Abstract
The main objective of this work is to evaluate the mechanical and thermal strength of a recently developed composite made of Cissus quadrangularis fiber coupled with Polylacticacid (PLA) in comparison to other natural fibers. This study investigated three different fiber and PLA compositions—20%, 30%, and 40%, respectively used to produce a composite. In contrast, another composite with the same volume percentage was created using calcium hydroxide Ca(OH)2 to coat the fibers in order to alter their microcrystalline structure and enhance their mechanical properties. The composite was created using an injection molding procedure. Tests were performed to assess the improved properties. According to a preliminary study, the mechanical characteristics of PLA combined with treated Cissus quadrangularis fiber are increased when compared to PLA coupled with untreated Cissus quadrangularis fiber and neat PLA. Calcium hydroxide acted as a binding agent in fiber to enhance stress transmission in the matrix, increasing tensile and flexural modulus as well as toughness elongation. Further DSC analysis showed that the inclusion of the preceding components increased the glass transition temperature and melting temperature. The temperature at the beginning of deflection has risen as a result of showing how increasing HDT, fiber–matrix adhesion, and fiber content are related. The morphological analysis was performed on both untreated and chemical-treated fiber composites by using an optical microscope to see the interaction with the fiber matrix.
1. Introduction
The current generation of reinforced composites emphasizes the significant importance of natural fibers. Due to growing environmental concerns, natural fibers and their composites are frequently employed in a range of applications. Natural fiber composites have applications in the automotive, aerospace, and construction sectors, among others. Many prominent scientists and researchers choose natural fibers because of their exceptional qualities, including their availability, low density, cost-effectiveness, and environmental friendliness. They are made from biodegradable components and require fewer human resources. Synthetic or artificial fibers can be substituted with natural fibers. Additionally, manufacturing natural fibers has no drawbacks, such as soil contamination or harmful impacts on people working and end-users [1].
Natural fibers are a good replacement for glass or aramid fibers now in use because of their high specific strength and modulus, recyclability, and low density. They are also plentiful, renewable, typically regarded as biodegradable, and non-toxic [2].
Natural fibers may be sourced from plants, animals, or the environment; hence, plant fibers were chosen as the source. Plant fibers come in six different varieties. They are
- Wood;
- Seed;
- Leaf;
- Skin/Bast;
- Fruit;
- Stalk.
The Cissus quadrangularis plant produces both leaf and stem fiber. However, the stem fiber is preferred because of its superior tensile strength. Cissus quadrangularis, sometimes referred to as Hadjod, is a perennial plant in the Vitaceae family [2]. It is also known as a square-stalked vine, devil’s backbone, and adamant creeper. It is indigenous to Sri Lanka, Bangladesh, and India. It can also be found in Southeast Asia and Africa. Brazil and the southern United States both import it.
The quadrangular-sectioned branches of Cissus quadrangularis have internodes that are between 1.2 and 1.5 cm broad and 8 to 10 cm long, growing to a height of 1.5 m. There is a leathery edge on each angle. The nodes display the toothed trilobe leaves, which range in size from 2 to 5 cm. It may grow in nutrient-poor soil and is suitable for light (sandy), medium (loamy), and heavy (clay) soils. It favors well-drained soil. Acidic, neutral, and basic (alkaline) soils can grow well in very acidic and alkaline soils. It is unable to grow in the shade. Although it can withstand drought, it favors dry or damp soil [3].
The stems and leaves of the Cissus quadrangularis plants are used to make fiber. It is renowned for having a high water-soluble fiber content, which is mostly made up of cellulose, hemicellulose, and pectin. These characteristics demonstrate the Cissus quadrangularis fiber/polymer composite’s high mechanical strength. The fiber’s strength is increased due to the low hemicellulose concentration, which also stops the degradation of cellulose microfibers. The organization and structure of the fibers are preserved by the low lignin level.
PLA is a thermoplastic polyester that is biodegradable, biocompatible, and renewable and is mostly made from maize starch. The monomer lactic acid (LA) of PLA is derived from natural sources. LA is created by bacterially fermenting biomass, such as maize, sugarcane, potatoes, and other plant materials. Because of its strong mechanical qualities and good processability, PLA is a particularly desirable material to employ in the substitution of petroleum-based polymers [4]. It is easily fabricated and has strong thermal plasticity and biocompatibility. Due to its wide availability and low price compared to other biodegradable polyesters, PLA has the most potential as a biopolymer [5]. To increase the mechanical qualities of composite materials, PLA can be utilized as reinforcement. To make hybrid composites, it is frequently mixed with other reinforcing components like natural fibers. Compared to neat PLA, these composites can demonstrate improved strength, stiffness, and impact resistance. One of the key advantages of using PLA in composite preparation is its biodegradability. When PLA is incorporated into composites, the resulting material retains its biodegradable nature, making it suitable for applications where reduced environmental impact is important. However, compared to conventional petroleum-based materials, it has low toughness, deformation at the break, and thermal properties. Many efforts have been made to improve the properties of PLA in order to compete with other commonly used plastic films [6,7].
Because polylactide polymers are stiff and brittle, plasticizers are required to enhance their elongation and impact characteristics. The polylactide can biodegrade completely. Lactic acid is hydrolyzed to produce water and carbon monoxide, which is then metabolized by microorganisms [8]. Natural fibers’ moderate adherence to a polymeric matrix is one of the drawbacks when embracing them as a component of composite materials. By treating these fibers with various chemicals, physical materials, or enzymatic agents, this issue can be remedied [9]. The use of calcium hydroxide treatment is one of them as an effective technique for selectively lowering the lignin content of lignocellulosic biomass without suffering a substantial loss of carbohydrates [10]. According to some research, Ca(OH)2 is the least costly per kilogram of hydroxide treatments. It is also the most sustainable and recoverable alternative in terms of cost, operation, health risk, sustainability, and recovery. Despite these advantages, this method has not been thoroughly investigated as a substitute fiber preparation for reinforcing [11].
In the current study, PLA composites were made using cellulose fibers that had been separated using the organosolv technique. The cellulose fibers were modified chemically by calcium hydroxide with the purpose of improving adhesion between the composite matrix and the natural fibers [12]. The manufactured composite samples were further examined under a microscope and assessed for their mechanical, thermal, and microscopic characteristics. It also investigated how PLA/fiber composites behaved during accelerated weathering. The outcomes were contrasted with composites made with various fiber/PLA composites using the same process.
2. Materials and Methods
2.1. Materials
2.1.1. Cissus quadrangularis Fiber
This fiber is sourced from the southern region of India. The gathered fiber is between 5 and 10 cm long, while the internodes are between 12 and 15 mm long. With the use of a hammer, the internodes were broken, allowing the retting process to begin. As a result, hammered nodes were submerged in water for a period of 15 to 20 days to undergo the retting process. After the interval, the fiber layers became pliable, making it simple to extract the fibers from the tip of the node stalk. In order to clean the fiber’s surface and get rid of any pollution or impurities, the gathered fiber layers were washed in distilled water. Subsequently, the moisture was eliminated by drying the gathered wet fibers for five days at 40 °C. To be used for other applications, the resulting fibers were carefully packed in an airtight container and cut into lengths ranging from 3 to 5 mm. Cissus quadrangularis fiber has a density of 1.213 g/cc and a diameter of 20 µm [13]. The fibers have superior thermal stability according to the thermo gravimetric study up to 230 °C, which is well within the polymerization process temperature of natural fibers [14].
2.1.2. Matrix Resin
Granules of polylactic acid, commercial grade Nature Works LLC IngeoTM Biopolymer 4043D, with a density of 1.24 g/cc, were bought from Reprapworld.de (Frankfurt, Germany). Natureworks LLC, Minneapolis, MN, United States PLA has maximum crystalline melting values that vary from 145 °C to 160 °C. The temperature range for the injection molding of PLA is 180 °C to 230 °C.
2.1.3. Alkaline Treatment
Calcium hydroxide Ca(OH)2 was delivered in powder form. Alkali treatment is thought to be the most successful and cost-effective method for changing the fiber surface while also eliminating lignin and amorphous hemicelluloses. Cleaning and adjusting the fiber surface with alkali is a common technique to reduce surface strain and enhance the cross-sectional attraction between natural fiber and a polymer matrix [15].
2.2. Design of Experiment
The composite was prepared using three different volume percentages of fiber and PLA to create the samples. They are
- ❖
- Sample 1 (20 wt.% of fiber + 80 wt.% of PLA);
- ❖
- Sample 2 (30 wt.% of fiber + 70 wt.% of PLA);
- ❖
- Sample 3 (40 wt.% of fiber + 60 wt.% of PLA).
Likewise, alkali-treated samples were also developed with the same volume percentage.
- ❖
- Sample 4 (20 wt.% of treated fiber + 80 wt.% of PLA);
- ❖
- Sample 5 (30 wt.% of treated fiber + 70 wt.% of PLA);
- ❖
- Sample 6 (40 wt.% of treated fiber + 60 wt.% of PLA).
The content of the Ca (OH)2 was very low and could be neglected.
2.3. Methods and Measurements
2.3.1. Composite Calculation
A total of 2000 g of PLA and 1000 g of fiber were used to make six portions, each weighing 500 g. Using the weighing machine, fiber and PLA were added in the corresponding percentages.
According to the formula below, various ratios were computed, and the associated masses were measured with a weighing scale. The remaining compositions also underwent the same procedure.
WF—weight of the fiber, ɸF—volume of fiber, ρF—density of fiber, ɸM—volume of matrix, and ρM—density of matrix.
2.3.2. Chemical Measurements
The dried fibers were immersed in 10:1 liquor-to-sample solutions containing 5% calcium hydroxide (Panreac®, Applichem GmbH, Darmstadt, Germany). After that, the fibers were soaked in a solution for an hour. The excess Ca(OH)2 solution was then eliminated by washing the fibers twice with distilled water and three times with water. The wet fibers were subsequently heated to 100 °C in an oven for two hours to remove the moisture content and impurities.
