
The Wettability and High-Temperature Properties of Porous BN/Si3N4 Ceramics Bonded with SiTi22 Filler

 ,
,
Abstract
:1. Introduction
2. Experimental Materials and Methods
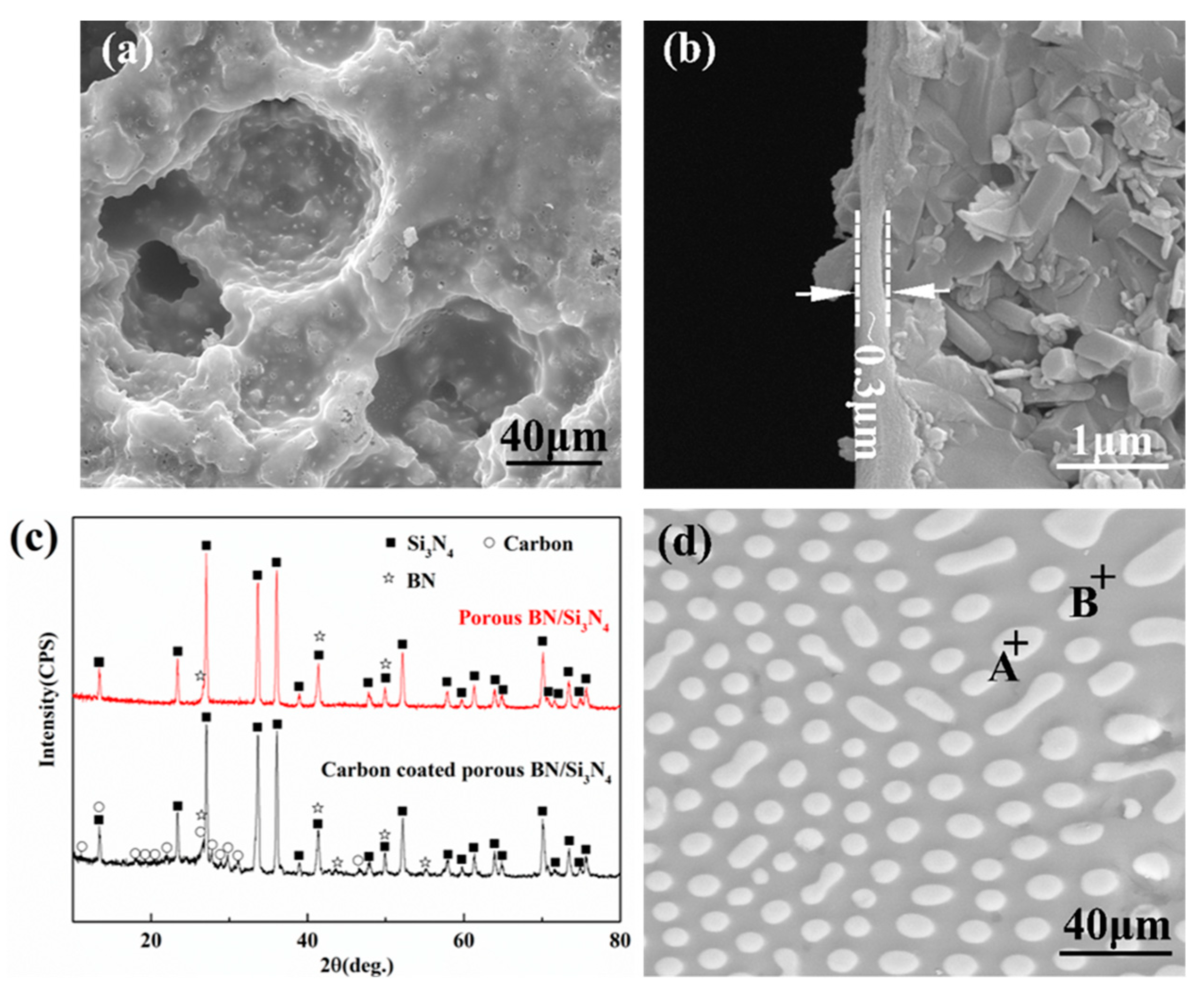
2.1. Materials
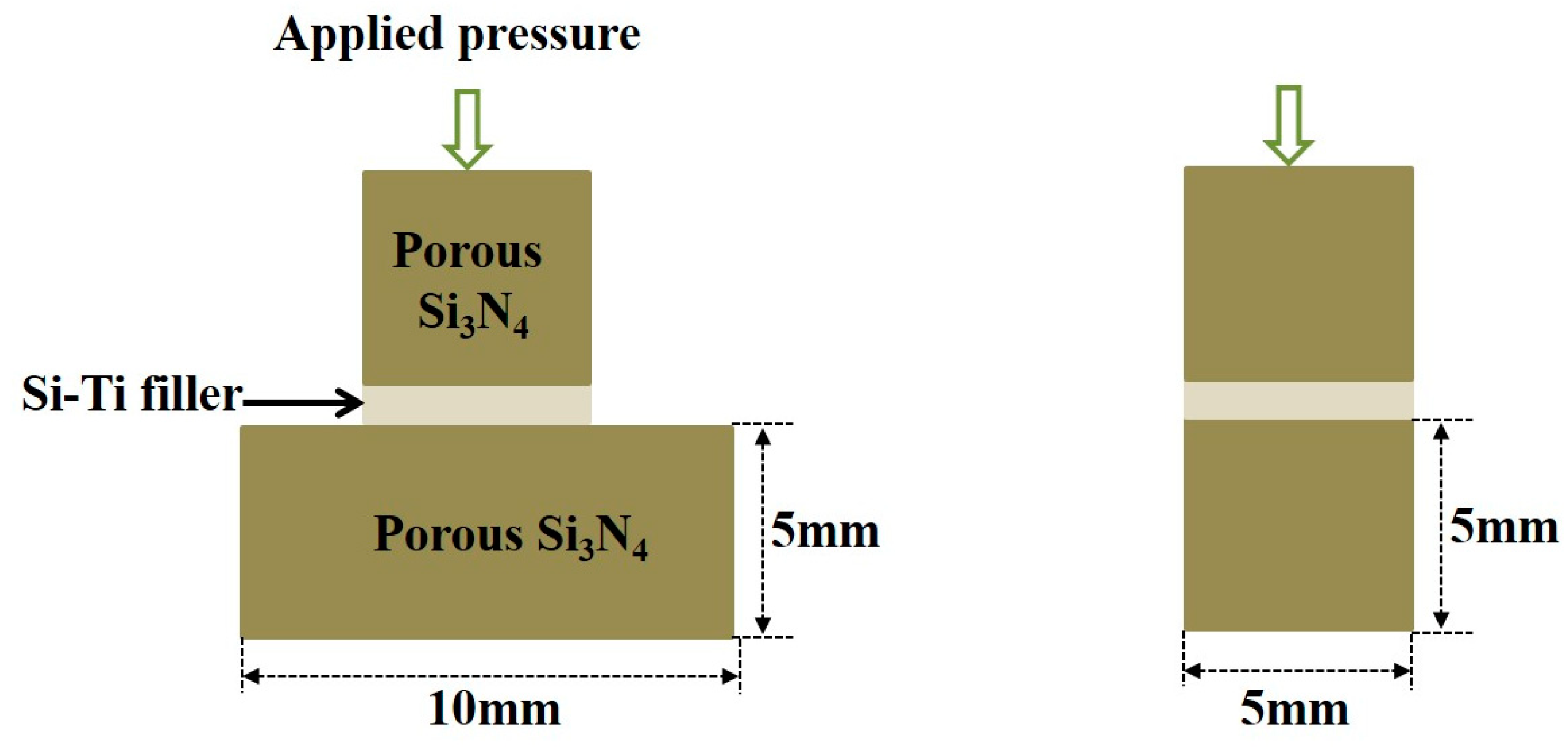
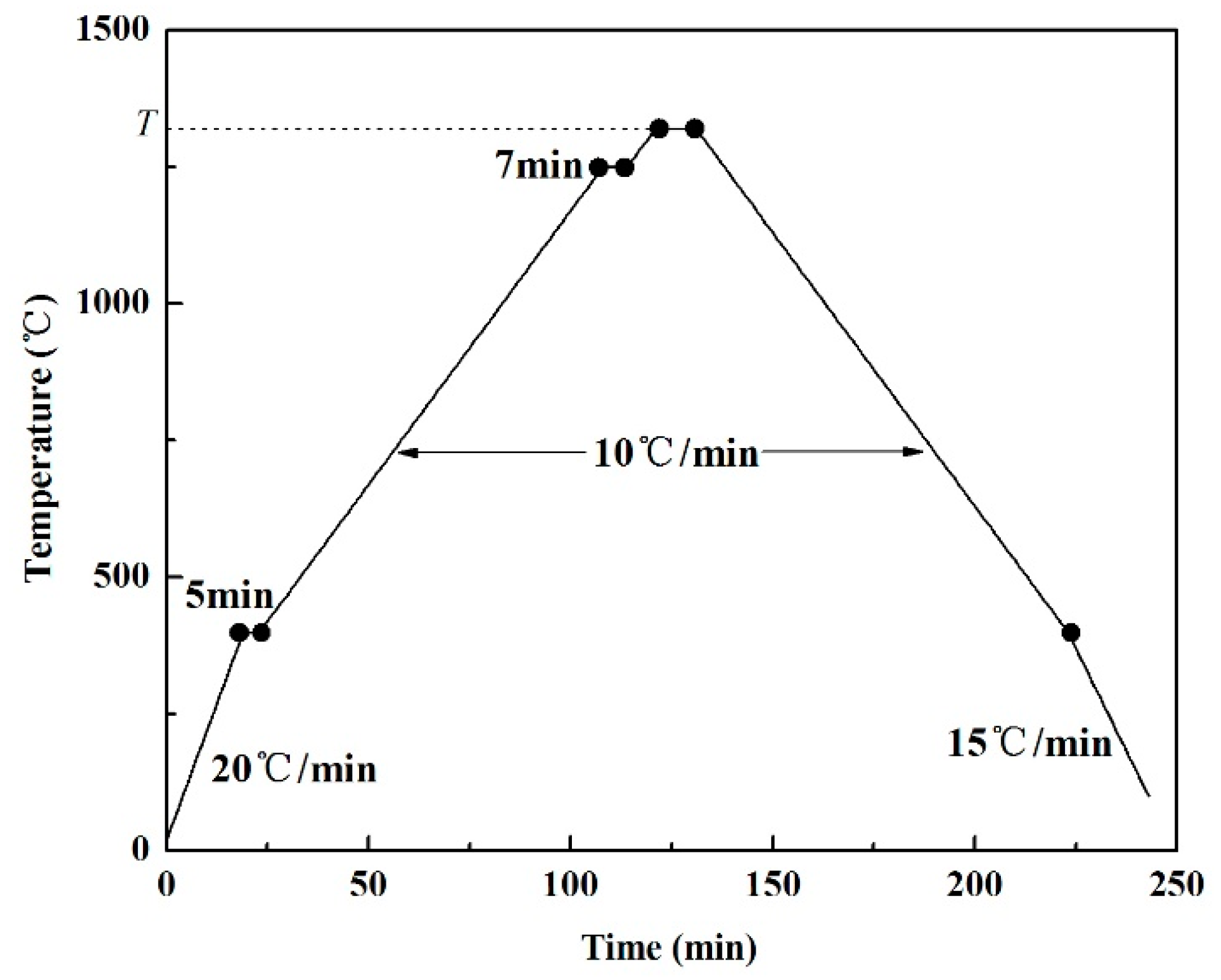
2.2. Experimental Method
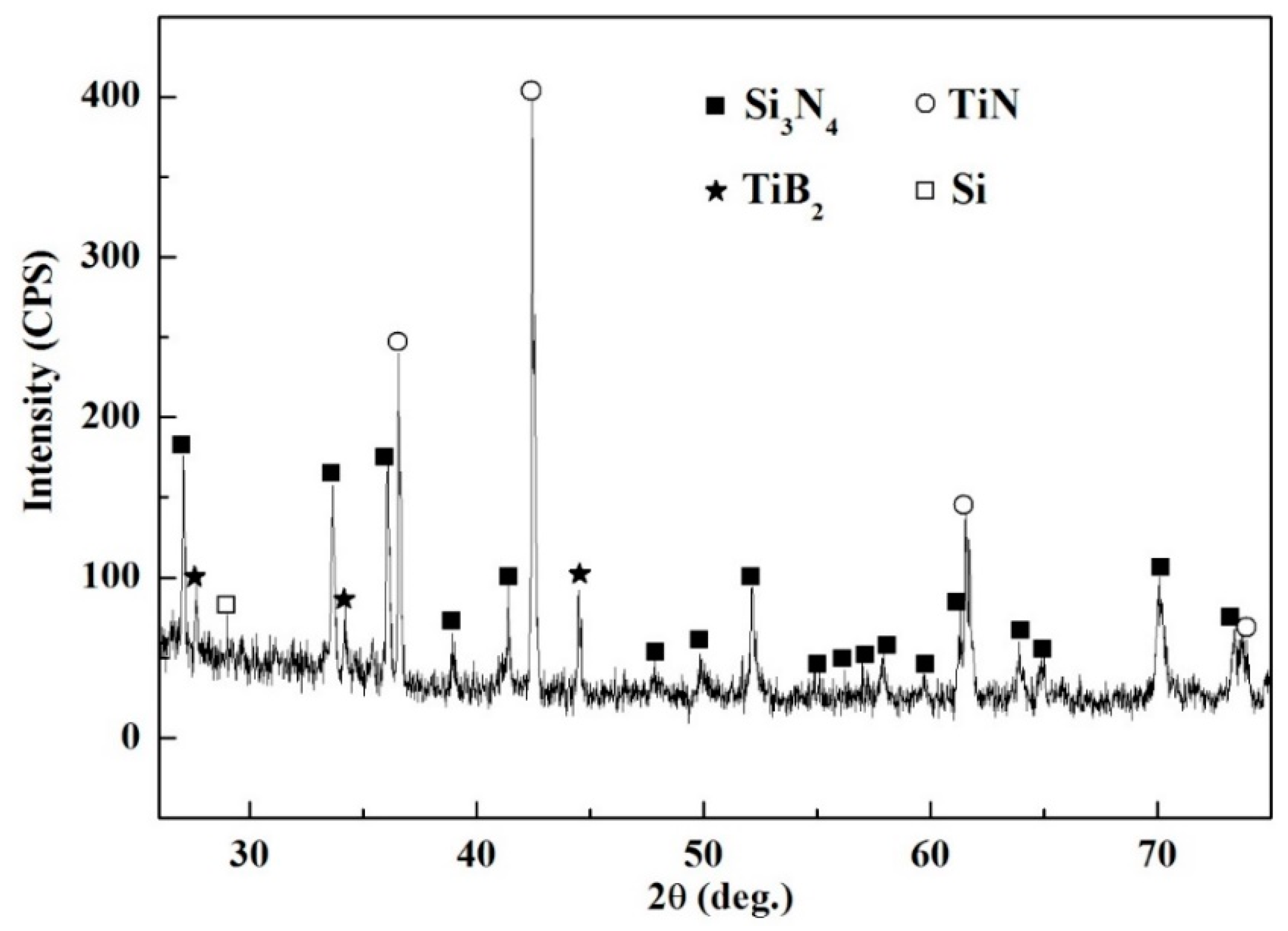
3. Results and Discussion
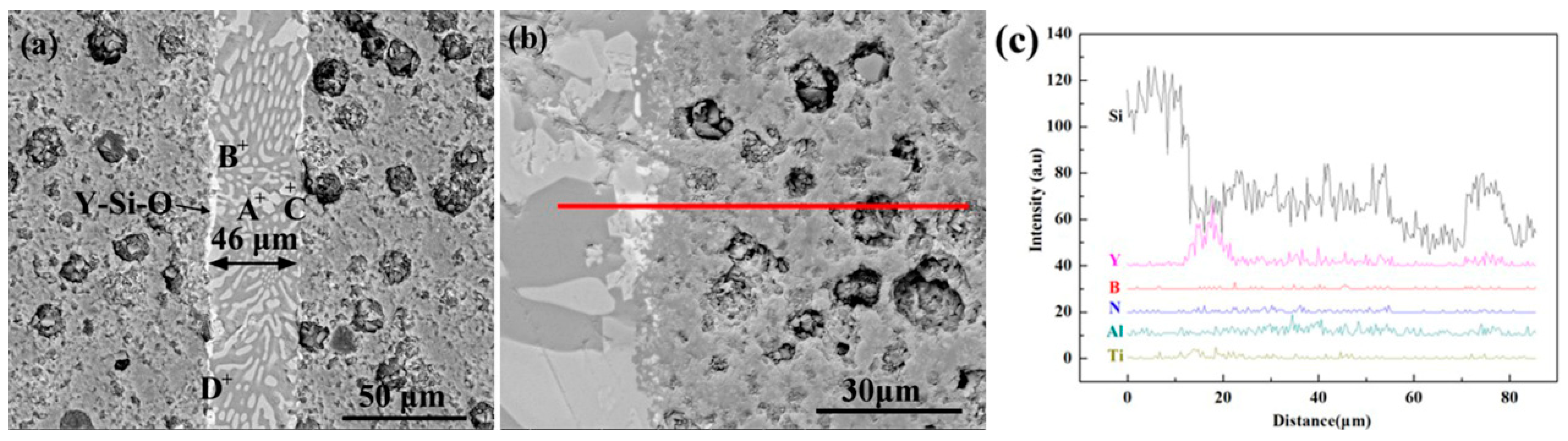
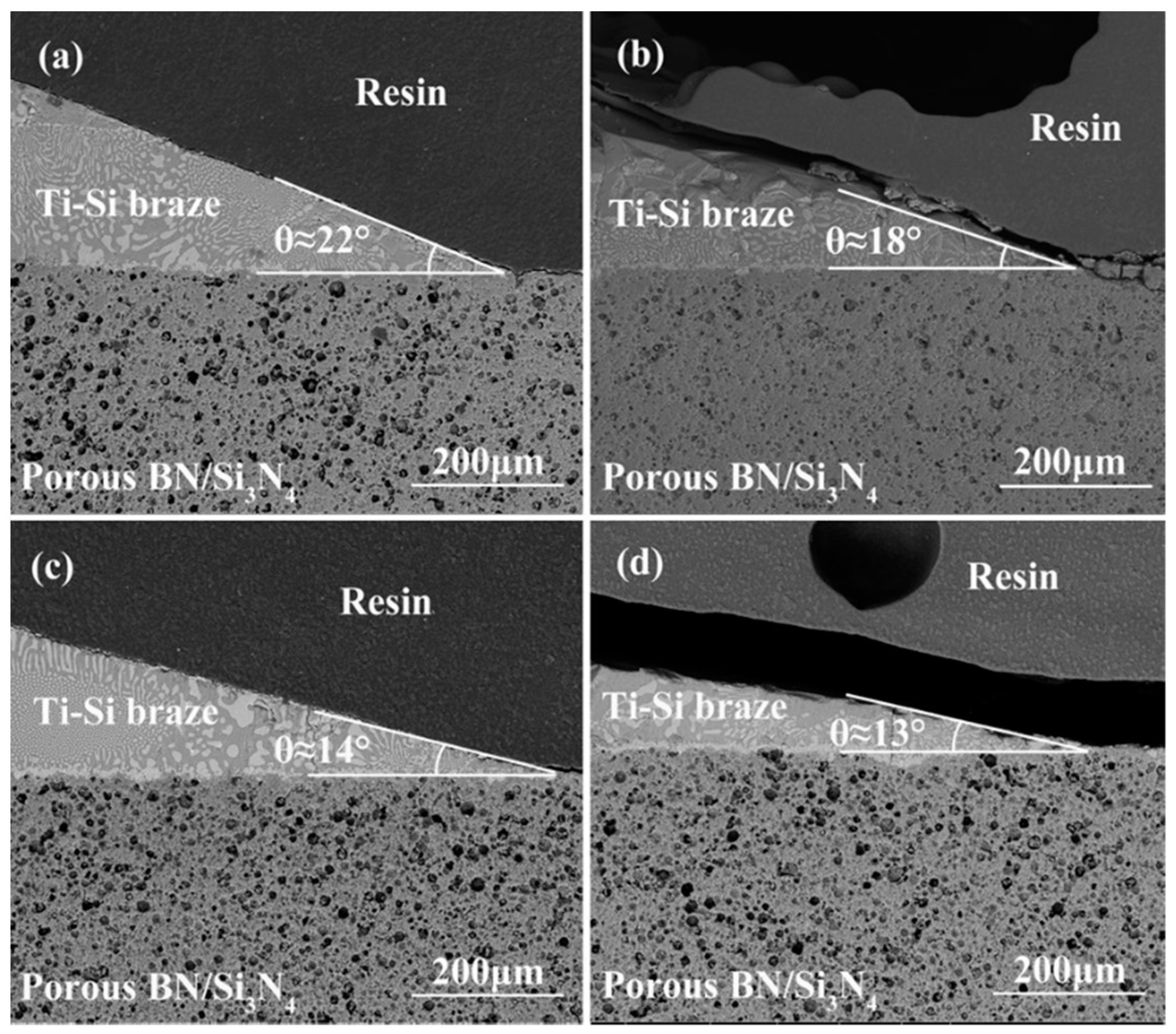
3.1. Wettability Analysis of the SiTi22/Porous BN/Si3N4 Ceramic System
3.2. Influence of Surface Modification on the Wettability of the SiTi22/Porous BN/Si3N4 System
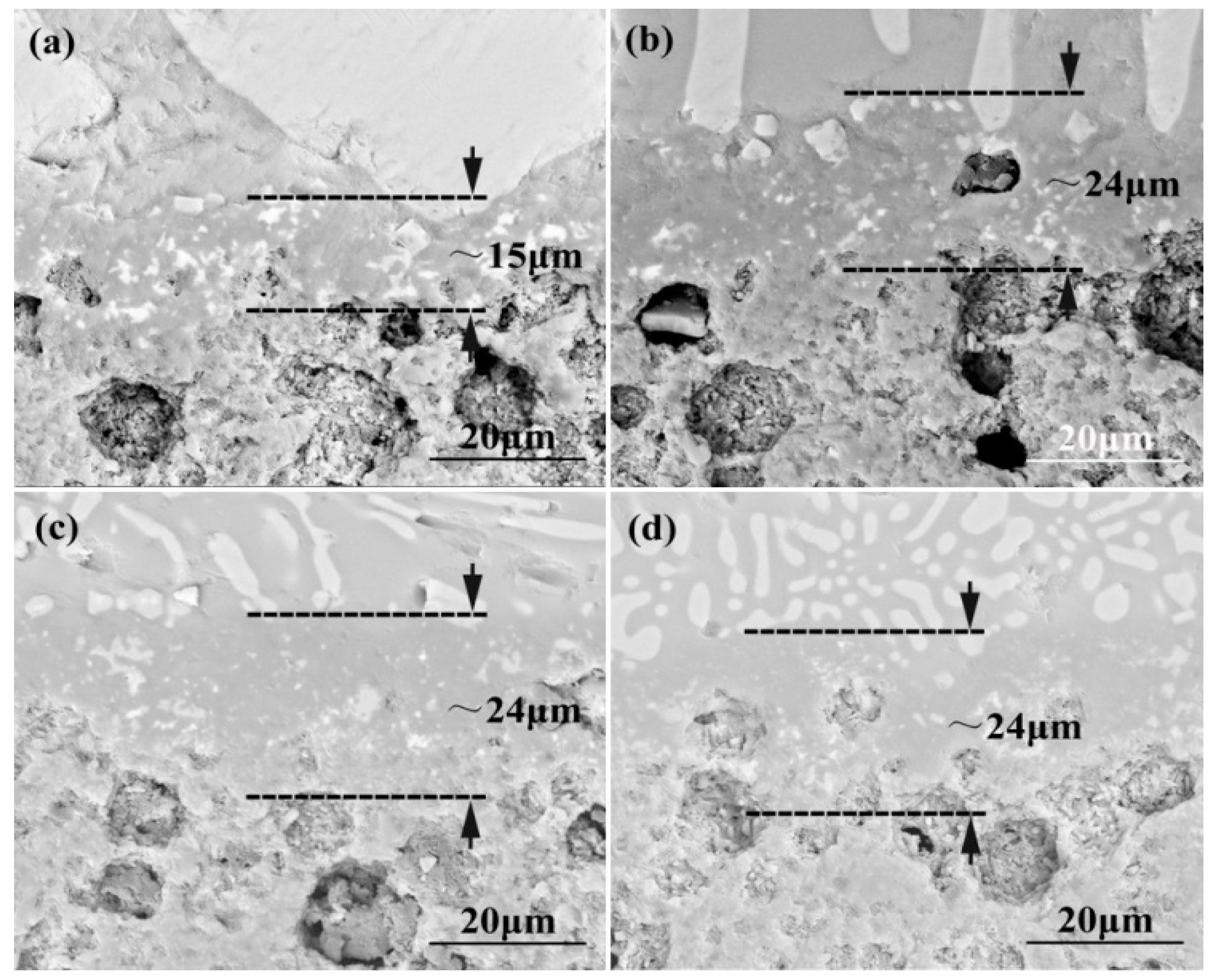
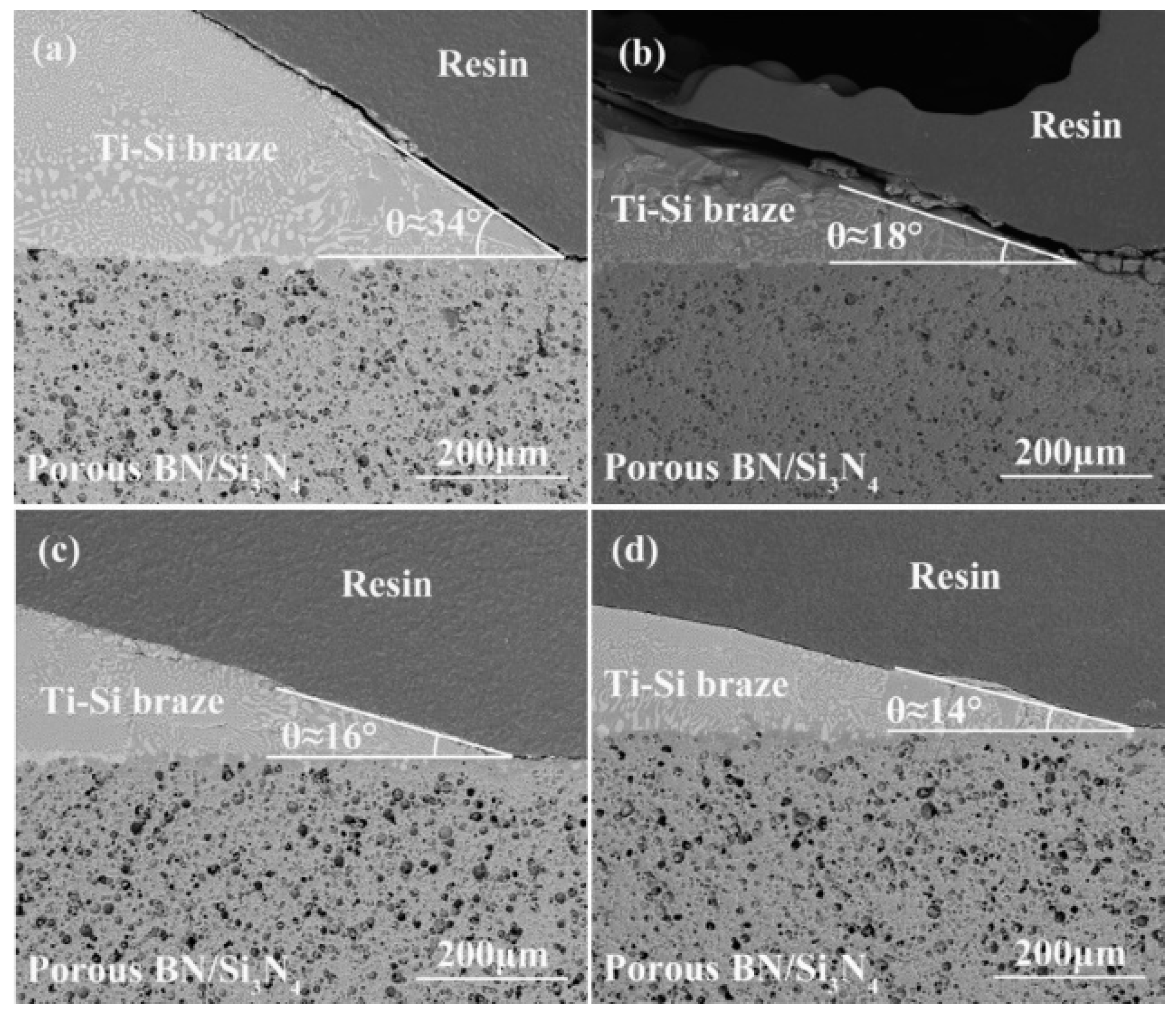
3.2.1. The Impact of Brazing Temperature on the Wettability of the System
3.2.2. The Influence of Brazing Time on the Wettability of the System
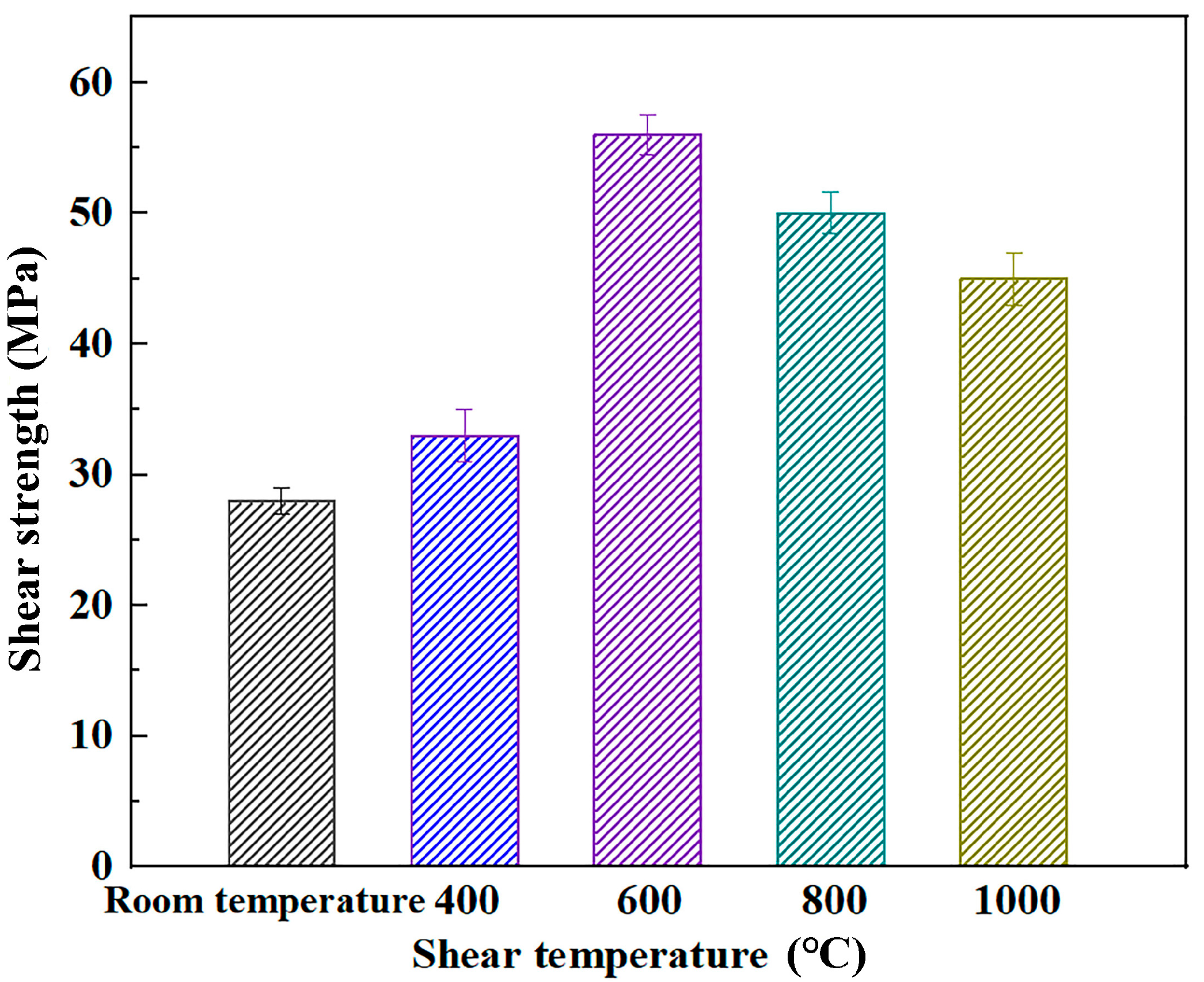
3.3. Mechanical Properties of Ceramic Joints at High Temperature
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Du, S.M.; Zhang, J.; Li, F.; Chen, Z.L.; Zhang, S.J.; Zhao, S.; Zhao, D.K.; Fan, B.B.; Chen, K.X.; Liu, G.H. Low temperature fabrication of highly dense α-Si3N4 ceramics. J. Am. Ceram. Soc. 2024, 107, 4494–4500. [Google Scholar] [CrossRef]
