Investigation of Laser Powder Bed Fusion Parameters with Respect to Their Influence on the Thermal Conductivity of 316L Samples


Abstract
:1. Introduction
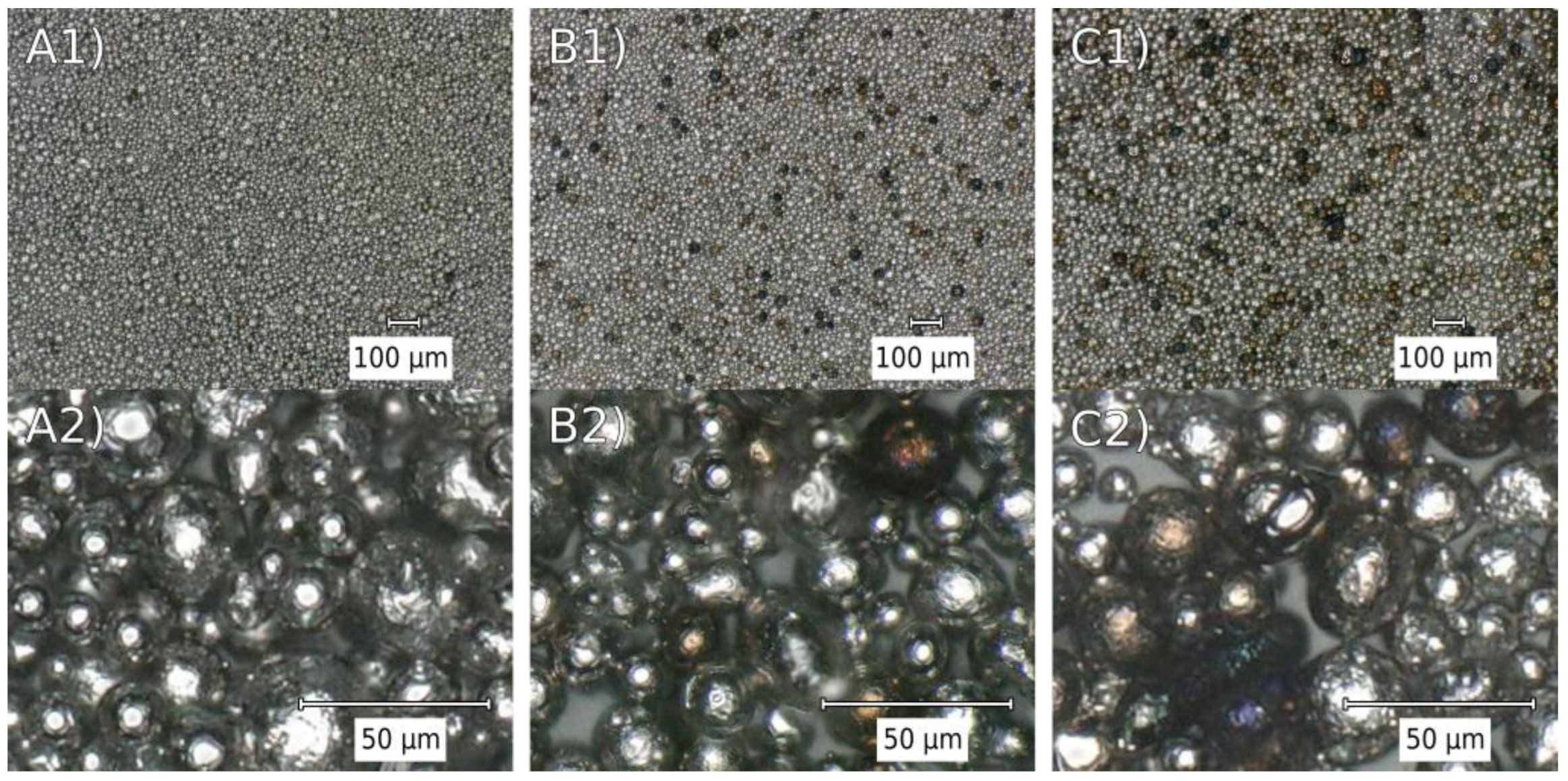
- Does powder degradation lead to increased oxidation and the inclusion of foreign particles, thus reducing thermal conductivity?