2.4. Processing
The uniform mixing of PLA and fiber material with random shapes and size variations was produced using the sample compositions that were displayed in Section 2.2. The material composition was melted and evenly mixed using a Thermo Scientific’s twin screw rotating mixer (kneader) at 180 °C and 30 rpm. Once more, a granulator was used to separate these composited fiber-reinforced PLA aggregates into 3–5 mm granules. Then, standard samples were created in an injection molding machine, and their mechanical and thermal properties were evaluated.
2.5. Mechanical Tests
2.5.1. Tensile Test
Tensile testing was carried out in accordance with ASTM D638 and the DIN EIN ESO 527 test standard using the Zwick Universal Testing apparatus. Five prototypical dog bone-shaped specimens for each composition were produced. The tests were conducted with the following parameters: 10 kN maximum force, 5 mm/min speed, 115 mm grip-to-grip spacing at the starting position, and 1% mm/min tensile modulus. Tensile strength, tensile modulus, and elongation at break were assessed using test Xpert II testing software V 3.7. The average of five outcomes was used to obtain the final value.
2.5.2. Flexural Test
Flexural testing was conducted in accordance with the DIN EIN ESO 178 3-point test standard utilizing the Zwick Universal testing apparatus, which is based on the. The flexure modulus was set to 2 mm/min, the test speed was 5 mm/min, and the preload was 0.1 MPa. Flexural strength, flexural modulus, and elongation at break were measured using test Xpert II testing software V 3.7.
2.5.3. Charpy Impact Test
A RayrRan advanced universal pendulum from RAY-Ran test Equipment Ltd. Warwickshire, UK was used to conduct the Charpy impact test according to DIN EN ISO 179. The tests were performed with a hammer weight of 0.95 kg and 2.9 m/s of impact velocity resulting in an impact energy of 4 J.
2.6. Thermal Tests
2.6.1. Differential Scanning Calorimetry (DSC)
The blends were tested for glass transition (Tg), melting (Tm), and crystallization (Tc) behavior using the Perkin Elmer DSC 7 from Perkin Elmer LAS GmbH, Rodgau, Germany, which is based on the DIN EN ISO 11375-4 test standard. The scan was conducted at a temperature rate of 10 °C/min from 25 °C to 210 °C with nitrogen gas flowing at a rate of 50 mL/min. The technique uses differential heat flow and temperature, which are frequently associated with material change. The result value was determined using the average of five outcomes.
2.6.2. Heat Deflection Test (HDT)
For this testing procedure, ZwickRoell’s HDT/Vicat A according to DIN EN ISO 75 was utilized. The sample size for this test was 80 mm × 10 mm × 4 mm thick, and 64 mm in span. This experiment used silicon oil as a medium and was conducted within a closed room. Following the insertion of the samples into the chamber, loads corresponding to their dimensions were applied; after that, the sample was immersed in oil while the temperature rose gradually (typically at a rate of around 2 °C per minute). The test bar’s midpoint is pressed with a constant applied force, also known as a load and the test began 300 seconds after the specimen had been exposed to the load. The temperature at which a sample of the material is deformed 0.25 mm is recorded as the HDT. The resulting values were calculated using the average of three outcomes.
2.7. Optical Microscopy Test
The samples for the light microscopy test were made using epoxy resin. The epoxy and hardener were combined in a paper cup, according to the ratio, and gently swirled for at least five minutes. The OLYMPUS BX40 instrument was used to evaluate the samples using light microscopy.
3. Results
3.1. Tensile Strength
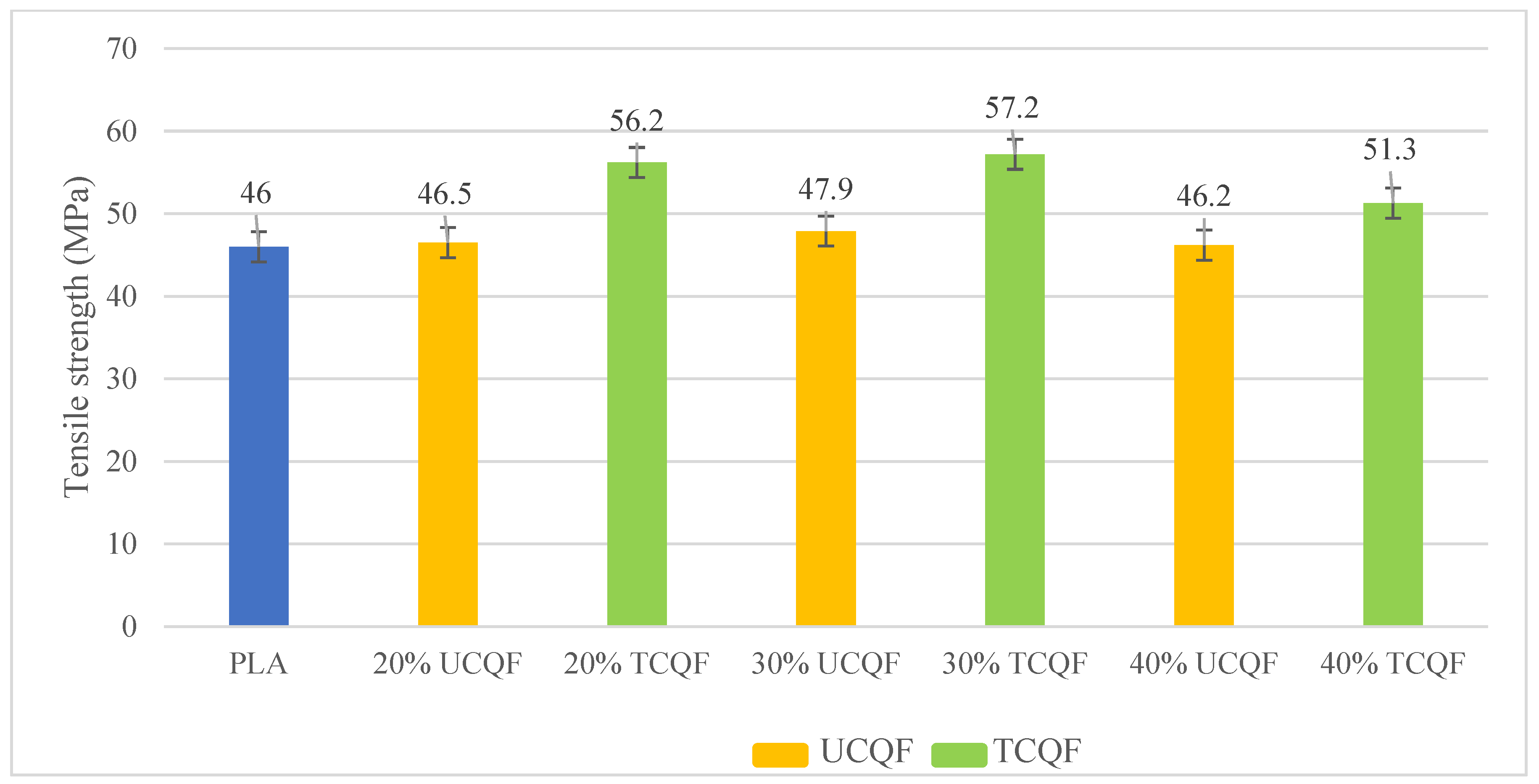
The tensile strength values of virgin PLA, untreated Cissus quadrangularis fiber composite, and treated Cissus quadrangularis fiber composite are shown in Figure 1. Here, we can examine the fiber’s enhanced tensile properties with those of PLA. The tensile strength of 20 weight percent and 30 weight percent treated fiber has increased by 22% and 24% over PLA, respectively, whereas 40 weight percent treated fiber only showed an improvement of 11.5% over PLA. In addition to the treated fiber, untreated fiber also demonstrated a 1% to 5% increase in strength over PLA. The single fiber tensile strength of calcium hydroxide-treated Cissus quadrangularis fiber is 353 MPa, which is in comparison to reinforced composite [16].
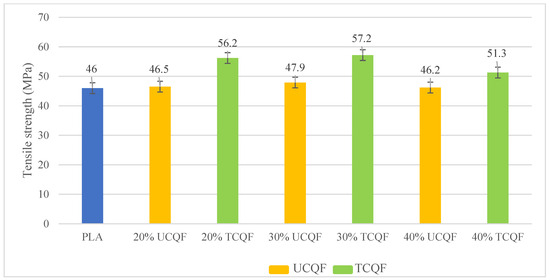
Figure 1.
Tensile strength of PLA, untreated and treated “Cissus quadrangularis” fiber.
