Abstract
Engineering design of fibre-reinforced polymer (FRP) composite components requires reliable methods for measuring out-of-plane mechanical properties in the through-thickness (T-T) material direction. Within this work, existing indirect and direct test methods and geometries for measuring T-T tensile properties have been evaluated through experimental testing and finite element analysis (FEA). Experimental testing showed variations, particularly in failure properties, for both indirect (failure strengths from 10–94 MPa) and direct (failure strengths from 48–62 MPa) geometries. Results were shown to be in good agreement with FEA, which also confirmed stress concentration factors. A linear relationship between the magnitude of stress concentration factors and experimentally determined T-T tensile failure strengths was observed for all but one of the direct geometries evaluated. Improved knowledge of stress concentration factors from this work should help instil confidence for industry to use T-T tensile properties determined from these methods.
1. Introduction
Fibre-reinforced polymer (FRP) composites are seeing increasing use in engineering structures subjected to multiaxial loads including out-of-plane loads acting in the through-thickness (T-T) direction of the material. Two-dimensional FRP composites, where the fibre reinforcement is only present in-plane, have low T-T tensile properties compared to in-plane properties and can lead to damage initiation in the out-of-plane direction at relatively low loads [1]. To adequately design FRP composite components against structural failure, reliable methods for determining T-T mechanical properties are required. Accurate T-T property data can also facilitate and improve the proficiency of structural finite element analysis (FEA), whereby models can better represent structures by using the full complement of elastic properties in the principal material directions.
However, several issues accompany T-T test methods, making them more problematic compared to conventional in-plane test methods. These include the difficulty and expense of manufacturing thick laminates, consideration of size effects to give representative material data, the ability to produce specimens with a suitable gauge length of uniform stress state, edge effects and stress concentrations present at the transition between the gauge length and radius of waisted specimens [1]. Despite these difficulties, several methods for measuring T-T tensile strength and elastic properties have been proposed using either “indirect” or “direct” loading. Indirect loading methods [2,3,4,5,6] typically use flexural or compressive loading that, due the specimen’s fibre-reinforcement orientation in relation to the applied load, induces T-T tensile stress in the material. Generally indirect methods utilise simple test configurations. However, the majority are unable to measure strain for deriving elastic properties and can involve complex specimen preparation and specialist machining. Direct methods [7,8,9,10] involve loading specimens that have been “waisted” to produce a gauge length of a reduced cross-sectional area in which failure is intended. Tensile load is applied along the T-T axis through metal end-loading bars adhesively bonded to the specimen ends. Direct methods can utilise standard tensile test machine configurations but require specialist specimen machining alongside labour-intensive strain instrumentation and specimen preparation to ensure good alignment. A major advantage is the ability for most direct methods to monitor strain and therefore obtain elastic properties including Young’s modulus and Poisson’s ratios, as well as strain-to-failure.
Despite the work undertaken to date, T-T test methods remain less established in the composite test method infrastructure compared to in-plane test methods with a lack of consensus on the most suitable approach to use. This is in part due to concerns over the magnitude of stress concentrations in the different geometries and the resultant knock-down in failure strength. While detailed reviews of T-T methods have been conducted [11], these have not experimentally compared measurements made from different methods systematically on a single material system. In addition, FEA analysis across the different geometry types has not been conducted to analytically determine stress concentration factors. In support of an international standard under development [12], this study has evaluated existing indirect and direct T-T tensile test methods reported in the literature through a combination of experimental testing and FEA on a woven carbon fibre-reinforced polymer (CFRP) composite. In particular, the magnitude of stress concentrations in different geometries has been evaluated. Evaluation has focused on tensile methods, which are considered the more difficult case from a T-T testing perspective.
2. Through-Thickness Geometries
2.1. Indirect Geometries
Indirect loading methods involve applying load to a specimen in the form of compression or flexure that due to the geometry and reinforcing fibre orientation within the specimen induces a T-T tensile stress. Although still requiring specialist machining, indirect methods tend to use simple test set-ups that can be performed with minimal expense. However, not all geometries used include flat surfaces or parallel sided gauge sections for measuring strain. Three different indirect geometries, obtainable from flat laminates, were chosen to investigate, as detailed in Table 1. Engineering drawings showing key dimensions for each geometry are provided in Figure 1.

Table 1.
Summary of indirect test geometries.

Figure 1.
Engineering drawings of indirect geometries. (a) waisted cruciform, (b) cylindrical punch-out, and (c) flexural three-point bend.
2.2. Direct Geometries
Direct loading methods involve introducing T-T tensile stress into “waisted” specimens through metal end-loading bars bonded to the specimen ends. These specimens can feature parallel-sided gauge sections where strain gauges can be bonded to measure the full stress–strain response of the material. Specimen machining, bonding of end-loading bars, and strain gauge instrumentation of direct geometries makes these methods more complex and therefore expensive. Six different direct geometries were chosen to investigate as detailed in Table 2. Engineering drawings showing key dimensions for each geometry are provided in Figure 2.
Table 2.
Summary of direct test geometries.
