
Optimization of Process Parameters to Minimize the Surface Roughness of Abrasive Water Jet Machined Jute/Epoxy Composites for Different Fiber Inclinations

 ,
,  , , , and
, , , and
Abstract
:1. Introduction
2. Research Motivation
3. Methods and Methodology
3.1. Material Preparation
3.2. Materials Used
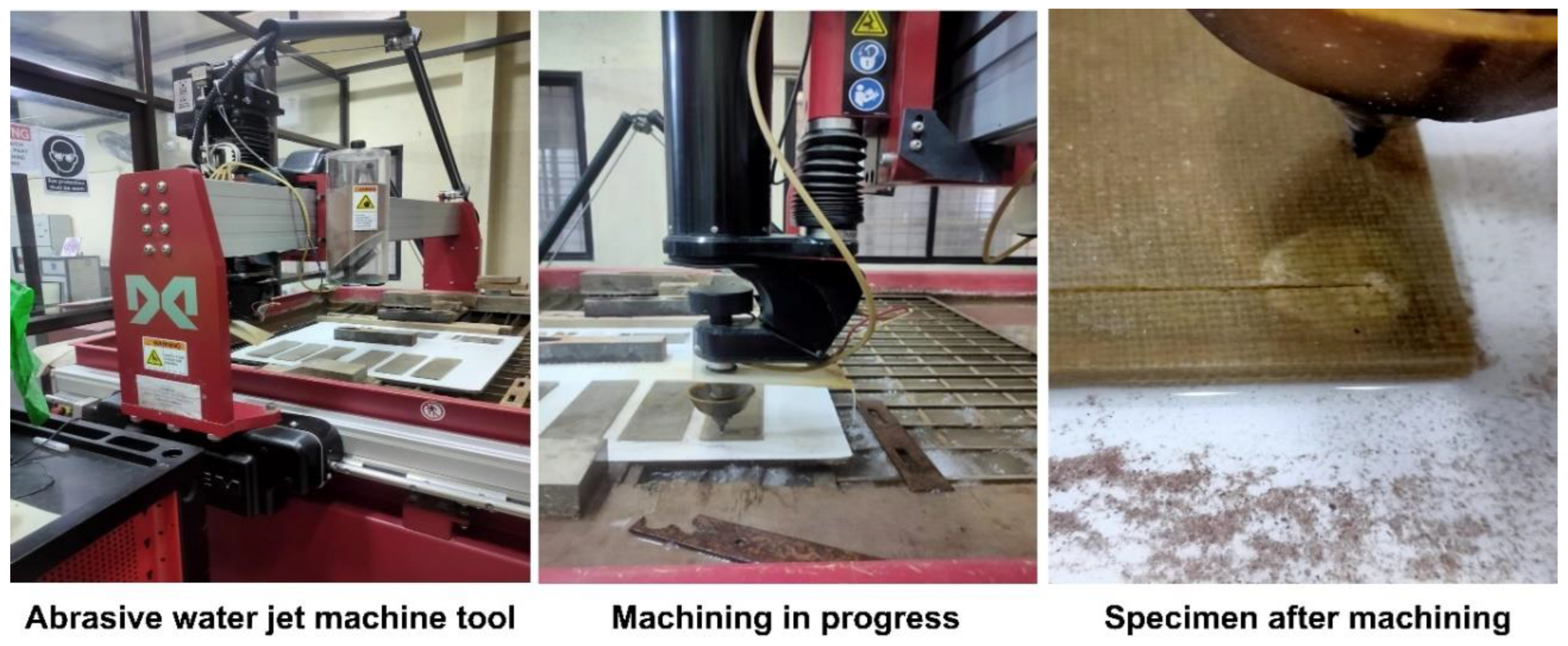
