3. Results
The results of the experimental studies of the influence of manufacturing technology and bischofite concentration on the strength and strain characteristics of LFRC are shown in
Figure 5,
Figure 6,
Figure 7 and
Figure 8 and in
Table 12 and
Table 13. The results obtained from testing prototypes of vibrated, centrifuged, and vibrocentrifuged LFRC made on non-activated aggregates are shown in
Table 12.
The results obtained from testing prototypes of vibrated, centrifuged, and vibrocentrifuged LFRC made on aggregates activated with an aqueous solution of bischofite are presented in
Table 13.
All graphs show an approximation by the synergistic saturation function:
where
Y is the characteristic of concrete;
C0 is the value of the characteristic by saturation at level B = 0, %;
A,
b and ω are constants;
φ is the phase angle.
Dependences of strength and strain characteristics of vibrocentrifugated concrete on saturation with bischofite, obtained as a result of approximation by function (1) using the least squares method, have the form:
All expressions are presented for vibrocentrifuged concrete, since it has the best characteristics and is of greater interest. Units for strength indicators are MPa, compressive strain , tensile strain , elastic modulus GPa. All equations are in good agreement with the experimental data and the coefficient of determination was from 0.9 to 0.98.
From
Figure 5,
Figure 6,
Figure 7 and
Figure 8 it can be seen that with any technology for the manufacture of LFRC—vibration, centrifugation, vibro-centrifugation—the best strength and deformation characteristics were demonstrated by samples of the composition, the aggregates of which were activated with a bischofite solution in an amount of 6 g/L. At the same time, there was a smooth increase to the maximum of the characteristics of LFRC in the range from 0 to 6 g of bischofite, then there was a sharper decrease in the range from 7 to 10 g of bischofite. The maximum focus was in the range of 5.5–6.5 g/L. A further increase in the concentration of bischofite over 8 g/L led to a sharp decrease in the strength and deformation characteristics of LFRC. At values close to 10 g/L, the activation efficiency was 0 or even negative, which indicates the inappropriateness of a further increase in the content of bischofite.
For clarity of comparison of the effect of chemical activation of aggregates with an aqueous solution of bischofite on the deformative characteristics of LFRC, compression diagrams “
εb-
σb” and tension “
εbt-
σbt” were plotted for control compositions 1V, 1Ts, 1VTs and experimental compositions 4V, 4Ts, 4VTs with the best deformative characteristics. In addition, stress–strain diagrams are shown in
Figure 9 and
Figure 10.
It was established that the chemical activation of aggregates with an aqueous solution of bischofite affected the deformation diagrams of LFRC obtained using various technologies, as follows: all peaks of the deformation diagrams of LFRC made on activated aggregates were shifted up and to the right relative to the diagrams of control concrete samples. At the same time, the peak of the deformation diagram of vibrocentrifuged fiber-reinforced LFRC made on activated aggregates was located higher and to the right than the peaks of diagrams of centrifuged and vibrated LFRC containing the optimal concentration of bischofite solution of 6 g/L.
Trends in the strength and strain characteristics of LFB prototypes, manufactured using various technologies, depending on the concentration of bischofite, are shown in
Table 14 and are expressed as a percentage compared to control compositions.
According to the data on the change in the characteristics of LFRC, shown in
Table 14, it was found that the most effective concentration of bischofite was 6 g per liter of solution. As for the solutions made with the bischofite in the amount of 2, 4, and 8 g per liter, their use also increased the strength and deformation characteristics, but they were less effective. The increments were insignificant or absent when using a solution with a bischofite concentration of 10 g per liter. Therefore, it is logical to assume that a further increase in the concentration of the solution would lead to a more significant drop in strength characteristics.
In a quantitative aspect, the improvement in the properties of vibrated LFRC was for cubic compressive strength—13%, for axial compressive strength—7%, for axial tensile strength—14%, for tensile strength in bending—8%, for the modulus of elasticity—8%. The increase in deformation characteristics was for deformation under axial compression—25%, for deformation under axial tension—16%.