- To what extent does increased porosity lead to deteriorated thermal conductivity?
- Does the grain growth direction of the microstructure have a decisive effect on the thermal conductivity in the build-up direction?
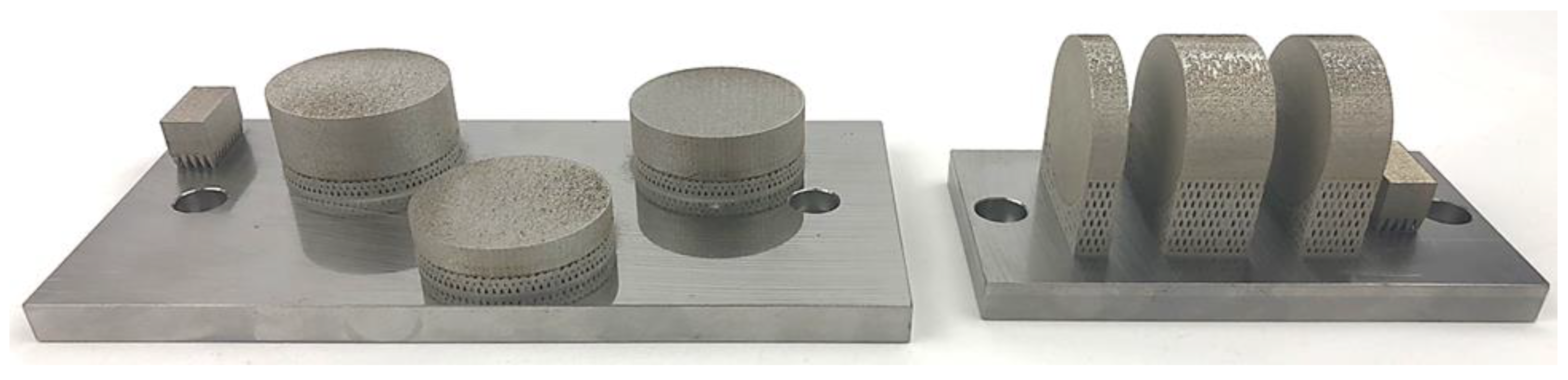