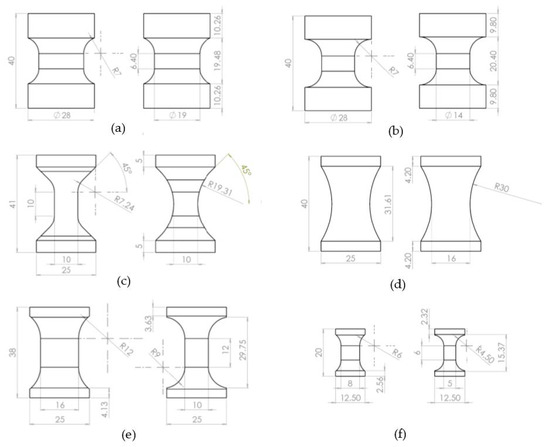
Figure 2.
Engineering drawings of direct geometries. (a) Spool A, (b) spool B, (c) bi-lateral waist, (d) RARDE Type II, (e) RARDE Type III, and (f) RARDE Type III (mini).
3. Materials and Methods
3.1. Materials
Experimental testing was undertaken on a woven CFRP with an epoxy matrix. The material was supplied in the form of a flat laminate 300 mm × 300 mm with a thickness of 52 mm and had a fibre lay-up of [+45°/0°/−45°/90°]32S. The laminate had a nominal fibre volume fraction, Vf, of 52%.
3.2. Specimen Machining and Preparation
Initially, a minimum of 20 mm was trimmed from the edge of the laminate to remove potential material imperfections. Then, specimen blanks were extracted using a 1 mm thick diamond slitting blade and machined to the required geometries (Figure 1 and Figure 2) by surface grinding using resin-bonded diamond grinding wheels. The process of surface grinding ensured that the machine-induced surface damage was minimised. Visual shadowgraph inspections were undertaken on the machined areas of the specimens to ensure machining did not produce notches or other unacceptable features, alongside ensuring that the checking dimensions were within the specified tolerances as defined in each test standard. Following machining, direct loading specimens were bonded to 316 stainless steel end-loading bars using Redux 312 epoxy film adhesive (Figure 3). Specimen ends were dry grit blasted and cleaned with isopropanol before being assembled, with the film adhesive, in alignment bonding rigs (Figure 3a). Assembled specimens were placed in an oven to cure the adhesive using the following cure cycle: 2 °C/min ramp to 120 °C, 1 h dwell at 120 °C, air cool to room temperature. Preparation for spool-type specimens differed, as these were first turned to form oversized cylindrical blanks before being bonded to internally threaded cylindrical steel end bars. Specimens were turned to the required outer diameter as a composite-steel assembly to maintain symmetry during turning and then waisted to the required geometry. Three-point bend and punch-out specimens were tested as machined. In line with the recommendations in [2], to prevent bending during loading, cruciform specimens had 2 mm thick steel beams bonded to the arms of the specimen using the procedure described above.
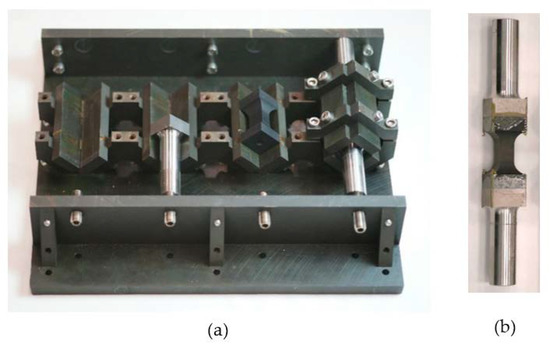
Figure 3.
Images of (a) alignment bonding rig used for bonding end-loading bars to direct geometries, and (b) example of fully bonded RARDE Type III specimen.
3.3. Mechanical Testing
T-T tensile tests were conducted on a range of Instron mechanical test frames fitted with load cells of suitable resolution for the expected failure loads of each geometry. A summary including details of the test configurations, load cell and calibration details, strain instrumentation and mechanical properties obtained from each method is provided in Table 3. All tests employed a crosshead displacement rate of 1 mm/min. Where possible, specimen cross-sectional areas for the calculation of mechanical properties were measured using a micrometer. Due to the geometry of cruciform and cylindrical punch-out specimens, this was not possible, and so dimensions were measured using a Nikon MM-60 measuring microscope.
Table 3.
Test details for different geometries tested.
3.3.1. Indirect Loading Methods
Flexural three-point bend tests were carried out in accordance with the procedure described in ISO 20975-2 [4]. Specimens were centred on 4 mm diameter support rollers spaced to give a support span of 25 mm and loaded using a 10 mm diameter-loading roller to failure (Figure 4). Beam deflection at the centreline was measured using a linear variable differential transformer (LVDT) to calculate strain. Young’s modulus (E33T) was determined between 0.01 and 0.30% strain, as prescribed in ISO 20975-2 [4]. T-T tensile stress (σ33T) was calculated from the flexural load (), span length (), specimen width (), and thickness () using the following equation:
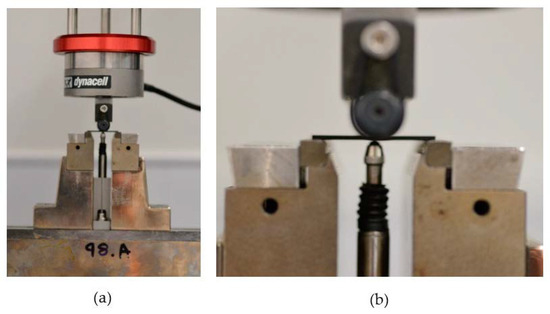
Figure 4.
