Abstract
New technologies in the automotive industry require lightweight, environment-friendly, and mechanically strong materials. Bast fibers such as kenaf, flax, and hemp reinforced polymers are frequently used composites in semi-structural applications in industry. However, the low mechanical properties of bast fibers limit the applications of these composites in structural applications. The work presented here aims to enhance the mechanical property profile of bast fiber reinforced acrylic-based polyester resin composites by hybridization with basalt fibers. The hybridization was studied in three resin forms, solution, dispersion, and a mixture of solution and dispersion resin forms. The composites were prepared by established processing methods such as carding, resin impregnation, and compression molding. The composites were characterized for their mechanical (tensile, flexural, and Charpy impact strength), thermal, and morphological properties. The mechanical performance of hybrid bast/basalt fiber composites was significantly improved compared to their respective bast fiber composites. For hybrid composites, the specific flexural modulus and strength were on an average about 21 and 19% higher, specific tensile modulus and strength about 31 and 16% higher, respectively, and the specific impact energy was 13% higher than bast fiber reinforced composites. The statistical significance of the results was analyzed using one-way analysis of variance.
1. Introduction
New and functional materials with high mechanical performance, dimensional stability, and lightweight are the demands of the modern automotive industry [1,2,3]. There are strict regulations from legislation forcing the industry to reuse and recycle the materials for environmental protection [4]. So far, the most successful reinforcements in the industry are glass fibers; yet their use is criticized because of the issues such as high weight (density 2.5–2.59 g/cm3), non-renewability, and health hazards during processing [5,6,7]. There is an increasing interest in the use of bast fibers such as flax, kenaf, and hemp fibers [8,9] because of their excellent specific mechanical properties, low density (1.2–1.5 g/cm3), renewability, CO2 neutrality, good life cycle assessment characteristics, and widespread availability [10,11]. Some of them have modulus close to the glass fibers but have much lower strength. However, they have good specific mechanical properties because of their low density that makes them a preferable alternative to the glass fibers in applications where the demands are stiffness and lightweight [12].
Despite the promising properties, bast fibers have certain drawbacks such as low mechanical properties, hydrophilicity because of the presence of polar hydroxyl groups that hinder the fiber-matrix interaction especially with polyolefins, low thermal stability, and uneven fiber quality because of agricultural factors (soil, growth, climate, harvesting) [13,14]. In Europe, bast fiber-reinforced composites are frequently used in the automotive sector predominantly in semi-structural applications [14,15]. Their use in structural applications is restricted because of their limited mechanical profile that is not comparable to glass fibers. Hybridization is an approach that can improve the low mechanical profile of bast fiber composites. It involves the partial replacement of bast fibers in the composites with high-performance fibers such as glass, carbon, or recently basalt fibers [16,17,18,19]. Basalt fibers are natural fibers of inorganic origin and because of their environment-friendly processing and recyclability are considered a sustainable alternative to glass fibers [20]. Their mechanical and thermal properties are better than glass fibers and being a sustainable material have a better future in the circular economy [21,22,23]. The main attraction of bast fiber reinforced composites is their natural, sustainable content. The advantage of hybridizing bast fibers (natural fibers) with basalt fibers (high strength natural fibers) is the improvement of the mechanical performance of bast fiber composites without decreasing the amount of their natural sustainable content [24,25,26].
The automotive industry is keenly selective in choosing the matrix. It should have strict specifications such as good flexural and impact strength, thermal stability, and short processing time. The most commonly used thermoplastic matrix is polypropylene (PP) because of its good thermomechanical properties, easy processability, and possibility of recycling by reprocessing and no release of volatile organic compounds [10,27]. In our previous work, we have investigated the bast/basalt fibers hybridization in polypropylene matrices [26]. The challenges with polypropylene are its incompatibility with polar bast fibers, limited applications at high temperatures, and structural applications [28,29]. Thermoset polymers are especially suitable for natural bast fibers because of their reactive functional groups that can bond with the hydrophilic bast fibers [12]. Common thermosets used for natural fibers are unsaturated polyester and vinyl ester resins [30]. However, the downside is the release of styrene (a potential carcinogenic) during their processing and use. Other thermoset matrices are phenolic resins with excellent heat resistance, rigidity, and dimensional stability [31]. Their drawback is the emission of formaldehyde (carcinogenic) that causes respiratory problems and eye irritation [32].
A group of eco-friendly formaldehyde-free, single component thermoset acrylic-based polyester resins for bast and wood fibers are the Acrodur resins from BASF SE, that fulfill the specifications required in the automotive sector [33]. They have short crosslinking time, easy handling, and safe processing [34]. Previous work by various authors and the industry with these resins has shown their excellent binding potential with natural plant fibers, reduced processing cost because no surface treatment of the natural fibers is required, improved thermal stability [35,36,37,38], and no release of organic substances like formaldehyde or phenol during crosslinking or processing. The only by-product during curing is water, making them an extremely low to non-volatile organic compound releasing environment-friendly substitute of traditional thermosets. Before curing, the resins behave like thermoplastics allowing processing by the methods available for thermoplastics, and after curing, they behave like conventional thermosets being hydrophobic and resistant to wear. The resins are available in solution and dispersion forms. The dispersion form is a latex-modified version of the solution form and offers more ductility for applications where the impact characteristics are required [34,39].
This research work aims to study the enhancement of the mechanical properties of bast fiber reinforced acrylic resin (Acrodur) composites by hybridization with basalt fibers. A mixture of flax and kenaf fibers (1:1) was used as bast fibers. The basalt fibers with a size suitable for thermosets were used as high-performance fibers. The hybridization was studied in pure solution and dispersion form resins, as well as, in a 1:1 mixture of solution and dispersion forms to study if the resin forms or their mixture influence the composite properties. The focus was to develop materials for automotive interior parts which can later be applied to other industrial sectors.
The first step in composite fabrication was the production of natural fiber mats by carding and needling. The needled mats were impregnated with resins in a dipping process using a foulard coating machine. Afterward, the prepregs were compression molded to composites for further characterization. The mechanical performance of the composites was studied by analyzing their mechanical properties such as tensile, flexural, and Charpy impact strength. In automotive applications, the density of the materials is a very important factor because it determines the specific strength of the materials (strength to weight ratio). Lightweight and high-strength materials are considered suitable for this sector [40]. Therefore, in this work, the mechanical properties have been discussed as specific mechanical properties. Several manual steps involved in the production of fiber mats and the resin impregnation process cause density variations in the composites. This issue was resolved to some extent by density normalization and provided a sensible comparison of the properties. The dispersion in data is common while studying the mechanical properties of natural fiber reinforced composites [41,42,43]. Therefore, the data of the mechanical properties was analyzed for its statistical significance by one-way ANOVA (analysis of variance), the statistical tool with multiple comparisons using Minitab. The experimental design was the study of the influence of two variables, basalt fiber content and resin forms, at the specific flexural, tensile, and Charpy impact energy response factors.