- Dong, X.J.; Wu, J.Q.; Yu, H.L.; Zhou, Q.; Wang, W.Q.; Zhang, X.Q.; Zhang, L.; Li, L.; He, R.J. Additive manufacturing of silicon nitride ceramics: A review of advances and perspectives. Int. J. Appl. Ceram. Technol. 2022, 19, 2929–2949. [Google Scholar] [CrossRef]
- Jiang, C.X.; Zhuang, Y.H.; Wang, J.J.; Liao, S.J.; Zhou, L.J.; Li, S.; Zhao, Y.X. Preparation, microstructure, and properties of GPS silicon nitride ceramics with β-Si3N4 seeds and nanophase additives. Int. J. Appl. Ceram. Technol. 2022, 19, 2533–2544. [Google Scholar]
- Yin, S.; Pan, L.M.; Fang, X.; Li, Y.F.; Li, Y.P.; Feng, Y.B.; Qiu, T.; Yang, J. Porous Si3N4 ceramics prepared by aqueous gelcasting using low-toxicity DMAA system: Regulatable microstructure and properties by monomer content. Ceram. Int. 2019, 45, 9994–10003. [Google Scholar] [CrossRef]
- Wang, C.; Wang, H.J.; Qiao, R.Q.; Zhang, C.H.; Chen, L.J. Fabrication and thermal shock resistance of β-Si3N4-based environmental barrier coating on porous Si3N4 ceramic. Ceram. Int. 2016, 42, 14222–14227. [Google Scholar] [CrossRef]
- Wang, S.J.; Jia, D.C.; Yang, Z.H.; Duan, X.M.; Tian, Z.; Zhou, Y. Effect of BN content on microstructures, mechanical and die-lectric properties of porous BN/Si3N4 composite ceramics prepared by gel casting. Ceram. Int. 2013, 39, 4231–4237. [Google Scholar] [CrossRef]
- Li, Z.W.; Xu, Z.W.; He, P.; Chen, S.; Ma, Z.W.; Ren, B.X.; Yan, J.C. Microstructure and enhanced joint performance of porous Si3N4 ceramics in ultrasonic soldering. Mat. Sci. Eng. A 2022, 840, 142984. [Google Scholar] [CrossRef]