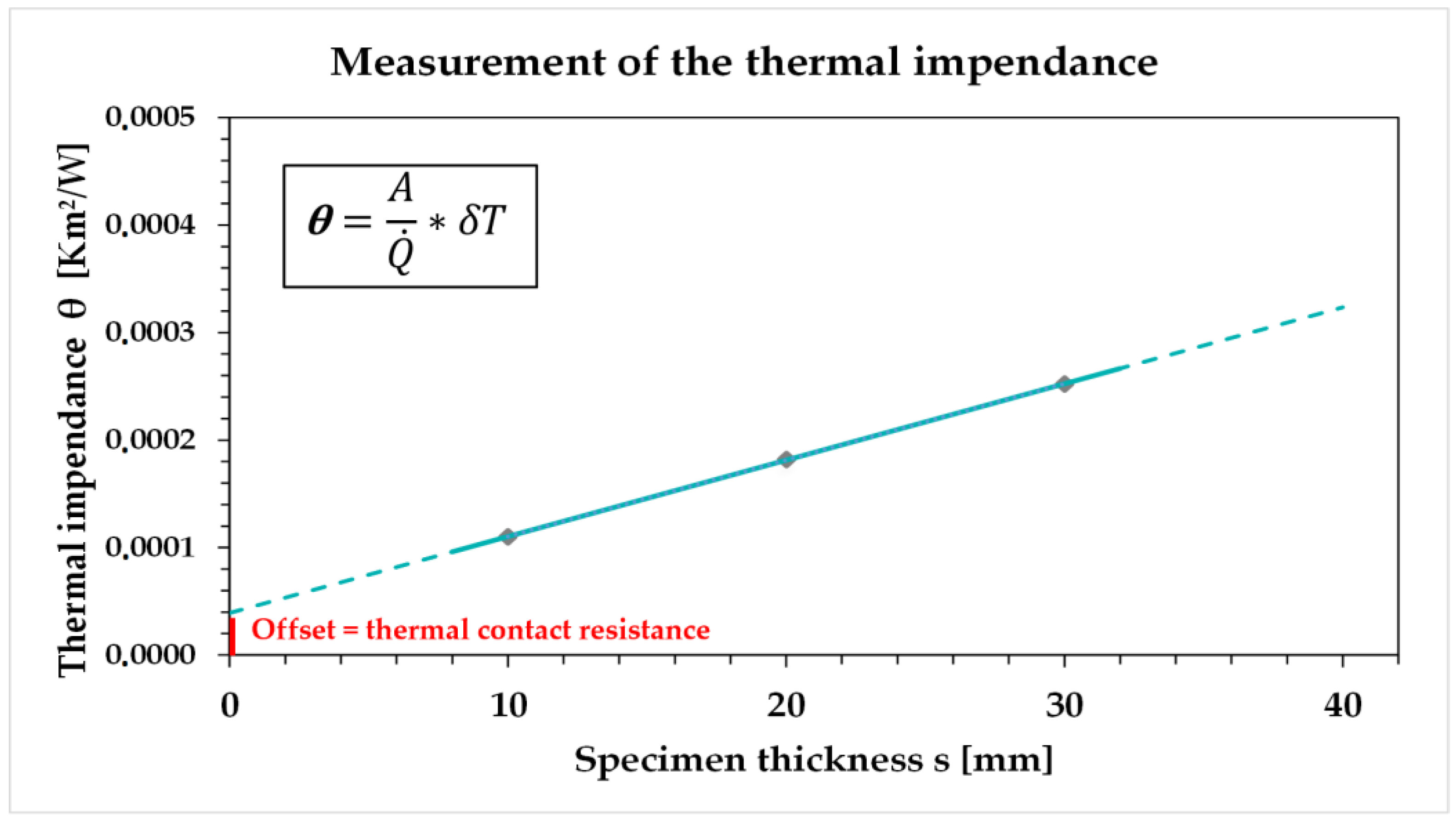
2. Materials and Methods
3. Results and Discussion
4. Conclusions
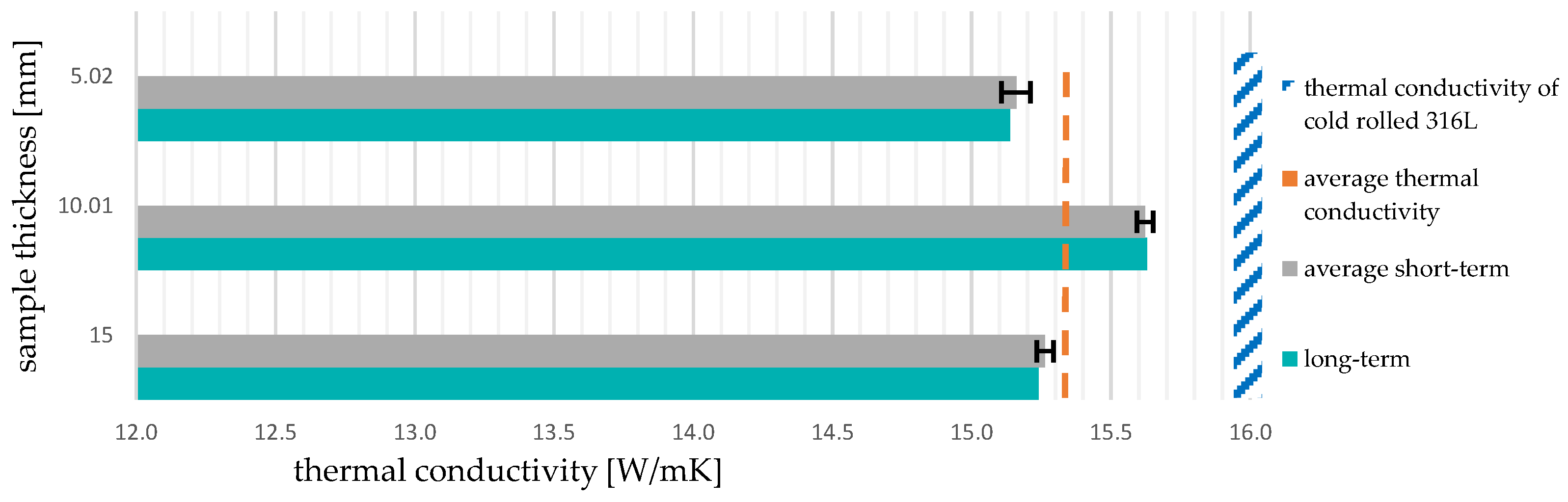
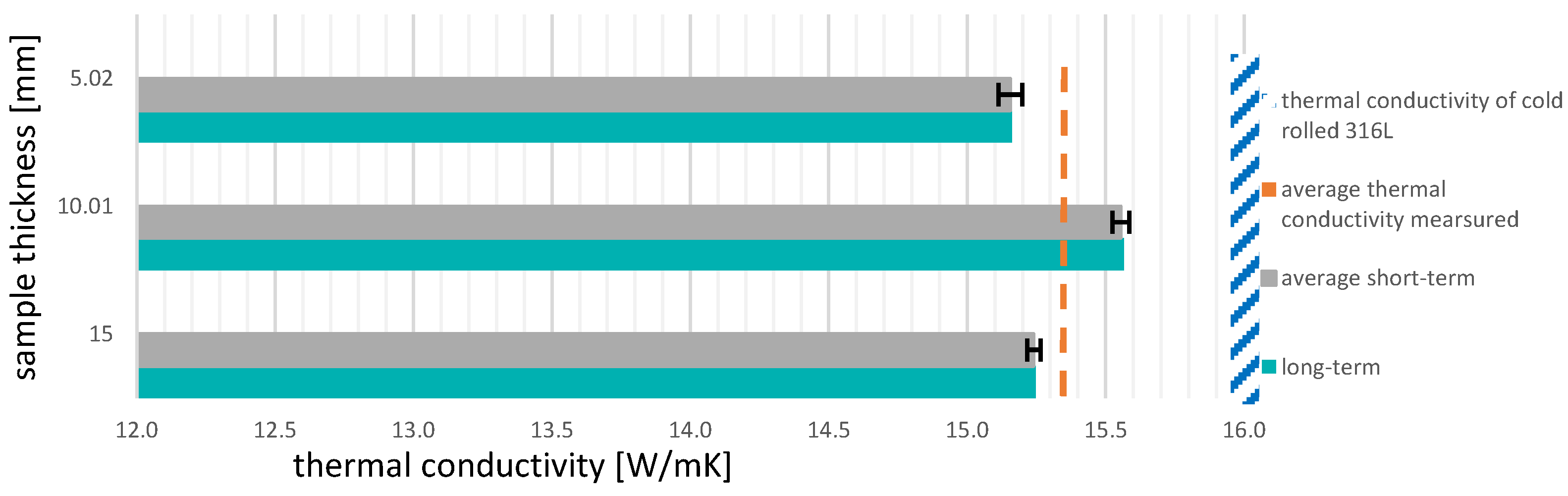
- Samples were produced from 316L powder using LPBF. The parameters were within the normal process window for producing dense specimens without errors (62.5 J/mm3) and in accordance with the state of the art [27]. Nevertheless, the thermal conductivity was 0.66 W/mK lower than in the conventionally produced material.