The thermal behavior of the composites was studied by differential scanning calorimetry (DSC) and thermogravimetry (TGA) analysis to define the processing parameters and thermal stability of the composites after curing. Furthermore, the fiber-matrix interactions were studied by scanning electron microscopy (SEM) of the composites.
2. Materials and Methods
2.1. Acrylic Polyester Resins
Two forms of the acrylic resins, solution, and dispersion supplied by BASF SE were used as matrix. The solution form (S) of the resin has two components, polycarboxylic acid and a polyalcohol (crosslinking agent), which in the curing reaction above 130 °C forms a polyester. In the dispersion form (D), the polycarboxylic acid component is modified with latex that produces a latex-modified polyester with the polyalcohol after curing (Figure 1).
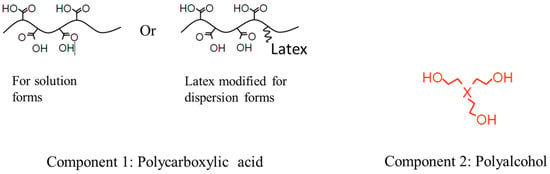
Figure 1.
Polycarboxylic acid and polyalcohol components of the resin react at a temperature >130 °C in curing reaction to form a polyester [33].
Both forms can also be mixed in various ratios to tailor the properties from hard to brittle, and to adjust their viscosity. In this work, the solution and dispersion forms were mixed (DS) in a 1:1 ratio to study the impact of their combination on the composite properties. The resins have an initial water content of around 50 wt. % and can be further diluted with water to allow improved impregnation of the reinforcement [33]. The technical specifications of the used acrylic resins are provided in Table 1.

Table 1.
Technical information about acrylic based polyester resins from manufacturer [33].
2.2. Reinforcement Fibers
There are some characteristics associated with bast fibers such as naturally occurring irregularities and shortfalls because of weather conditions or the regional cultivation conditions. These issues are almost impossible to control and therefore it is often recommended in the industry to use a mixture of bast fibers to have a broad range of properties and to avoid their shortfall [38,44,45]. Hence, a mixture of 50 wt. % (weight percent) flax (FL) and 50 wt. % kenaf (KE) fibers was used as bast fibers in this work. They were supplied by J. Dittrich & Söhne Vliesstoffwerk GmbH, Ramstein, Germany, with a cut length of approximately 110 mm. Basalt fibers with a thermoset compatible coating (BA) were developed and provided by Deutsche Basalt Faser GmbH, Sangerhausen, Germany, with a cut length of approximately 100 mm.
The supplied fibers were tested for their linear density by the vibration method according to DIN EN ISO 1973 [46] and the tensile properties according to DIN EN ISO 5079 [47] using a Favigraph from Textechno Herbert Stein GmbH & Co. KG. The measurements were conducted at a clamping length of 20 mm and with a 20 mm/min test speed. The pre-load weight needed to stretch the fibers according to the linear density was 1000 mg for basalt fibers and 10,000 mg for bast fibers. For each fiber type, at least thirty fibers were analyzed and the results are summarized in Table 2. The analysis shows high linear density (81 and 121 dtex) and high breaking force (269 and 437 cN) for bast fibers. This is because the bast fibers are coarser and consist of irregular bundles with variable number of elementary fibers. On the other hand, basalt fibers are fine and brittle, but compared to the bast fibers have almost double the elongation and tenacity. The properties of basalt fibers showed a good correlation with the data provided by the supplier.
Table 2.
Properties of applied fibers (as received).
2.3. Composite Production
In material development, the implementation of new materials is convenient when they are processable by established technologies. The common way of producing automotive parts with natural fibers is by compression molding of nonwoven mats because of the simplicity, reproducibility, and low cycle time of the process. [14,48,49]. In this work, composites were prepared by established processing methods such as carding, resin impregnation, and compression molding. The following section provides the systematic details of the composite production process.
2.3.1. Fiber Mats Manufacture by Carding
Carding is a very important step in the process of composite production. Several manual steps such as fiber feeding and the collection of carded fibers at this stage cause density variations in the composites. It was quite challenging to card thin and fine basalt fibers. They stuck to the roller cards and blocked their rotation. Therefore, the carding process was intensely optimized to find the safe process window for the production of homogeneously mixed nonwovens without fiber damage. As a result, basalt fibers were always fed in the carding machine sandwiched between the hard and coarse bast fibers.
After carding, thin fiber layers (fiber web) were produced with evenly distributed and oriented fibers free from contaminations such as shives, soil, and short fibers. These thin fiber layers were collected over a roller rotating in a clockwise direction until a web mass of homogeneous area weight of approximately 1150 ± 100 g/m2 was achieved. The process of fiber web collection is shown in Figure 2. The fibers were predominantly oriented lengthwise in the web, in the machine direction. The cross-layer was not used in the carding line because isotropically oriented fibers for better strength properties in the production direction were intended.

Figure 2.
(a) Supplied basalt, flax and kenaf fibers; (b) fiber web with oriented and evenly distributed fibers after carding.
After carding, the fiber webs were needled for compaction (Figure 3). The needled fiber mats were stable enough for further processing by resin impregnation and compression molding.
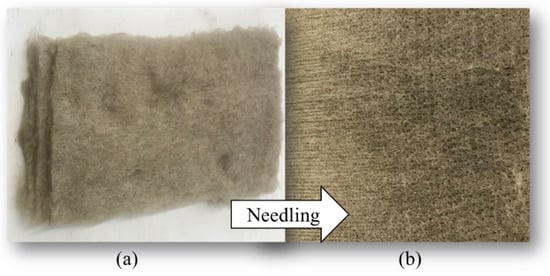
Figure 3.
(a) Fiber mass after carding; (b) needled fiber mass.
At this stage, two types of nonwovens were prepared for further resin impregnation. One of them with only bast fibers (50 wt. % mixture of flax and kenaf fibers) and the second one with hybrid bast and basalt fibers (70 wt. % bast fibers + 30 wt. % basalt fibers).