- Zhao, Y.X.; Song, X.G.; Hu, S.P.; Zhang, J.Y.; Cao, J.; Fu, W.; Feng, J.C. Interfacial microstructure and mechanical properties of porous-Si3N4 ceramic and TiAl alloy joints vacuum brazed with AgCu filler. Ceram. Int. 2017, 43, 9738–9745. [Google Scholar] [CrossRef]
- Zhang, J.; Liu, J.Y.; Wang, T.P. Microstructure and brazing mechanism of porous Si3N4/Invar joint brazed with Ag-Cu-Ti/Cu/Ag-Cu multi-layered filler. J. Mater. Sci. Technol. 2018, 34, 713–719. [Google Scholar] [CrossRef]
- Liu, J.Y.; Zhang, J.; Liu, C.F.; Wang, T.P. Microstructure and mechanical properties of porous Si3N4/Invar joints brazed with Ag-Cu-Ti+Mo/Cu/Ag-Cu multi-layered composite filler. Ceram. Int. 2017, 43, 11668–11675. [Google Scholar] [CrossRef]
- Song, X.G.; Zhao, Y.X.; Hu, S.P.; Cao, J.; Fu, W.; Feng, J.C. Wetting of AgCu-Ti filler on porous Si3N4 ceramic and brazing of the ceramic to TiAl alloy. Ceram. Int. 2018, 44, 4622–4629. [Google Scholar] [CrossRef]
- Singh, M.; Fernandez, J.M.; Asthana, R.; Rico, J.R. Interfacial characterization of silicon nitride/silicon nitride joints brazed using Cu-base active metal interlayers. Ceram. Int. 2012, 38, 2793–2802. [Google Scholar] [CrossRef]