The increase in the strength characteristics of centrifuged LFRC was for cubic compressive strength—16%, for axial compressive strength—11%, for axial tensile strength—4%, for tensile strength in bending—8%, for the modulus of elasticity—9%. The strain characteristics increased: for deformation under axial compression—24%, for deformation under axial tension—23%.
Finally, the increase in the strength characteristics of vibrocentrifuged LFRC was for cubic compressive strength—14%, for axial compressive strength—13%, for axial tensile strength—3%, for tensile strength in bending—5%, for modulus elasticity—8%. The strain characteristics increased: for deformation under axial compression—31%, for deformation under axial tension—21%.
Chemical activation of aggregates with an aqueous solution of bischofite of rational concentration promoted an increase in the physicochemical activity of the mineral surface of aggregates in relation to the binder. According to the general theory of conglomerate materials, the structure of concrete is determined by the location of the aggregate grains and the bond energy with the cement stone. At the boundary of their contact, there are microcracks and cavities, which are stress concentrates and contribute to a significant decrease in the strength of concrete. However, the chemical activation of aggregates with an aqueous solution of bischofite provides binding to the surface of the aggregates of polyvalent metal ions, causing an increase in its physical and chemical activity in relation to the cement stone, which contributes to the provision of tighter and stronger contacts, which in turn lead to an increase in the structural strength of concrete.
The effectiveness of adding a bischofite solution of a rational concentration (5.5–6.5 g/L) was experimentally revealed, which correlates with the above. However, the addition of a bischofite solution in excess of a rational concentration, that is, more than 6.5%, led to a negative effect on the characteristics of concrete. This can be explained by the fact that magnesium chloride in high concentrations begins to cause corrosion of the second type. The corrosion process is accompanied by the interaction of magnesium chloride with calcium hydroxide. In this case, the reaction products either dissolve easily or remain at the reaction site in the form of an amorphous mass that does not have astringent properties. At low concentrations of MgCl2 solution, the reaction capacity of the solution is low. Reactions with Ca(OH)2 proceed on the concrete surface. The liberated Mg(OH)2 at the same time forms a film on the concrete surface, which helps to protect the concrete from further destruction.
If we talk about sulfate corrosion, then this is a special type of corrosion that occurs when concrete interacts with water containing sulfates—sulfate compounds (CaSO, NaSO, MgSO, etc.) and destruction manifests itself in the form of swelling and curvature of structural elements. In this case, not only does the removal of components from the volume of cement stone occur, but, on the contrary, as a result of chemical reactions between it and substances coming from the external environment, new compounds are formed, the volume of which exceeds the volume of the solid phase of the cement stone components. A typical example of such corrosion is the formation of a “cement bacillus”—calcium hydrosulfoaluminate. Calcium hydrosulfoaluminates occupy a volume two and a half times larger than the original calcium aluminate. As a result, internal stresses appear, which can exceed the tensile strength of concrete and thereby cause cracking. A feature of the impact of magnesium salt solutions on cement stone is their chemical interaction with hydroaluminates and hydrosilicates that make up the structure of cement stone, which leads to an increase in volume and strong cracking. The low density of concrete, and the presence of cracks and voids can lead to the rapid destruction of concrete with this type of corrosion. However, according to GOST 31384 “Protection of concrete and reinforced concrete structures against corrosion. General technical requirements” water is considered aggressive for this type of corrosion if the content of soluble salts in it exceeds 10 g/L; therefore, the use of a magnesium salt solution with less salt content as an activator of the surface of inert aggregates will not have a negative effect and activate the process of salt crystallization in the pores of concrete.