2.3.2. Resin Impregnation and Compression Molding
The fiber mats of 190 × 250 mm dimensions were impregnated manually with approximately 30 wt. % of the acrylic resins so that in the final composite, there was about 23 wt. % of the resin (100g fibers + 30g resin). The impregnated fiber mats were passed through the rollers of the foulard coating machine rotating at a speed of 2 mm/min and 4 bar pressure. The function of the foulard is to squeeze the excess matrix from the fabrics and to achieve an effective penetration and distribution of the resin throughout the fiber mats (Figure 4a). Since the matrix was colorless, a small amount of dye was added for a visual inspection of the resin penetration in the fiber mats. The prepregs were left for about 24 h at room temperature for drying.
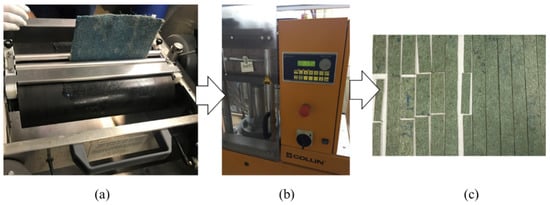
Figure 4.
(a) Resin impregnation using foulard coating machine; (b) compression molding of prepregs; (c) test specimen cutting from cured laminates.
The dried prepregs were compression molded to flat plates of about 2 mm thickness. Medina et al. [35] showed in their study that the mechanical properties of acrylic resin bast composites are dependent on the compression molding parameters such as pressure and time. A pressure above 60 bar results in fiber damage, which significantly affects the mechanical properties of the composites. In the automotive sector, press time is a very important economic factor. A short press time is recommended to achieve a short cycle. In this work, the prepregs were compression molded at 150 °C and 30 bars for about 3 min (under serial conditions the press time can be reduced significantly, even possible under 60 s, by increasing the mold temperature). The compression molded samples were characterized for their mechanical, thermal and morphological properties. The abbreviations and compositions (wt. %) of the composites are given in Table 3.
Table 3.
Abbreviation and composition (wt. %) of the composites.
The test specimens for mechanical analysis (flexural, tensile and Charpy impact) were cut from the composite plates using cutting dies of the specific dimensions. The details of testing standards, specimen geometry, and test parameters are given in Table 4.
Table 4.
Test procedures, standards and parameters for the mechanical characterization of composites.
3. Results
3.1. Thermal Analysis
This section provides an insight into the thermal behavior of the composites.
3.1.1. Thermogravimetric Analysis
The uncured resins and their composites were analyzed by TGA and DSC to understand the processing parameters and thermal stability of the materials. As an example, the TGA and DSC analysis of the acrylic resins mixture (DS) and its composites are shown below. The uncured resins were dried in an oven at about 50 °C for 5 h to reduce moisture before thermal analysis.
Figure 5a shows the TGA analysis (weight loss and derivative TG) of the uncured resins mixture (DS) at a heating rate of 20 °C from 25 to 500 °C. The derivative curve shows a first degradation step approximately from 50 to 100 °C that may be an indication of the evaporation of adsorbed moisture and ends quite early. The reaction between the acid and alcohol components of the resin, producing polyester and water, starts most probably at about 110 °C. The degradation step (starting at about 200 °C) could be because of the decomposition of polyester and the formation of some volatile components such as carbon monoxide, carbon dioxide, methane, ethylene, and acetylene. The degradation step at ~300 °C most probably represents the oxidation of volatile and charred products [53,54]. A comparison of weight loss (%) of the uncured resin and composites is shown in Figure 5b. Curve 1 shows a weight loss of about 60% showing the remaining 40% of the resin at 500 °C. Curve 2 is the analysis of the composite with 77 wt. % bast fibers and 23% resin. The bast fibers at 500 °C completely degrade producing water and carbon dioxide and approximately 10% of the remaining matrix. Curve 3 presents the analysis of the composite with approximately 23 wt. % basalt fibers, 23 wt. % matrix, and 55 wt. % bast fibers. At 500 °C, bast fibers degrade and approximately 33% of the residue remains, consisting mostly of basalt fibers.
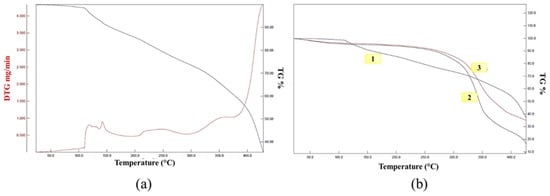
Figure 5.
(a) Thermogravimetric analysis (TGA) of uncured mixture acrylic resin; (b) Uncured mixture resin (curve 1), DS/KEFL (curve 2), and DS/23BA/KEFL (curve 3).
Figure 6 presents the percent weight loss and the derivative thermogravimetric analysis of the composites. The traces of moisture can be seen in a region of 50–100 °C. This is because bast fibers have an inherent moisture content that according to literature is favorable for the fiber-matrix interaction [55,56]. Therefore, the bast fibers in this project were processed without preliminary oven drying. The degradation stage from about 200 to 360 °C might be because of the degradation of the components such as pectin, lignin, and cellulose, and the production of volatile products. The last stage is due to the oxidation of volatile and charred products as mentioned in the literature about the typical three step degradation process of natural cellulosic fibers [57]. The inherent strength and thermal resistance of basalt fibers in hybrid composites delay the degradation process, as can be seen in the TGA curves of hybrid composite (Figure 5b, curve 3) and derivative TG in Figure 6b. This indicates that the basalt fibers in hybridization with bast fibers might also support sustaining the degradation of the composites at elevated temperatures.
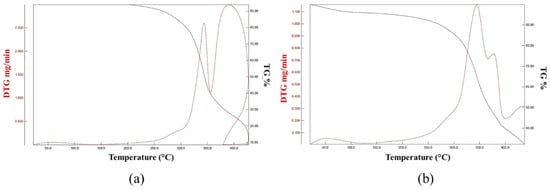
Figure 6.
TGA analysis of mixture resin composites: (a) DS/KEFL; (b) DS/23BA/KEFL.
3.1.2. Differential Scanning Calorimetry
Figure 7a shows the DSC analysis of uncured resin mixture and Figure 7b shows the scans of its composites at a heating rate of 20 °C from 25 to 250 °C. The first heating scan of uncured resin mixture (Figure 7a, curve 1) shows a peak between 100 and 170 °C, which is most probably due to the curing of the resin. This peak disappears in the second heating scan (Figure 7a, curve 2). The heat of reaction (∆HDS) calculated for this peak was about 145 J/g.
