The present section reports the findings from the test series conducted for the RT study and the FC study. The target process conditions, as presented in the previous section, were monitored and were found to be well within limits, as listed in
Table A3 in
Appendix A. In the following, test data are presented in a sequence of graphs that are similar for both test series. First, the evolution of important process variables over time are depicted (see, e.g.,
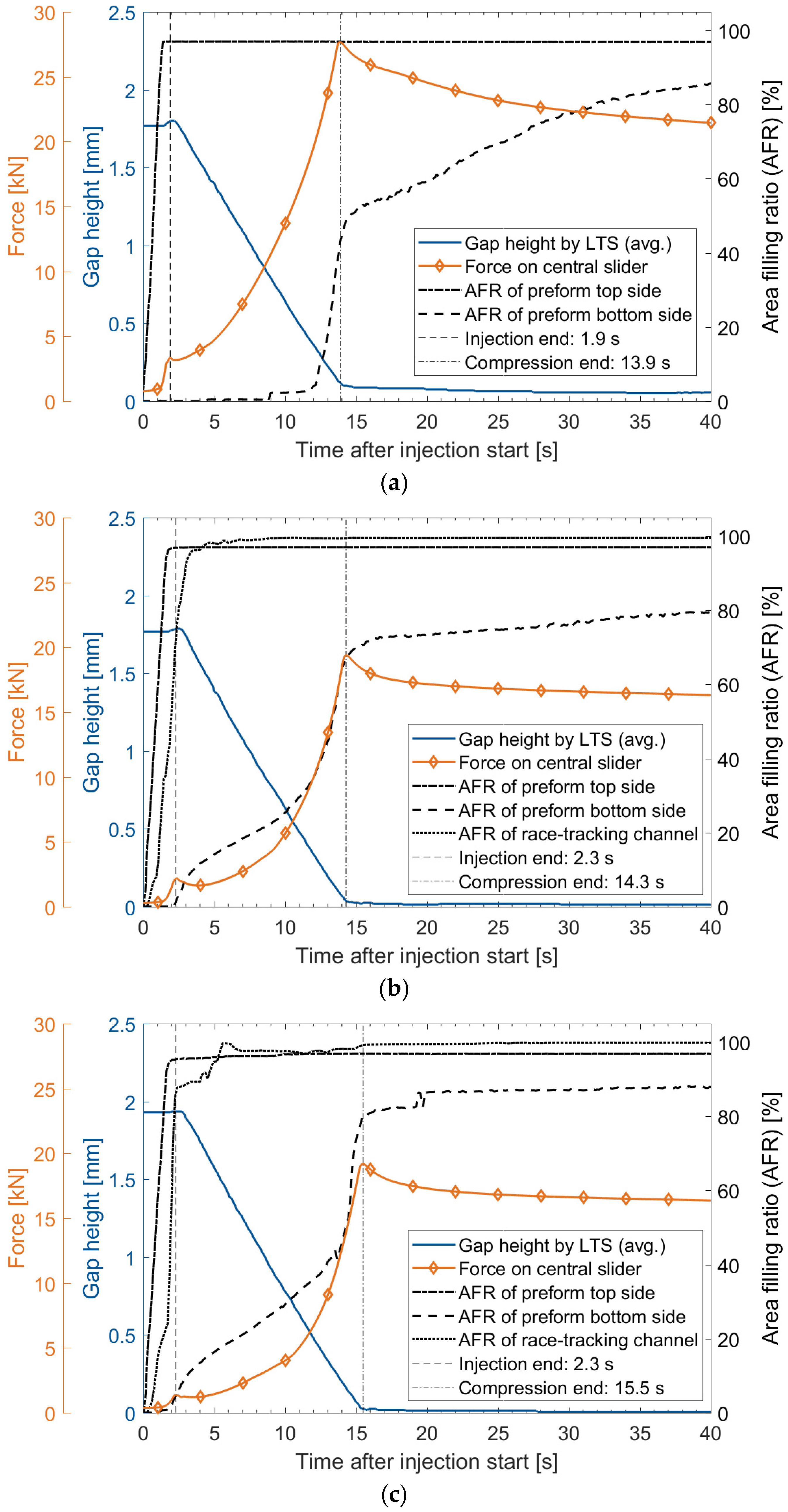
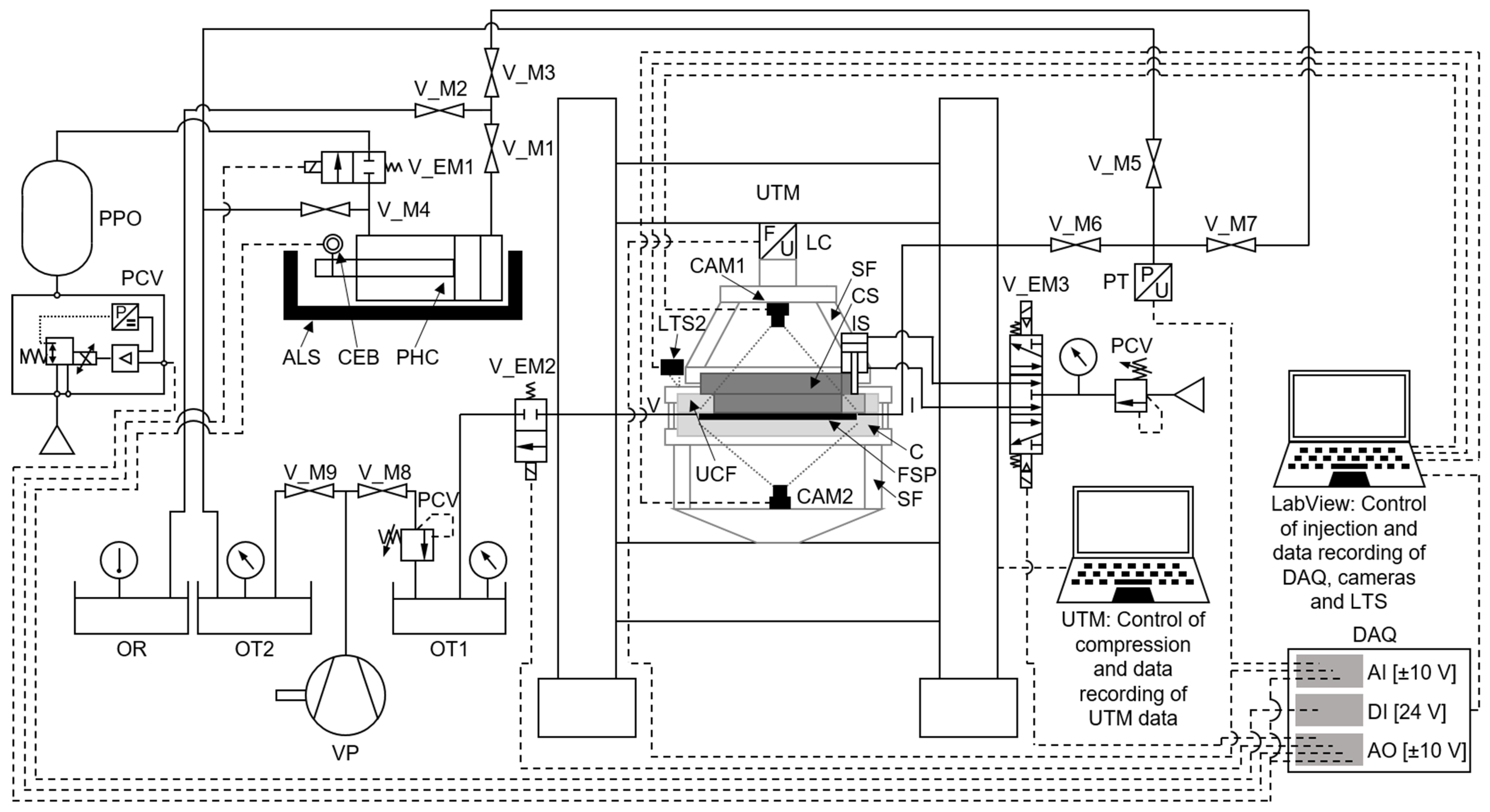
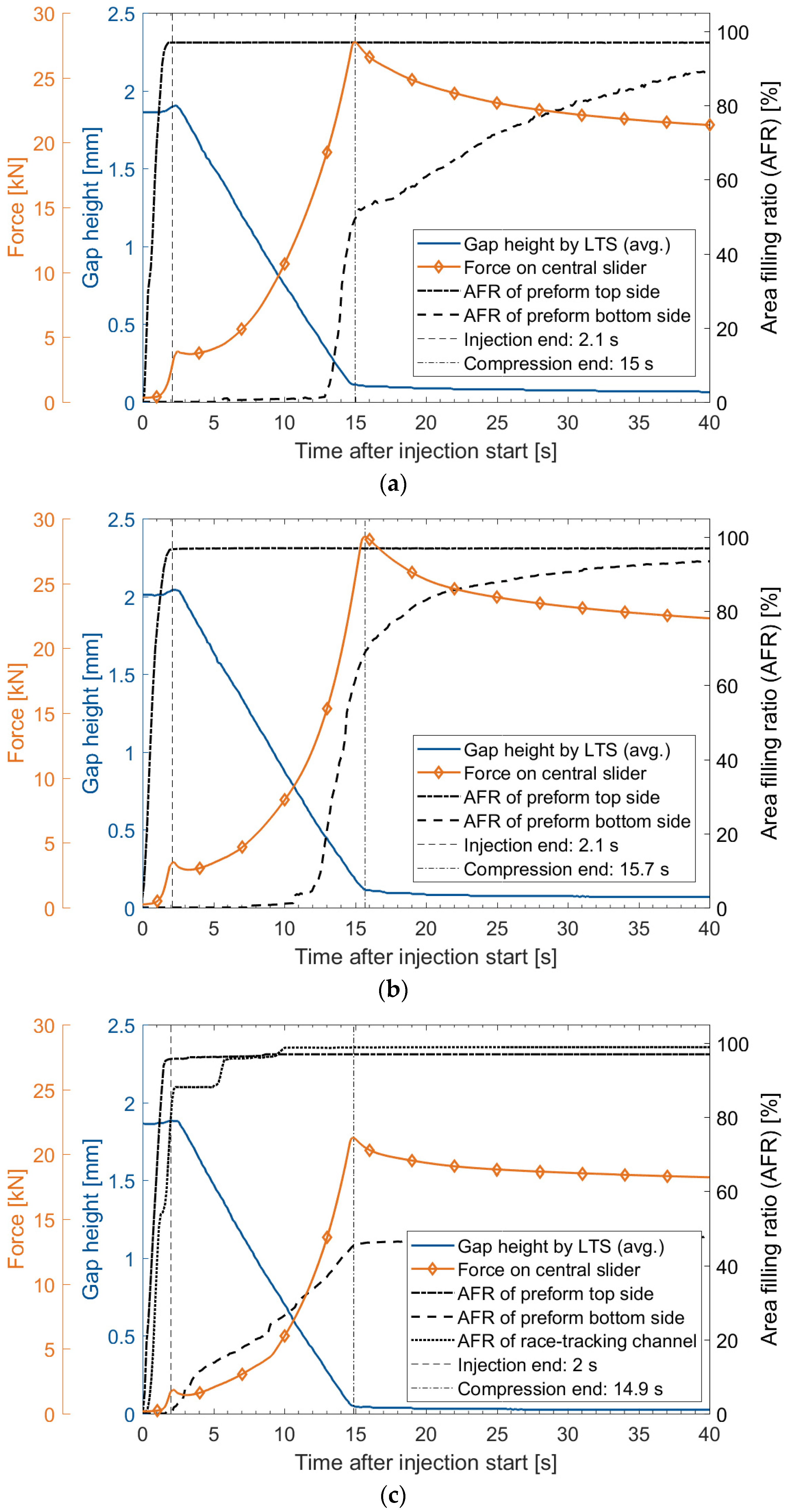
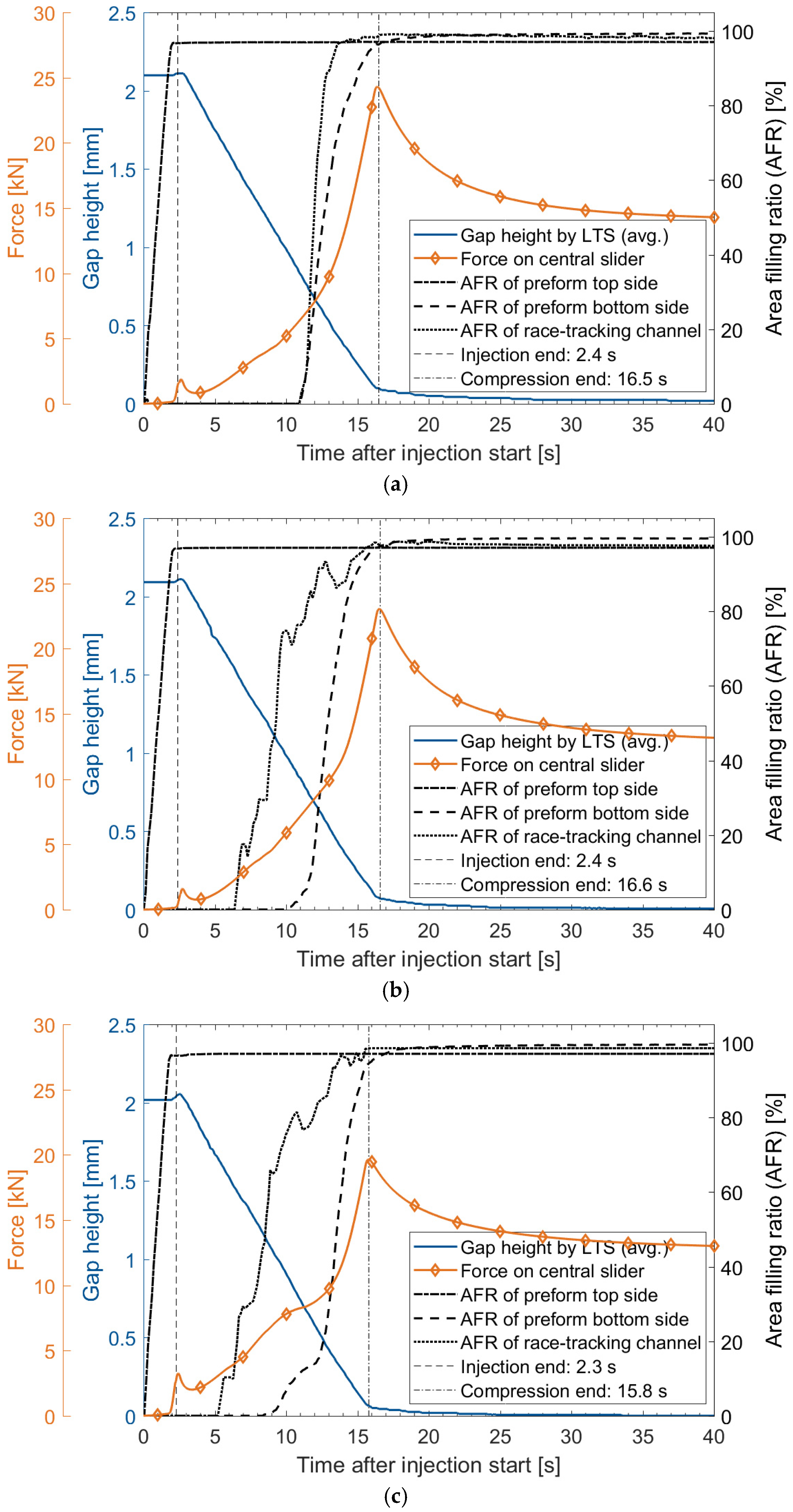
Figure 6). Here, data for the gap height of the central slider, which was computed as the average of data from two laser triangulation sensors (LTS), are depicted in blue. The force acting on the central slider is shown by an orange curve, recorded via the load cell of the UTM. To draw conclusions on the preform impregnation, AFR histories of the preform top and bottom side as well as of the race-tracking channel, evaluated via post-processing of recorded images, are plotted as black curves. In addition to quantitative process information, qualitative information in the form of flow front progression visualizations for the preform top and bottom side is also presented (see, e.g.,