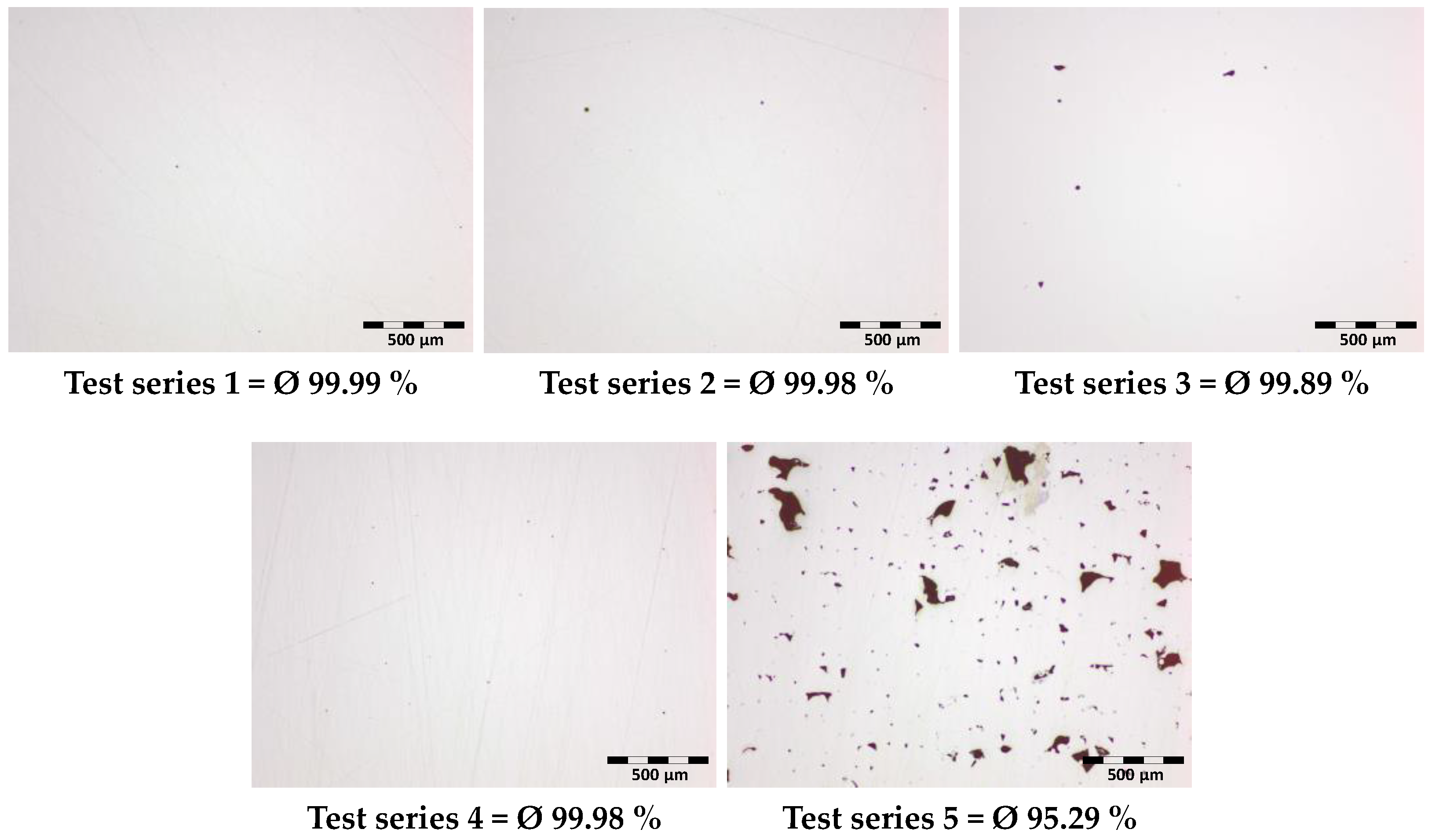
- Degradation in the powder feedstock can lead to an increase in oxides, more condensate, and fumes on the powder particles [26]. In this study, it could be proven that this leads to a small but relevant decrease in thermal conductivity. The conductivity decreased to 14.62 W/mK.
- When producing LPBF parts from 316L buildup, orientation and process parameters can have an impact on microstructure and crystallographic texturing [22,23,25]. In common literature, this is often investigated with respect to mechanical properties. The results of this study show that the present anisotropy does not have a negative influence on thermal conductivity.