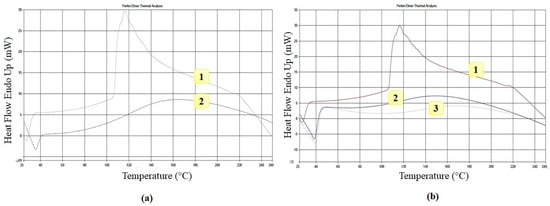
Figure 7.
Differential scanning calorimetry (DSC): (a) First heating scan (curve 1) and second heating scan (curve 2) of uncured acrylic resin mixture (DS); (b) first heating scans of acrylic resins mixture (curve 1), DS/KEFL (curve 3) and DS/23BA/KEFL (curve 2).
In this work, the composites were cured at 150 °C (manufacturer’s recommendation > 130 °C) and their scans can be seen in Figure 7b, curves 2 and 3. The flat peaks from 120 to 220 °C represent most probably the post-curing peaks. From the post-curing peaks (Figure 7b), the residual heat of composites (∆HDS) was calculated as 44 and 41 J/g for DS/KEFL (curve 3) and DS/23BA/KEFL (curve 2). This corresponds to a composite matrix degree of curing of about 69 and 72% for bast and hybrid composites, respectively, when cured at 150 °C for 3 min, which is quite close to the expectations under these conditions [58,59].
3.2. Mechanical Analysis
This section presents the specific mechanical properties of the composites and their statistical analysis. The specific values of the properties were calculated for each specimen by dividing the measured value of the property by the density of that sample. After that, the mean and standard deviation were calculated for the specific properties. The density of the specimens was calculated from their weight, height, width, and length.
3.2.1. Flexural Analysis
Flexural properties are preferred for composites in structural applications because they focus on both tensile and compressive failure modes. They are determined in order to study the ability of the material to resist deformation under load. For each composite, at least five valid tests were performed. The average flexural properties, density, specific properties, and the standard deviations (StDev) are given in Table 5.
Table 5.
Flexural mechanical properties of composites.
Figure 8 presents a comparison of the specific flexural moduli and strengths of the composites. It can be observed that the properties of hybrid composites are significantly higher than the bast fiber composites. The specific modulus of hybrid composites is on average about 21% and strength about 19% higher compared to the bast composites.
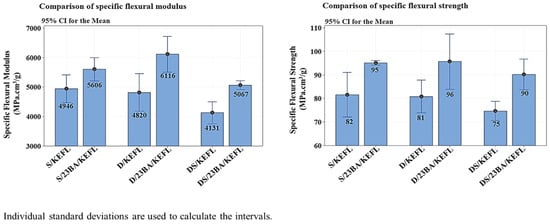
Figure 8.
Comparison of specific flexural modulus and strength of composites.
The dispersion and solution resin composites show nearly the same average modulus and strength, although it was expected that the dispersion resin (latex modified) composites will have lower flexural properties compared to the solution resin composites [60]. However, the reason that the difference in resins cannot be realized might be because of the very low amount of resin in the composites. In the resin mixture composites, however, average specific flexural properties much lower than both the dispersion and solution resin composites indicate the influence of dispersion form in the resin mixture.
The equality of the means of the flexural analysis results was compared using one-way ANOVA statistical analysis and the key results are presented in Table 6. A p-value less than or equal to the significance level of 0.05 means that the influence of the factor is statistically significant and higher means no statistical significance. The influence of the factors is checked formally using grouping information (GI) from the Tukey method and 95% confidence interval (CI) [61]. According to the Tukey method, the means that do not share a letter are significantly different. The standard error of regression (SE) is an indicator of how far fall the data values from the fitted values and is measured in the units of the response variable [62,63]. In this case, the experimental design was the study of the influence of basalt fiber content (factor) at two levels (0 and 23 wt. %) and resin types (factor) at three levels (solution, dispersion, and mixture) at two response variables, specific flexural modulus and strength of the composites.
Table 6.
Comparison of the means equality using one way analysis of variance—specific flexural analysis.
The data in Table 6 shows that the addition of basalt fibers causes a significant increase in the flexural properties of the composites (p-value = 0.000). The Tukey method divides bast composites (0 basalt content) in group “A” and hybrid bast/basalt composites (23 wt. % basalt) in group “B” that indicates that the two groups are significantly different from each other. A comparison of the means of solution, dispersion, and mixture resin composites shows that the specific flexural modulus of dispersion resin (A) is significantly different than the mixture resin composites (B). In terms of specific flexural strength, the analysis shows no significant influence of the resin types, they share the same letter “A”. The statistical analysis of the results is quite similar to the analysis of the raw data (Figure 8).
3.2.2. Tensile Analysis
The tensile properties of the composites are greatly influenced by fiber strength, modulus, and orientation. Table 7 presents the tensile analysis of the composites as average values of at least five valid tests on each material.
Table 7.
Tensile analysis of composites.
Figure 9 presents the comparison of the specific tensile modulus and strength of the composites. The average specific tensile modulus and strength of hybrid composites are significantly higher than for bast-fiber-only composites. The specific tensile modulus of hybrid composites is on an average about 31% and strength about 16% higher compared to only bast fiber composites.
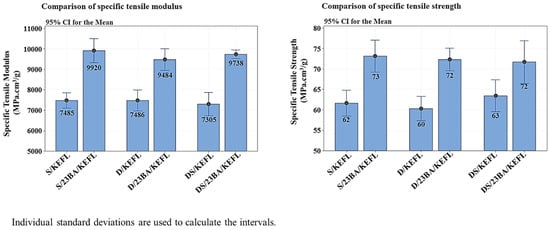
Figure 9.
Comparison of specific tensile modulus and strength of composites.
The solution, dispersion, and mixture composites have almost the same average specific tensile modulus and strength. The influence of the resin form on the tensile properties cannot be established with certainty. It might be because the amount of resin is very small in the composites and the influence of fibers at the tensile properties is dominant.
The statistical significance of results was analyzed by one-way ANOVA. The influence of basalt fiber content and resin forms at the response factors, specific tensile modulus and strength is shown in Table 8.
Table 8.
Comparison of the equality of means using one way analysis of variance—specific tensile analysis.