- Zhang, J.; Zhang, X.M.; Zhou, Y.; Naka, M.; Svetlana, A. Interfacial microstructure of Si3N4/Si3N4 brazing joint with Cu-Zn-Ti filler alloy. Mat. Sci. Eng. A 2008, 495, 271–275. [Google Scholar] [CrossRef]
- Brochu, M.; Pugh, M.D.; Drewa, R.A.L. Joining silicon nitride ceramic using a composite powder as active brazing alloy. Mat. Sci. Eng. A 2004, 374, 34–42. [Google Scholar] [CrossRef]
- Sun, L.B.; Liu, C.; Zhang, J.; Fang, J. Joining pre-oxidized dense Si3N4 to porous Si3N4 with β-spodumene based glass-ceramic interlayer. Appl. Surf. Sci. 2019, 481, 515–523. [Google Scholar] [CrossRef]
- Fang, J.; Sun, L.B.; Qi, Q.; Zhang, J.; Liu, C.F. Microstructure evolution and mechanical properties of porous Si3N4 and dense Si3N4 joints bonded using CaO-Li2O-Al2O3-SiO2 glass-ceramic. J. Eur. Ceram. Soc. 2019, 39, 4545–4553. [Google Scholar] [CrossRef]
- Zhao, Y.X.; Song, X.G.; Tan, C.W.; Hu, S.P.; Cao, J.; Feng, J.C. Microstructural evolution of Si3N4/Ti6Al4V joints brazed with nano-Si3N4 reinforced AgCuTi composite filler. Vacuum 2017, 142, 58–65. [Google Scholar] [CrossRef]
- Zhao, Y.X.; Wang, M.R.; Cao, J.; Song, X.G.; Tang, D.Y.; Feng, J.C. Brazing TC4 alloy to Si3N4 ceramic using nano-Si3N4 reinforced AgCu composite filler. Mater. Des. 2015, 76, 40–46. [Google Scholar] [CrossRef]
- Wang, T.P.; Liu, C.F.; Leinenbach, C.; Zhang, J. Microstructure and strengthening mechanism of Si3N4/Invar joint brazed with TiNp-doped filler. Mat. Sci. Eng. A 2016, 650, 469–477. [Google Scholar] [CrossRef]