3.3. Abrasive Water Jet Machining
3.4. Abrasive Material Used
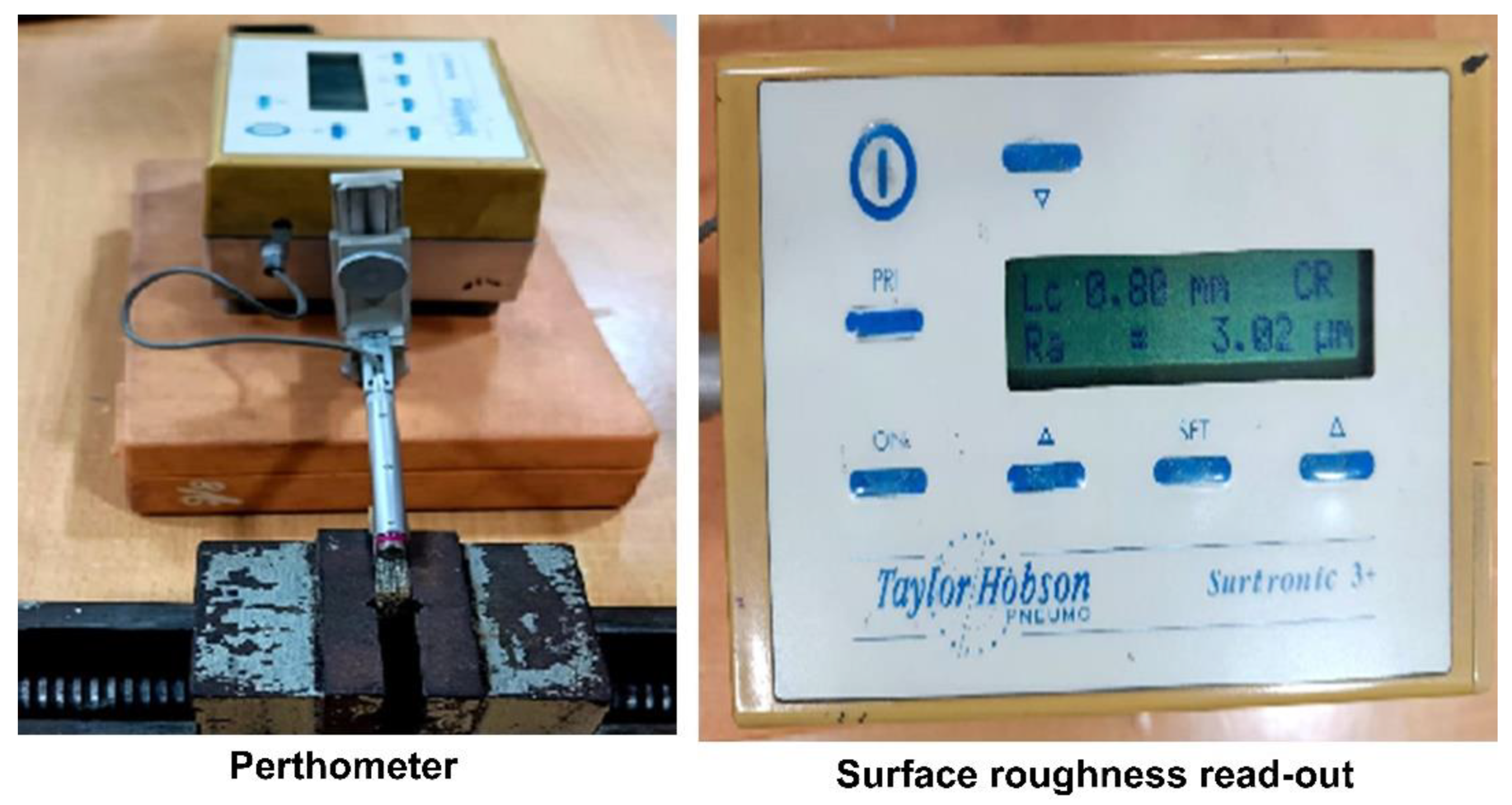
3.5. Measurement of Surface Roughness
4. Results and Analysis