It can be seen that the addition of basalt fibers in the bast fiber composites has a significant influence on the tensile properties of the composites (p-value = 0.000). The grouping information (GI) from the Tukey method and 95% confidence interval (CI) assigns a different letter to the bast and hybrid bast/basalt composites indicating significantly different composites. A comparison of the means in terms of the resin forms shows that they are statistically the same. No significant influence of the resin forms can be established on the specific tensile modulus and strength of the composites.
3.2.3. Charpy Impact Analysis
The impact strength of the composites was tested by Charpy impact analysis that determines the amount of energy absorbed by a material during fracture. The results are presented in Table 9 as average values of at least five valid tests for each material.
Table 9.
Charpy impact analysis of composites.
Figure 10 provides a comparison of the Charpy impact energy absorption of the composites. The specific impact energy of hybrid bast/basalt composites is significantly higher than their respective bast fiber composites. The specific impact energy for hybrid composites is on an average approximately 13% higher than bast-only composites.
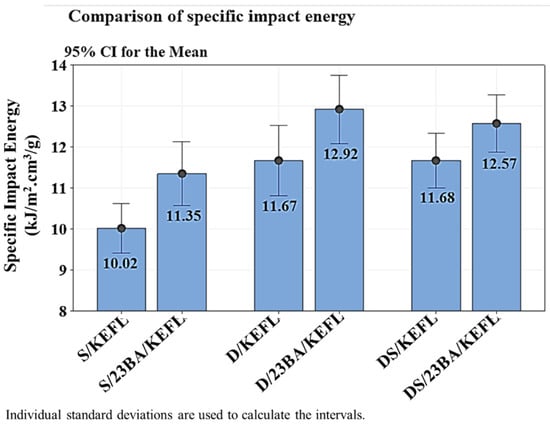
Figure 10.
Comparison of specific impact energy of bast fiber composites with hybrid composites.
In terms of resin forms, the average specific impact energy of dispersion resin composites is better than the solution resin composites and quite close to the resin mixture composites. This observation corresponds with the expectation since latex modification should improve energy absorption.
The statistical significance of the results was examined by one-way ANOVA and the results are given in Table 10.
Table 10.
Analysis of the equality of means using one way analysis of variance—specific impact energy.
The analysis shows a significant influence of adding basalt fibers in bast fiber composites on the specific impact energy absorption of the composites (p-value = 0.000). The solution form resin composites are classified in group B, in other words, different than dispersion and mixture resin composites. The dispersion form of the resin is impact modified and the solution form is hard and brittle. Therefore, the average impact properties in dispersion, as well as in resin mixture (1:1 solution and dispersion) composites are better than the solution resin composites.
3.2.4. SEM Analysis
The SEM analysis of the composites gave an insight into their morphological characteristics. Figure 11 shows a wide and close view of the solution hybrid composite. Both bast and basalt fibers are homogeneously distributed in the matrix without any overlapping or agglomeration. The basalt-matrix interface shows well-embedded fibers in the matrix without any gaps around the fibers.
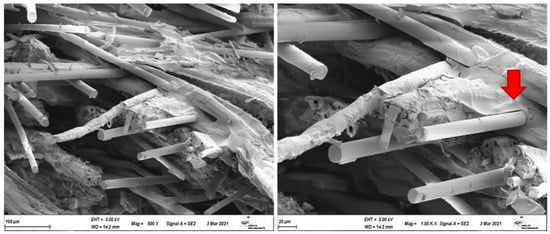
Figure 11.
SEM analysis of S/23BA/KEFL composite (wide and close view).
Figure 12 presents the SEM analysis of dispersion hybrid composite. The analysis of interface shows gaps at the basalt-matrix interface.
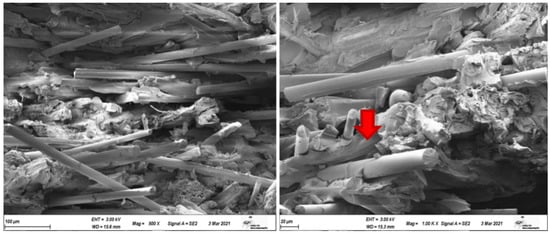
Figure 12.
SEM analysis of D/23BA/KEFL composite (wide and close view).
A similar observation can be appreciated in the hybrid resin mixture composite in Figure 13. The fiber-matrix interface shows gaps that might be the influence of impact modification of the dispersion form resin. The previous literature shows that the composites with effective fiber-matrix interaction absorb less energy than the composites with poor interaction [26,64,65]. It can also be observed in this work that the solution composites (better basalt-matrix interface) have absorbed less energy in Charpy analysis compared to the dispersion and mixture resin composites (gaps at basalt-matrix interface).
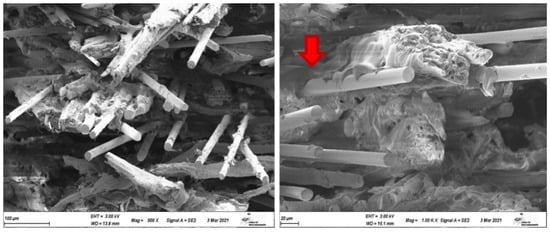
Figure 13.
SEM analysis of DS/23BA/KEFL composite (wide and close view).
The bast fibers appear effectively impregnated with the resins indicated by well-coated bast fiber bundles and no fiber pull-out. Matrix and bast fibers break at the same position. This is because the chemical structure of resins (acid-group on polyester) allows chemical bonding with the hydroxyl groups on cellulosic fibers. The basalt fibers however appear not as effectively impregnated by the resins indicated by the pull-out basalt fibers and gaps at the interface. However, the presence of matrix residues at the basalt fibers indicates a certain level of adhesion that can eventually be improved by the optimization of the basalt fibers sizing.
4. Conclusions
The research work presents the hybridization of basalt fibers with bast fibers in acrylic-based polyester resin composites. The hybridization was studied in three resin forms, namely, solution, dispersion, and a mixture of solution and dispersion form resins. The composites were prepared by established processing methods such as carding, resin impregnation, and compression molding. The carding process was optimized to define a safe processing window for the production of nonwovens with homogeneously distributed fibers avoiding brittle basalt fiber damage. The homogeneous distribution of fibers was confirmed later by SEM analysis of the composites.
The pure resins were studied by DSC to define the processing temperature for the compression molding. The composites cured at 150 °C for three minutes showed a degree of curing of about 70%. Thermogravimetric analysis provided an insight into the thermal stability of the composites. Basalt fibers in bast fiber reinforced composites delay the degradation process that shows the ability of basalt fibers to sustain degradation, to an extent, at elevated temperatures.