Figure 11,
Figure 12,
Figure 13,
Figure 14,
Figure 15 and
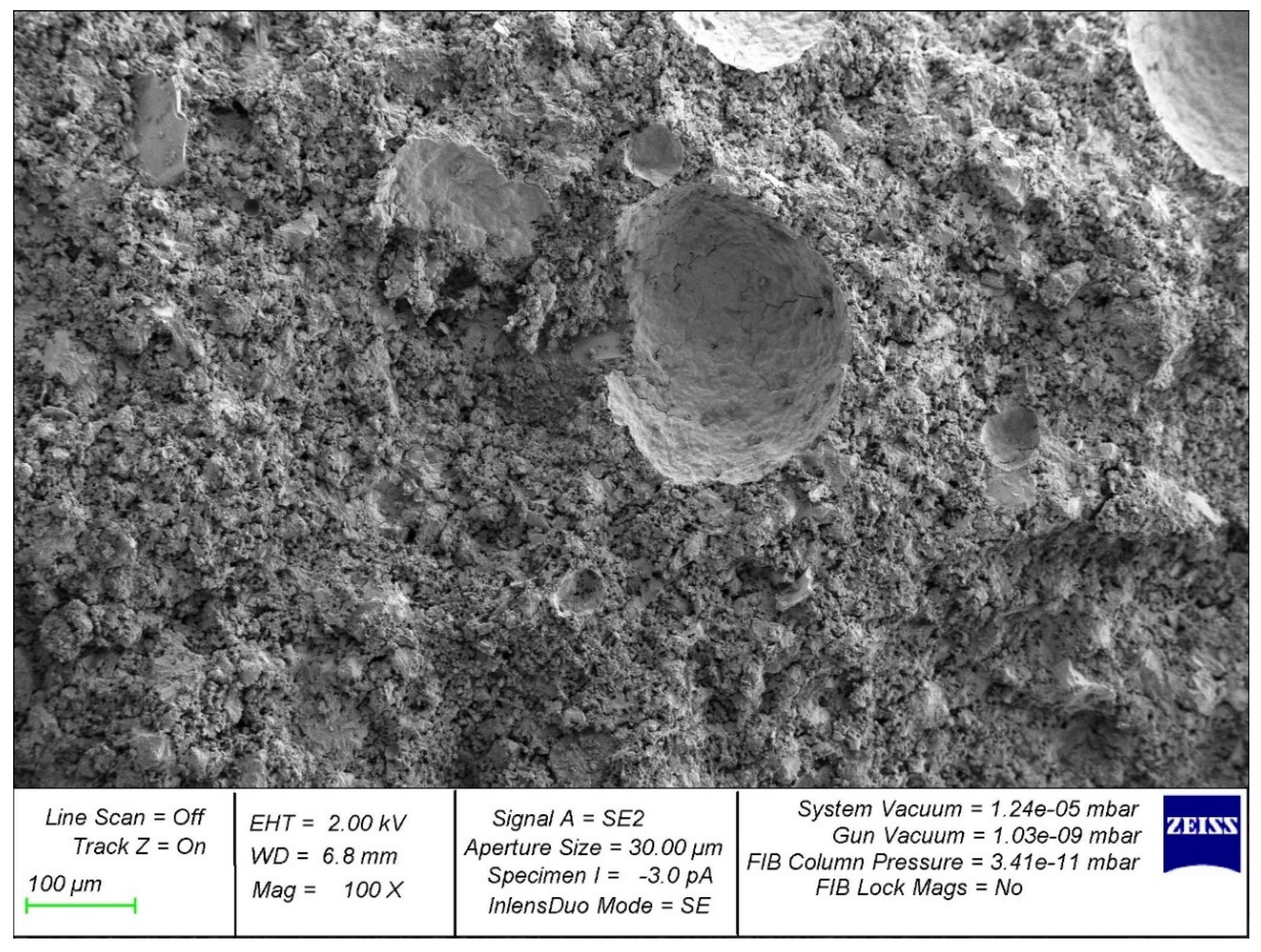
Figure 16 show SEM images of the structure of hardened cement mixtures. For microscopic examination, samples of cement mixtures were taken from the structure of a destroyed concrete composite made using vibrating technology with different concentrations of bischofite additive.
These micrographs clearly reflect the structure of the studied experimental compositions. In
Figure 11,
Figure 12,
Figure 13 and
Figure 14, the structure of the hardened cement paste is homogeneous and dense with a small number of pores and microcracks. In
Figure 13, at a magnification of 5000 times, the compaction of the structure of the hardened cement paste with a concentration of bischofite solution of 6 g/L is clearly visible in comparison with the structure of the vibrated concrete of the control composition shown in
Figure 16.