Figure 7). The experiments involve three phases. The injection phase takes place between the process start at 0 s and the ‘injection end’. The compression phase follows the injection phase and finishes at the ‘compression end’, which is simultaneous with the beginning of the holding phase. The three phases are distinguished by marked end times in the quantitative overview plots and are labeled in the legend of the qualitative flow front progression plots. Note that only one representative experiment for each configuration is presented in this section; remaining experiments are included in
Appendix A of this paper.
3.1. Race-Tracking Study
The race-tracking (RT) study investigates the edge race-tracking effect by quantitatively (
Figure 6) and qualitatively (
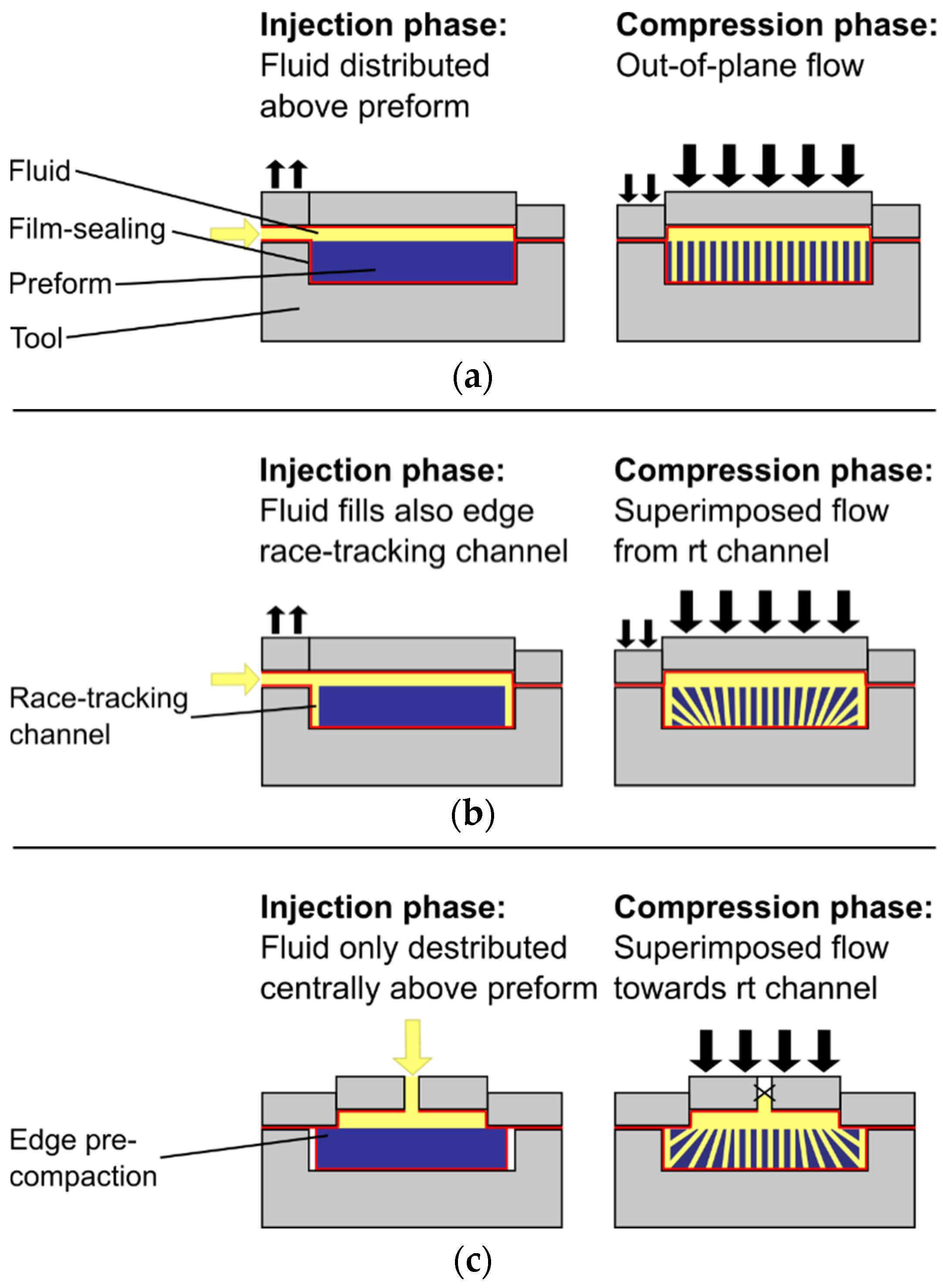
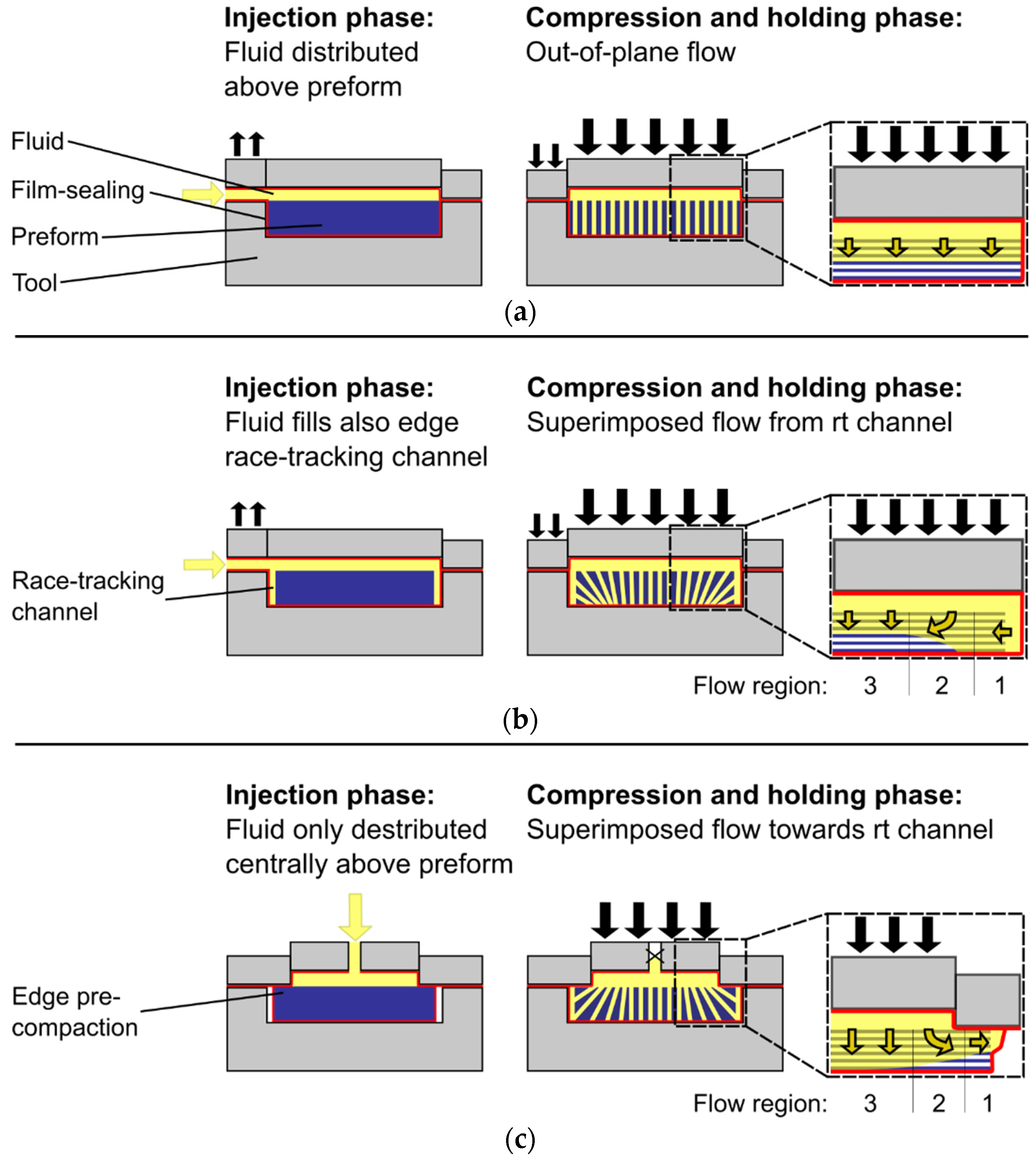
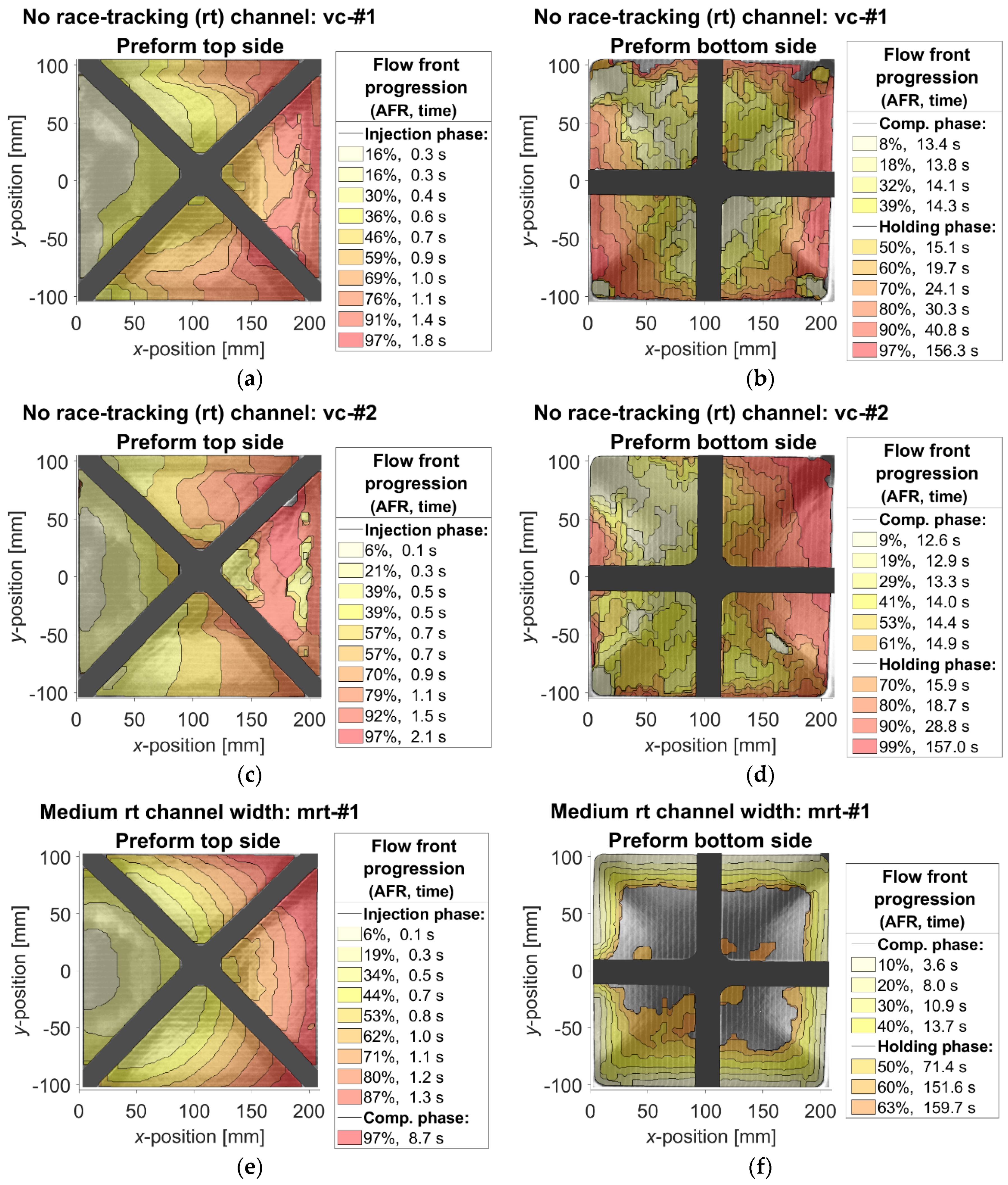
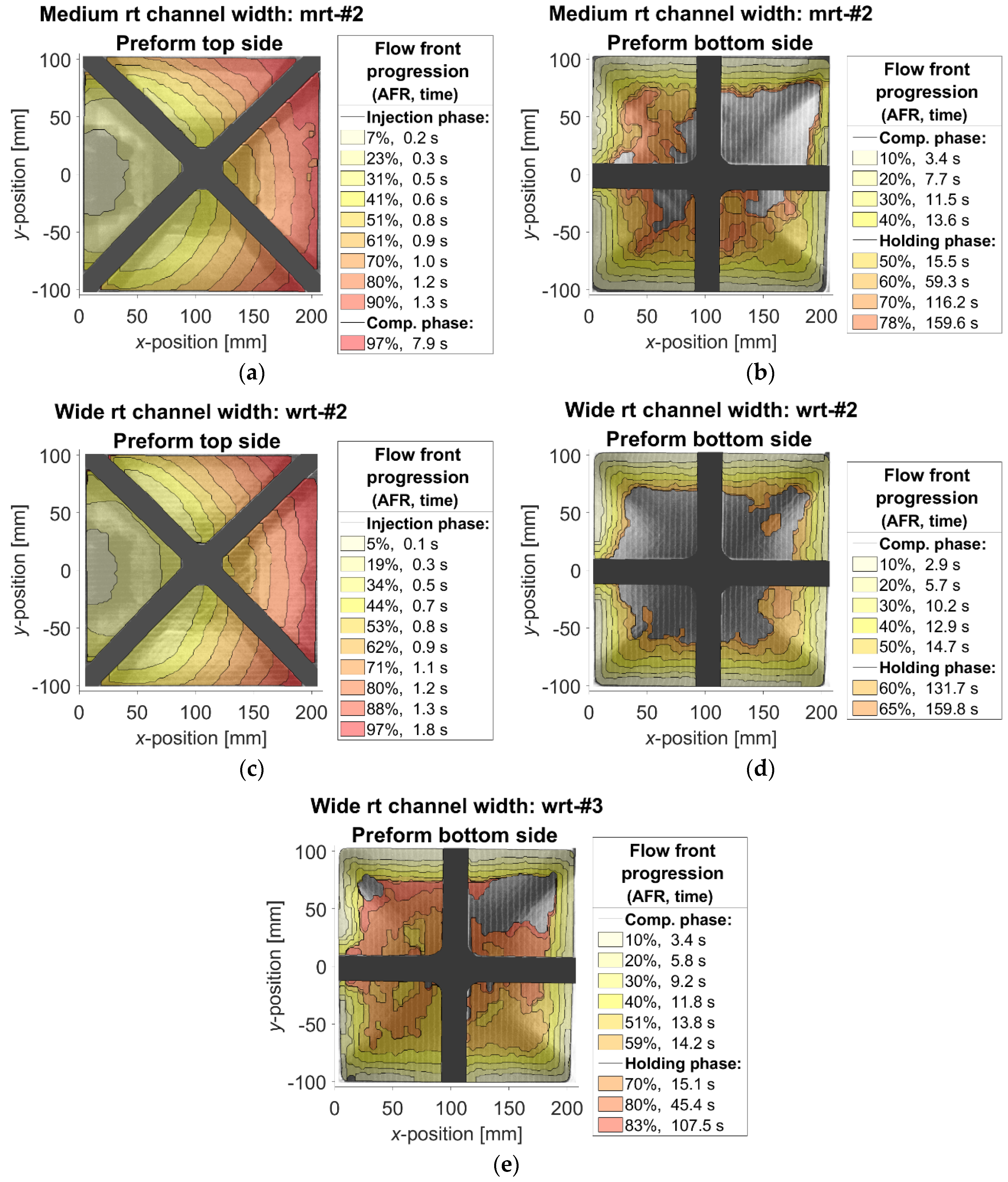
Figure 7) comparing FS-CRTM flow visualization experiments without a race-tracking channel (scenario (a), indicated by an identifier with the test number, e.g., ‘vc-#1’ for the first test) with experiments with a medium (scenario (b), ‘mrt-#1’) and a wide race-tracking channel (scenario (c), ‘wrt-#1’). Comparing the injection phase of all three experimental scenarios in
Figure 6, the presence of a race-tracking channel is not seen to noticeably change the end time of the injection. Furthermore, it is observed that the AFR of the preform top sides of all three experimental scenarios increases linearly, with complete filling indicated before the end of the injection phase, which was the intent of the designed process. Recalling that the gap height was set to create an injection gap volume of 66% of the injected oil volume, the injection gap volume was therefore filled before the complete oil volume was injected, which was intended to produce a predominantly out-of-plane preform impregnation during the following process phases.
Towards the end of the injection phase, the force rises for all scenarios in
Figure 6. Simultaneously, the gap height increases slightly even though the UTM position control was programmed to hold the central slider in a constant position until the end of the injection phase. Both observations indicate an increase in cavity pressure between the complete filling of the preform top side and the end of the injection, resulting in an increased reaction force acting on the central slider and an associated deformation of the test rig. These effects are reduced with increased race-tracking channel width in scenarios (b) and (c) in
Figure 6. As for the effects themselves, their reduction is also traced back to the process design, which keeps the cavity size constant and reduces the preform size to realize experiments with edge race-tracking. The injection gap, spanning over the complete cavity size, is spatially connected to the race-tracking channels. At the presence and increase of a race-tracking channel, the preform-free space inside the cavity is increased, which provides more space to distribute the injected oil volume, reducing the cavity pressure increase after full filling of the injection gap and race-tracking channel.