The mechanical performance of the composites was discussed and compared in terms of their specific mechanical properties (flexural, tensile, and Charpy impact) and the statistical significance of the results was analyzed using one-way ANOVA (statistical analysis tool). The addition of basalt fibers (23 wt. %) in bast fiber composites significantly improved the mechanical properties of the composites compared to bast-only composites.
The specific flexural and tensile properties were nearly the same for solution, dispersion, and mixture resin composites. It was most probably because the amount of resin in the composites was less and could not be differentiated by the analysis. The specific Charpy impact energy absorption was higher for the dispersion and mixture resin composites. It was expected because of the impact modification of dispersion form resin. The morphological analysis of the composites manifested very good wetting of the bast fibers with all three resins because of the chemical bonding between resin and bast fibers. However, matrix interaction was not very effective with the basalt fibers. The matrix residues at the basalt fiber’s surface indicate a certain level of interaction that can be improved by the optimization of basalt fibers sizing.
Hybridization of the bast and basalt fibers in acrylic-based polyester resins produced composites with promising mechanical performance and great potential to replace glass fibers, at least partially if not fully, in automotive applications. Future research focus is the study of dynamic mechanical behavior, the influence of fiber length, fracture mechanics, water absorption, and numerical modeling, as well as the applications of these materials in other industrial areas such as construction, marine, and household.
Author Contributions
The individual contributions for the article are as following: Conceptualization, methodology, administration, L.M. and A.S.; formal analysis, investigation, writing—original draft preparation, editing, A.S.; supervision, review, L.M. and M.S. All authors have read and agreed to the published version of the manuscript.
Funding
This research received no external funding.
Acknowledgments
The authors would like to acknowledge the contribution of J. Dittrich & Söhne Vliesstoffwerk GmbH for the bast fibers and BASF SE for providing acrylic based polyester resins. Special thanks to Schuster, at the University of Applied Sciences, Kaiserslautern for providing his lab facilities for mechanical and thermal analysis. We truly appreciate and thank the contribution of Magnus Lundin, from the University of Borås, for the statistical analysis of the results. We are grateful to Hörhammer, from the University of Applied Sciences, Kaiserslautern, for providing thermogravimetric scans of the composites. Thanks to the Leibniz Institute for Composites, Kaiserslautern for providing SEM pictures of the composites.
Conflicts of Interest
The authors declare no conflict of interest.
References
- Osoka, E.C.; Onukwuli, O.D.; Kamalu, C.I.O. Mechanical Properties of Selected Natural Fiber Reinforced Composites for Automobile Application. Am. J. Eng. Res. 2018, 7, 384–388. [Google Scholar]
- Beardmore, P.; Johnson, C.F. The Potential for Composites in Structural Automotive Applications. Compos. Sci. Technol. 1986, 26, 251–281. [Google Scholar] [CrossRef]
- Faruk, O.; Tjong, J.; Sain, M. (Eds.) Lightweight and Sustainable Materials for Automotive Applications; CRC Press, Taylor & Francis Group: Boca Raton, FL, USA, 2017; ISBN 978-1-4987-5687-7. [Google Scholar]
- The European Parliament and the Council of the European Union. Directive 2000/53/EC of the European Parliament and of the Council of 18 September 2000 on End of Life Vehicles. Off. J. Eur. Communities 2000, 269, 34–42. [Google Scholar]
- Marsh, G. Next Step for Automotive Materials. Mater. Today 2003, 6, 36–43. [Google Scholar] [CrossRef]
- Rajak, D.; Pagar, D.; Menezes, P.; Linul, E. Fiber-Reinforced Polymer Composites: Manufacturing, Properties, and Applications. Polymers 2019, 11, 1667. [Google Scholar] [CrossRef] [PubMed]
- Yates, M.R.; Barlow, C.Y. Life Cycle Assessments of Biodegradable, Commercial Biopolymers—A Critical Review. Resour. Conserv. Recycl. 2013, 78, 54–66. [Google Scholar] [CrossRef]
- Behlouli, K. Natural Fiber Composites in Automotive Applications. In Handbook of Green Materials; World Scientific: Singapore, 2014; Volume 9. [Google Scholar]
- Faruk, O.; Bledzki, A.K.; Fink, H.-P.; Sain, M. Biocomposites Reinforced with Natural Fibers: 2000–2010. Prog. Polym. Sci. 2012, 37, 1552–1596. [Google Scholar] [CrossRef]
- Müssig, J.; Graupner, N. Technical applications of natural fibers: An Overview. In Industrial Application of Natural Fibres: Structure, Properties, and Technical Applications; John Wiley & Sons: Hoboken, NJ, USA, 2010; pp. 63–88. ISBN 978-0-470-69508-1. [Google Scholar]
- Mohanty, A.K.; Misra, M.; Drzal, L.T. Natural Fibers, Biopolymers, and Biocomposites: An Introduction. In Natural Fibers, Biopolymers, and Biocomposites; Taylor & Francis: Boca Raton, FL, USA, 2005; pp. 2–31. ISBN 978-0-8493-1741-5. [Google Scholar]