- Yang, J.G.; Fang, H.Y.; Wan, X. Al2O3/Al2O3 joint brazed with Al2O3-particulate-contained composite Ag-Cu-Ti filler material. J. Mater. Sci. Technol. 2005, 21, 782–784. [Google Scholar]
- Lin, G.B.; Huang, J.H.; Zhang, H. Joints of carbon fiber-reinforced SiC composites to Ti-alloy brazed by Ag-Cu-Ti short carbon fibers. J. Mater. Process. Technol. 2007, 189, 256–261. [Google Scholar] [CrossRef]
- Xiong, H.P.; Chen, B.; Pan, Y.; Zhao, H.S.; Guo, W.L. Joining of Si3N4 to Si3N4 using a AuPd(Co, Ni)-V filler alloy and the interfacial reactions. Ceram. Int. 2014, 40, 4141–4148. [Google Scholar] [CrossRef]
- Sun, Y.; Zhang, J.; Geng, Y.P.; Ikeuchi, K.; Shibayanagi, T. Microstructure and mechanical properties of an Si3N4/Si3N4 joint brazed with Au-Ni-Pd-V filler alloy. Scr. Mater. 2011, 64, 414–417. [Google Scholar] [CrossRef]
- Reichel, U.; Warlimont, H. Rapidly solidified CoTi alloys as brazing foils for high-temperature joining of silicon nitride ceramic. Int. J. Mater. Res. 1999, 90, 699–704. [Google Scholar] [CrossRef]
- Zhuang, Y.L.; Lin, T.S.; Wang, S.J.; He, P.; Sekulic, D.P.; Jia, D.C. The effect of a carbon layer on the microstructural and mechanical properties of porous BN/Si3N4 ceramic brazed with a titanium-silicon filler. J. Eur. Ceram. Soc. 2018, 4, 1288–1298. [Google Scholar] [CrossRef]