Test set-up for three-point bend testing in (a) test rig, and (b) showing linear variable differential transformer (LVDT).
Cruciform specimens were tested following the method described in [2]. A bespoke U-shaped steel loading rig (Figure 5) was used to load the arms of the cruciform until failure. The rig incorporated recesses and grooves to ensure alignment during loading and was placed on a spherically seated compression platen to maintain uniform loading.
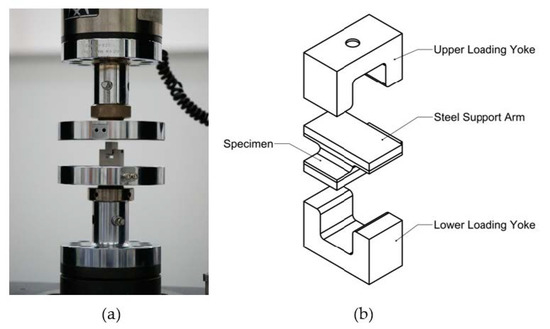
Figure 5.
Test set up for cruciform testing: (a) image of test set-up and (b) exploded diagram.
Cylindrical punch-out tests were undertaken based on the method described in [3]. To prevent bending, specimens were placed between two circular steel plates with a bore for the entry of a push rod. The plates were secured together with six M10 bolts circumferentially positioned around the plate and torqued to 5 Nm to ensure uniform pressure on the specimen. Then, a 15 mm diameter push rod was used to load the specimen until failure. The plates had recesses to ensure specimen alignment and were positioned on a spherically seated compression platen to maintain uniform loading (Figure 6).
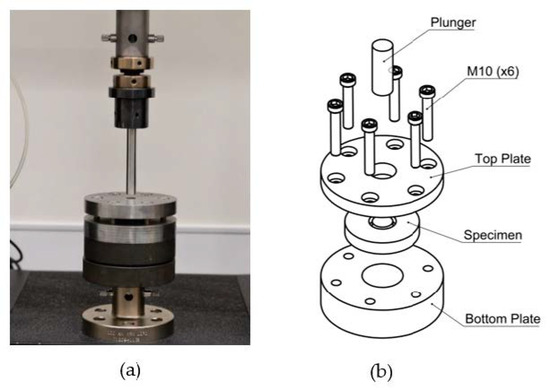
Figure 6.
Test set-up for punch-out testing: (a) image of test set-up and (b) exploded diagram.
For the cruciform and cylindrical punch-out tests, T-T tensile stress (σ33T) was calculated from the failure load () and specimen cross-sectional area () determined using the following equation:
3.3.2. Direct Loading Methods
Before testing direct specimens, test machines were aligned to minimise machine bending contributions. An alignment specimen was used to adjust the angularity and concentricity of the load string to give a minimum of Class 5 in accordance with the guidance in [13]. The only exception to this was RARDE Type III (mini) specimens, which used a self-aligning coupling fixture as shown in Figure 7a. Representative images of the test set-up for other direct loading tests are provided in Figure 7b,c. Specimens were gripped and loaded to failure through their end-loading bars in either manual or hydraulic wedge action grips. Strain was measured on test specimens using Tokyo Measuring Instruments Laboratory (TML) strain gauges bonded parallel to the loading direction at the mid-section of the specimen gauge length using cyanoacrylate adhesive. Strain gauges, either uniaxial (TML FLA-2-11) or biaxial (TML FCA-2-11) for measurement of Poisson’s ratio, with active lengths of 1 or 2 mm were used dependent on the geometry and specimen gauge length, as detailed in Table 3. Test results were considered valid if bending was <10% across front-to-back and left-to-right faces of the specimen (measured between 10–90% of the failure load). Elastic properties (E33T, ν31, and ν32) were determined between 0.05–0.25% strain. T-T tensile stress (σ33T) was calculated from the failure load (), specimen width (), and thickness () measured within the specimen gauge length using the following equation:
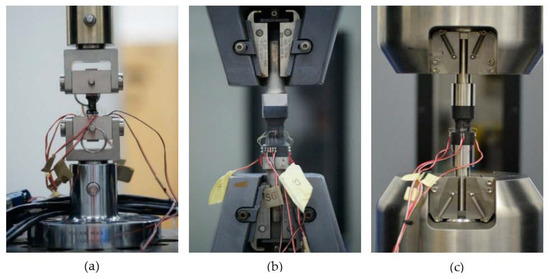
Figure 7.
Images of test set-up for (a) RARDE Type III (mini) using self-aligning coupling fixture, (b) RARDE Type III using manual wedge action grips, and (c) ASTM Spool in hydraulic wedge action grips.
3.4. Sampling and Measurement Uncertainty
At least five specimens that failed within the gauge length of the specimen were used for analysis. Unacceptable failure modes were discarded for analysis but noted as a means of assessing the repeatability of valid failures between the geometries. The uncertainty associated with a given measured property has been evaluated in accordance with the Guide to Expression of Uncertainty in Measurement (GUM) [14]. On evaluating the different uncertainty contributions, specimen to specimen variation was such that machine and instrument uncertainty contributions were considered negligible. Therefore, the reported uncertainty has been based on a Type A evaluation calculating the standard uncertainty () from the standard deviation () of measurements as:
Based on the degrees of freedom, this standard uncertainty has been multiplied by a coverage factor = 2.13 to give an expanded uncertainty (±U) providing a level of confidence of approximately 95%.