4.1. Conduction of Experiment and Data Acquisition
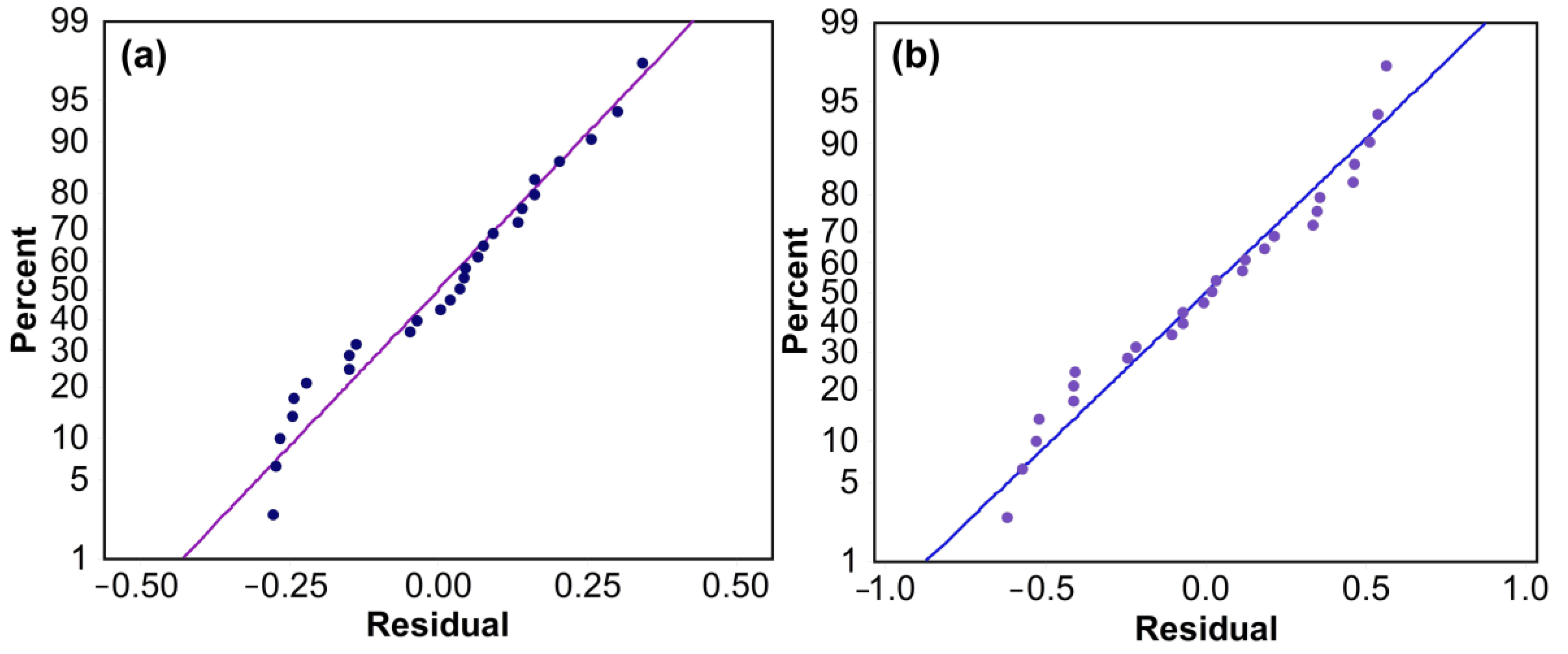
4.2. Normal Probability Plots
4.3. Regression Equations