- Saheb, D.N.; Jog, J.P. Natural Fiber Polymer Composites: A Review. Adv. Polym. Technol. 1999, 18, 13. [Google Scholar] [CrossRef]
- Holbery, J.; Houston, D. Natural-Fiber-Reinforced Polymer Composites in Automotive Applications. JOM 2006, 58, 80–86. [Google Scholar] [CrossRef]
- Medina, L.A.; Dzalto, J. 1.11 Natural Fibers. In Comprehensive Composite Materials II; Elsevier: Amsterdam, The Netherlands, 2018; pp. 269–294. ISBN 978-0-08-100534-7. [Google Scholar]
- Carus, M.; de Beus, N.; Barth, M. Carbon Footprint and Sustainability of Different Natural Fibres for Biocomposites and Insulation Material; Nova-Institute: Hürth, Germany, 2019. [Google Scholar]
- Sarasini, F.; Tirillò, J.; Sergi, C.; Seghini, M.C.; Cozzarini, L.; Graupner, N. Effect of Basalt Fibre Hybridisation and Sizing Removal on Mechanical and Thermal Properties of Hemp Fibre Reinforced HDPE Composites. Compos. Struct. 2018, 188, 394–406. [Google Scholar] [CrossRef]
- Fiore, V.; Valenza, A.; Di Bella, G. Mechanical Behavior of Carbon/Flax Hybrid Composites for Structural Applications. J. Compos. Mater. 2012, 46, 2089–2096. [Google Scholar] [CrossRef]
- Dhakal, H.N.; Zhang, Z.Y.; Guthrie, R.; MacMullen, J.; Bennett, N. Development of Flax/Carbon Fibre Hybrid Composites for Enhanced Properties. Carbohydr. Polym. 2013, 96, 1–8. [Google Scholar] [CrossRef] [PubMed]
- Öztürk, S. The Effect of Fibre Content on the Mechanical Properties of Hemp and Basalt Fibre Reinforced Phenol Formaldehyde Composites. J. Mater. Sci. 2005, 40, 4585–4592. [Google Scholar] [CrossRef]
- Singha, K. A Short Review on Basalt Fiber. Int. J. Text. Sci. 2012, 1, 19–28. [Google Scholar] [CrossRef]
- Lopresto, V.; Leone, C.; de Iorio, I. Mechanical Characterization of Basalt Fibre Reinforced Plastic. Compos. Part B Eng. 2011, 42, 717–723. [Google Scholar] [CrossRef]
- Fiore, V.; Scalici, T.; Di Bella, G.; Valenza, A. A Review on Basalt Fibre and Its Composites. Compos. Part B Eng. 2015, 74, 74–94. [Google Scholar] [CrossRef]
- Manikandan, V.; Winowlin Jappes, J.T.; Suresh Kumar, S.M.; Amuthakkannan, P. Investigation of the Effect of Surface Modifications on the Mechanical Properties of Basalt Fibre Reinforced Polymer Composites. Compos. Part B Eng. 2012, 43, 812–818. [Google Scholar] [CrossRef]
- Umashankaran, M.; Gopalakrishnan, S.; Sathish, S. Preparation and Characterization of Tensile and Bending Properties of Basalt-Kenaf Reinforced Hybrid Polymer Composites. Int. J. Polym. Anal. Charact. 2020, 25, 227–237. [Google Scholar] [CrossRef]
- Ricciardi, M.R.; Papa, I.; Lopresto, V.; Langella, A.; Antonucci, V. Effect of Hybridization on the Impact Properties of Flax/Basalt Epoxy Composites: Influence of the Stacking Sequence. Compos. Struct. 2019, 214, 476–485. [Google Scholar] [CrossRef]
- Saleem, A.; Medina, L.; Skrifvars, M. Influence of Fiber Coating and Polymer Modification on Mechanical and Thermal Properties of Bast/Basalt Reinforced Polypropylene Hybrid Composites. J. Compos. Sci. 2020, 4, 119. [Google Scholar] [CrossRef]
- Czigány, T. Basalt Fiber Reinforced Hybrid Polymer Composites. Mater. Sci. Forum 2005, 473, 59–66. [Google Scholar] [CrossRef]
- Erasmus, E.; Anandjiwala, R. Studies on Enhancement of Mechanical Properties and Interfacial Adhesion of Flax Reinforced Polypropylene Composites. J. Thermoplast. Compos. Mater. 2009, 22, 485–502. [Google Scholar] [CrossRef]
- Zafeiropoulos, N.E.; Williams, D.R.; Baillie, C.A.; Matthews, F.L. Engineering and Characterisation of the Interface in Flax Fibre/Polypropylene Composite Materials. Part I. Development and Investigation of Surface Treatments. Compos. Part A Appl. Sci. Manuf. 2002, 33, 1083–1093. [Google Scholar] [CrossRef]
- Haghdan, S.; Smith, G.D. Natural Fiber Reinforced Polyester Composites: A Literature Review. J. Reinf. Plast. Compos. 2015, 34, 1179–1190. [Google Scholar] [CrossRef]
- No, B.Y.; Kim, M.G. Evaluation of Melamine-Modified Urea-Formaldehyde Resins as Particleboard Binders. J. Appl. Polym. Sci. 2007, 106, 4148–4156. [Google Scholar] [CrossRef]
- Council on Environmental Health. Chemical-Management Policy: Prioritizing Children’s Health. Pediatrics 2011, 127, 983–990. [Google Scholar] [CrossRef] [PubMed]
- ACRODUR® Formaldehyde-Free Acrylic Binders. Available online: https://www.basf.com/us/en/products/General-Business-Topics/dispersions/Products/Acrodur-acrylic-resins.html (accessed on 18 October 2020).
- Islam, M.; Miao, M. Optimising Processing Conditions of Flax Fabric Reinforced Acrodur Biocomposites. J. Compos. Mater. 2014, 48, 3281–3292. [Google Scholar] [CrossRef]
- Medina, L.; Schledjewski, R.; Schlarb, A.K. Process Related Mechanical Properties of Press Molded Natural Fiber Reinforced Polymers. Compos. Sci. Technol. 2009, 69, 1404–1411. [Google Scholar] [CrossRef]
- Rasyid, M.A.; Salim, M.S.; Akil, H.M.; Ishak, Z.M. Flammability and Thermal Properties Studies of Nonwoven Flax Reinforced Acrylic Based Polyester Composites. In Proceedings of the AIP Conference Proceedings, Langkawi, Malaysia, 20–21 November 2017; p. 030010. [Google Scholar]
- Caliendo, H. Natural Fiber Composites Gaining Traction in Automotive. Available online: https://www.compositesworld.com/articles/natural-fiber-composites-gaining-traction-in-automotive (accessed on 24 August 2020).