4. Finite Element Analysis
Specimen geometries were created in SolidWorks and imported into Abaqus CAE. For the direct loading cases, geometries were cut in half to create a half model to reduce model size. The model was reoriented so that the T-T direction was aligned with the z-direction. The overall laminate properties, provided by the material supplier as engineering constants (Table 4), were used to define the material behaviour as orthotropic elasticity.
Table 4.
Material properties for the [+45°/0°/−45°/90°]32S composite laminate used in finite element analysis (FEA).
The geometry was partitioned to control mesh generation and then meshed with 3D solid continuum first-order reduced integration (C3D8R) elements. The degree of mesh refinement was considered, and a highly refined mesh was used. Symmetry boundary conditions were applied at the cut face (Figure 8a). The maximum load measured experimentally was applied to each geometry as a distributed load to enable the stress distribution to be examined at the point of experimental failure. A failure criterion has not been included in the FEA model. Nodes were defined representing the locations of the four strain gauges attached to the gauge section of the samples (Figure 8b), which also shows a typical mesh. These nodes were used to output the predicted strains to give a direct comparison to the experimental strain gauge data. An element set was created that contained all elements in the layer at the midpoint of the geometry (i.e., on the symmetry face). The average predicted T-T stress (σ33T) was output from this element set. The global peak stress predicted was also recorded and the stress concentration factor (scf) calculated—this is defined as the ratio of peak individual stress to average stress.
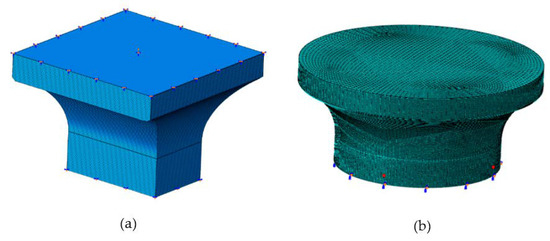
Figure 8.
(a) Geometry of the RARDE Type III specimen showing the location of the loading node on the top face of the specimen, and (b) spool A model showing typical mesh, the symmetry boundary conditions, and the location of gauge nodes (red dots).
For the indirect loading cases, the full sample geometry was modelled, including the metal backing plates for the waisted cruciform.
5. Results and Discussion
5.1. Experimental Testing
5.1.1. Indirect Geometries
The results from experimental testing of the three indirect geometries evaluated are provided in Table 5. Representative images of failed cruciform and punch-out specimens are shown in Figure 9. These show valid tensile T-T failures with failure through the thickness of the material away from any adhesive bond lines. T-T failures tend to be a mixture of inter- and intra-laminar failure and as such, it can be difficult to get exact evidence of how the failure modes progress. However, no significant difference was noted in failure surfaces between the geometries. Failure mechanisms were not considered to be responsible for differences in failure strength. It was established that three-point bend specimens will always fail on the underside of the specimen in T-T tension due to the T-T strength of FRPs being considerably lower in tension compared to compression [1].
Table 5.
T-T tensile properties determined from the testing of indirect geometries.
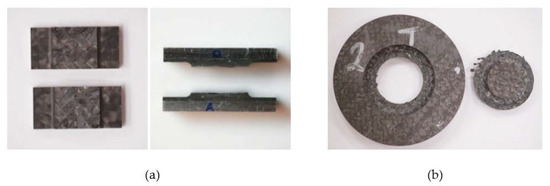
Figure 9.
Images of failed indirect geometries: (a) cruciform and (b) punch-out.
As shown in Table 5, only the three-point bend geometry could measure strain-related properties including Young’s modulus (E33T) and failure strain (εf33T). This is due to cruciform and punch-out geometries not having uniform gauge sections where strain can be measured. A value of E33T = 9.3 GPa for the three-point bend specimens is in the expected region for this material (E33T ≈10 GPa); however, it should be noted that the method was not capable of determining Poisson’s ratios. With regard to failure strength (σ33T), indirect geometries show variation with values ranging from 10 to 94 MPa. The differences in strengths are related to complex features of the geometries leading to differing levels of stress concentrations that lower the failure load of the specimens. These features include perpendicular points of curvature coinciding within the gauge length (e.g., cruciform) and small distances between points of load introduction and T-T stress regions (e.g., punch-out). This is explained in further detail in Section 5.2.1.
The three-point bend specimens produced the highest failure strength of all indirect geometries (σ33T = 94 MPa). This is likely due to the simpler geometry resulting in lower stress concentrations in addition to volumetric effects [5]. The volumetric effect arises from T-T tensile properties of FRPs being matrix dominated, making them dependent on the presence of voids and defects. As the three-point bend specimens used here have such a small volume of material in T-T tension, this leads to a lower probability of a defect being present in this region, enabling much higher strengths to be achieved. In order to account for these volumetric effects, Weibull statistical analysis can be applied. However, this requires a minimum of 30 specimens to be tested; only five were tested as part of this work.
Alongside giving lower than expected tensile mechanical properties, cruciform and punch-out geometries are difficult to machine and require the use of bespoke test rigs. They also present difficulties in measuring a cross-sectional area by standard methods in order to calculate stress. In contrast, three-point bend specimen dimensions are easily measured, and testing is undertaken using standard flexural test rigs. Whilst generally being easier to machine, specimens at such small thicknesses (1 mm) do present an issue. Within this work, the machining of some three-point bend specimens resulted in distortions attributed to the relief of residual stresses in the laminate from manufacturing. Alongside the undesirability of testing warped specimens, this also raises an issue from a sampling perspective where certain areas of the starting laminate may have higher residual stresses that could lead to higher variability in test data, depending on where specimens were extracted. It should be noted that this geometry type is also strictly limited to unidirectional materials and if applied to woven materials with a particularly coarse structure, considerably larger numbers of specimens would need to be tested.