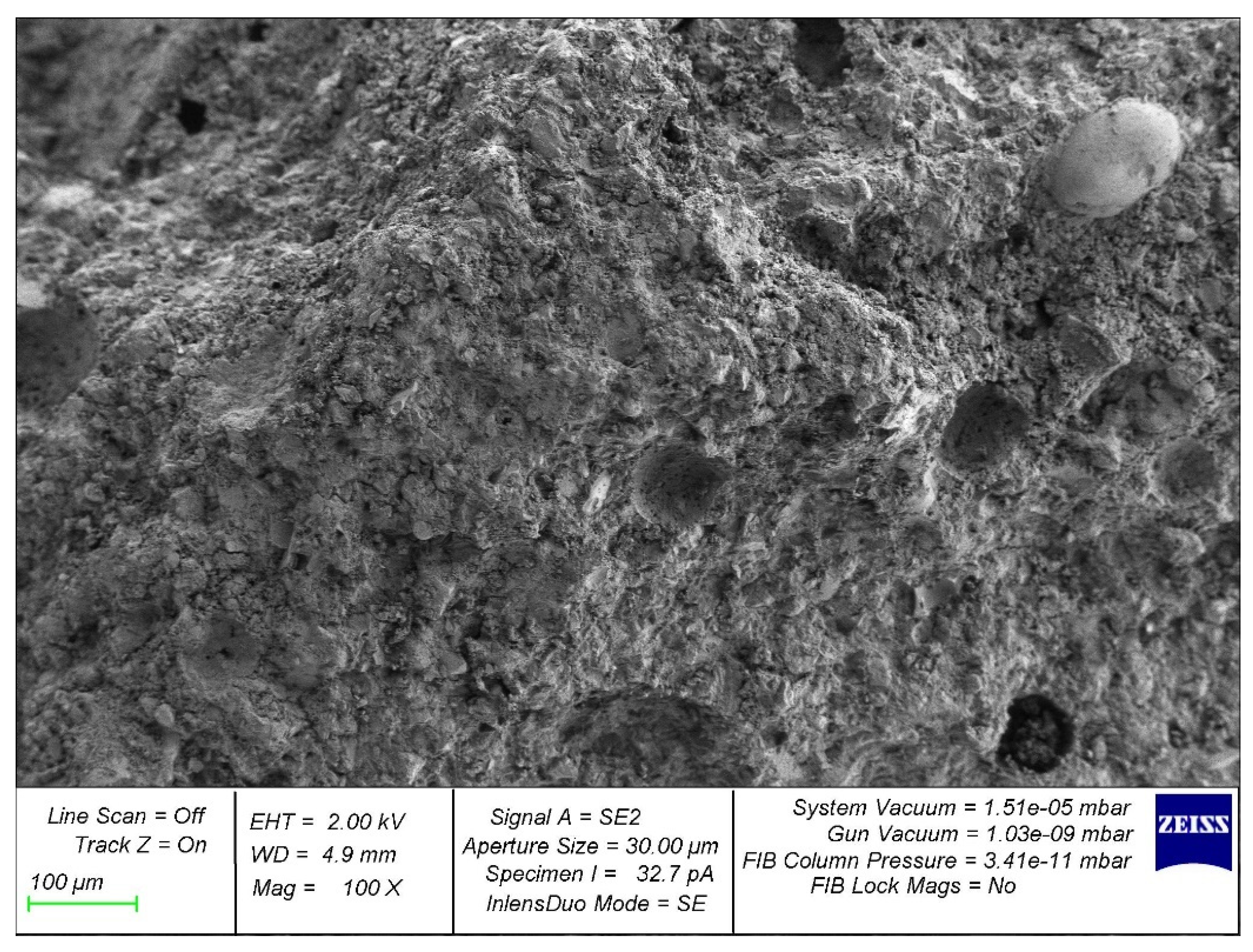
As for the structure of the sample of composition 6B (
Figure 15), it is less dense with a large number of micropores of irregular shape and microcracks. Thus, the processing of aggregates with an aqueous solution of bischofite at its concentration of 2–8 g/L (compositions 2V–5V) is the most optimal. This activation technology provides a more active process of calcium silicate hydrate gel formation at the interfacial boundaries, due to which the composite material becomes stronger. However, when using solutions with a dosage of bischofite that exceeds the optimal value, the opposite effect was observed. Thus, the analysis of the microstructure confirmed the above results of testing concrete for strength and deformation characteristics.