- Saleem, A.; Medina, L.; Skrifvars, M. Mechanical Performance of Hybrid Bast and Basalt Fibers Reinforced Polymer Composites. J. Polym. Res. 2020, 27, 61. [Google Scholar] [CrossRef]
- Salim, M.S.; Rasyid, M.F.A.; Taib, R.M.; Ishak, Z.A.M. Processing Parameters Optimisation of Nonwoven Kenaf Reinforced Acrylic Based Polyester Composites. In Proceedings of the AIP Conference Proceedings, Langkawi, Malaysia, 20–21 November 2017; p. 110007. [Google Scholar]
- Peirson, B. Comparison of Specific Properties of Engineering Materials; School of Engineering Grand Valley State University: Kochi, India, 2005; p. 14. [Google Scholar]
- Rao, K.M.M.; Rao, K.M.; Prasad, A.V.R. Fabrication and Testing of Natural Fibre Composites: Vakka, Sisal, Bamboo and Banana. Mater. Des. 2010, 31, 508–513. [Google Scholar] [CrossRef]
- Prasad, A.V.R.; Rao, K.M. Mechanical Properties of Natural Fibre Reinforced Polyester Composites: Jowar, Sisal and Bamboo. Mater. Des. 2011, 32, 4658–4663. [Google Scholar] [CrossRef]
- Yousif, B.F. Effect of Oil Palm Fibres Volume Fraction on Mechanical Properties of Polyester Composites. Int. J. Mod. Phys. B 2010, 24, 4459–4470. [Google Scholar] [CrossRef]
- Dittenber, D.B.; GangaRao, H.V.S. Critical Review of Recent Publications on Use of Natural Composites in Infrastructure. Compos. Part A Appl. Sci. Manuf. 2012, 43, 1419–1429. [Google Scholar] [CrossRef]
- Nimanpure, S.; Hashmi, S.A.R.; Kumar, R.; Bhargaw, H.N.; Kumar, R.; Nair, P.; Naik, A. Mechanical, Electrical, and Thermal Analysis of Sisal Fibril/Kenaf Fiber Hybrid Polyester Composites. Polym. Compos. 2019, 40, 664–676. [Google Scholar] [CrossRef]
- ISO. Textiles—Determination of Linear Density—Gravimetric Method and Vibroscope Method; ISO 1973:1995; Beuth Verlag GmbH: Berlin, Germany, 1995. [Google Scholar]
- ISO. Textiles—Fibres—Determination of Breaking Force and Elongation at Break of Individual Fibres; ISO 5079:1979; Beuth Verlag GmbH: Berlin, Germany, 1979. [Google Scholar]
- Mueller, D.H.; Krobjilowski, A. New Discovery in the Properties of Composites Reinforced with Natural Fibers. J. Ind. Text. 2003, 33, 111–130. [Google Scholar] [CrossRef]
- Ismail, N.F.; Sulong, A.B.; Muhamad, N.; Tholibon, D.; MdRadzi, M.K.; Wanlbrahim, W.A.S. Review of the Compression Moulding of Natural Fiber-Reinforced Thermoset Composites: Material Processing and Characterisations. Pertanika J. Agric. Sci. 2015, 38, 533–547. [Google Scholar]
- ISO. Plastics—Determination of Flexural Properties; ISO 178:2019; Beuth Verlag GmbH: Berlin, Germany, 2019. [Google Scholar]
- ISO. Plastics—Determination of Tensile Properties—Part 4: Test Conditions for Isotropic and Anisotropic Fibre-Reinforced Plastic Composites; ISO 527-4:1997; Beuth Verlag GmbH: Berlin, Germany, 1997. [Google Scholar]
- ISO. Plastics—Determination of Charpy Impact Properties—Part 1: Non-Instrumented Impact Test; ISO 179-1:2010-06; Beuth Verlag GmbH: Berlin, Germany, 2010. [Google Scholar]
- Khalfallah, M.; Abbès, B.; Abbès, F.; Guo, Y.Q.; Marcel, V.; Duval, A.; Vanfleteren, F.; Rousseau, F. Innovative Flax Tapes Reinforced Acrodur Biocomposites: A New Alternative for Automotive Applications. Mater. Des. 2014, 64, 116–126. [Google Scholar] [CrossRef]
- Braun, E.; Levin, B.C. Polyesters: A Review of the Literature on Products of Combustion and Toxicity. Fire Mater. 1986, 10, 107–123. [Google Scholar] [CrossRef]
- Summerscales, J.; Dissanayake, N.P.J.; Virk, A.S.; Hall, W. A Review of Bast Fibres and Their Composites. Part 1—Fibres as Reinforcements. Compos. Part A Appl. Sci. Manuf. 2010, 41, 1329–1335. [Google Scholar] [CrossRef]
- Masseteau, B.; Michaud, F.; Irle, M.; Roy, A.; Alise, G. An Evaluation of the Effects of Moisture Content on the Modulus of Elasticity of a Unidirectional Flax Fiber Composite. Compos. Part A Appl. Sci. Manuf. 2014, 60, 32–37. [Google Scholar] [CrossRef]
- Ouajai, S.; Shanks, R.A. Composition, Structure and Thermal Degradation of Hemp Cellulose after Chemical Treatments. Polym. Degrad. Stab. 2005, 89, 327–335. [Google Scholar] [CrossRef]
- Menczel, J.D.; Prime, R.B. (Eds.) Thermal Analysis of Polymers: Fundamentals and Applications; John Wiley: Hoboken, NJ, USA, 2009; ISBN 978-0-471-76917-0. [Google Scholar]
- García-Manrique, J.A.; Marí, B.; Ribes-Greus, A.; Monreal, L.; Teruel, R.; Gascón, L.; Sans, J.A.; Marí-Guaita, J. Study of the Degree of Cure through Thermal Analysis and Raman Spectroscopy in Composite-Forming Processes. Materials 2019, 12, 3991. [Google Scholar] [CrossRef] [PubMed]
- Mihalic, M.; Sobczak, L.; Pretschuh, C.; Unterweger, C. Increasing the Impact Toughness of Cellulose Fiber Reinforced Polypropylene Composites—Influence of Different Impact Modifiers and Production Scales. J. Compos. Sci. 2019, 3, 82. [Google Scholar] [CrossRef]
- Lee, S.; Lee, D.K. What Is the Proper Way to Apply the Multiple Comparison Test? Korean J. Anesthesiol. 2018, 71, 353–360. [Google Scholar] [CrossRef] [PubMed]
- Benkhelladi, A.; Laouici, H.; Bouchoucha, A. Tensile and Flexural Properties of Polymer Composites Reinforced by Flax, Jute and Sisal Fibres. Int. J. Adv. Manuf. Technol. 2020, 108, 895–916. [Google Scholar] [CrossRef]
- Minitab, LLC. Example of One-Way ANOVA. Minitab 18 Support; Minitab, LLC: State College, PA, USA, 2019. [Google Scholar]
- Ralph, C.; Lemoine, P.; Archer, E.; McIlhagger, A. Mechanical Properties of Short Basalt Fibre Reinforced Polypropylene and the Effect of Fibre Sizing on Adhesion. Compos. Part B Eng. 2019, 176, 107260. [Google Scholar] [CrossRef]
- Spearing, S.M.; Evans, A.G. The Role of Fiber Bridging in the Delamination Resistance of Fiber-Reinforced Composites. Acta Metall. Mater. 1992, 40, 2191–2199. [Google Scholar] [CrossRef]













Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).