- Reducing the part densities from 99.99% down to 95.29% leads to a decrease in thermal conductivity of 13.5%. It can be stated that part densities and micro-porosities have the most important influence on the thermal conductivity of LPBF-manufactured 316L specimens.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Płatek, P.; Sienkiewicz, J.; Janiszewski, J.; Jiang, F. Investigations on Mechanical Properties of Lattice Structures with Different Values of Relative Density Made from 316L by Selective Laser Melting (SLM). Materials 2020, 13, 2204. [Google Scholar] [CrossRef]
- Di Wang Song, C.; Yang, Y.; Bai, Y. Investigation of crystal growth mechanism during selective laser melting and mechanical property characterization of 316L stainless steel parts. Mater. Des. 2016, 100, 291–299. [Google Scholar]
- Carpenter, K.; Tabei, A. On Residual Stress Development, Prevention, and Compensation in Metal Additive Manufacturing. Materials 2020, 13, 255. [Google Scholar] [CrossRef] [PubMed]
- Associates, W. Wohlers Report 2022: 3D Printing and Additive Manufacturing Global State of the Industry; Wohlers Associates: Fort Collins, CO, USA, 2022. [Google Scholar]
- Hooper, P.A. Melt pool temperature and cooling rates in laser powder bed fusion. Addit. Manuf. 2018, 22, 548–559. [Google Scholar] [CrossRef]
- Mercelis, P.; Kruth, J.-P. Residual stresses in selective laser sintering and selective laser melting. Rapid Prototyp. J. 2006, 12, 254–265. [Google Scholar] [CrossRef]
- Kruth, J.P.; Froyen, L.; Van Vaerenbergh, J.; Mercelis, P.; Rombouts, M.; Lauwers, B. Selective laser melting of iron-based powder. J. Mater. Process. Technol. 2004, 149, 616–622. [Google Scholar] [CrossRef]
- Schröder, J.; Evans, A.; Mishurova, T.; Ulbricht, A.; Sprengel, M.; Serrano-Munoz, I.; Fritsch, T.; Kromm, A.; Kannengießer, T.; Bruno, G. Diffraction-Based Residual Stress Characterization in Laser Additive Manufacturing of Metals. Metals 2021, 11, 1830. [Google Scholar] [CrossRef]
- Yang, Y.; Chen, Z.; Liu, Z.; Wang, H.; Zhang, Y.; Wang, D. Influence of shielding gas flow consistency on parts quality consistency during large-scale laser powder bed fusion. Opt. Laser Technol. 2023, 158, 108899. [Google Scholar] [CrossRef]
- Schwarz, A.; Schleser, M.; Gerhards, B.; Popoola, P.; Gebhardt, A. Welding of Additive Manufactured AlSi10Mg: Using Laser Welding in a Vacuum for High Quality Weld Seams—A New Approach to Welding LPBF Manufactured AlSi10Mg. S. Afr. J. Ind. Eng. 2021, 32, 99–112. [Google Scholar] [CrossRef]
- Gill, M.; Terry, E.; Abdi, Y.; Hawkes, S.; Rindler, J.; Schick, D.; Ramirez, A.; Herderick, E.D. Joining Technologies for Metal Additive Manufacturing in the Energy Industry. JOM 2020, 72, 4214–4220. [Google Scholar] [CrossRef]
- Foteinopoulos, P.; Papacharalampopoulos, A.; Angelopoulos, K.; Stavropoulos, P. Development of a simulation approach for laser powder bed fusion based on scanning strategy selection. Int. J. Adv. Manuf. Technol. 2020, 108, 3085–3100. [Google Scholar] [CrossRef]
- Sánchez-Calderón, I.; Merillas, B.; Bernardo, V.; Rodríguez-Pérez, M.Á. Methodology for measuring the thermal conductivity of insulating samples with small dimensions by heat flow meter technique. J. Therm. Anal. Calorim. 2022, 147, 12523–12533. [Google Scholar] [CrossRef]