The spatial connection between the injection gap and race-tracking channel also causes an early filling of the race-tracking channel as seen in scenarios (b) and (c) in
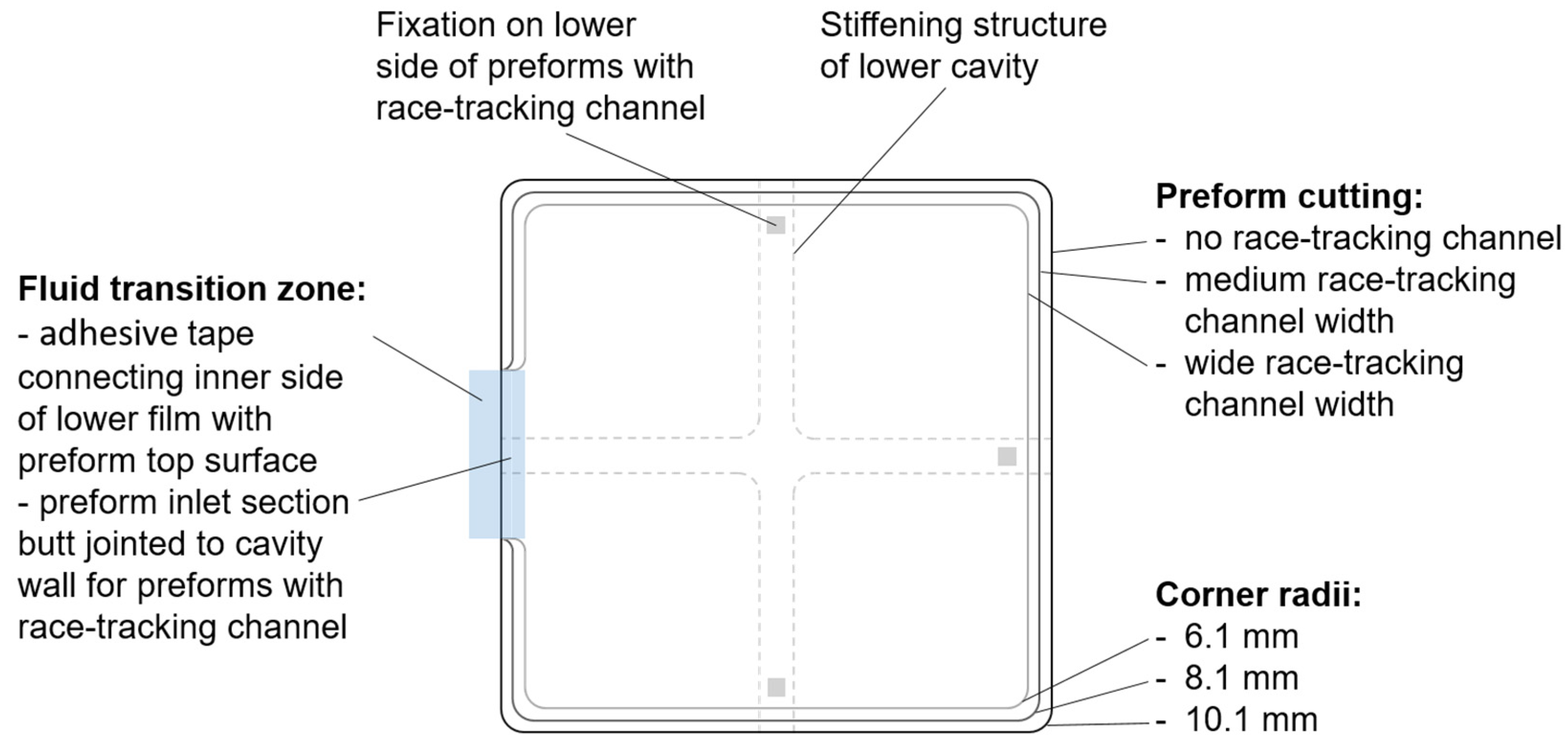
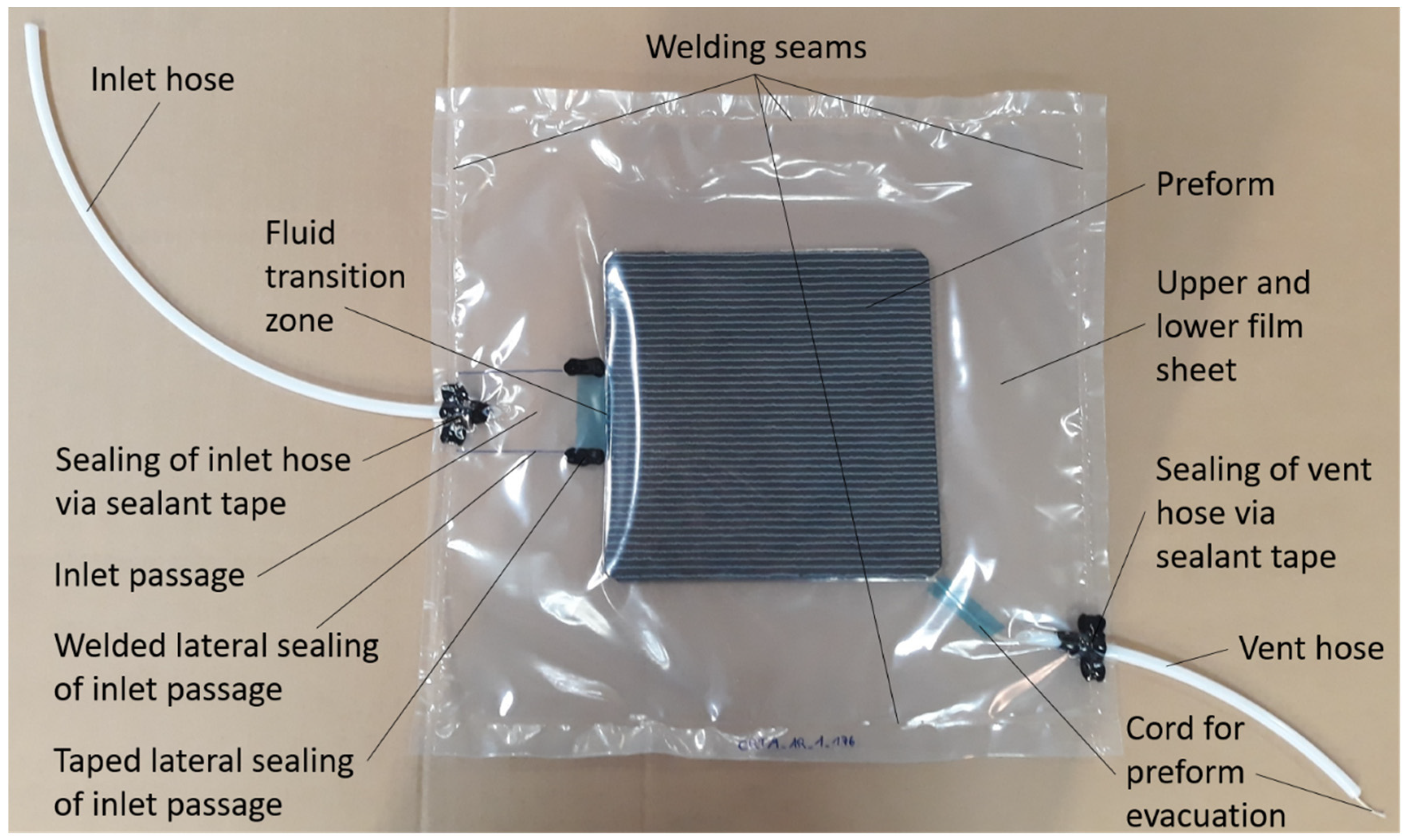
Figure 6. The AFR of the race-tracking channels rises shortly after the injection start, increasing quickly, with the channel largely being filled at the end of the injection phase. The short time delay observed before the rise of the channel’s AFR after the injection start is caused by the preform design, which incorporates the fluid transition zone to guide the fluid from the lateral inlet onto the preform, as illustrated in
Figure 4.
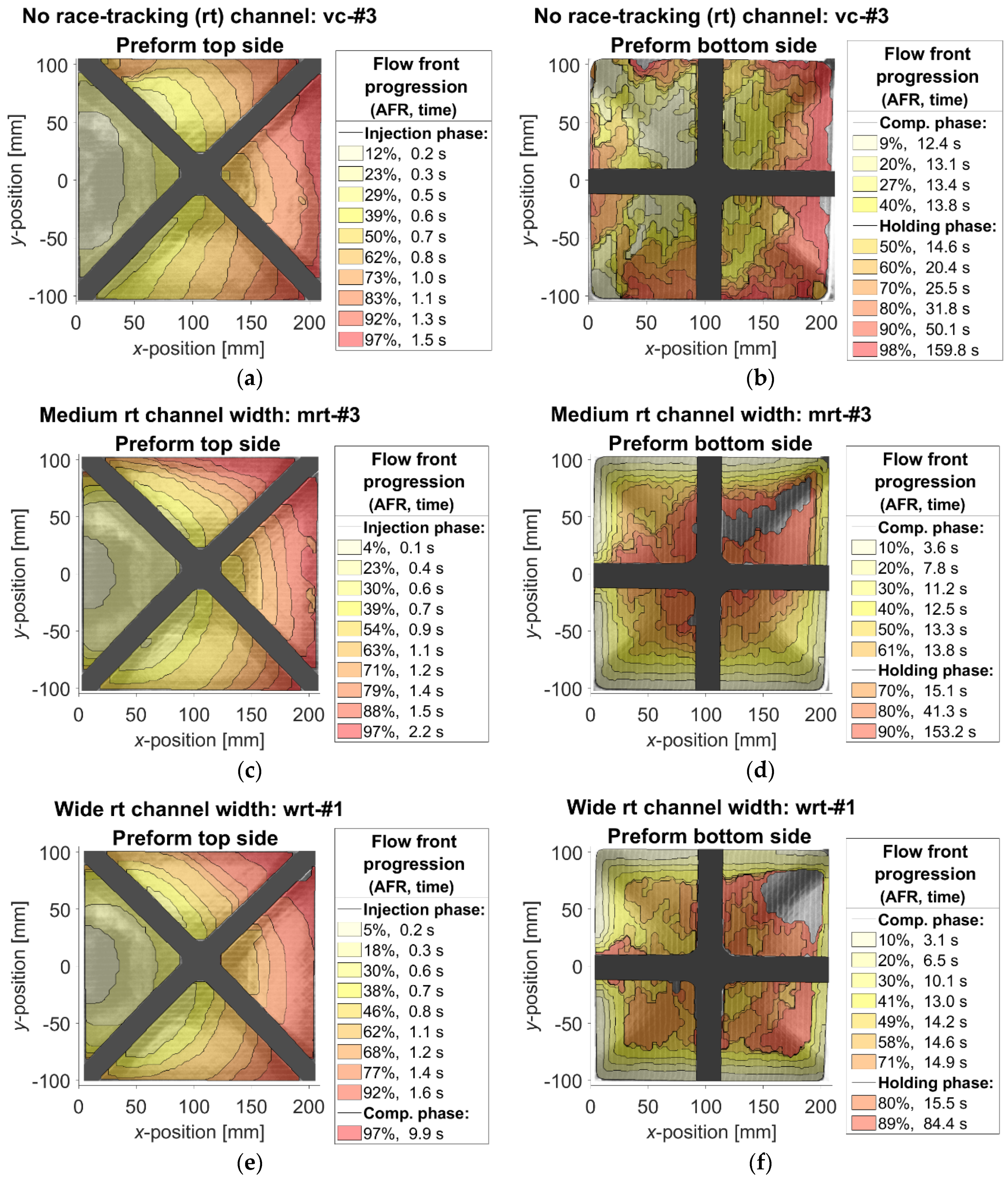
The flow front progression plots of
Figure 7 show a similar filling pattern on the preform top side for all three experimental scenarios. Due to the injection of fluid into the injection gap above the preform, the shown flow front progression on top of the preform is correlated to the filling of the injection gap itself. Thus, the injection gap was filled from the inlet slider (x = 0, −20 mm < y < 20 mm), radially progressing towards the vent side (x > 200 mm). A homogeneous, repeatable flow pattern was observed for all experiments with a race-tracking channel, while the flow front progressions of experiments without a race-tracking channel were slightly disturbed, which is explained as follows. To prevent edge race-tracking in experiments without a channel, the preforms were intentionally cut slightly larger than the cavity size. Cutting tolerances, which differed in the two principal directions of the CNC cutting table, resulted in out-of-plane wrinkles over the width of the preform after placing them in the cavity. The flow pattern in the associated experiments was slightly affected by the out-of-plane wrinkles as seen in
Figure 7a and
Figure A5a,c in
Appendix A. Moreover, the image post-processing script misinterpreted sections of large wrinkles at, e.g., x = 180 mm of
Figure A5a,c in
Appendix A to be filled too early which thus need to be neglected during a general interpretation of the flow front progressions. Therefore, excluding these ambiguous sections of the flow front progression, a similar flow pattern inside the injection gap, from the inlet slider radially towards the vent side, was observed for all three experimental scenarios.