Despite the drawbacks of the cruciform and punch-out geometries, they do enable specimens to be taken from thinner starting laminates (3–10 mm thick), which present less of an issue from a laminate manufacturing perspective.
5.1.2. Direct Geometries
The results from experimental testing of direct geometries are provided in Table 6. Representative images detailing typical failure locations are shown in Figure 10. All specimens failed in a T-T tensile mode within the body of the material. Spool specimens were the only direct geometries to have specimens rejected due to failure occurring outside of the accepted gauge length: one out of six specimens tested for Spool A, and two out of seven for Spool B. Apart from failures outside the gauge length, as with indirect geometries, no significant differences in failure surfaces were observed, and so, failure mechanisms were not deemed to be responsible for any differences in failure strength.
Table 6.
T-T tensile properties determined from testing of direct geometries.
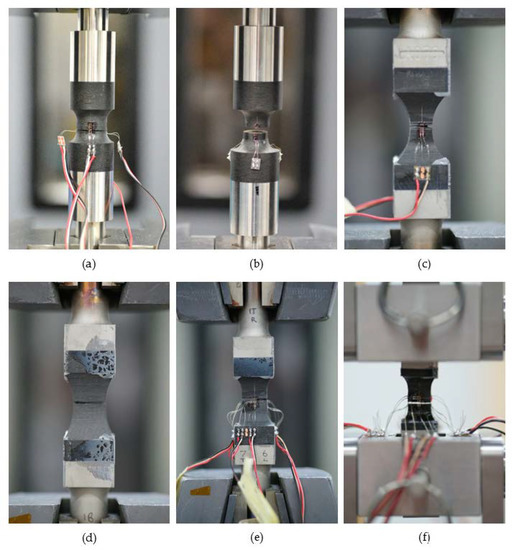
Figure 10.
Failure images of direct geometries: (a) spool A, (b) spool B, (c) bi-lateral waist, (d) RARDE Type II, (e) RARDE Type III, and (f) RARDE Type III (mini).
Of the direct geometries investigated, all but the RARDE Type II were able to measure Young’s modulus (E33T) and failure strain (εf33T), but only the RARDE Type III geometries could be used to also determine Poisson’s ratios (υ31 and υ32). Modulus values determined were all within the expected range for this material (E33T ≈10 GPa) despite some variance with E33T ranging from 9.2 to 10.9 GPa. The exact reasoning behind this has not been fully established, but could arise due to the differences in measuring strain on cylindrical as opposed to flat surfaces.
Failure strengths (σ33T) across the different direct geometries, although more consistent than indirect geometries, still displayed disparity with σ33T ranging from 48 to 62 MPa. Of all geometry types, the spool type specimens achieved the highest strengths (58 and 62 MPa for spool A and B, respectively). The differences observed, as with indirect geometries, likely result from differing stress concentrations and volumetric effects. These effects are discussed in the context of the FEA analysis in Section 5.2.2.
All direct geometries require specialist machining, with no specific geometry posing greater difficulty. An additional feature of T-T testing often not taken into consideration is the effect on test results from misalignment. Both the load string of the test machine and the specimen loading bars bonded to specimens need to be aligned sufficiently such that bending measured across front-to-back and left-to-right faces is <10% (measured between 10 and 90% of the failure load). To ensure that bending levels remain <10%, great effort and caution is required to correctly prepare and bond end-loading bars, instrument specimens with strain gauges, and align the test frame. Alongside the expense of manufacturing laminates at least 40 mm thick and specimen machining costs, these factors all contribute to making T-T testing a labour-intensive and expensive process. From this perspective, the RARDE Type III geometry is seen as a desirable method to use, as the full complement of T-T tensile elastic and strength properties can be determined in a single test. However, this geometry does produce the lowest σ33T value of all the direct geometries (48 MPa). For use in engineering applications, and to ensure structures are not over designed, it may be seen practical to analyse failure strengths in context with the stress concentration factor of the geometry as described in Section 5.2.3.
5.2. Finite Element Analysis
5.2.1. Indirect Geometries
The predicted results from FEA are shown in Table 7. The associated contour plots showing the T-T stress distribution in each of the three indirect geometries are given in Figure 11. Comparing the experimental and FEA results (Table 5 and Table 7, respectively) the predictions are close to the experimental data for the three-point bend geometry. This is also shown clearly in Figure 12, which compares the stress–strain curves for the case of three-point bend. For the cruciform and punch-out geometries, the predicted stresses are close to those measured experimentally. The predicted test machine displacements (not shown in tables) are much smaller than those measured experimentally: a factor of 10 smaller for the cruciform geometry and a factor of 4 smaller for the punch-out geometry. This is likely to be due to compliance in the test machine, which is not considered within the model. Test machine compliance arises from deformations occurring not only in the specimen but also in the test frame, load cell, and couplings that mean crosshead displacements measured from the test machine are not only attributable to the specimen and therefore cannot be used for strain determination. The effect of compliance can be seen in the cruciform experimental curves shown in Figure 13, which are plotted alongside the FEA prediction.