4. Discussion
To determine the scientific and practical significance of our study, it was necessary to compare it with the results of other authors. For greater clarity, we summarize in
Table 15 an analytical comparison of previously known and proposed activation methods, noting their advantages and disadvantages.
It should be noted that the chosen method of activating aggregates by treating them with an aqueous solution of bischofite makes it possible to achieve almost the same increase in mechanical characteristics as more traditional methods of concrete modification, for example, the use of various chemical and mineral additives [
27,
28,
43,
44,
47,
48].
It is necessary to analyze the following main scientific results obtained in the course of theoretical and experimental studies. Firstly, in the development of theories and technologies previously developed by the authors of works [
28,
29,
30,
31,
32], the effectiveness of the activation of inert concrete aggregates with bischofite solutions was tested and confirmed. Secondly, the optimal value of the concentration of this solution of 6 g/L was phenomenologically set and experimentally proved. Thirdly, we conducted a study of the three-factor influence on the properties of concrete by the recipe, technology, and constructive structure. Thus, the chemical activation of concrete aggregates by bischofite acts as a prescription factor. The method of concrete production is a technological factor. Finally, a structural factor is additional dispersed reinforcement and replacing a part of coarse aggregate from dense to porous. That is, the hypothesis of potential synergetic effects arises when choosing the most optimal technology and the most optimal concentration of bischofite solution for obtaining concrete with the best characteristics was studied.
The following reasons explain the effects on the increase in quality indicators depending on the three-factor influence. As is known and was shown by us earlier in previous works [
42,
44,
47], firstly, manufacturing technology has a considerable influence on the concrete properties. Considering the increasing requirements for the quality and reliability of reinforced concrete products and structures, including increased responsibility, their manufacturing technologies can differ significantly depending on the type of buildings and structures. Thus, our study involved comparing the effectiveness of the proposed activation methods for various initial conditions. Thus, vibrocentrifuged concrete has an improved variatropic structure in comparison with centrifuged and even more so with vibrated concrete. With a rational ratio of recipe–technological factors, such concrete has the best combination of physical–mechanical, strength, strain, and structural characteristics. High indicators of the qualitative characteristics of such concrete are due to its structural features, which have enhanced variatropy in terms of the working outer and middle layers of a conditional three-layer section. In many ways, this variatropy of the structure and properties over the cross-section of the ring element is due to the nature of the drift of aggregates in the body of the concrete mixture. When the aggregates are activated with bischofite, the most active surface of the inert components of the aggregates can be obtained, which provides the best interaction and adhesion of these aggregates with cement stone, which is most important for variotropic structures due to the non-trivial drift of aggregates in such concrete, the concentration of heavy aggregate and large grains in the outer the main layer of an annular section element. Thus, the filling—the frame and the supporting frame of the element—is imparted, and at the same time, the surface and other activity of the fine filler is improved, which is distributed over the entire section of the element, which makes it possible to achieve the perfect structure and the best properties with the most significant increments relative to the base control samples. However, with monolithic concreting and in different conditions, the use of vibrated concrete is the most effective. That is, the study aimed at the maximum universalization of the developed proposals. The mechanism of strengthening and improving the structure of vibrated concrete is similar to that described above.
Secondly, the constructive–structural factor used by us in the study–additional dispersed reinforcement and replacement of part of the coarse aggregate from dense to porous—allowed us to achieve improved strength and greater operational versatility of concrete by giving it a more ductile fracture pattern and enhancing its ability to work in non-trivial complex conditions [
14,
40,
43,
44,
48,
49,
50]. Thus, with structural and structural improvements in concrete, due to the factors of aggregates, their additional chemical activation contributes to the achievement of a synergistic effect following the mechanism for increasing their surface activity and drift characteristics during concrete structure formation. Thus, the study has demonstrated the theoretical validity and applied prospects for using new improved LFRC with the chemical activation of aggregates.