- Zhuang, Y.L.; Lin, T.S.; Wang, S.J.; He, P.; Sekulic, D.P.; Jia, D.C. Microstructural and mechanical properties of porous Si3N4 carbon coated ceramic brazed with a cobalt-silicon filler. J. Eur. Ceram. Soc. 2017, 37, 3293–3301. [Google Scholar] [CrossRef]
- Eustathopoulos, N.; Israel, R.; Drevet, B.; Camel, D. Reactive infiltration by Si: Infiltration versus wetting. Scr. Mater. 2010, 62, 966–971. [Google Scholar] [CrossRef]
- Ma, C.C.M.; Lin, J.M.; Chang, W.C.; Ko, T.H. Carbon/carbon nanocomposites derived from phenolic resin–silica hybrid ceramrs: Microstructure, physical and morphological properties. Carbon 2002, 40, 977–984. [Google Scholar] [CrossRef]
- Zhuang, Y.L.; Lin, T.S.; He, P.; Lin, P.P.; Dong, L.M.; Liu, Z.W.; Wang, L.M.; Tian, S.; Jin, X.X. The Formation Process and Strengthening Mechanism of SiC Nanowires in a Carbon-Coated Porous BN/Si3N4 Ceramic Joint. Materials 2022, 15, 1289. [Google Scholar] [CrossRef]
- Jin, X.C.; Yang, J.J.; Sun, Y.L.; Li, P.; Hou, C.; Zhao, Y.X.; Fan, X.L. Fabrication and characterisation of high-performance joints made of ZrB2-SiC ultra-high temperature ceramics. J. Eur. Ceram. Soc. 2021, 41, 7412–7422. [Google Scholar] [CrossRef]
- Papakonstantinou, C.G.; Balaguru, P.; Lyon, R.E. Comparative study of high temperature composites. Compos. Part B Eng. 2001, 32, 637–649. [Google Scholar] [CrossRef]