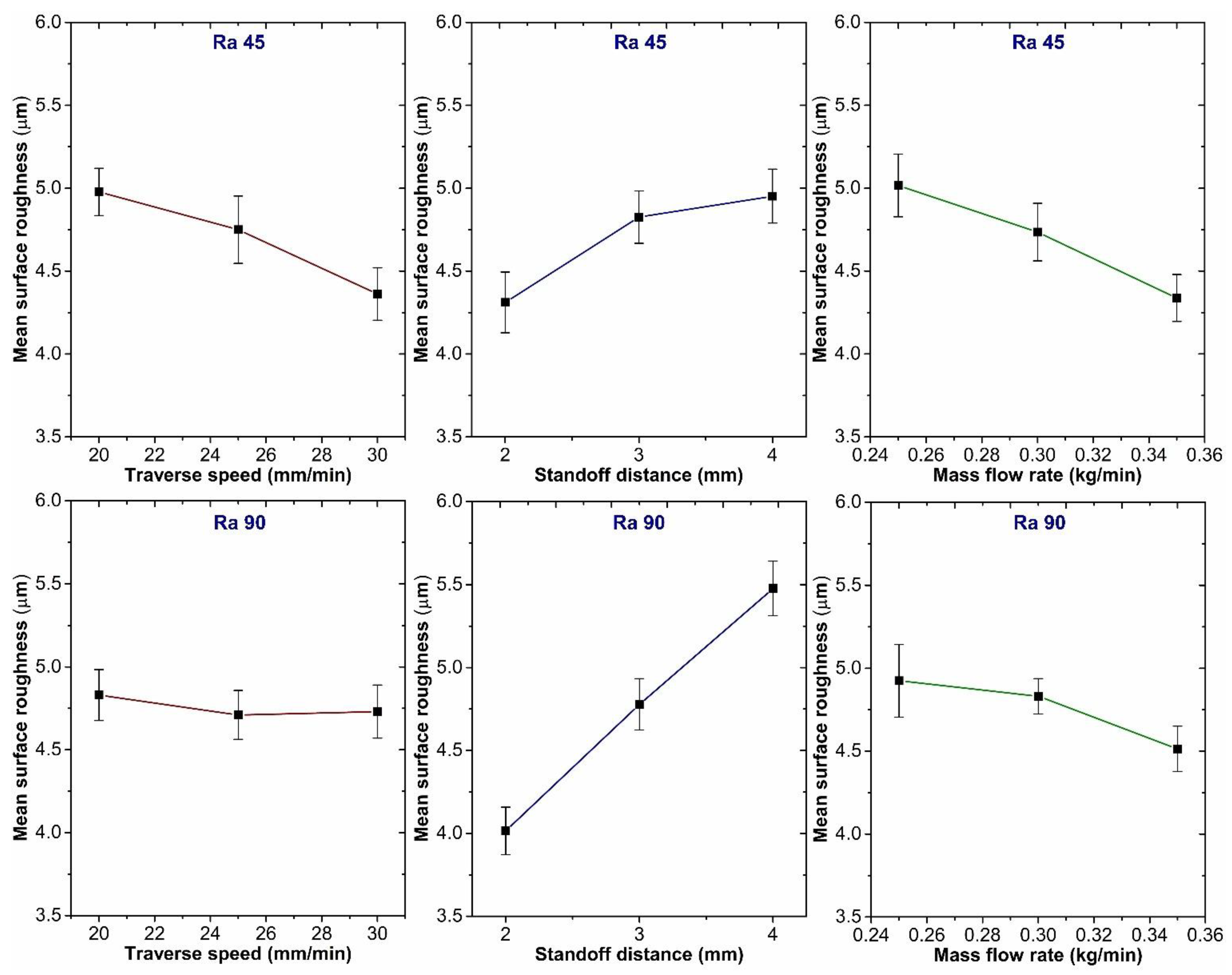
4.4. Main Effect Plots
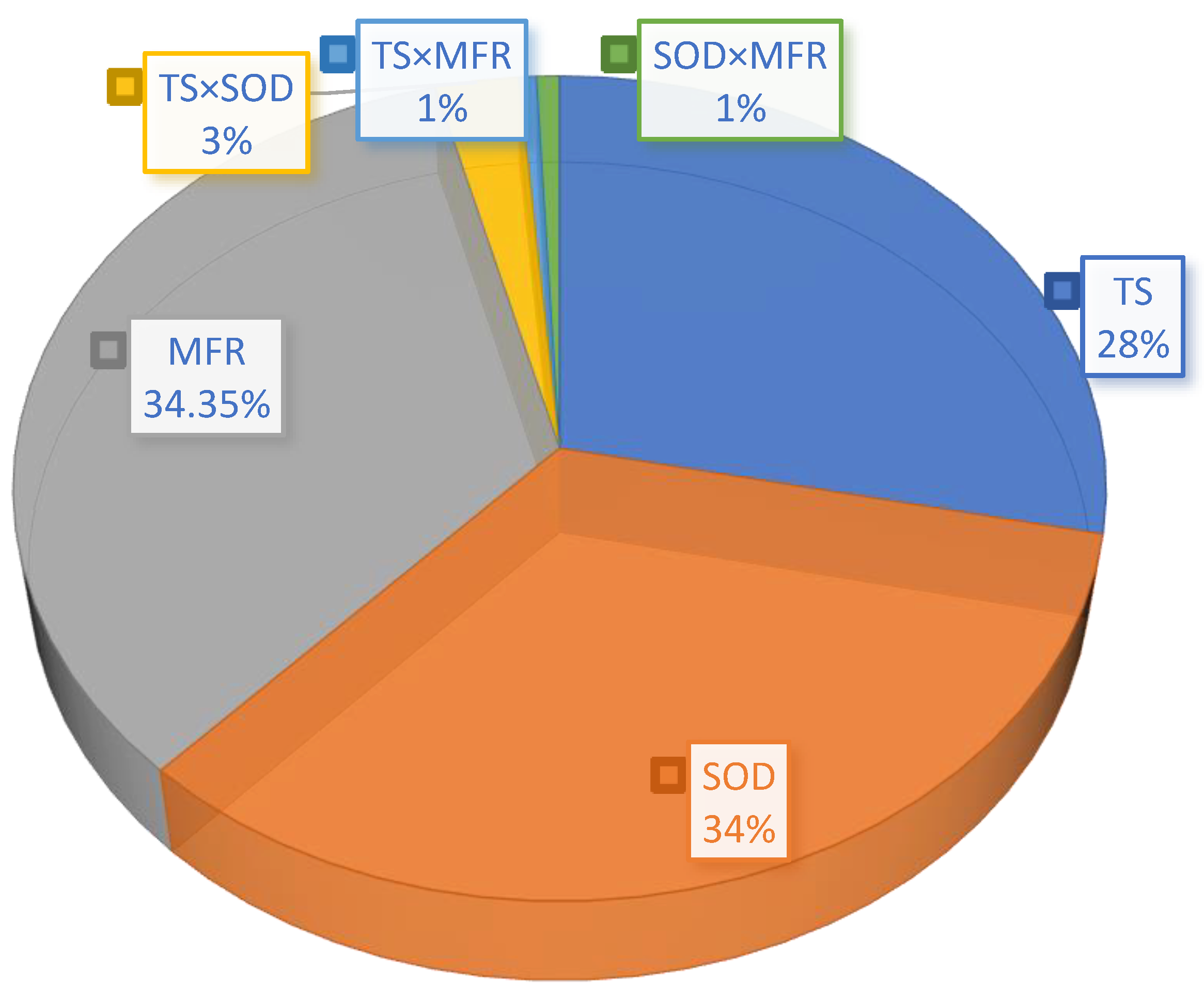
4.5. ANOVA Analysis
4.6. Effect of Control Factors on Surface Roughness