- Kim, D.; Lee, S.; Yang, I. Verification of thermal conductivity measurements using guarded hot plate and heat flow meter methods. J. Korean Phys. Soc. 2021, 78, 1196–1202. [Google Scholar] [CrossRef]
- Cheng, B.; Lane, B.; Whiting, J.; Chou, K. A Combined Experimental-Numerical Method to Evaluate Powder Thermal Properties in Laser Powder Bed Fusion. J. Manuf. Sci. Eng.-Trans. ASME 2018, 140, 111008. [Google Scholar] [CrossRef] [PubMed]
- Zhao, D.; Qian, X.; Gu, X.; Jajja, S.A.; Yang, R. Measurement Techniques for Thermal Conductivity and Interfacial Thermal Conductance of Bulk and Thin Film Materials. J. Electron. Packag. 2016, 138, 040802. [Google Scholar] [CrossRef]
- Sélo, R.R.; Catchpole-Smith, S.; Maskery, I.; Ashcroft, I.; Tuck, C. On the thermal conductivity of AlSi10Mg and lattice structures made by laser powder bed fusion. Addit. Manuf. 2020, 34, 101214. [Google Scholar] [CrossRef]
- Waqar, S.; Guo, K.; Sun, J. FEM analysis of thermal and residual stress profile in selective laser melting of 316L stainless steel. J. Manuf. Process. 2021, 66, 81–100. [Google Scholar] [CrossRef]
- Stacy, S.C.; Zhang, X.; Pantoya, M.; Weeks, B. The effects of density on thermal conductivity and absorption coefficient for consolidated aluminum nanoparticles. Int. J. Heat Mass Transf. 2014, 73, 595–599. [Google Scholar] [CrossRef]
- Seyda, V. Werkstoff- und Prozessverhalten von Metallpulvern in der Laseradditiven Fertigung; Springer: Berlin/Heidelberg, Germany, 2018. [Google Scholar]
- Maamoun, A.H.; Elbestawi, M.; Dosbaeva, G.K.; Veldhuis, S.C. Thermal post-processing of AlSi10Mg parts produced by Selective Laser Melting using recycled powder. Addit. Manuf. 2018, 21, 234–247. [Google Scholar] [CrossRef]
- Pérez-Ruiz, J.; González-Barrio, H.; Sanz-Calle, M.; Gómez-Escudero, G.; Munoa, J.; de Lacalle, L. Machining stability improvement in LPBF printed components through stiffening by crystallographic texture control. CIRP Ann. 2023, 72, 141–144. [Google Scholar] [CrossRef]
- Pérez-Ruiz, J.D.; de Lacalle, L.N.L.; Urbikain, G.; Pereira, O.; Martínez, S.; Bris, J. On the relationship between cutting forces and anisotropy features in the milling of LPBF Inconel 718 for near net shape parts. Int. J. Mach. Tools Manuf. 2021, 170, 103801. [Google Scholar] [CrossRef]
- Zhang, R.; Buchanan, C.; Matilainen, V.-P.; Daskalaki-Mountanou, D.; Britton, T.B.; Piili, H.; Salminen, A.; Gardner, L. Mechanical properties and microstructure of additively manufactured stainless steel with laser welded joints. Mater. Des. 2021, 208, 109921. [Google Scholar] [CrossRef]
- Vukkum, V.B.; Gupta, R.K. Review on corrosion performance of laser powder-bed fusion printed 316L stainless steel: Effect of processing parameters, manufacturing defects, post-processing, feedstock, and microstructure. Mater. Des. 2022, 221, 110874. [Google Scholar] [CrossRef]
- Heiden, M.J.; Deibler, L.A.; Rodelas, J.M.; Koepke, J.R.; Tung, D.J.; Saiz, D.J.; Jared, B.H. Evolution of 316L stainless steel feedstock due to laser powder bed fusion process. Addit. Manuf. 2019, 25, 84–103. [Google Scholar] [CrossRef]
- Eliasu, A.; Czekanski, A.; Boakye-Yiadom, S. Effect of laser powder bed fusion parameters on the microstructural evolution and hardness of 316L stainless steel. Int. J. Adv. Manuf. Technol. 2021, 113, 2651–2669. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Method | Laser–Flash Analysis | Hot-Wire Method | Heat-Flow Meter | Guarded Hot Plate |