- Sun, L.B.; Shi, X.S.; Liu, X.Y.; Fang, J.; Liu, C.F.; Zhang, J. Joining of Cf/SiC composites and Si3N4 ceramic with Y2O3-Al2O3-SiO2 glass filler for high-temperature applications. Ceram. Int. 2021, 47, 15622–15630. [Google Scholar] [CrossRef]
- Sun, L.B.; Liu, C.F.; Guo, S.S.; Fang, J.; Wang, D.B.; Zhang, J. Wetting and joining of porous Si3N4 and dense Si3N4 ceramics with in-situ formed β-spodumene/spinel glass-ceramic interlayer. Appl. Surf. Sci. 2020, 517, 146178. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Position | Composition (at %) | Possible Phases | |
|---|---|---|---|
| Si | Ti | ||
| A | 77.3 | 22.7 | TiSi2 |
| B | 89.8 | 10.2 | Si |
| Position | Composition (at. %) | Possible Phases | ||||
|---|---|---|---|---|---|---|
| Si | Ti | N | B | O | ||
| A | 14.9 | 43.7 | 34.4 | 6.2 | 0.8 | TiN |
| B | 59.8 | 21.3 | 12.1 | 2.7 | 4.1 | TiSi2 |
| C | 8.6 | 54.3 | 19.8 | 9.7 | 7.6 | TiN |
| D | 78.9 | 15.2 | 2.0 | 1.1 | 2.8 | Si |
| Position | Composition (at. %) | Possible Phases | ||||
|---|---|---|---|---|---|---|
| Si | Ti | N | B | C | ||
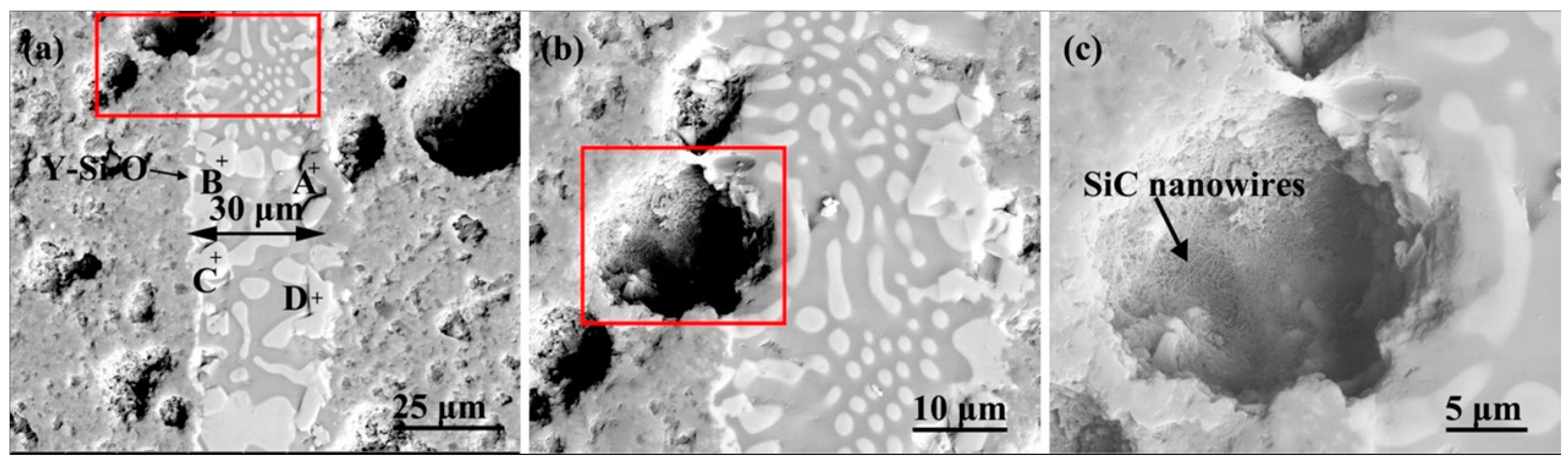
| A | 63.3 | 2.4 | 9.7 | 0.4 | 24.2 | SiC |
| B | 1.1 | 24.3 | 48.2 | 8.9 | 17.5 | TiNC |
| C | 9.1 | 19.6 | 7.2 | 59.7 | 4.4 | TiB2 |
| D | 0.1 | 27.4 | 4.8 | 62.8 | 4.9 | TiB2 |
| Position | Composition (at. %) | Possible Phases | ||||
|---|---|---|---|---|---|---|