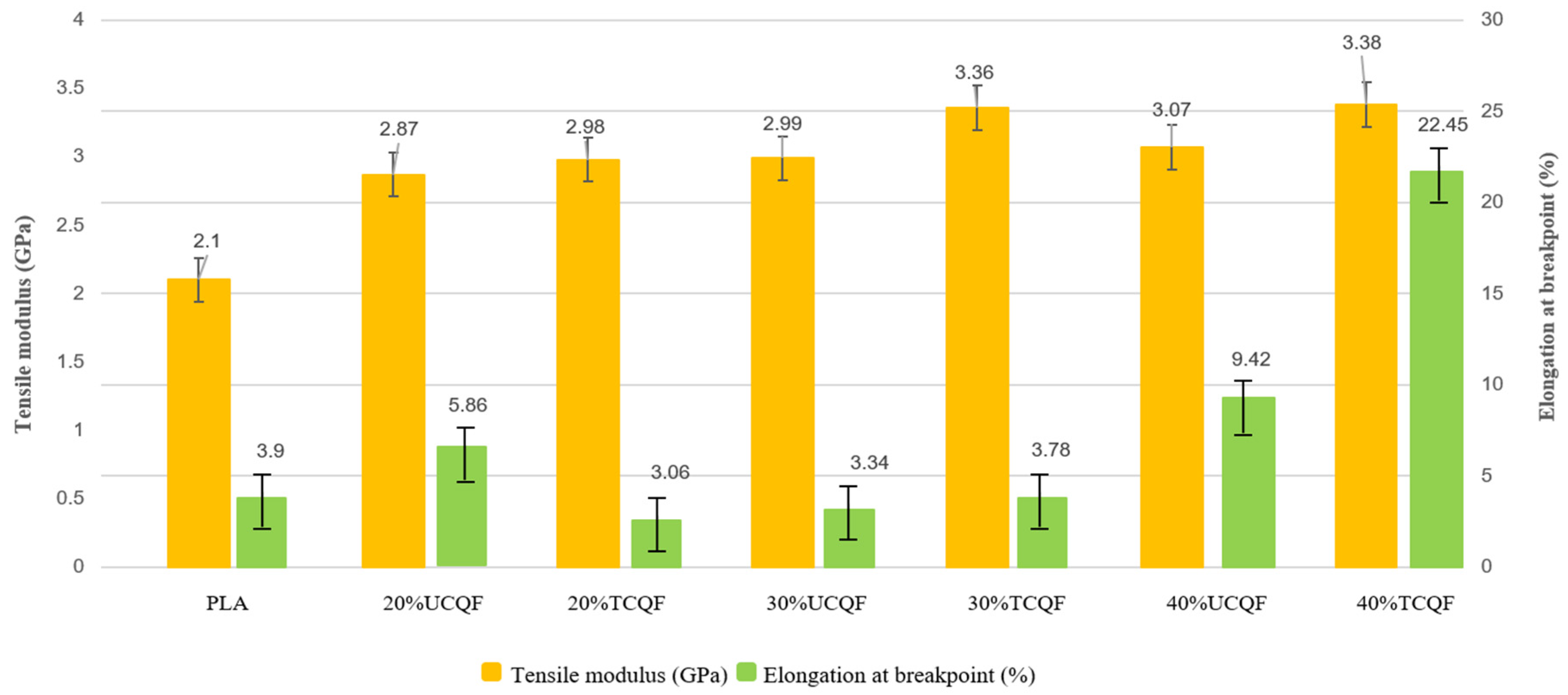
Figure 2 shows the graph between tensile modulus and elongation at a breakpoint in (%). Samples of treated and untreated fiber had tensile moduli that were between 36% and 61% higher than PLA. In comparison to the control samples, 30 weight percent and 40 weight percent of the treated samples showed improvements of 60% and 61%, respectively. In addition, the elongation at the breakpoint dramatically fell to 21% and 3% of 30 weight percent of untreated and treated samples and significantly escalated to 50%, 141%, and 475% of 20 weight percent of untreated and 40 weight percent of untreated and treated fiber samples.
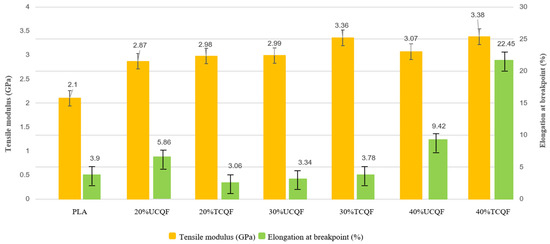
Figure 2.
Tensile modulus and elongation at a breakpoint (%).
3.2. Flexural Strength
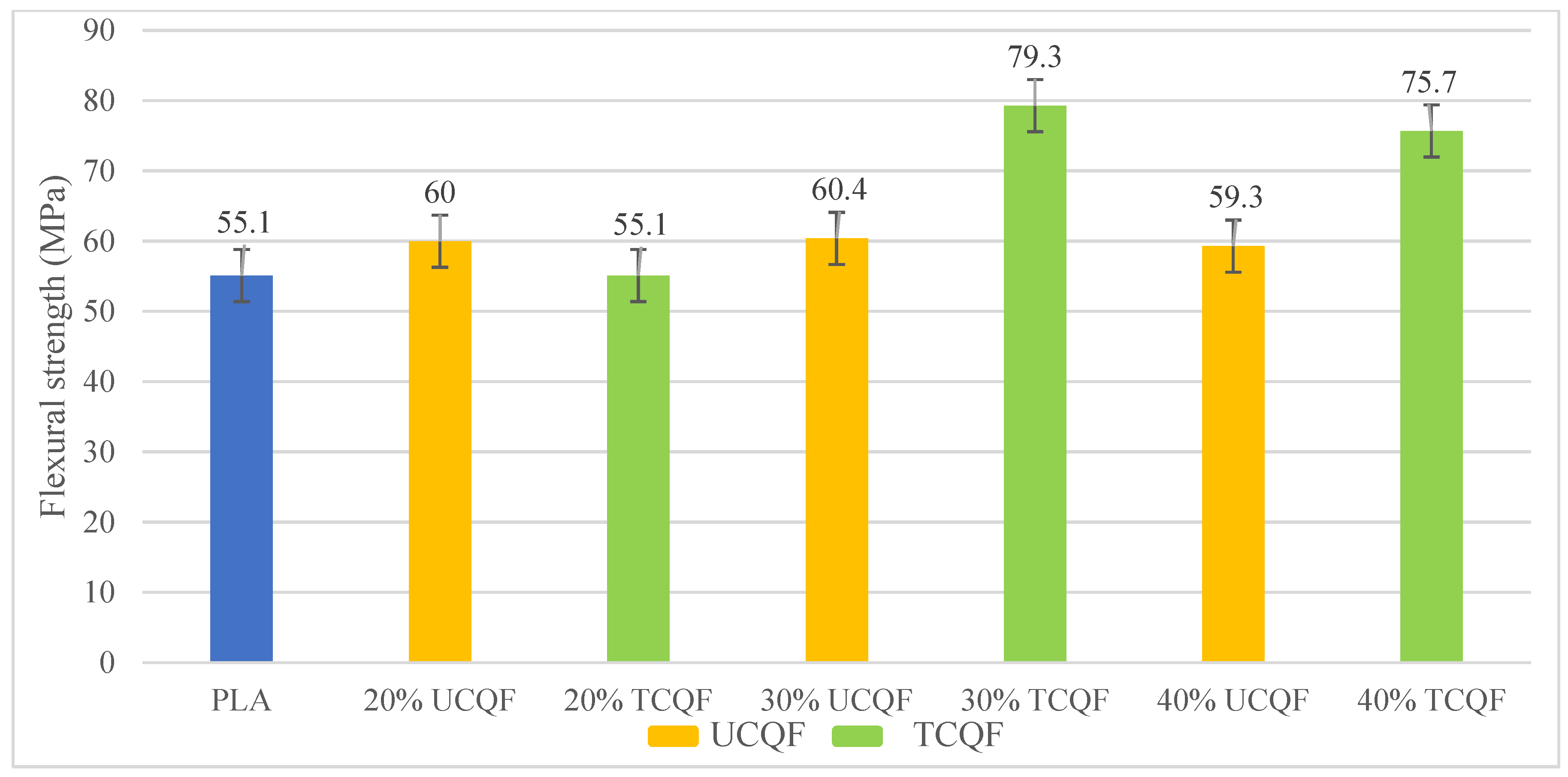
The flexural strength values of neat PLA, untreated Cissus quadrangularis fiber composite, and treated Cissus quadrangularis fiber composite are shown in Figure 3. In this comparison to neat PLA, treated fibers at 30 and 40 weight percent exhibited increases in flexural strength of 44% and 38%, respectively, whereas treated fiber at 20 weight percent showed little to no improvement. Along with the treated fiber, the untreated fiber also improved over PLA by 6%, 8%, and 9% in terms of flexural strength.
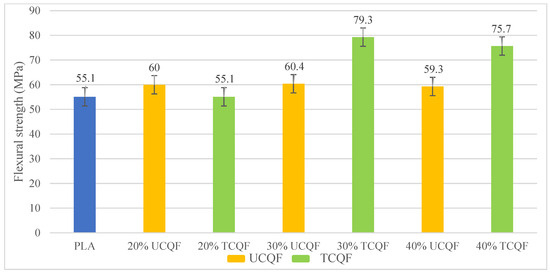
Figure 3.
Flexural strength of PLA, untreated and treated Cissus quadrangularis fiber.