|---|---|---|---|---|
| Temperature range | −100 to 2800 °C | −150 to 700 °C | −20 to 100 °C | −100 to 1000 °C |
| Materials | Solids, powders, pastes, foils, and liquids | Solids, powders, pastes, foils, and liquids | Solids: predominantly glass, ceramics, metals, stone, and plastic | Solids: predominantly insulating materials and elastomers |
| Uncertainly | Up to 4% | Up to 1% | Up to 2% | Up to 2% |
| Measuring range | From 0.1 to 4000 W/mK | From 0.005 to 1800 W/mK | From 0.01 to 500 W/mK | From 0.0001 to 2 W/mK |
| Advantages | Temperature range, measurable materials, short measuring time | Short measuring time, measurable materials, and high accuracy | High accuracy, reproducibility, and simple construction | High accuracy and reproducibility |
| Disadvantages | Expensive and complex sample preparation; susceptible to application errors | Anisotropy is not considered, in specimen preparation | Long measuring time, time-consuming calibrations, and sample preparation | Long measuring time, large specimen geometry, and is only for low conductivities |
| Standard | ASTM C714 and DIN EN 821 | ASTM C1113 and ASTM D7896 | ASTM C518 and DIN EN 12664 | ASTM C177 and ISO 8302 |
| Test Series 0 | Test Series 1 | Test Series 2 | Test Series 3 | Test Series 4 | Test Series 5 |
|---|---|---|---|---|---|
| conventionally manufactured 316L | additively manufactured 316L in a horizontal direction | additively manufactured 316L in an upright direction | additively manufactured 316L with oversize/degraded powder | additively manufactured 316L with fresh powder | additively manufactured 316L with lower VED |
| VED = 62.5 J/mm3 PL = 180 W vs = 800 mm/s ds = 50 µm Ds = 45 µm Line Scanning | VED = 62.5 J/mm3 PL = 180 W vs = 800 mm/s ds = 50 µm Ds = 45 µm Line Scanning | VED = 62.5 J/mm3 PL = 180 W vs = 800 mm/s ds = 50 µm Ds = 45 µm Line Scanning | VED = 62.5 J/mm3 PL = 180 W vs = 800 mm/s ds = 50 µm Ds = 45 µm Line Scanning | VED = 37.5 J/mm3 PL = 180 W vs = 1333 mm/s ds = 50 µm Ds = 45 µm Line Scanning |
| Fresh Powder | Used and Sieved | Oversized Grain | |
|---|---|---|---|
| x [µm] at Q3 = 10.0% | 22.6 | 23.3 | 33 |
| x [µm] at Q3 = 50.0% | 33.3 | 33.9 | 54.9 |
| x [µm] at Q3 = 90.0% | 46.4 | 45.7 | 139.6 |
| x [µm] at Q0 = 10.0% | 14.3 | 14.9 | 18.1 |
| x [µm] at Q0 = 50.0% | 24.8 | 25.7 | 33.1 |
| x [µm] at Q0 = 90.0% | 37.3 | 38.2 | 50.9 |
| Mean value SPHT3 | 0.886 | 0.892 | 0.831 |
| Mean value SPHT0 | 0.904 | 0.907 | 0.887 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Eichler, F.; Balc, N.; Bremen, S.; Nink, P. Investigation of Laser Powder Bed Fusion Parameters with Respect to Their Influence on the Thermal Conductivity of 316L Samples. J. Manuf. Mater. Process. 2024, 8, 166. https://doi.org/10.3390/jmmp8040166
Eichler F, Balc N, Bremen S, Nink P. Investigation of Laser Powder Bed Fusion Parameters with Respect to Their Influence on the Thermal Conductivity of 316L Samples. Journal of Manufacturing and Materials Processing. 2024; 8(4):166. https://doi.org/10.3390/jmmp8040166
Chicago/Turabian StyleEichler, Fabian, Nicolae Balc, Sebastian Bremen, and Philipp Nink. 2024. "Investigation of Laser Powder Bed Fusion Parameters with Respect to Their Influence on the Thermal Conductivity of 316L Samples" Journal of Manufacturing and Materials Processing 8, no. 4: 166. https://doi.org/10.3390/jmmp8040166