholar]
- Tchoupe Sambou, E.; Herrig, T.; Klink, A.; Lauwers, D.; Meinke, M.; Schröder, W. Analysis of bubble evolution in a channel flow with moving walls: An experimental analogy to precise electrochemical machining (PECM). In Proceedings of the 19th International Symposium on Electrochemical Machining Technology INSECT 2023 Proceedings, Saarbrücken, Germany, 13–14 November 2023; ZeMA, GmbH: Saarbrücken, Germany, 2023; pp. 43–49. [Google Scholar]
- Tchoupe, E.; Lauwers, D.; Heidemanns, L.; Herrig, T.; Klink, A.; Meinke, M.; Klaas, M.; Schröder, W. Optical in Situ Analysis of Gas Bubble Evolution in Electrochemical Machining Based on Similarity Theory Using Particle Image Velocimetry. Procedia CIRP 2023, 117, 257–262. [Google Scholar] [CrossRef]
- Klink, A.; Heidemanns, L.; Rommes, B. Study of the electrolyte flow at narrow openings during electrochemical machining. CIRP Ann. 2020, 69, 157–160. [Google Scholar] [CrossRef]
- Pope, S.B. Turbulent Flows; Cambridge University Press: Cambridge, UK, 2000; ISBN 9780521598866. [Google Scholar]
- Patel, V.C.; Head, M.R. Some observations on skin friction and velocity profiles in fully developed pipe and channel flows. J. Fluid Mech. 1969, 38, 181–201. [Google Scholar] [CrossRef]
- Kolev, T.; Dobrev, V. Modular Finite Element Methods (MFEM); Lawrence Livermore National Laboratory (LLNL): Livermore, CA, USA, 2010. [Google Scholar]
- Anderson, R.; Andrej, J.; Barker, A.; Bramwell, J.; Camier, J.-S.; Cerveny, J.; Dobrev, V.; Dudouit, Y.; Fisher, A.; Kolev, T.; et al. MFEM: A modular finite element methods library. Comput. Math. Appl. 2021, 81, 42–74. [Google Scholar] [CrossRef]
- Mukhopadhyay, M. Structural Dynamics; Springer International Publishing: Cham, Switzerland, 2021; ISBN 978-3-030-69673-3. [Google Scholar]


Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Tchoupe Sambou, E.; Lauwers, D.; Petersen, T.; Herrig, T.; Klink, A.; Meinke, M.; Schröder, W. Investigating Workpiece Deflection in Precise Electrochemical Machining of Turbine Blades. J. Manuf. Mater. Process. 2024, 8, 138. https://doi.org/10.3390/jmmp8040138
Tchoupe Sambou E, Lauwers D, Petersen T, Herrig T, Klink A, Meinke M, Schröder W. Investigating Workpiece Deflection in Precise Electrochemical Machining of Turbine Blades. Journal of Manufacturing and Materials Processing. 2024; 8(4):138. https://doi.org/10.3390/jmmp8040138
Chicago/Turabian StyleTchoupe Sambou, Elio, Daniel Lauwers, Timm Petersen, Tim Herrig, Andreas Klink, Matthias Meinke, and Wolfgang Schröder. 2024. "Investigating Workpiece Deflection in Precise Electrochemical Machining of Turbine Blades" Journal of Manufacturing and Materials Processing 8, no. 4: 138. https://doi.org/10.3390/jmmp8040138