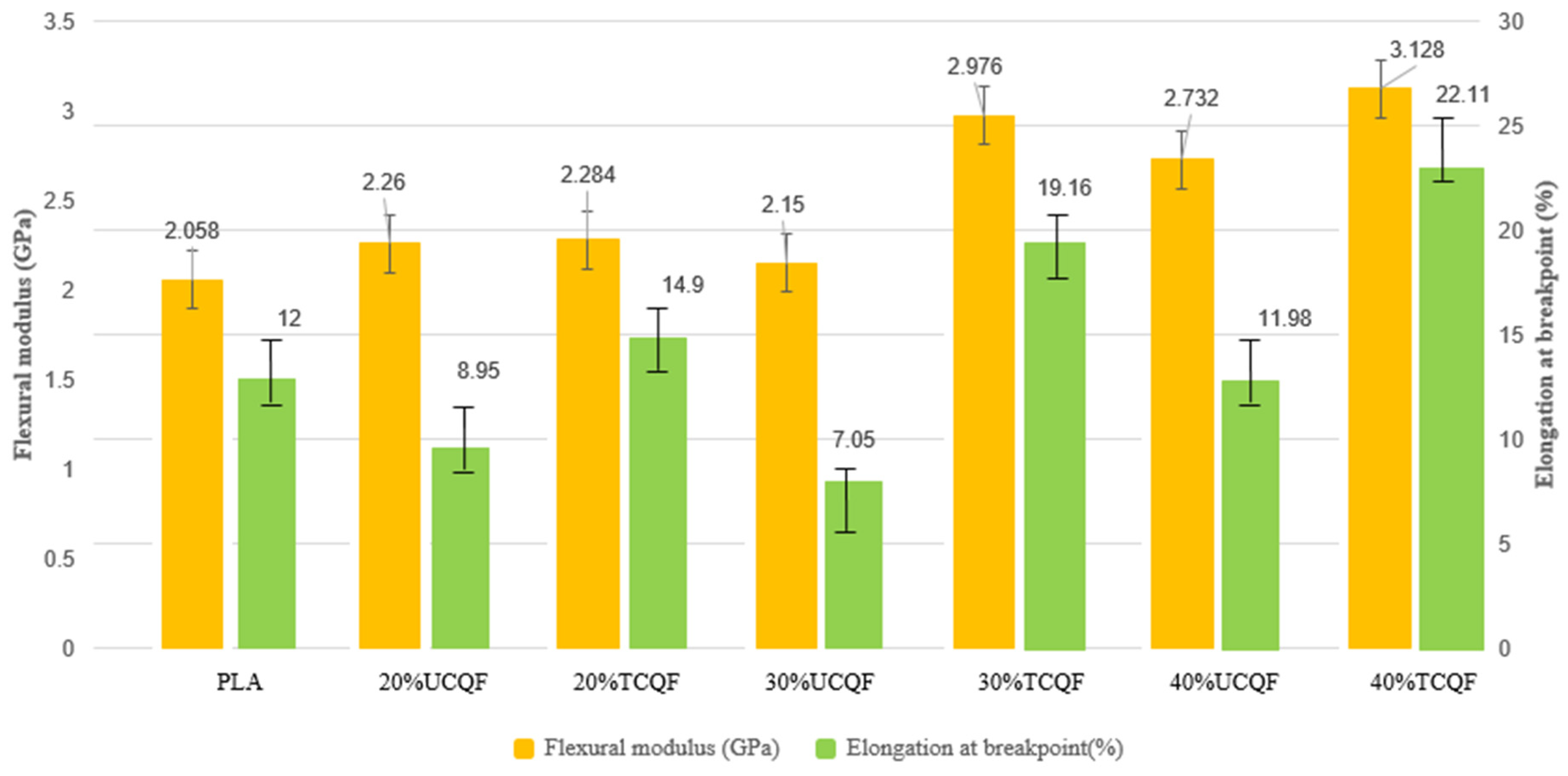
The flexural modulus and elongation values of neat PLA, untreated Cissus quadrangularis fiber composite, and treated Cissus quadrangularis fiber composite are shown in Figure 4. Here flexural modulus awoke from 6% to 52%. In this instance, 30 weight percent and 40 weight percent of the treated samples had elevated Young’s moduli of 44% and 52% in comparison to PLA. Untreated fibers showed a corresponding increase of 6%, 9%, and 32%. Significantly, the treated fiber’s elongation at a breakpoint had increased 24%, 59%, and 85% compared to PLA. The elongation at a breakpoint of untreated fiber drastically decreases to 25% and 41%.
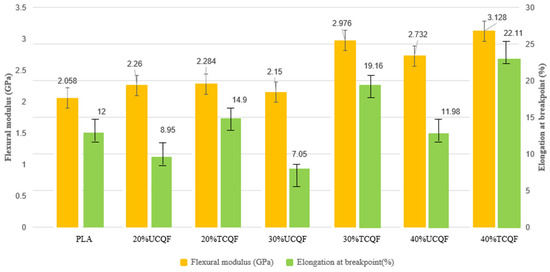
Figure 4.
Shows the graph between flexural modulus and elongation at a breakpoint in (%).
3.3. Impact Strength
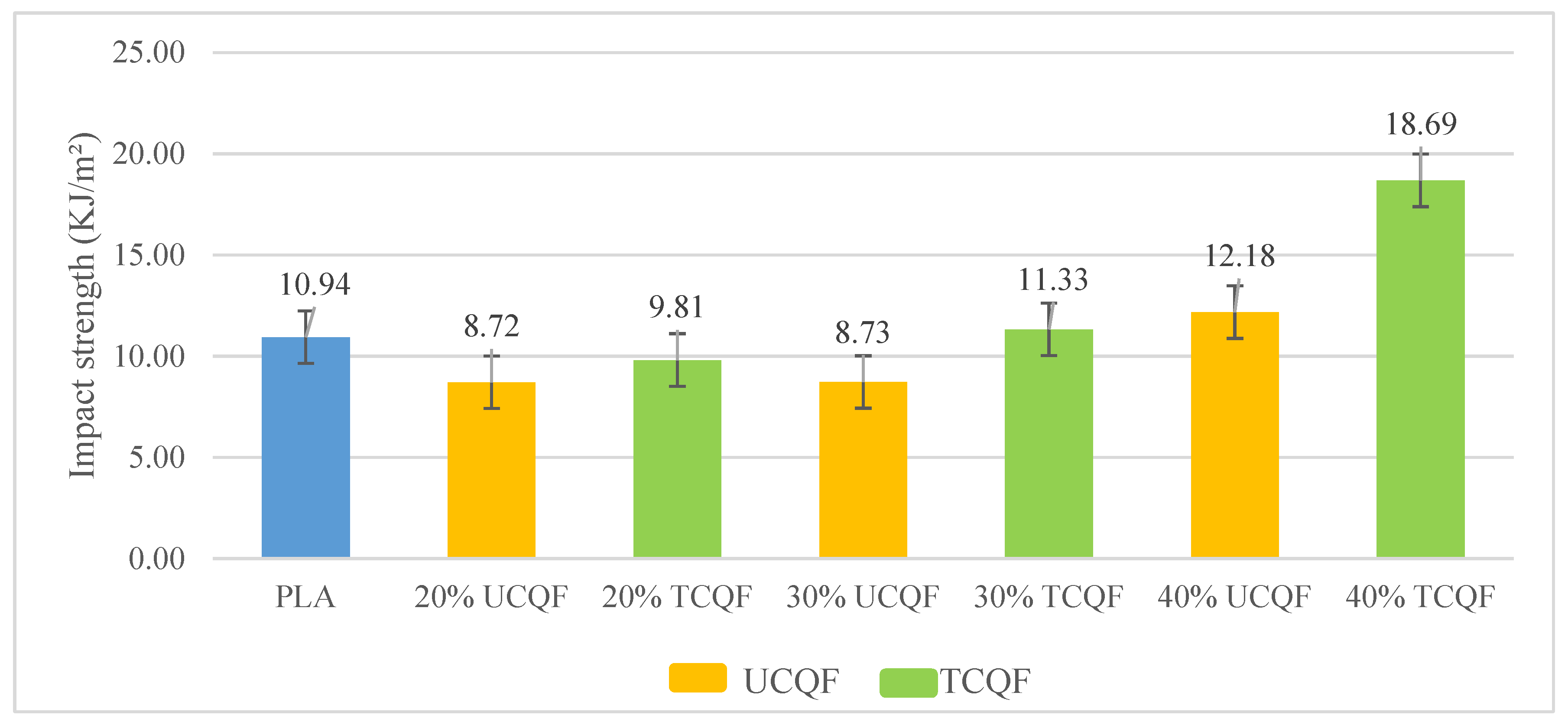
The impact strength values of neat PLA, untreated Cissus quadrangularis fiber composite, and treated Cissus quadrangularis fiber composite are shown in Figure 5. Untreated and treated Cissus quadrangularis composites with 40 weight percent achieved improved impact strength that is 11% and 70% more than neat PLA, respectively. In addition, 30 weight percent of the treated Cissus quadrangularis sample showed improvement over PLA by 7%. The impact strength of the 20 and 30 weight percent of untreated Cissus quadrangularis samples concurrently decreased to 20% beneath PLA.
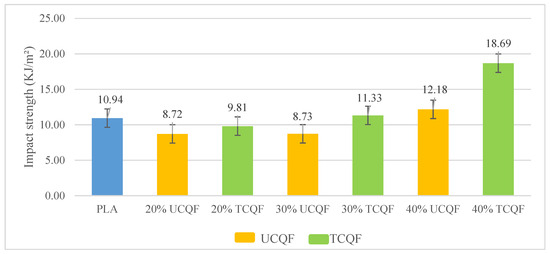
Figure 5.
Impact strength of PLA, untreated and treated Cissus quadrangularis fiber.