After the injection ended, the compression phase was initiated, which is indicated in
Figure 6 by a decreasing gap height. Even though the UTM position was lowered to −0.15 mm as the final tool closing position to compensate for tool deformation, the measured gap height in scenario (a) is not completely closed at the end of the compression phase. The incomplete gap closure in combination with the lowered final tool closing position indicates a test rig deformation opposite to the closing direction. Due to this deformation, the closing speed was also slightly reduced from its targeted value of 10 mm/min, evidenced by a departure of the gap height curve from perfectly linear during the compression phase. The non-linearity of the gap height curve towards the end of the compression phase correlates with a strong force increase, depicted in
Figure 6a. The recorded force acting on the central slider increased non-linearly with decreasing gap height and peaks at the end of the compression phase. Applying Terzaghi’s law [
51] to the FS-CRTM preform impregnation, the recorded force is composed of two components. On the one hand, the fiber structure, i.e., the preform, is compacted to its final thickness, and, on the other hand, the fluid pressure is increased due to the occurring preform impregnation.
While the exact preform impregnation and its out-of-plane flow through the thickness of the preform cannot be observed by the current test method, the arrival of fluid at the preform bottom side can be recorded as indicated by its AFR shown as a dashed black line in
Figure 6a. Besides marginal race-tracking in the preform corners, a sudden and steep increase of the AFR of the preform bottom side was recorded towards the end of the compression phase. This near-linear increase in
Figure 6a between 12–14 s is visualized in the flow front progression plot of
Figure 7b as a patchy arrival of fluid on the preform bottom side. It was observed that the fluid penetrates the preform during the time of the near-linear AFR increase first at the sewing yarns in some areas of the preform, followed by the penetration of the adjacent fiber structure. At the end of the compression phase in
Figure 6a, the AFR curve on the preform bottom side changes its shape and progresses with a reduced slope towards full filling during the holding phase of the process. Simultaneously, the force curve relaxes during the holding phase, indicating a viscoelastic behavior of the FS-CRTM preform impregnation. Referring to the gap height after the incomplete gap closure at the end of the compression phase in
Figure 6a, it can be observed that the height further reduces during the holding phase and eventually stagnates at the complete gap closure. The observed elastic deformation of the test rig during the holding phase correlates to the viscoelastic behavior of the FS-CRTM preform impregnation. Therefore, it is presumed that the incomplete gap closure causes the incomplete filling of the preform bottom side at the end of the compression phase in
Figure 6a. This presumption is supported by the relaxation of the elastic test rig deformation during the holding phase and the simultaneous increase of the AFR of the preform bottom side.
In contrast to the AFR of the preform top side, which is nearly unchanged by the presence of a race-tracking channel, the AFR of the preform bottom side provides insight into the effect that edge race-tracking has on the preform impregnation during FS-CRTM. Comparing the AFR progression of the preform bottom side of the experiment without a race-tracking channel in
Figure 6a with the experiments of medium (b) and wide race-tracking channel width (c), an earlier rise of the AFR curve in
Figure 6b,c can be observed at the injection end, followed by stagnation during the holding phase. To facilitate a more in-depth analysis, AFR data for the preform bottom side for all experiments are plotted in
Figure 8 up to a process time of 160 s. The process end time at 160 s was experimentally determined as the gel point at 100 °C of the snap-cure resin system Araldite
® LY 3585/Aradur
® 3475 (Huntsman, Salt Lake City, UT, USA) used for composite manufacturing in the automotive industry.
Figure 8a shows that the AFR of the preform bottom side for experiments without a race-tracking channel remains approximately zero until a sudden increase at around 12–13 s. In contrast, an early rise in the AFR of the preform bottom side (at approximately 2 s) can be observed for all experiments with a race-tracking channel. Considering the flow front progression of the preform bottom side shown in
Figure 7d,f, the observed early increase in AFR can be correlated to the recorded lateral flow from the race-tracking channels toward the preform center.
Two inhomogeneities of the lateral race-tracking flow are observed in
Figure 7d,f at the inlet section (x = 0, −20 mm < y < 20 mm) and at the vent side (x > 200 mm). The first inhomogeneity can be explained by the design of the fluid transition zone, which is butt jointed to the cavity wall to guide the fluid onto the preform and prevent fiber washout as illustrated in
Figure 4. Thus, there is no race-tracking channel present at the inlet section of the preform, causing the observed inhomogeneity of the lateral flow. The second inhomogeneity at the vent side of the preform is explained by the lateral inlet design and the different theoretical race-tracking channel widths. As illustrated in
Figure 7c,e, the fluid filled the injection gap radially from the inlet slider towards the vent side of the preform where it finally reached the race-tracking channel located there. Additionally, this portion of the race-tracking channel was the narrowest of all four preform sides due to inaccurate cutting dimensions as listed in
Table A2 in
Appendix A. The combination of both effects caused a delay in lateral preform filling from the race-tracking channel at the vent side (x > 200 mm) as observed for all race-tracking experiments of the RT study.
Following the lateral flow and its early AFR rise of the preform bottom side between 3–11 s depicted in
Figure 8a, the various experiments with a race-tracking channel exhibit different progressions at the end of the compression phase. While one experiment with a medium and one with a wide race-tracking channel width immediately stagnate, the others increased further with a steeper slope comparable to the initial near-linear AFR increase of the experiments without a race-tracking channel. Looking at the flow front progression in
Figure 7d,f as well as in
Figure A6b,e in
Appendix A, the further AFR increase can be traced back to the arrival of an out-of-plane flow in the center of the preform. The fact that some experiments with a race-tracking channel experience an arrival of the central out-of-plane flow on the preform bottom side and others do not led to a strong deviation of the recorded AFR at the end of the compression phase. While the AFR data for the preform bottom side in experiments without a race-tracking channel further increase during the holding phase towards 100%, the experiments with race-tracking show only a minor increase or complete stagnation of the AFR curves and stay below complete filling of the preform bottom side at 160 s after the process start, as seen in
Figure 8b.
The incomplete filling in the experiments with a race-tracking channel resulted in the formation of a macro void. As seen in
Figure 7d,f,
Figure A5f and
Figure A6b,d,e in
Appendix A, the macro void is always located on the preform bottom side in its central section, surrounded by the lateral race-tracking flow and, in some experiments, additionally by the out-of-plane flow. The void was caused by two effects: (i) the defined volume of fluid that was injected into the cavity and (ii) the increase of overall porosity inside the cavity when a race-tracking channel is present. With respect to (i), the injected fluid volume, kept constant for the experiments, was determined by the fiber volume fraction of a preform without a race-tracking channel, i.e., the preform fills the complete cavity. For (ii), if the preform is cut significantly smaller than the cavity dimension, to realize a race-tracking channel, then the overall porosity of the cavity is increased, thus providing additional volume to be filled by the fluid. If the fluid volume is not adjusted to the increased porosity and the race-tracking channel is filled early in the process, then the injected amount of fluid is insufficient to completely impregnate the preform, resulting in the observed macro void.
The size of the macro voids at the end of the process varies largely between the various experiments with medium and wide race-tracking channels as seen in
Figure 8b. The strongly varying results prevent any correlation between the macro void size and the race-tracking channel width. The reason for the strong variation of results may stem from limitations of the test method used. Given that the flow visualization test rig only allows the preform impregnation on the top and bottom side of the preform to be monitored, it gives no insight into the filling pattern over the preform thickness and, therefore, no knowledge of the three-dimensional shape and volumetric size of the formed voids. Assuming an identical void volume, the shape of a void could vary between two extremes of a thin and wide shape and a high and narrow shape. Certain inhomogeneity during the preform impregnation could cause different void shapes of identical volume for experiments of the same race-tracking width leading to a varying observed area ratio of the void on the preform bottom side. Due to the use of a non-reactive fluid as flow media instead of reactive resins, the impregnated preform could not be cured and post-analyzed in order to inspect void volume and shape.