| Si | Ti | N | B | C | ||
| A | 0.6 | 44.2 | 40.5 | - | 14.7 | TiNC |
| B | - | 57.1 | 23.4 | - | 19.5 | TiNC |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhuang, Y.; Cheng, H.; Wang, X.; Dong, L.; Lin, P.; Lin, T.; He, P.; Li, D.; Jin, X.; Li, J. The Wettability and High-Temperature Properties of Porous BN/Si3N4 Ceramics Bonded with SiTi22 Filler. J. Manuf. Mater. Process. 2024, 8, 279. https://doi.org/10.3390/jmmp8060279
Zhuang Y, Cheng H, Wang X, Dong L, Lin P, Lin T, He P, Li D, Jin X, Li J. The Wettability and High-Temperature Properties of Porous BN/Si3N4 Ceramics Bonded with SiTi22 Filler. Journal of Manufacturing and Materials Processing. 2024; 8(6):279. https://doi.org/10.3390/jmmp8060279
Chicago/Turabian StyleZhuang, Yanli, Hao Cheng, Xiao Wang, Limin Dong, Panpan Lin, Tiesong Lin, Peng He, Dan Li, Xinxin Jin, and Jian Li. 2024. "The Wettability and High-Temperature Properties of Porous BN/Si3N4 Ceramics Bonded with SiTi22 Filler" Journal of Manufacturing and Materials Processing 8, no. 6: 279. https://doi.org/10.3390/jmmp8060279
APA StyleZhuang, Y., Cheng, H., Wang, X., Dong, L., Lin, P., Lin, T., He, P., Li, D., Jin, X., & Li, J. (2024). The Wettability and High-Temperature Properties of Porous BN/Si3N4 Ceramics Bonded with SiTi22 Filler. Journal of Manufacturing and Materials Processing, 8(6), 279. https://doi.org/10.3390/jmmp8060279