3.4. Differential Scanning Calorimetry (DSC)
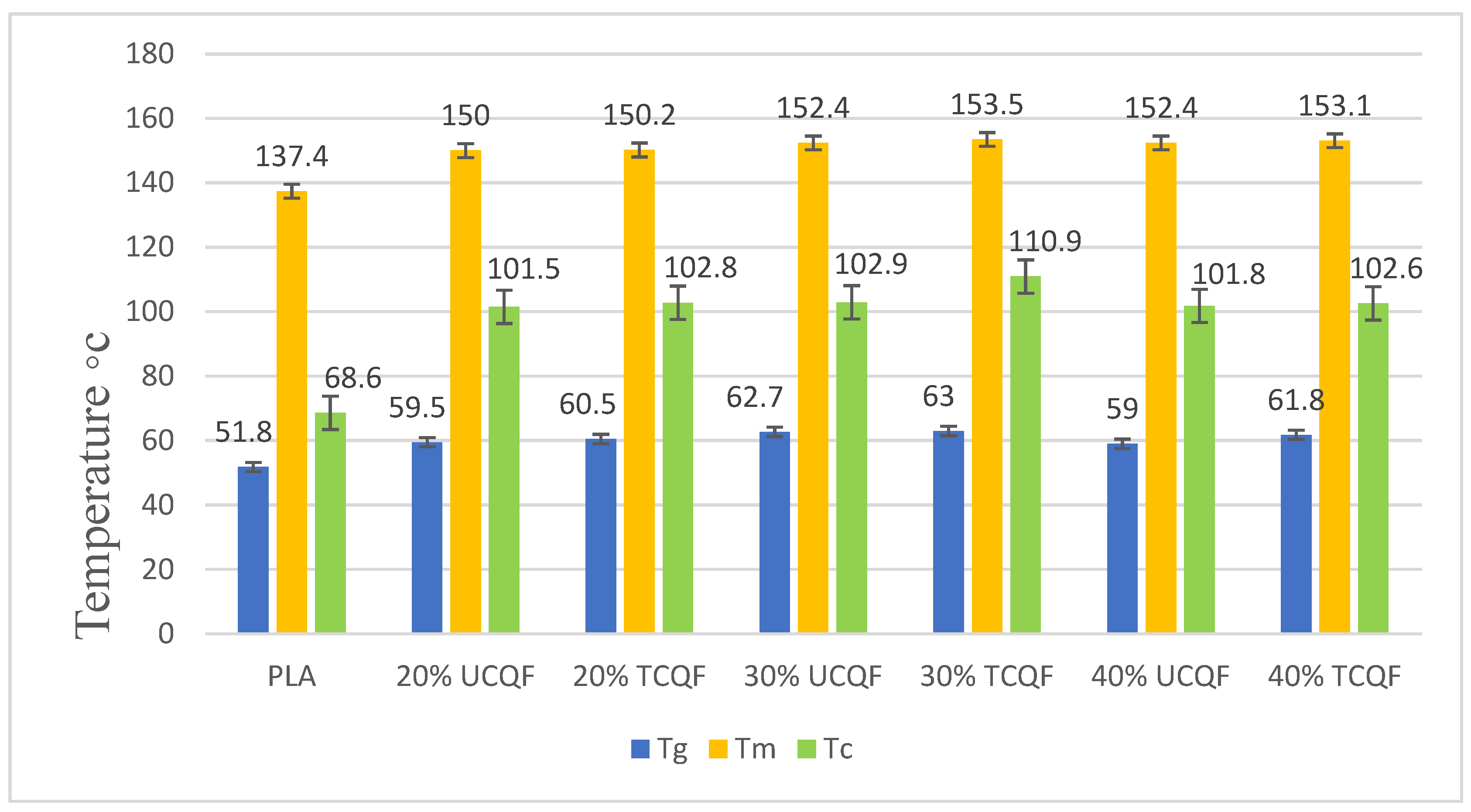
In Figure 6, we can see the new Tg values of Cissus quadrangularis, both untreated and treated, range from 59◦C to 63◦C, while PLA has a Tg of about 51.8 °C. In this 30 weight percent of samples, untreated and treated specimens outperformed PLA by 21% and 21.6%, respectively. In addition, other samples surpass PLA by 7%, 14%, 16%, and 19.3%. As a result, the melting temperature (Tm) of treated and untreated materials has triumphed from 137.4 °C to 153.5 °C as an outcome of PLA. Untreated samples at 30 and 40 weight percent exhibited increases in melting temperature of 10.9%, 11.4%, and 11.7% over PLA, consequently, whereas treated samples at 20 weight percent showed increases of 8% above PLA. Therefore, PLA has a re-crystallization temperature (Tc) of 68.6 °C, and both untreated and treated samples have improved in terms of moduli from 101.5 °C to 110.9 °C. In this instance, 30 weight percent of the untreated and treated samples exhibited increases of 50% and 61.6% upon PLA, whereas 20 and 40 weight percent of the untreated and treated samples exhibited increases of 47.6%, 49.3%, 47.9%, and 49.8% with PLA.
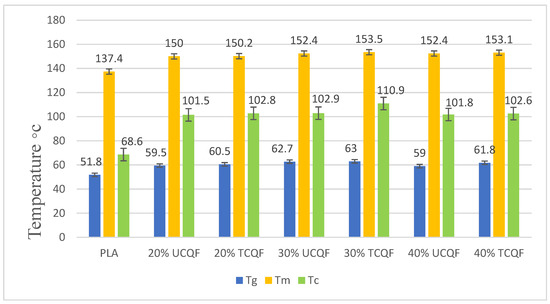
Figure 6.
DSC graph of PLA, untreated and treated Cissus quadrangularis samples.
3.5. Heat Deflection Temperature (HDT)
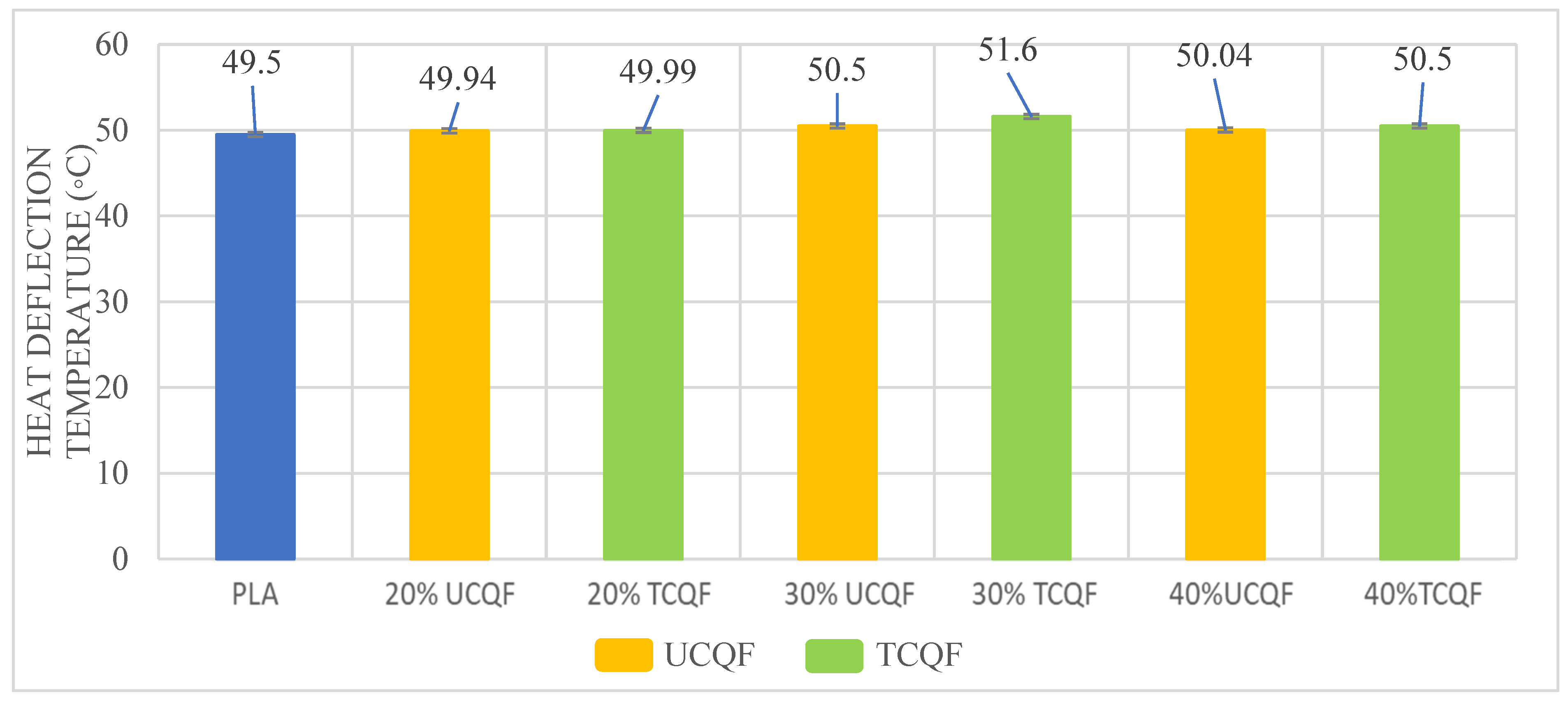
The heat deflection values of neat PLA, untreated Cissus quadrangularis fiber composite, and treated Cissus quadrangularis fiber composite are shown in Figure 7. The materials shows similar thermal stability at high temperatures and under a specific load, and the temperature values are nearly identical to those of clean PLA.
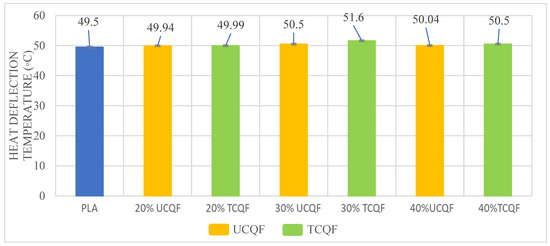
Figure 7.
HDT graph of PLA, untreated and treated Cissus quadrangularis samples.