Table 7.
T-T tensile properties predicted from finite element analyses for indirect geometries.

Figure 11.
Stress contour plots for (a) three-point bend (b) cruciform and (c) punch-out geometries.
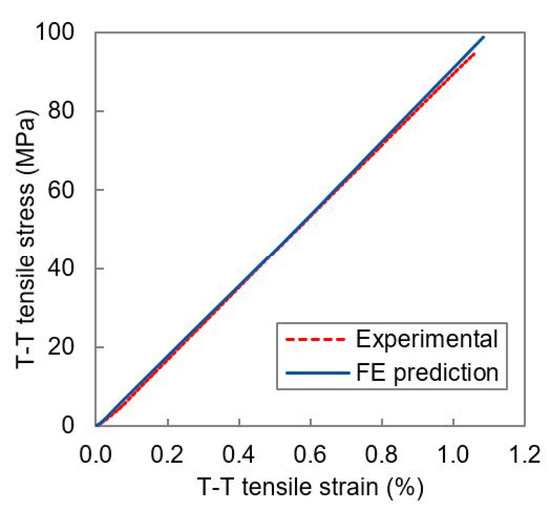
Figure 12.
Experimental and finite element analysis (FEA) predicted stress–strain curves for the three-point bend geometry.
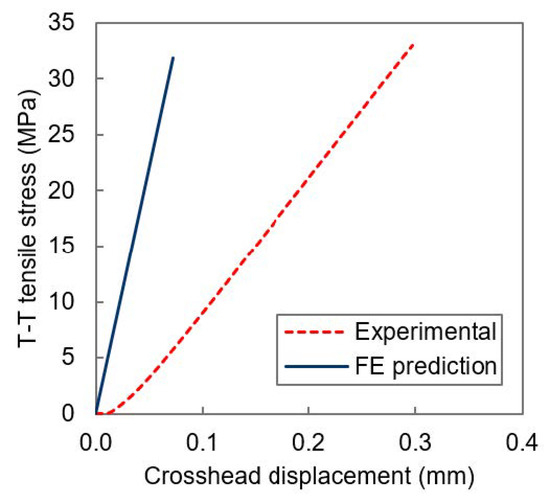
Figure 13.
Experimental and FEA predicted stress–displacement curves for the cruciform geometry.
5.2.2. Direct Geometries
The predicted results from FEA are shown in Table 8. The associated contour plots showing the T-T stress distribution in each of the six direct geometries are given in Figure 14. The location of peak stress is clearly geometry dependent. In both spool A and B type geometries and both RARDE Type III geometries, the peak stress is away from the midplane of the specimen, whilst for the bi-lateral waist and RARDE Type II geometries, the peak stress is in the mid-plane region.
Table 8.
Through-thickness (T-T) tensile properties predicted from finite element analyses for direct geometries.
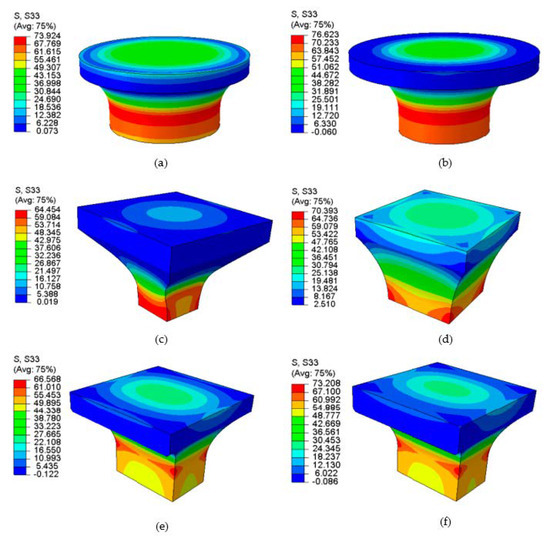
Figure 14.
Stress contour plots for (a) spool A, (b) spool B, (c) bi-lateral waist, (d) RARDE Type II, (e) RARDE Type III, and (f) RARDE Type III (mini) geometries.
Comparing the experimental and FEA results (Table 6 and Table 8, respectively), the predictions are close to the experimental data for all the geometries, as shown in Figure 15, which compares the experimental and predicted tensile stress–strain curves for five direct geometries (there was no experimental strain data for the RARDE Type II specimen). The FEA predictions align closely with the experimental data, though in the two spool-type geometries, there is a slight deviation at higher strains as the experimental stress–strain curve becomes non-linear.
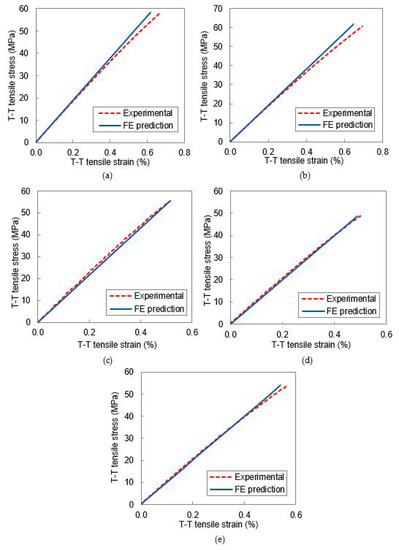
Figure 15.