4.6.1. Effect of Standoff Distance on Surface Roughness
4.6.2. Effect of Abrasive Mass Flow Rate on Surface Roughness
4.6.3. Effect of Traverse Speed on Surface Roughness
4.6.4. Effect of Fiber Inclination on Surface Roughness
4.7. Taguchi Response Tables
4.8. RSM Optimization Plots
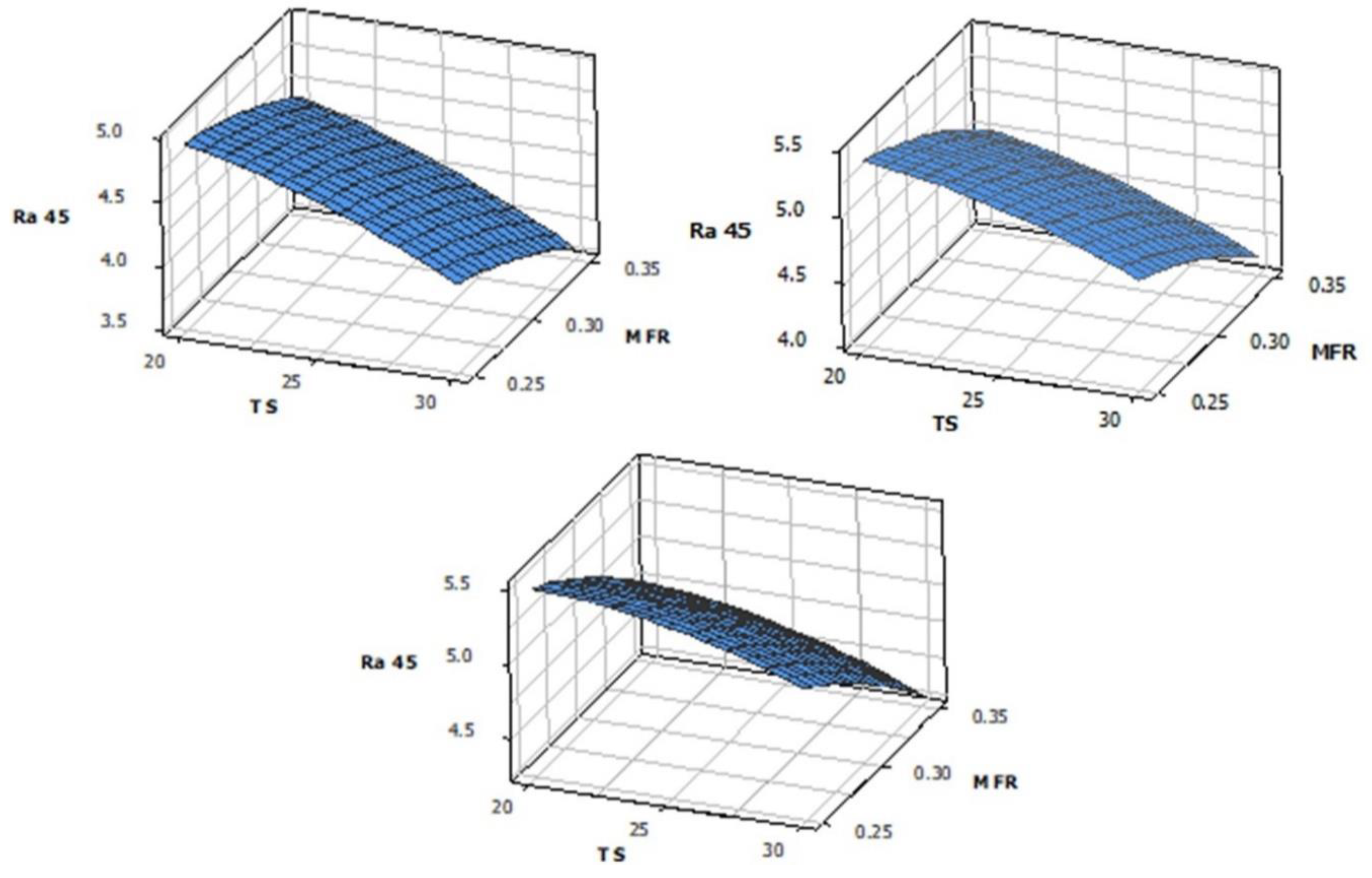