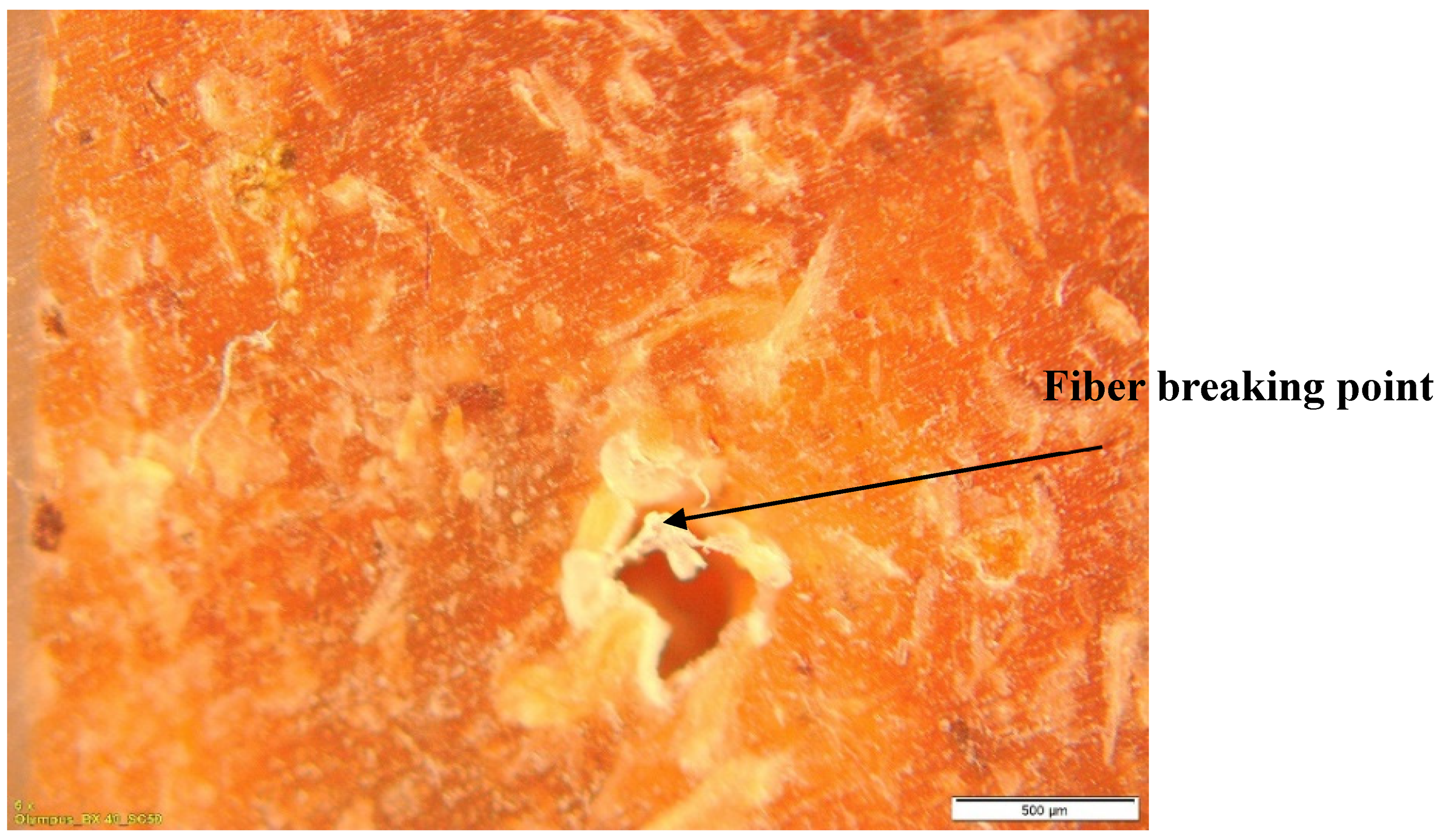
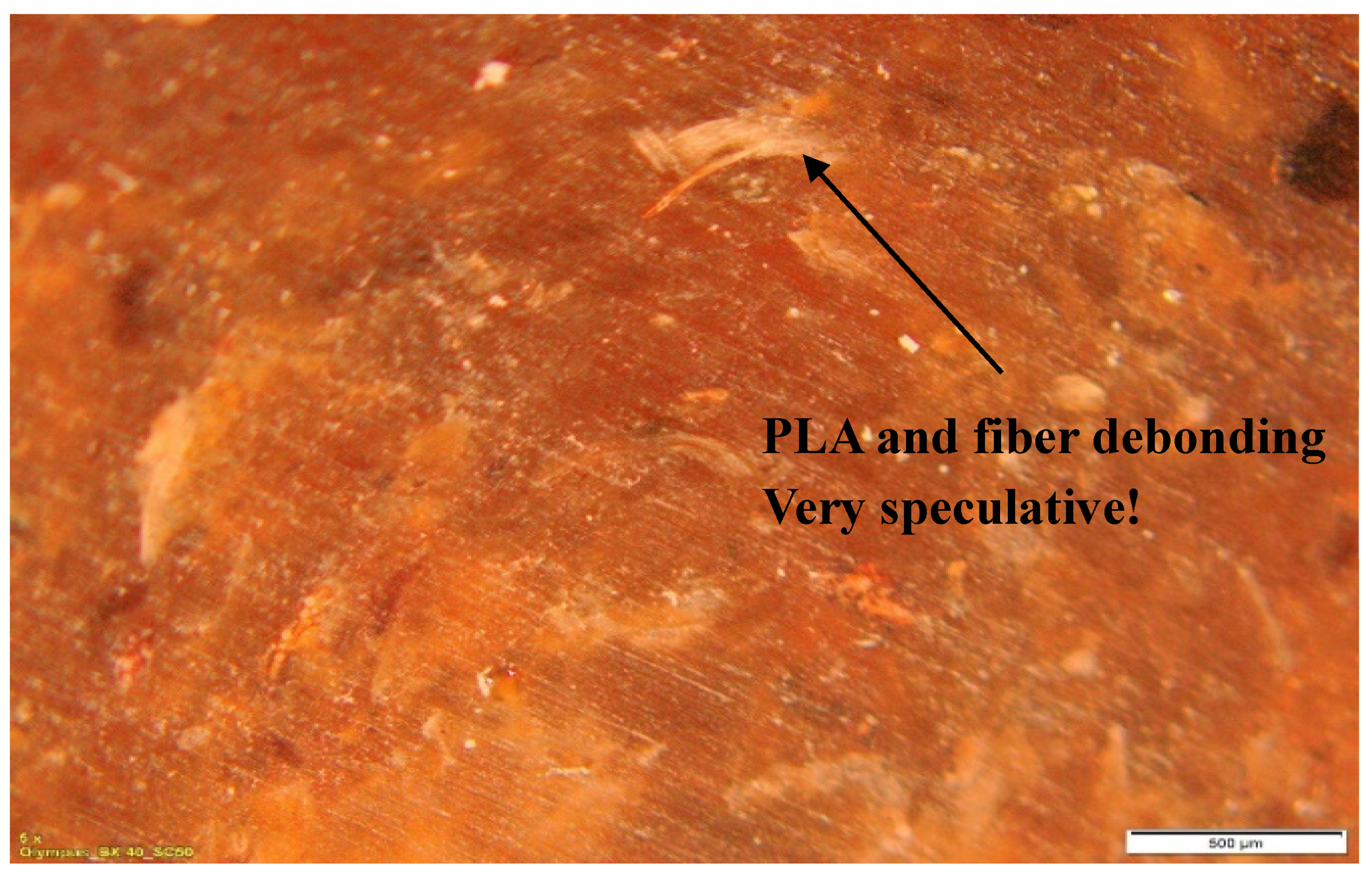
3.6. Optical Microscopy Test
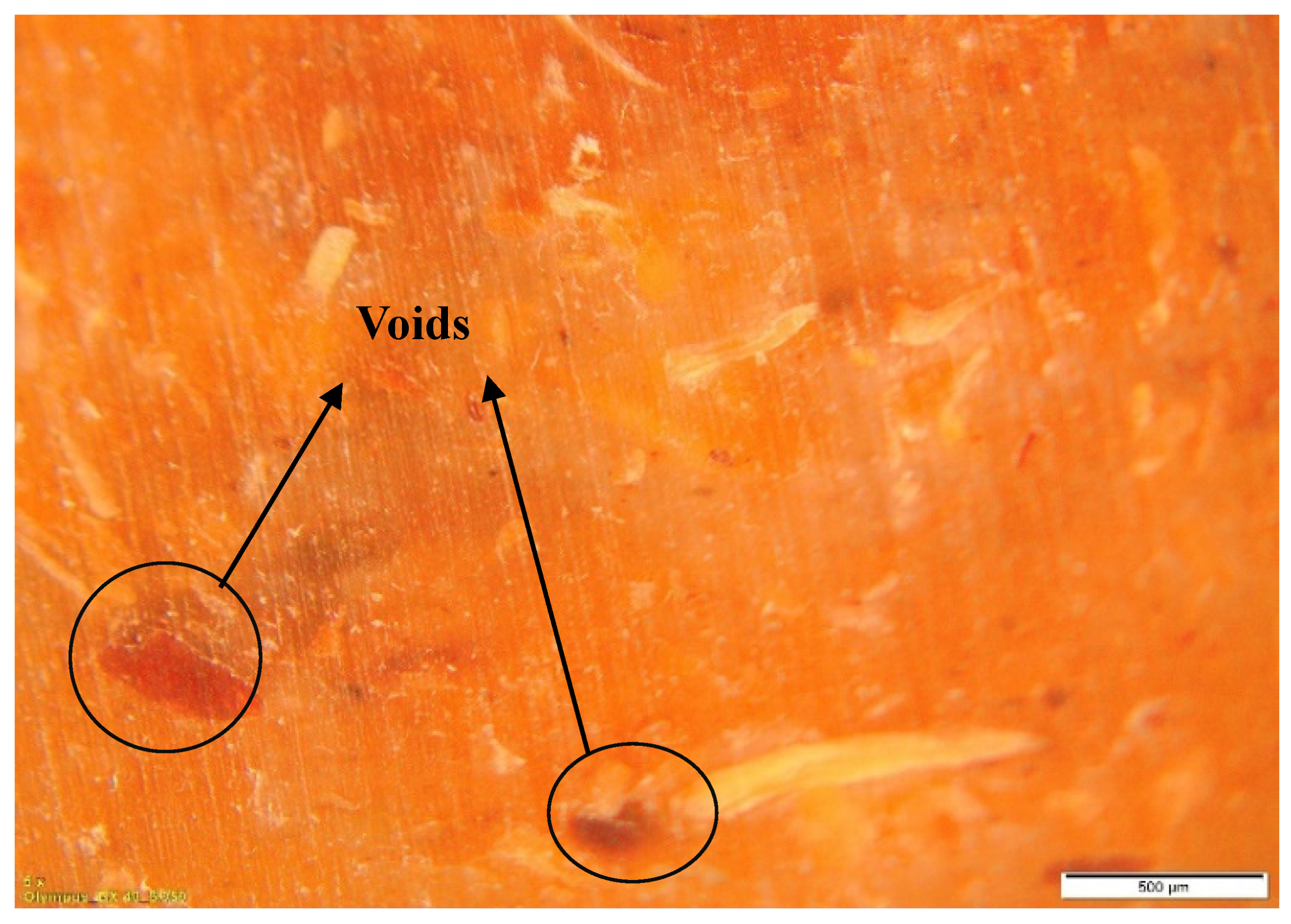
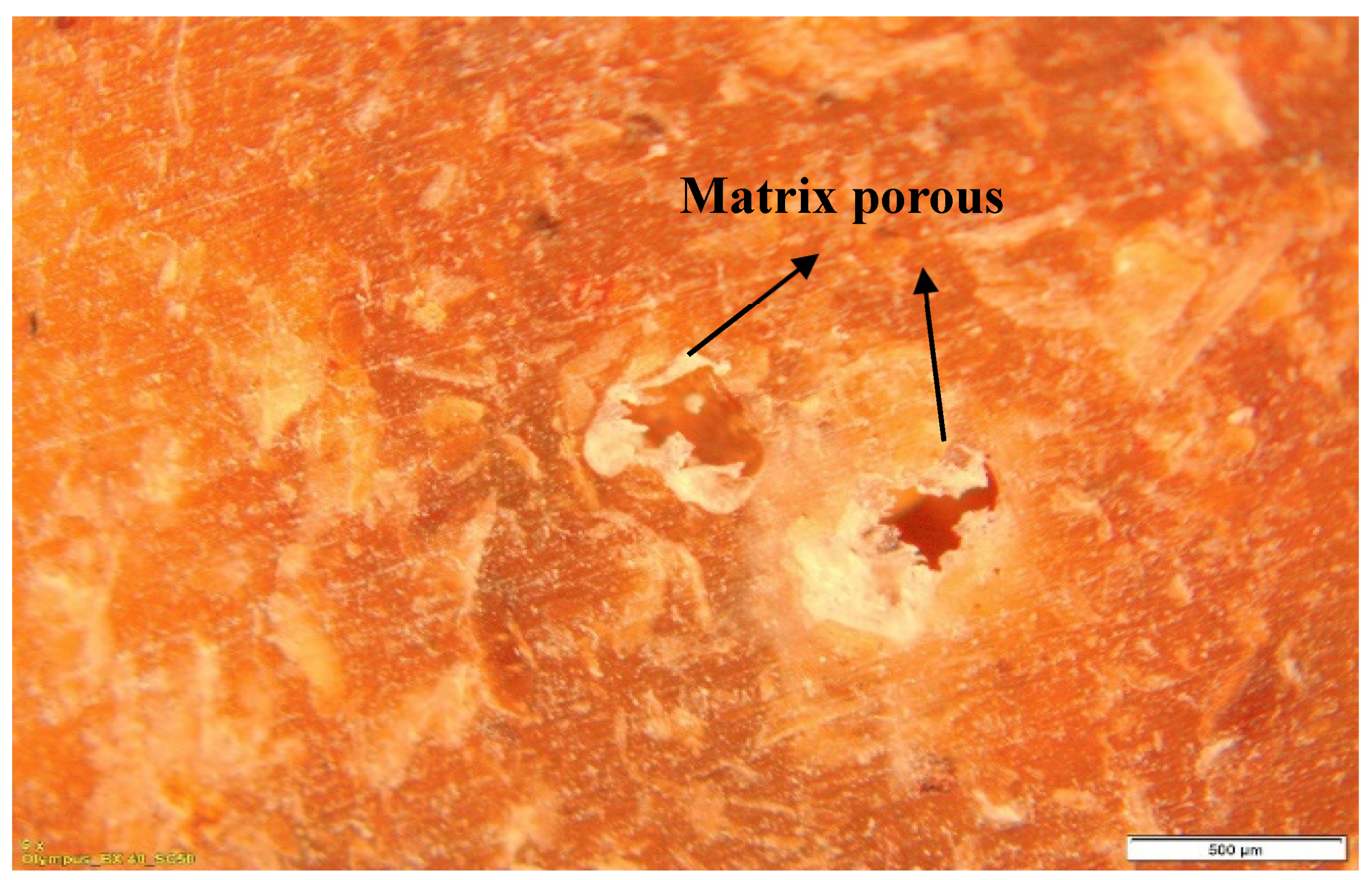
The Figure 8, Figure 9, Figure 10 and Figure 11 are microscopic views of untreated and treated Cissus quadrangularis fiber composites. Weak PLA-fiber adhesion, voids in the composite, porous material in the matrix, and fiber breaking are all visible.
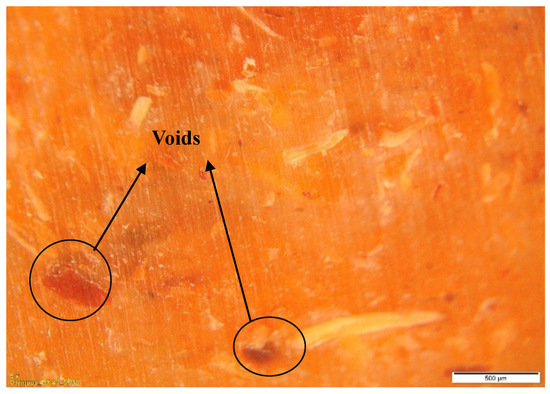
Figure 8.
Images of untreated Cissus quadrangularis fiber composite.
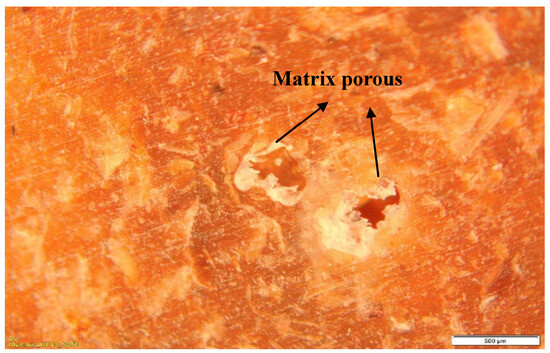
Figure 9.
Images of untreated Cissus quadrangularis fiber composite.
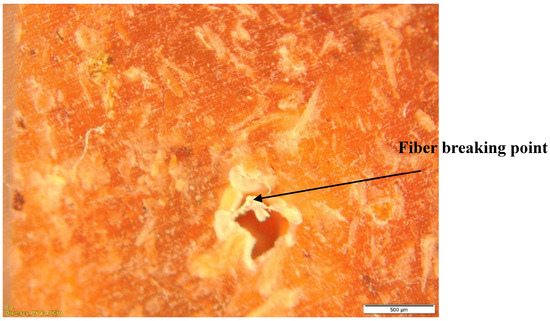
Figure 10.
Represents microscopic images of treated Cissus quadrangularis fiber composite.
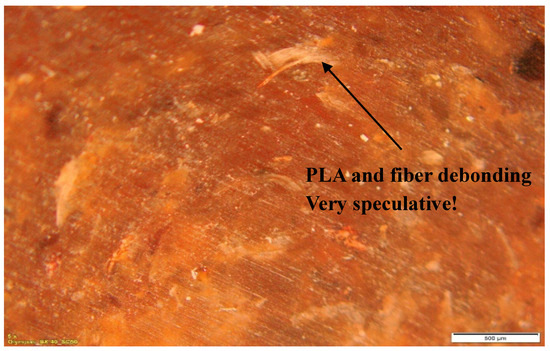
Figure 11.
Represents microscopic images of treated Cissus quadrangularis fiber composite.
4. Discussion of Results
According to the tensile results, the addition of 20 weight percent and 30 weight percent of Ca(OH)2 raises the tensile strength of each individual fiber, which subsequently improves the strength of the composite. This can be due to modifications in the fiber surface’s structure and composition, which have an impact on the interfacial bonding between the fiber and matrix. It increases the roughness of the fibers’ surfaces, strengthening their mechanical contact with the matrix [17]. Due to the hydrophilic nature of natural fibers and the hydrophobic nature of polymer matrixes, low adhesion strength develops, and the tensile strength of untreated fiber has not greatly enhanced. Similar to this, amorphous hemicellulose on the surface of the fiber cannot be removed by a lower concentration of alkali, resulting in a decreased tensile strength. In order to increase adhesion and tensile strength, we chemically modify the fiber surface.
As per the above-shown Figure 2, low hemicellulose content and lignin present in the fibers as a result of Ca(OH)2 treatment may be responsible for the high tensile strength. Due to the interfibrillar region’s reduced density and rigidity, the fibrils rearrange themselves along the tensile loading route. The patterns between the fibrils improve load sharing as fibers are stretched, which raises the fiber’s stress generation [18]. However, by breaking at extremely low strain percentages, it demonstrated its tremendous brittleness.