In our study, the following innovations are proposed: these are conceptual innovations related to formulation and technological factors; namely, the use of the combined activation of fine and coarse aggregates for one type of activation. This is a prescription aspect, expressed in the quantitative and qualitative expression of the components used not only for concrete, but also for the activator itself. This is also a technological aspect, expressed in the development of a methodology for carrying out activation and features of the technological process for the manufacture of concrete, in turn, made using various technologies on activated aggregates; Finally, this is a constructive aspect, expressed in dispersed reinforcement and a significant change in the characteristics of concrete due to additional fiber, which plays the role of dispersed reinforcement in this concrete. Thus, having conducted complex studies and analysis of the experimental and theoretical results we note the following:
- -
In a qualitative aspect, our study differs from previous studies [
21,
22,
23,
24,
25,
26,
27,
28,
29,
30,
31,
32,
33,
34,
35,
36,
37,
38] due to the a significant reduction in material, resource, labor, and time costs for activation, reaching 20%;
- -
From the point of view of formulation and technology, as well as a constructive solution for reinforcing with fiber reinforcement, our results can be evaluated by the difference in increments and changes in the strength and deformation characteristics of the resulting concrete. With a bischofite content of 6 g in 1 L of solution, the strength characteristics increased to 17%. At the same time, concrete obtained using centrifugation and vibro-centrifugation technologies showed the best result. In terms of deformability, vibrocentrifuged concrete demonstrated the best performance. Deformations in compression and tension increased by 31% and 21%, respectively. These acquired properties of activated concrete make it more technological and versatile in terms of operation. In previous works [
21,
22,
23,
24,
25,
26,
27,
28,
29,
30,
31,
32,
33,
34,
35,
36,
37,
38], the main emphasis was placed exclusively on increasing strength, which simultaneously gave the concrete a more brittle fracture character and reduced its damping capacity, which can be effective under certain and frequently occurring types of loads.
- -
In terms of applicability and the possibility of introducing the technology into real practice, our results, expressed in the creation of new materials and the receipt of new technologies, significantly exceeded previously known analogues and allows, according to preliminary estimates of industrial partners, to achieve savings in manufacturing due to a significant reduction in defects and an improvement of design properties and, thus, the possibility of reducing the working sections of reinforced concrete elements made of such concrete and the effect of economic efficiency, which reached 25–27%.
5. Conclusions
As a result of the research, several scientific and practical results have been achieved.
An activation technology for variotropic concrete was proposed for the first time by treating aggregates with bischofite. Its optimal qualitative and quantitative parameters were determined and substantiated. As a result, new dependences of the properties of concretes with the use of activated aggregates on the recipe were obtained. In addition, existing theoretical concepts, and practical recommendations on the chemical activation of aggregates in non-traditional centrifugally compacted concrete with a variotropic structure were developed.
New recipes and technological proposals for the manufacturing industry were developed in this research work. It was established that the activation of both fine and coarse aggregates of concrete with aqueous solutions of natural bischofite at a concentration of 6 g (in terms of dry matter) per 1 L of water is the most rational and provides the maximum increase in strength characteristics and the best values of deformation characteristics.
Strength characteristics (compressive strength) increased up to 16%. Strains in compression and tension increased by 31% and 21%, respectively. The modulus of elasticity increased to 9%. The analysis of the microstructure confirmed the effective dosage of the aqueous solution of bischofite.
The achieved results make it possible to solve the technological problem of searching for low energy, resource-, material-, and labor-intensive technology for the activation of inert components of concrete up to 20%.
A new improved LFRC was created, and new technology was proposed that makes it possible to achieve savings in manufacturing by significantly reducing rejects and improving structural properties and, thereby, the possibility of reducing the working sections of reinforced concrete elements made from such concrete, that is, the effect of economic efficiency, reaching 25–27%.
The proposed activation technology with a bischofite solution as applied to the concrete of a complex variotropic structure makes it possible to optimize the production of reinforced concrete products and structures by increasing the strength of the latter or by reducing cement consumption and ensuring the environmental friendliness of the production of concrete and concrete products.


 ,
, 



















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}