Comparing the experiment without a race-tracking channel in
Figure 6a with the race-tracking experiments in
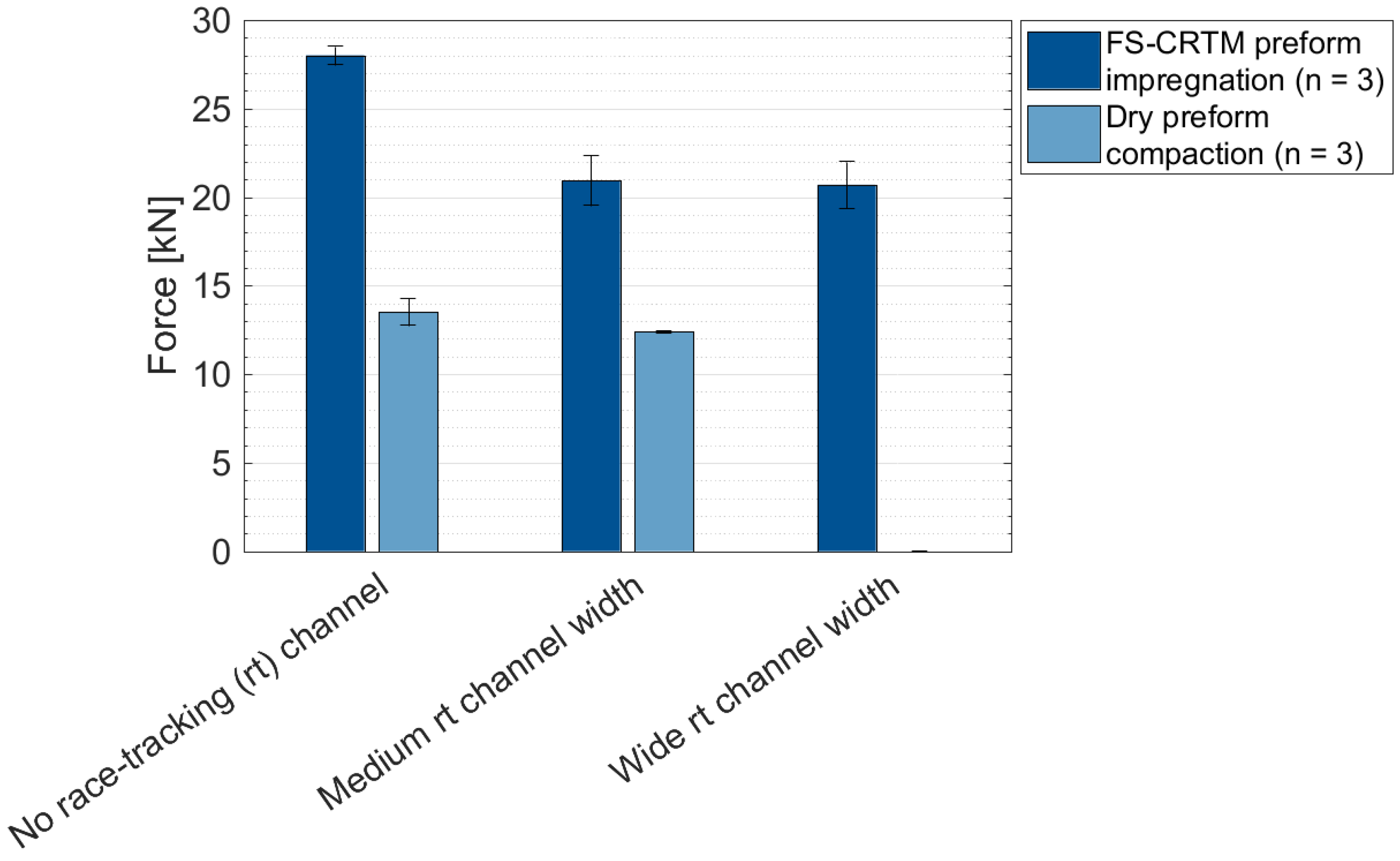
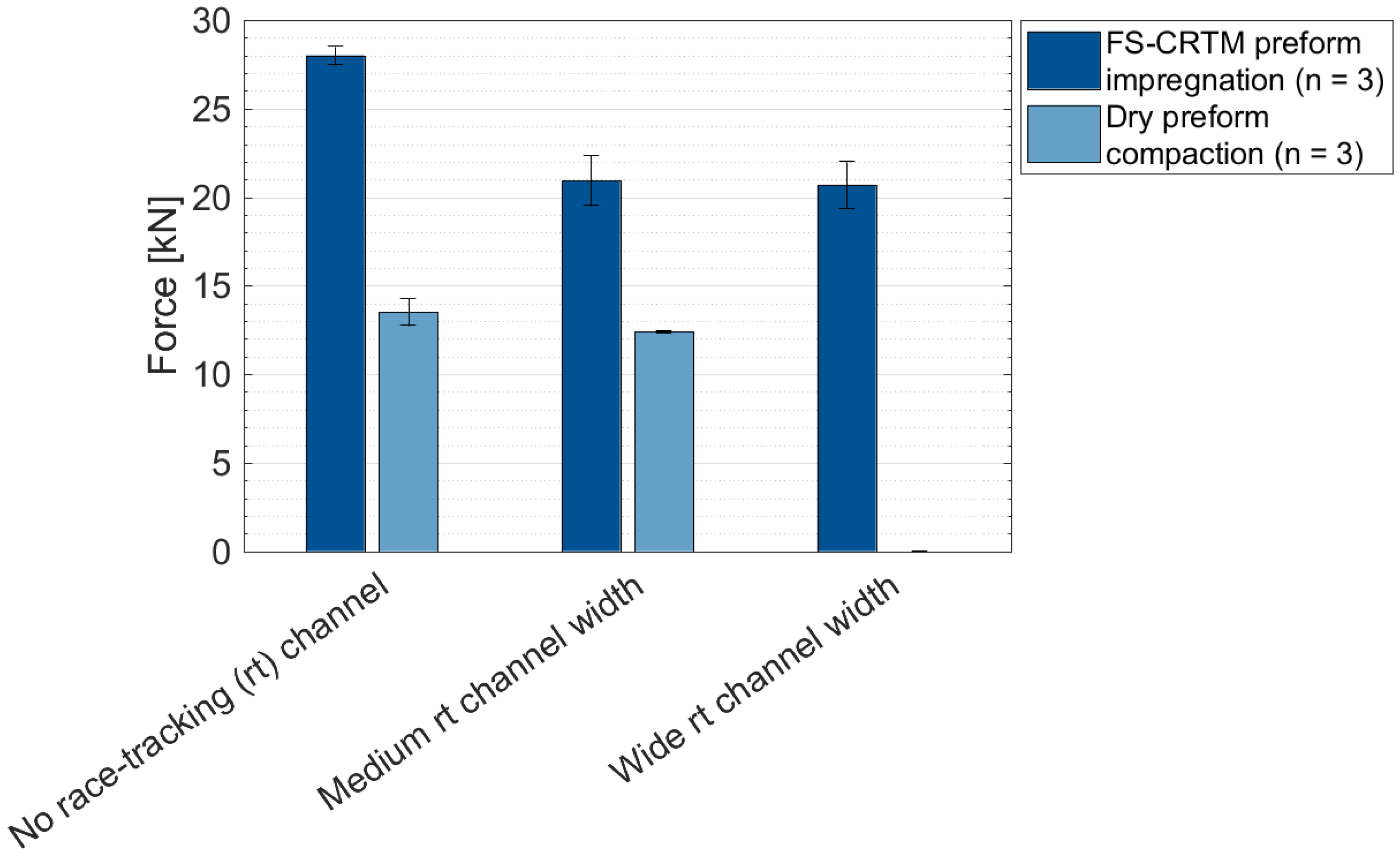
Figure 6b,c, it is observed that the maximum recorded force at the end of the compression phase is reduced in the presence of a race-tracking channel. To further investigate this observation, the maximum recorded force for the three investigated scenarios is depicted in
Figure 9 as dark blue bars as the mean value and with the standard deviation for three repetitions for each scenario. The results show that in the presence of a race-tracking channel, the mean of the maximum force is reduced by approximately 25%, and that there is statistically no difference between the two levels of race-tracking channel widths.
As previously mentioned, the one-dimensional laminate consolidation approach by Terzaghi [
51] describes the recorded force during FS-CRTM impregnation experiments as a result of the combination of fluid pressure and preform compaction stress. While the preform compaction stress component is certainly changing due to the reduced preform dimensions, the fluid pressure component is assumed to be changing, too, due to an increased overall cavity porosity in the presence of an edge race-tracking channel. To investigate the change of these individual force components, additional experiments were performed for preforms without and with a medium race-tracking channel in which no fluid was injected, which permitted the pure preform compaction force to be measured. The recorded maximum forces are shown in light blue in
Figure 9, again showing mean values and the standard deviation for experiments completed in triplicate. Comparing the recorded forces for experiments without a race-tracking channel with experiments with a medium race-tracking channel width in
Figure 9 indicates that the dry preform compaction force reduces only by approximately 1 kN, while the maximum force during FS-CRTM impregnation experiments is reduced by approximately 7 kN. Considering that the dry preform compaction is comparable to the wet preform compaction component during impregnation, these observations suggest that the reduction of the fluid pressure component is far larger than the preform compaction component in the presence of race-tracking. The strong reduction of the fluid pressure component is explained by two effects, which occur due the presence of edge race-tracking. First, the flow pattern changes from a predominant out-of-plane flow for experiments without a race-tracking channel to a superimposed flow with an additional lateral in-plane flow for experiments with race-tracking. The in-plane permeabilities of the used NCF material [
44] are approximately one order of magnitude higher than its out-of-plane component, resulting in a reduced flow resistance during the lateral preform impregnation and an overall reduced fluid pressure. Second, the presence of a race-tracking channel increases the overall porosity inside the cavity, which reduces the fluid stagnation pressure at the end of the compression phase. Hence, flow pattern changes and increased cavity porosity leads to a strong reduction of fluid pressure which is seen to have caused the majority of the recorded force reduction in the presence of edge race-tracking.
3.2. Flow Control Study
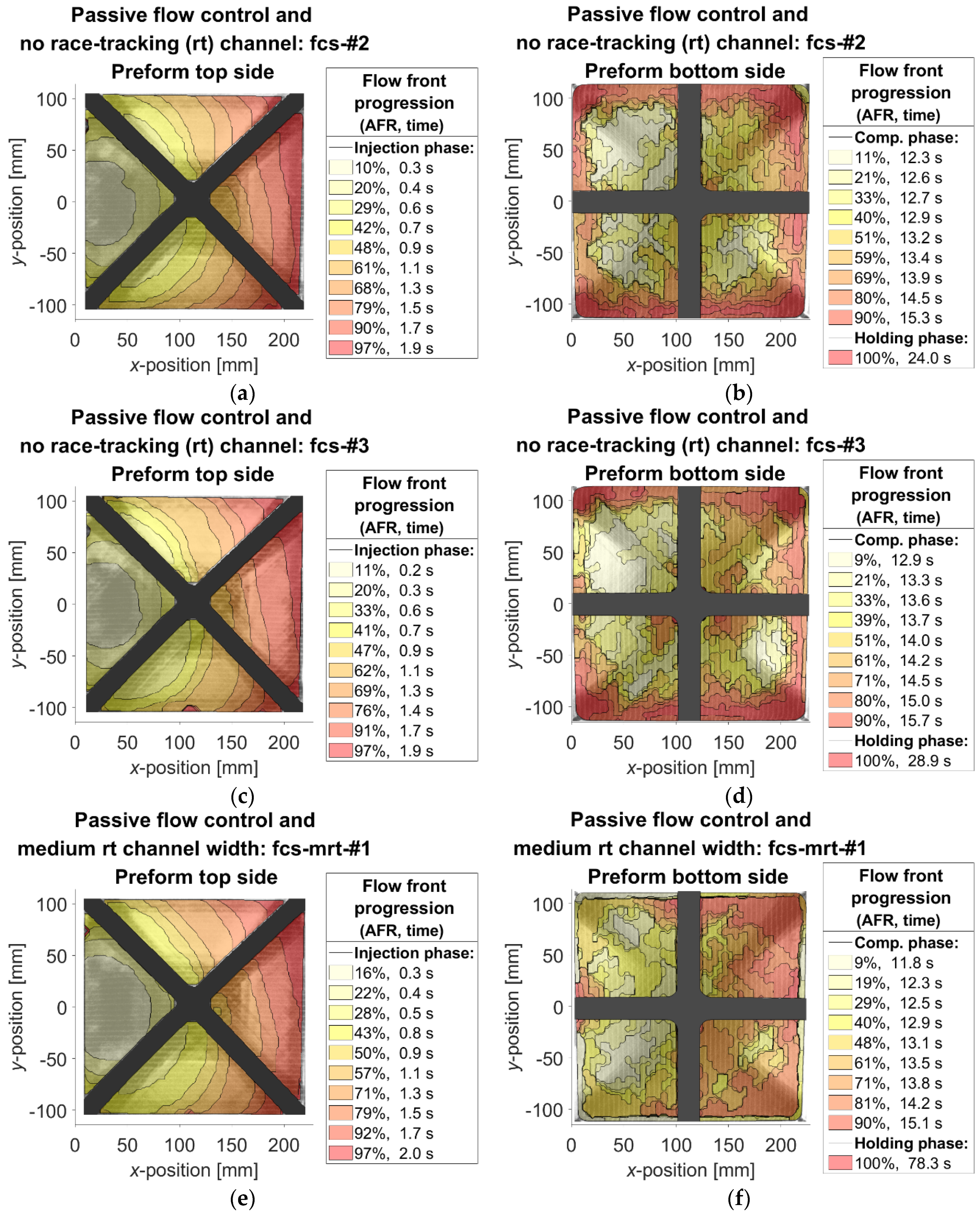
Flow visualization experiments were performed during the flow control (FC) study to explore a passive flow control strategy to diminish the edge race-tracking effect during the FS-CRTM preform impregnation. The cavity in-plane dimensions were increased from 210 × 210 mm during the race-tracking (RT) study in the previous section to 228 × 228 mm in the presented FC study. This was necessary to realize an experimental scenario with a localized injection gap covering only the area under the central slider with 210 × 210 mm and circumferentially pre-compact the preform in the outer 9 mm of the cavity to the final part thickness. To explore the potential of a passive flow control strategy, experiments for three scenarios were again performed: without a race-tracking channel (indicated by an identifier with the test number, e.g., ‘fcs-#1’ for the first test) and with medium (‘fcs-mrt-#1’) and wide channel width (‘fcs-wrt-#1’).