Experimental and finite element (FE) predicted stress–strain curves for (a) spool A, (b) spool B, (c) bi-lateral waist, (d) RARDE Type III, and (e) RARDE Type III (mini) geometries.
5.2.3. Stress Concentrations
Table 7 and Table 8 include the predicted stress concentration factors for the indirect and direct geometries, respectively. For the indirect geometries, the cruciform configuration has a large stress concentration factor and the lowest tensile failure strength. The three-point bend and punch-out geometries have similar stress concentration factors but very different strengths. This difference can in part be explained from volumetric effects with three-point bend specimens being much smaller; however, it is unlikely to completely account for such large discrepancy.
For the direct loading cases, the three geometries with the lowest stress concentration factors have the highest strengths, although it does not follow that the geometry with the lowest stress concentration factor has the highest strength. The three RARDE geometries have higher stress concentration factors with the RARDE Type III displaying the highest stress concentration factor (scf = 1.37) and the lowest strength (48 MPa). Plotting failure strength against stress concentration factor shows the existence of some outliers (Figure 16). The RARDE Type III (mini) geometry has a slightly higher strength (54 MPa) than expected based on the high stress concentration factor (scf = 1.36). This is also likely to result from a volumetric effect. Conversely, the bi-lateral waist geometry has a lower strength than expected (scf = 1.17, σ33T = 55 MPa). The value of 1.17 for the geometries stress concentration factor is in good agreement with the findings from Hoffman et al. [8], who reported a value between 1.1 and 1.2. The bi-lateral waist specimen is the only geometry in which there is a large peak stress area in the gauge region (Figure 14c), meaning that these peak values will have been included in the calculation of the average stress in the gauge region. Hence, the difference between the average stress and the peak stress will not be as large as it would have been if the peak stress was away from the gauge region.
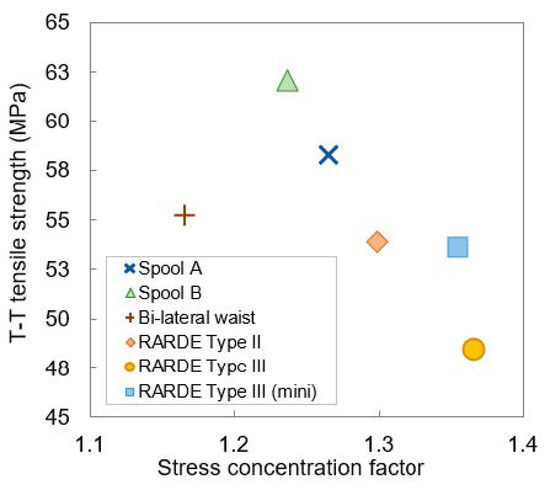
Figure 16.
Failure strength plotted against stress concentration factor for all indirect geometries.
The cross-sectional area of the six direct geometries varies quite significantly, from 40 mm2 for the RARDE Type III (mini) to 283 mm2 for the spool A geometry. A Weibull analysis can be considered to take volumetric effects into account by calculating the effective volume of each geometry, as described in [5]. The predicted stress and element volume can be output for every element in the FEA model, and these data alongside the Weibull modulus calculated experimentally can be used to obtain an effective volume. For Weibull modulus calculations, the suggested number of experimental tests is 30, but in this work, only five specimens of each geometry were produced. This meant that any variability in the experimental data from these small numbers of samples had a large influence on the Weibull calculations, and hence, no clear trends between effective volume and strength or stress concentration factor were observed. A systematic study conducting Weibull analysis across the different geometries may be useful and could establish the dependency of strength effects when looking at either volume or surface distributed flaws.
6. Conclusions
Test standards provide a platform for industry to obtain reliable and accurate material property data. However, developed standards only become utilised when industry has confidence in the data they produce. Without this confidence, engineers and designers of safety critical load bearing structures may look to alternative sources for material properties including theoretical or assumed values. Such practice can lead to under- or over-designed structures either compromising structural integrity or resulting in excessively conservative design. This lack of confidence has been expressed in proposed standards for obtaining T-T tensile mechanical properties of composites. The findings detailed below from this work, in particular those addressing the concerns of stress concentration factors, should help instil confidence in the use of T-T tensile methods. Assessment has focused on tensile methods as the most difficult case to consider from a T-T testing perspective compared to compression or shear. The direct geometries evaluated can also be utilised for T-T compression; however, different geometries and methods altogether are required for T-T shear.
- Cruciform and punch-out indirect geometries provide low T-T failure strengths as a result of high stress concentrations, particularly in the cruciform geometry. These methods are also unable to determine elastic properties.
- Of the indirect geometries, the flexural three-point bend method provides the most suitable approach being able to determine T‑T Young’s modulus and strain-to-failure alongside failure strength. However, volumetric effects do need to be considered through Weibull statistics to give representative material property data. In addition, the method is strictly only suitable for unidirectional materials, and higher specimen numbers would be required to characterise woven materials with coarse fabric structures.
- Direct geometries showed greater consistency with regard to T-T strength and elastic properties. Discrepancies are still present, particularly for failure strength, which is attributed to stress concentration factors and volumetric effects. In all geometries excluding the bi-lateral waist, T‑T failure strength has been shown to scale linearly with stress concentration factor. Further work to increase the confidence in stress concentration values determined by FEA would provide increased knowledge for industry to use T-T properties determined from these methods.