The increase in flexural strength might be a result of alkali treatment, which has significantly improved the load transfer efficiency of the composites. In comparison to 30 weight percent of treated fiber, there is no increment in 20 weight percent of treated fiber, this might be a result of the PLA resin not being able to penetrate the fibers, which results in two phenomena: high porosity of the composite and minimal contact between the fiber core and surrounding matrix. In comparison to neat PLA samples, which have an average flexural modulus of 2.06 GPa, fiber composites have a higher flexural modulus. However, fibers that have undergone a chemical treatment possess an average modulus of 3.13 GPa. This occurred as a result of the calcium hydroxide’s binding characteristics, which also increased the matrix’s ability to transmit stress. Due to this, toughness elongation with average values of 59% and 85% increased, too.
The Charpy impact strength increases due to calcium hydroxide being added to strengthen the attraction between the chemical bonds, which also improves toughness In the case of the 40 weight percent of the sample, the composite can withstand greater pressures without failing because strong adhesion prevents fiber debonding and pull-out during impact loading and surface modifications can improve their compatibility with the polymer matrix, resulting in better bonding. As a result, the impact strength escalated and early failure was decreased. The amount of natural fiber added to the polymer matrix for samples with 20 and 30 weight percent should be optimized. Achieving homogenous natural fiber dispersion in the polymer matrix can be challenging. A lack of fiber cannot provide enough reinforcement. When there is an impact, uneven fiber distribution might function as stress concentration zones, leading to localized failures and a decrease in impact strength.
Natural fibers can increase the degree of crystallinity in the composite by introducing nucleation sites for polymer crystallization in contrast to pure PLA. As more heat is emitted or absorbed during the crystallization and melting transitions, the enhanced crystallinity can lead to higher DSC values. This is caused by the PLA matrix’s low degree of polymerization, intense molecular forces, and constrained chain mobility. Fibers that can withstand greater temperatures without degrading may have an impact on the composite’s overall thermal behavior.