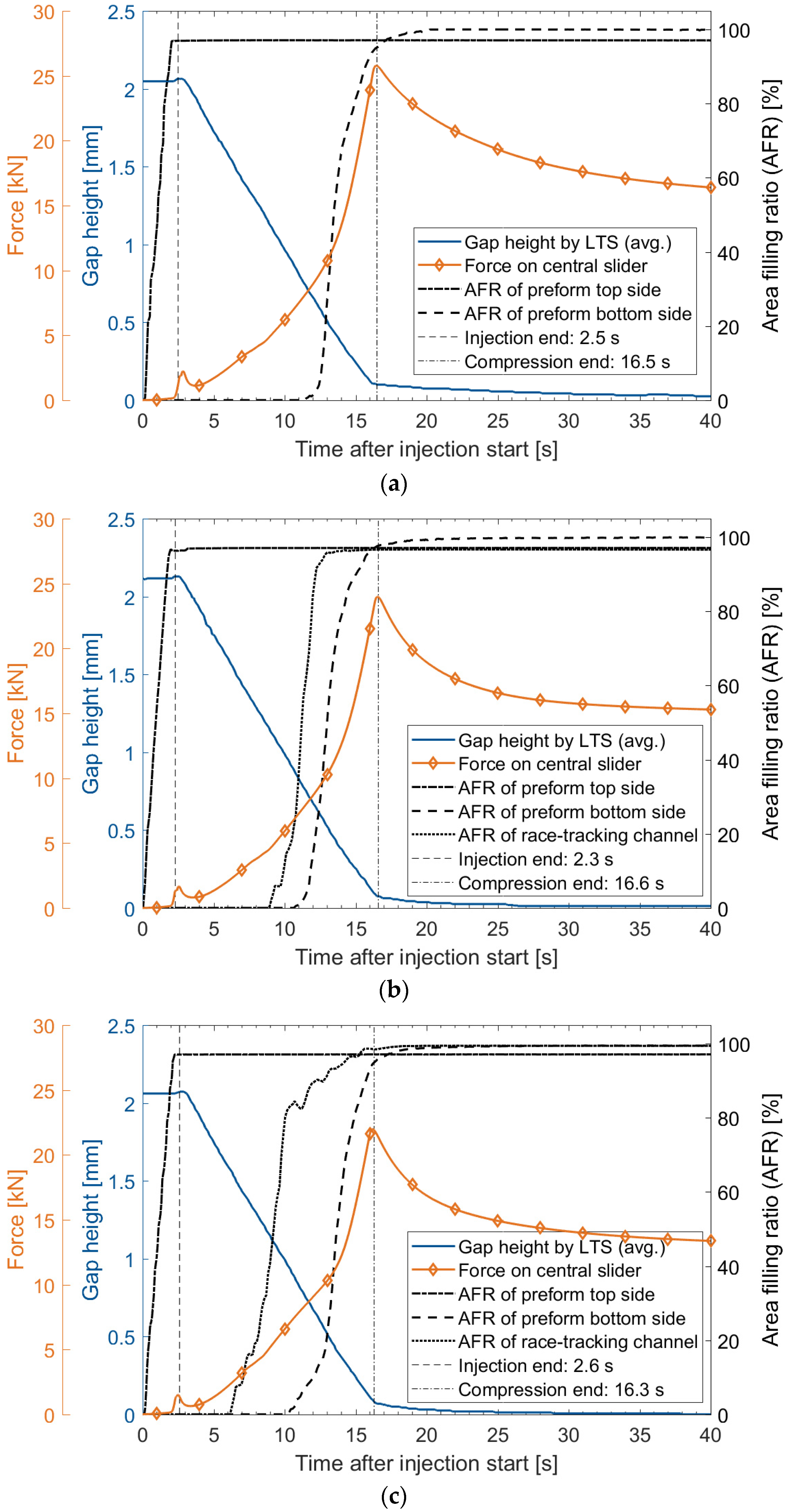
Figure 10 illustrates overview plots of important process variables of the three experimental scenarios performed during the FC study. Due to the increased preform in-plane dimensions, the injected fluid volume was adapted, leading to a longer injection time for flow control experiments at an identical injection pressure to that during the RT study. All three experimental scenarios of the FC study in
Figure 10a–c show a steep linear increase of the AFR of the preform top side, initiating at the process start. Due to mirroring effects, the top camera of the test rig could only record the fluid flow in the area of the central slider and not in the outer cavity section of the pre-compacted edge. Therefore, the reported AFR of the preform top side provides information only on the filling of the localized injection gap, which is seen to be completely filled before the injection is finished. The flow front progression on the preform top side is shown in
Figure 11a,c,e. The herein shown filling pattern inside the injection gap progresses radially from the inlet slider (x = 9 mm, −20 mm < y < 20 mm) towards the vent side of the injection gap (x = 219 mm, −105 mm < y < 105 mm).
Similar to the experiments in the RT study, the force and gap height curve also increase at the end of the injection phase during the experiments of the flow control study (see
Figure 10). The observed deflection of the curves is attributed to an increase in cavity pressure after the injection gap is completely filled, yet with remaining fluid being further injected. In contrast to the RT study, the force peaks during the FC study are reduced less when comparing the experiments without a race-tracking channel in
Figure 10a and with a channel in
Figure 10b,c. This observation is correlated to the fact that during the flow control experiments, the fluid is injected into an isolated, central injection gap. Due to the applied passive flow control strategy, no direct spatial connection between the central injection gap and the edge race-tracking channel is established. Therefore, the presence of a race-tracking channel does not increase the empty space in which the fluid can discharge during the injection, which is identified as the cause for the peak reductions during the RT study.
As in the injection phase, the compression phase is also longer for experiments in the FC study compared to the RT study, due to the increased height of the injection gap at an identical closing speed of the central slider. During the recorded gap height reduction in
Figure 10, the force applied to the central slider increases and peaks at the end of the compression phase before it relaxes during the holding phase. The maximum recorded force during the FC study is reduced in the presence of a race-tracking channel as previously observed and discussed during the RT study.
The dashed black line in
Figure 10a shows the AFR of the preform bottom side of the flow control experiment without race-tracking. The AFR stays constant at zero until approximately 12 s after the process start and rises rapidly afterwards before the slope decreases towards full filling during the holding phase at approximately 23 s. Looking at the qualitative flow front progression on the preform bottom side of the same experiment in
Figure 11b, it can be observed that the fluid fills the preform bottom side first in its center and then progresses towards the preform edges. These process observations in flow control experiments without race-tracking verify the intended flow manipulation of the passive flow control strategy to initiate a central through-thickness flow under the localized injection gap along with a subsequent lateral flow from the center towards the pre-compacted preform edge.
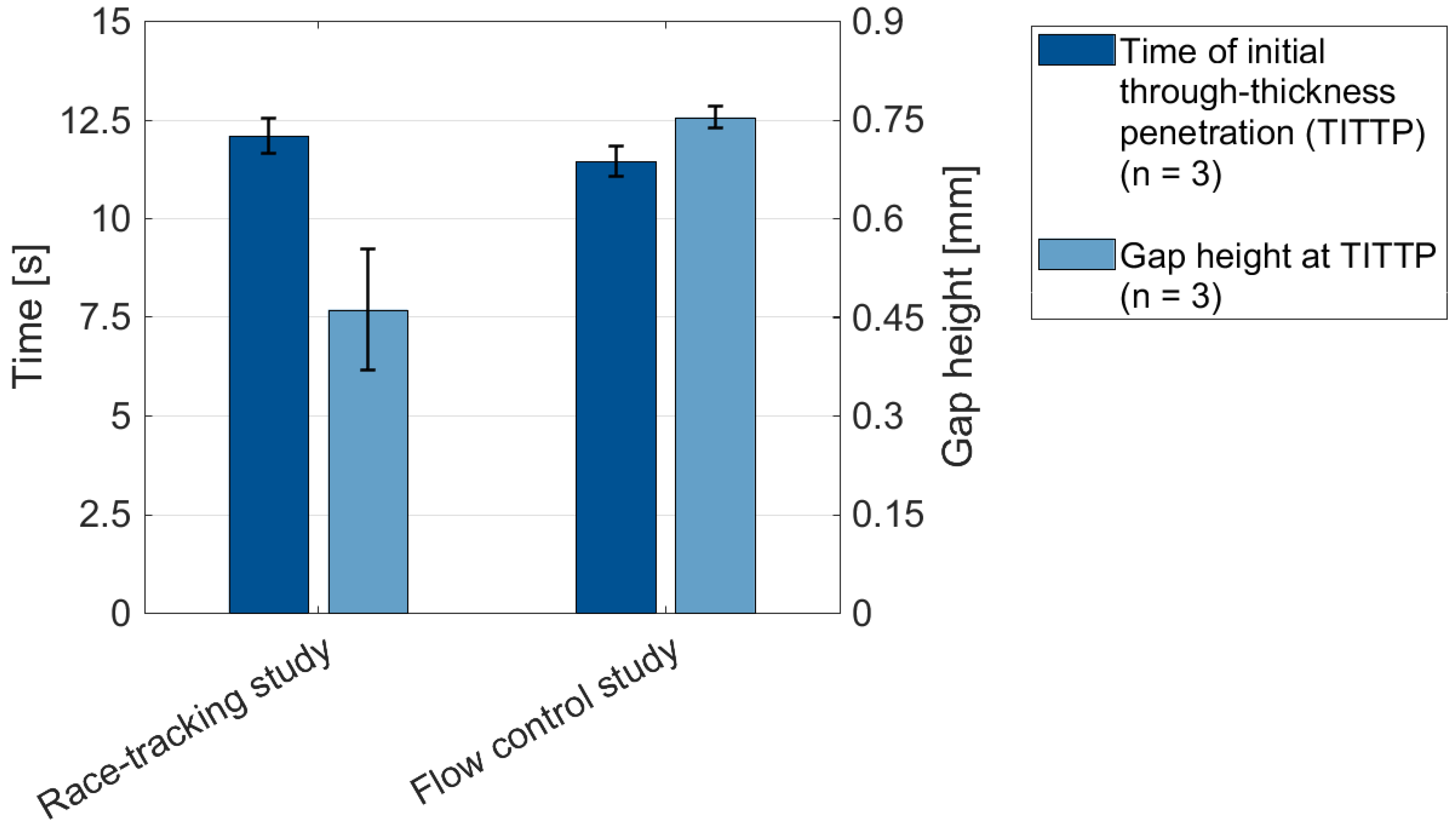
The initial rise of the AFR curve of the preform bottom side is defined as the ‘time of initial through-thickness penetration’ (TITTP).
Figure 12 depicts in the two dark blue bars TITTP mean values and standard deviations for three experiments without a race-tracking channel for the RT study and the FC study. Considering a predominant out-of-plane flow in the preform center during the FC study, its TITTP should be comparable with the TITTP of the pure through-thickness impregnation of the RT study. Comparing the TITTP of the two studies in
Figure 12, it is observed that the mean of the flow control experiments is slightly lower even though the injection time of this study is marginally longer by 0.4 s. The small extension of the injection phase during the flow control experiments seems to be compensated by a slightly faster out-of-plane flow due to the marginally lower areal weight of the fabric used for the FC study and the resulting lower preform thickness as recorded in
Table A3 in
Appendix A. Nevertheless, the injection time extension is very low compared to the absolute value of the TITTP. The identical preform architecture and the similarity in TITTP between the two studies strengthen the conclusion of the previous paragraph, i.e., a predominant out-of-plane flow is established in the preform center under the injection gap during the flow control experiments.
For experiments of the FC study, a faster progression until complete filling of the preform bottom side is recorded comparing the AFR of the preform bottom side of the FC study without a race-tracking channel in
Figure 10a with the corresponding experiment of the RT study in
Figure 6a. The observed difference of AFR progression on the preform bottom side is correlated to process design changes and resulting flow manipulations due to the applied passive flow control strategy in the FC study. While the TITTP of the two studies is comparable, the compression phase is longer in the FC study due to the increased height of the injection gap. This results in a longer remaining time span between TITTP and the compression end and in an increased gap height at TITTP for the flow control experiments compared to experiments of the RT study as shown in
Figure 12. With the larger remaining gap height of the central slider at TITTP, more fluid is distributed between the arrival of the flow front on the preform bottom side and the end of the compression phase, filling the observed preform bottom side quickly from its center towards the edges as seen in
Figure 11b.