- No direct geometry presents more difficulty with respect to testing practicality. Of all the geometries, only the RARDE Type III geometries (large and mini—which enables T-T properties to be measured on specimens extracted from thinner laminates of ≈20 mm) can determine strength properties and the full complement of elastic properties. Obtaining all properties from just one specimen reduces machining and testing costs compared to other specimen types.
- Further work building on Weibull analysis techniques could investigate the effect of volumetric and surface distributed flaws across the different geometries.
- Whilst the machining was closely inspected throughout this work to ensure minimal effects of surface-induced damage and out-of-tolerance geometries, these factors could also be variables altered to assess influence on failure strength.
Author Contributions
Conceptualization, M.G., R.S. and R.P.; Methodology, R.P.; Formal Analysis, R.P., M.P., L.C. and M.G.; Investigation, R.P.; Resources, M.G.; Data Curation, R.P., M.P. and L.C.; Writing—Original Draft Preparation, R.P.; Writing—Review and Editing, R.P., L.C. and M.G.; R.S.; Supervision. All authors have read and agreed to the published version of the manuscript.
Funding
This work forms part of the “Advanced Manufacturing Programme” funded by the National Measurement System, part of the Department for Business, Energy and Industrial Strategy (BEIS), as part of its support of the technological competitiveness of UK industry.
Acknowledgments
The authors wish to gratefully acknowledge Rolls-Royce for supplying the material used in this work.
Conflicts of Interest
The authors declare no conflict of interest.
References
- Broughton, W.R. Through-thickness testing. In Mechanical Testing of Advanced Fibre Composites, 1st ed.; Hodgkinson, J.M., Ed.; Woodhead Publishing: Cambridge, UK, 2000; pp. 143–168. ISBN 1-85573-312-9. [Google Scholar]
- Gerlach, R.; Siviour, C.R.; Wiegand, J.; Petrinic, N. In-plane and through-thickness properties, failure modes, damage and delamination in 3D woven carbon fibre composites subjected to impact loading. Compos. Sci. Technol. 2012, 72, 397–411. [Google Scholar] [CrossRef]
- Shaw, R.M.; Sims, G.D. Through-Thickness Tensile Testing of Polymer Matrix Composites; Measurement Note DEPC-MN 007; National Physical Laboratory: Teddington, UK, 2004. [Google Scholar]
- ISO 20975-2:2018. Fibre-Reinforced Plastic Composites—Determination of Laminate Through-Thickness Properties. Part 2: Determination of the Elastic Modulus, the Strength and the Weibull Size Effects by Flexural Test of Unidirectional Laminate, for Carbon-Fibre Based Systems; International Organization for Standardization: Geneva, Switzerland, 2018. [Google Scholar]
- Hara, E.; Yokozeki, T.; Hatta, H.; Iwahori, Y.; Ishikawa, T. Comparison of out-of-plane tensile moduli of CFRP laminates obtained by 3-point bending and direct loading tests. Compos. Part A 2014, 67, 77–85. [Google Scholar] [CrossRef]
- ASTM D6415-06. Standard Test Method for Measuring the Curved Beam Strength of a Fiber-Reinforced Polymer-Matrix Composites; American Society for Testing and Materials: West Conshohocken, PA, USA, 2013. [Google Scholar]
- ASTM D7291-15. Standard Test Method for Through-Thickness “Flatwise” Tensile Strength and Elastic Modulus of a Fiber-Reinforced Polymer Matrix Composite Material; American Society for Testing and Materials: West Conshohocken, PA, USA, 2013. [Google Scholar]
- Hoffman, M.; Zimmermann, K.; Middenhorf, P. Determination of the Through-Thickness Strength Properties to Predict the Failure of Thick-Walled Composite Lugs. In Proceedings of the 20th International Conference on Composite Materials (ICCM 2015), Copenhagen, DK, 10–24 July 2015. [Google Scholar]
- Ferguson, R.F.; Hinton, M.J.; Hiley, M.J. Determining the Through-Thickness Properties of FRP Materials. Compos. Sci. Technol. 1998, 58, 1411–1420. [Google Scholar] [CrossRef]
- Broughton, W.R.; Gower, M.R.L.; Loderio, M.J.; Shaw, R.M. Through-Thickness Testing of Polymer Matrix Composites; Measurement Note MATC (MN) 06; National Physical Laboratory: Teddington, UK, 2001. [Google Scholar]
- Olsson, R. A survey of test methods for multiaxial and out-of-plane strength of composite laminates. Compos. Sci. Technol. 2011, 71, 773–783. [Google Scholar] [CrossRef]
- ISO/CD 20975-1. Carbon Fibre-Reinforced Plastics—Methods for Measurement of Through-Thickness Laminate Properties—Part 1: Direct Tension and Compression; International Organization for Standardization: Geneva, Switzerland, 2018. [Google Scholar]
- Kandil, F. A Procedure for the Measurement of Machine Alignment in Axial Testing; VAMAS Report No. 42; National Physical Laboratory: Teddington, UK, 2001. [Google Scholar]
- BIPM; IEC; IFCC; ILAC; ISO; IUPAC; IUPAP; OIML. Evaluation of Measurement Data—Guide to the Expression of Uncertainty in Measurement (GUM); Technical Report 100:2008; Joint Committee for Guides in Metrology: Serves, France, 2008. [Google Scholar]
















Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).