Here, we can see an increase in treated Cissus quadrangularis fiber temperature over untreated Cissus quadrangularis fiber. Because Cissus quadrangularis fiber has greater thermal stability than PLA, it may help the composite remain stable overall at high temperatures. Therefore, fiber has the ability to withstand deterioration and help the composite maintain its shape, orientation, and insulation, increasing HDT values.
In microscopy, images are generated at a scale of 500 micrometers. As seen in the photographs, we can detect some voids, which are simply empty areas or gaps within a material. Void formation can significantly impact a material’s mechanical properties and structural integrity. In microscope photographs, voids may appear as dark or empty areas inside the material’s structure. The term “porosity” refers to a substance’s presence of pores. We can also see some porous areas in the matrix of the material. The structure of a substance can connect or divide tiny openings or spaces known as pores. In microscope photographs of porous materials, a network of interconnected spaces or pores may be visible.
In Table 1, details about the comparison of other natural fiber’s mechanical properties have been demonstrated.

Table 1.
Comparison of other natural fiber’s mechanical properties.
5. Conclusions
Research on PLA, untreated and treated Cissus quadrangularis fiber was studied and the composites were prepared. Calcium hydroxide treatment was identified as one of the best alkali treatments as it resulted in good fiber strength and thermal stability. Tensile strength of 20% TCQF and 30% TCQF enhanced by 22% and 24%, respectively, when compared to neat PLA because of fiber orientation and interfacial bonding. Due to insufficient fiber orientation caused by high volume fraction during the molding process, respectively, the tensile strength of 40% TCQF has grown only 12% more than that of PLA in comparison to 20% and 30% TCQF composition.
By reducing moisture content and increasing fiber length and aspect ratio, 30% and 40% TCQF samples have demonstrated 44% and 38% higher flexural strength than PLA, which increases the composite’s flexural strength and modulus. Due to its higher elongation at a breakpoint and the use of additives such as chemical treatment established for enhancing impact strength, 40% TCQF exhibited a 70% increase in impact strength when compared to PLA.
Calcium hydroxide increased the glass transition temperature while lowering the PLA chain mobility. Double bonds in calcium hydroxide constrained the flexibility of the polymer chain due to significant intermolecular interactions in the PLA matrix, raising the melting temperature. This is brought on by the low degree of polymerization, strong molecular forces, and restricted chain mobility of the PLA matrix. The composite’s overall thermal behavior may be affected by fibers that can sustain higher temperatures without deteriorating.
Author Contributions
Data gathering and synthesis, as well as the initial preparation of the manuscript, were all handled by G.G.; J.S. provided support for the report assessment and research process; G.G. and Y.P.S. used the methodology approach. The review of the report was supported by Y.P.S.’s supervision. All authors have read and agreed to the published version of the manuscript.
Funding
This research received no external funding.
Data Availability Statement
Not applicable.
Acknowledgments
The Institute for Plastics Engineering West Pfalz (IKW) is acknowledged by the authors for its financial assistance. It is a research and testing facility run by the Department of Applied Logistics and Polymer Sciences at Hochschule Kaiserslautern, Pirmasens, Germany.
Conflicts of Interest
The authors declare no conflict of interest.
References
- Siva, R.; Gopinath, G.; Premchand, I.M.; Mathiselvan, G.; Kumar, M.S. Study on morphological and mechanical properties of treated and untreated veldt grape/PLA composite. Mater. Today Proc. 2021, 47, 4906–4910. [Google Scholar] [CrossRef]
- Journal of Advanced Research in Natural Fibers. 2020. Available online: https://fazpublishing.com/arnf/index.php/arnf (accessed on 21 October 2023).
- Bafna, P.S.; Patil, P.H.; Maru, S.K.; Mutha, R.E. Cissus quadrangularis L: A comprehensive multidisciplinary review. J. Ethnopharmacol. 2021, 279, 114355. [Google Scholar] [CrossRef] [PubMed]
- Sundaran, J.; Vasanthi, M.; Kamalapathy, M.; Bupesh, G.; Sahoo, U. A short review on the pharmacological activity of Cissus quadrangularis. Biomed. Inform. 2020, 16, 579. [Google Scholar] [CrossRef]
- Deshmukh, K.; Ahamed, M.B.; Deshmukh, R.R.; Pasha, S.K.; Bhagat, P.R.; Chidambaram, K. 3-Biopolymer composites with high dielectric performance: Interface engineering. In Biopolymer Composites in Electronics; Elsevier: Amsterdam, The Netherlands, 2017. [Google Scholar] [CrossRef]
- Patra, A.K. 16-Novel Varieties of Denim Fabrics; Woodhead Publishing: Sawton, UK, 2015. [Google Scholar] [CrossRef]
- Atnurkar, V.; Schuster, J.; Shaik, Y.P. Increased elongation at breaking point with improved mechanical characteristics in PLA. Open J. Compos. Mater. 2023, 13, 13–28. [Google Scholar]
- Oksman, K.; Skrifvars, M.; Selin, J.F. Natural fibers as reinforcement in polylactic acid composites. Compos. Sci. Technol. 2003, 63, 1317–1324. [Google Scholar] [CrossRef]
- Meinander, K.; Niemi, M.; Hakola, J.S.; Selin, J.F. Polylactides-degradable polymers for fibers and films. In Macromolecular Symposia; Hüthig & Wepf: Basel, Switzerland, 1997; p. 123. [Google Scholar] [CrossRef]
- Spiridon, I.; Leluk, K.; Resmerita, A.M.; Darie, R.N. Evaluation of PLA lignin bioplastic properties before and after accelerated weathering. Compos. Part B Eng. 2015, 69, 342–349. [Google Scholar] [CrossRef]
- Graupner, N.; Herrmann, A.S.; Müssig, J. Natural and man-made cellulose fiber-reinforced PLA composites: An overview about mechanical characteristics and application areas. Compos. Part A Appl. Sci. Manuf. 2009, 40, 810–821. [Google Scholar] [CrossRef]
- Spiridon, I.; Darie, R.N.; Kangas, H. Influence of fiber modifications on PLA/fiber composites. Behavior to accelerated weathering. Compos. Part B Eng. 2016, 92, 19–27. [Google Scholar] [CrossRef]
- Indran, S.; Raj, R.E.; Sreenivasan, V. Characterization of new natural cellulosic fiber from Cissus quadrangularis root. Carbohydr. Polym. 2014, 110, 423–429. [Google Scholar] [CrossRef]
- Anggono, J.; Sugondo, S.; Henrico, S.; Purwaningsih, H. Effect of alkali treatment using Calcium hydroxide and the fiber length on the strength of sugarcane bagasse fibers-polypropylene composites. Appl. Mech. Mater. 2015, 815, 106–110. [Google Scholar] [CrossRef]
- Khalid, M.Y.; Imran, R.; Arif, Z.U.; Akram, N.; Arshad, H.; Al Rashid, A.; Márquez, F.P.G. Developments in chemical treatments, manufacturing techniques and potential applications of Natural-fibers-based bio degradable composites. Coatings 2021, 11, 293. [Google Scholar] [CrossRef]
- Espinach, F.X.; Granda, L.A.; Tarrés, Q.; Duran, J.; Fullana-I-Palmer, P.; Mutjé, P. Mechanical and micromechanical tensile strength of eucalyptus bleached fibers reinforced polyoxymethylene composites. Compos. Part B Eng. 2017, 116, 333–339. [Google Scholar] [CrossRef]
- Hossain, S.I.; Hasan, M.; Hasan, N.; Hassan, A. Effect of chemical treatment on physical, mechanical and thermal properties of ladies finger natural fiber. Adv. Mater. Sci. Eng. 2013, 2013, 824274. [Google Scholar] [CrossRef]
- Mayandi, K.; Rajini, N.; Pitchipoo, P.; Jappes, J.W.; Rajulu, A.V. Properties of untreated and chemically treated Cissus quadrangularis natural fibers and their composites with polyester as the matix. Polym. Compos. 2016, 39, 876–886. [Google Scholar] [CrossRef]
- Beckermann, G.; Pickering, K.; Foreman, N. Evaluation of the mechanical properties of injection moulded hemp fibre reinforced polypropylene composites. Adv. Mater. Res. 2007, 29–30, 303–306. [Google Scholar] [CrossRef]
- Subyakto, S.; Hermiati, E.; Masruchin, N.; Ismadi, I.; Prasetiyo, K.W.; Kusumaningrum, W.B.; Subiyanto, B. Injection molded of bio-micro-composites from natural fibers and polylactic acid. Wood Res. J. 2011, 2, 21–26. [Google Scholar] [CrossRef]
- Siva, R. Comparison of mechanical properties and water absorption test oninjection molding and extrusion—Injection molding thermoplastic hemp fiber composite. Mater. Today Proc. 2021, 47, 4382–4386. [Google Scholar] [CrossRef]
- Shahzad, A. Hemp fiber and its composites—A review. J. Compos. Mater. 2011, 46, 973–986. [Google Scholar] [CrossRef]
- Anuar, H.; Zuraida, A.; Kovacs, J.G.; Tabi, T. Improvement of mechanical properties of injection-molded polylactic acid−kenaf fiber biocomposite. J. Thermoplast. Compos. Mater. 2011, 25, 153–164. [Google Scholar] [CrossRef]
- Łączny, D. Mechanical properties of polylactide matrix composite reinforce with long maize stalk fibers. Adv. Sci. Technol. Res. J. 2022, 16, 104–112. [Google Scholar] [CrossRef]
- A Taborda-Ríos, J.; López-Botello, O.; Zambrano-Robledo, P.; AReyes-Osorio, L.; Garza, C. Mechanical characterization of a bamboo fiber/polylactic acid composite produced by fused deposition modeling. J. Reinf. Plast. Compos. 2020, 39, 932–944. [Google Scholar] [CrossRef]
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).