Observing the flow control experiments with a race-tracking channel in
Figure 10b,c, the black dotted AFR curve of the race-tracking channel stays at zero during the complete injection phase and for parts of the compression phase until it rises rapidly. The delayed filling of the race-tracking channel is explained by the flow manipulation of the applied passive flow control strategy. Due to the spatial isolation of the central injection gap from the edge race-tracking channel, the flow has to pass through the pre-compacted preform edge before it fills the race-tracking channel, causing the observed time delay of the rise in the channel’s AFR. On the contrary, the process design during the RT study provides a spatial connection between the injection gap and the race-tracking channel, resulting in an early filling of the race-tracking channel shortly after the injection start as seen in
Figure 6b,c.
Comparing the flow control experiments with race-tracking in
Figure 10b,c with each other, the rise in the AFR of the race-tracking channel is recorded as starting earlier for experiments with larger race-tracking channel widths. The rise at different times for different channel widths is caused, on the one hand, by the difference in preform dimensions and, on the other hand, by the specific flow pattern of the passive flow control strategy. All experiments of the FC study were performed at identical in-plane dimensions of the cavity and of the central slider realizing the injection gap. The race-tracking channel was created by cutting the centrally placed preform smaller than the in-plane dimensions of the cavity. Therefore, the width of the race-tracking channel defines the width of the pre-compacted preform edge. For a wider channel width, a resulting narrower pre-compacted preform edge section needs to be penetrated by the fluid, flowing from the central injection gap towards the race-tracking channel. Therefore, a shorter flow path leads to the observed earlier filling of the race-tracking channel with increased channel width as shown in
Figure 10b,c.
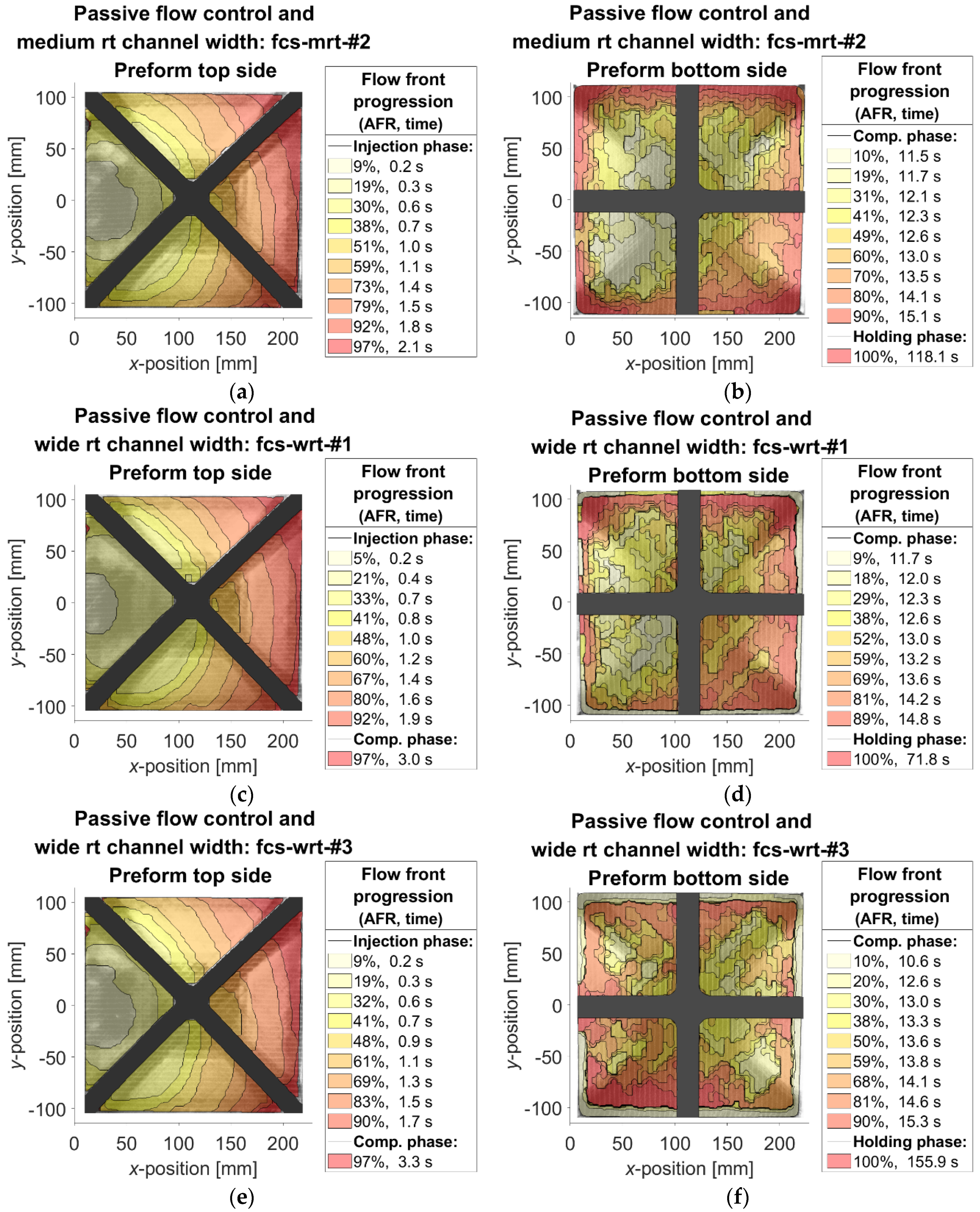
Figure 11d,f shows the flow front progression on the preform bottom side for experiments of the FC study with medium and wide racetrack channel width, respectively. In both experiments, the out-of-plane flow under the central injection gap impregnates the preform bottom side from its center towards its edges, as previously discussed for the experiment without a race-tracking channel seen in
Figure 11b. Additionally, the experiments with race-tracking in
Figure 11d,f show a lateral flow from the race-tracking channel towards the preform center. Comparing these experiments with each other, the expansion of the lateral flow from the race-tracking channel towards the preform center increases with increasing channel width. On the one hand, this observation is explained by the earlier filling of the race-tracking channel for increased channel width, as discussed in the previous paragraph. On the other hand, the lateral flow is promoted by the acting fluid pressure inside the race-tracking channel. Generally, the fluid pressure during the compression phase is caused by the closure movement of the central slider leading to a high fluid pressure inside the injection gap. Due to the spatial disconnection between the injection gap and the race-tracking channel, the fluid has to flow through the pre-compacted preform edge to fill the race-tracking channel. Thus, the developing fluid pressure inside the race-tracking channel is reduced by the porous preform edge that the fluid flows through. The wider the race-tracking channel width, the narrower the pre-compacted preform edge and the higher the developing fluid pressure inside the channel, causing the extended lateral flow as observed by comparing
Figure 11d,f.
The flow front progression plot in
Figure 11b shows that the outer corner sections of the preform are filled last on the preform bottom side in experiments without race-tracking in the FC study. This is explained by the filling pattern of the flow control experiments, i.e., first the area on the preform bottom side under the injection gap is filled, followed by a lateral penetration towards the edges. Due to the geometrical design of the square injection gap with a side length of 210 mm and corner radii of 10 mm and of the square cavity with a side length of 228 mm and corner radii of 10 mm, the distances between the radii of the injection gap and cavity are the largest, and therefore, the outer preform corner sections are the last to be filled. The filling pattern overview of the flow control experiments with a race-tracking channel in
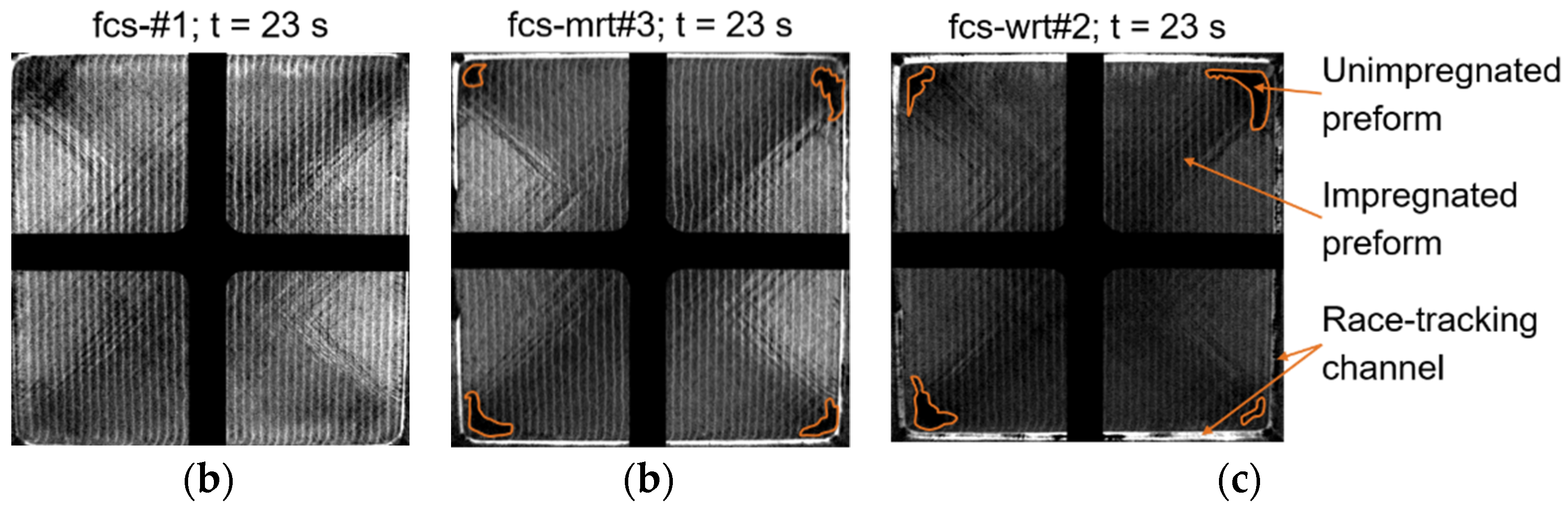
Figure 11d,f is not clear on this matter, for which reason additional flow front images are presented in
Figure 13. The pictures show the preform bottom side at the time of complete filling at 23 s of the experiment without race-tracking in
Figure 13a and the corresponding pictures of experiments with a medium and wide race-tracking channel at the same point in time in
Figure 13b,c. The complete preform impregnation of the preform is delayed for experiments with race-tracking, observable by the unimpregnated preform sections in their corners. In contrast to the experiment without race-tracking, the sections filled last are not at the outer edge of the corner but located slightly inside the preform, entrapped between the two merging flows from the preform center and from the race-tracking channel.
A shift of the location of the lastly filled preform section is observed by comparing the flow control experiments with race-tracking with the corresponding experiments performed during the RT study. While the experiments of the RT study consistently show the lastly filled section in the center of the preform, the manipulated flow due to the passive flow control strategy of the FC study relocates the lastly filled section towards the outer preform corners. This is traced back to the process design changes, which spatially disconnected the central injection gap from the edge race-tracking channels and initiate a preform impregnation from the preform center towards its edges. Therefore, the lastly filled preform sections and potential macro voids due to edge race-tracking are shifted towards the outer preform corners in experiments of the FC study. Manipulating the flow to locate potential manufacturing flaws, such as macro voids, at the edge section of the manufactured part, which is generally machined off, decreases the risk of scrapped parts and highlights once more the benefit of the investigated passive flow control strategy for a robust FS-CRTM production.






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}