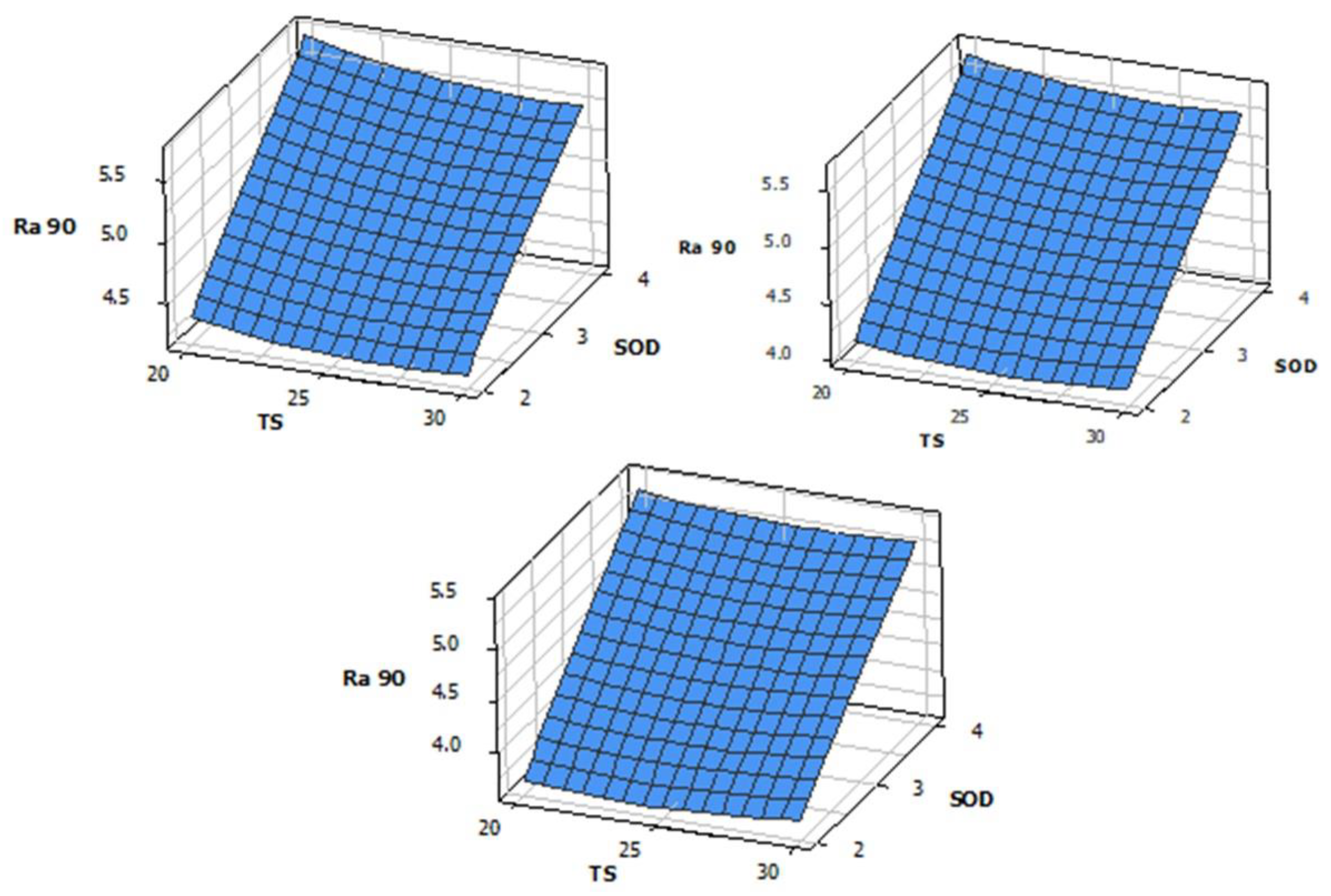
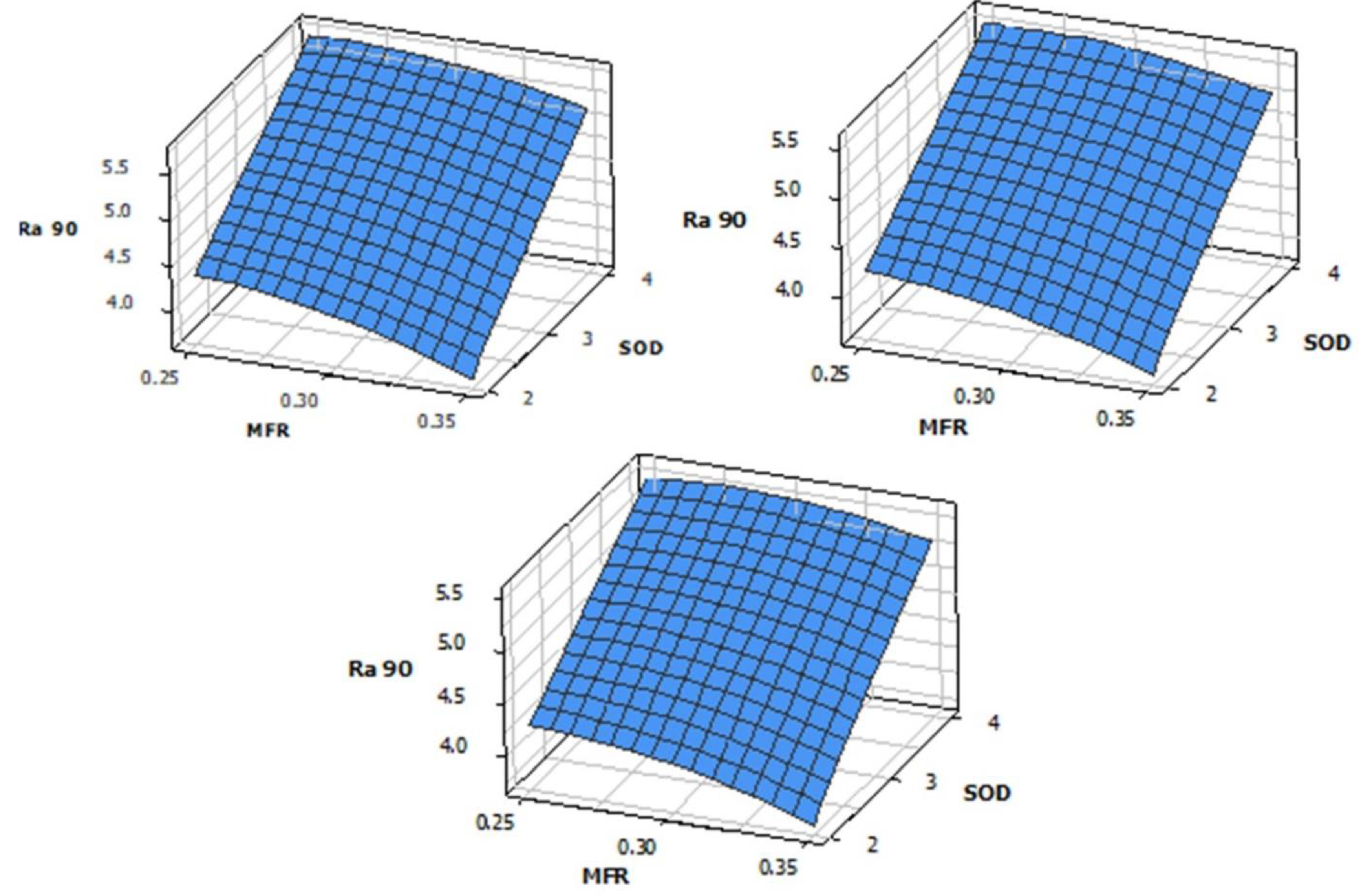
4.9. Surface Plots
5. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Jagadeesh, P.; Rangappa, S.M.; Suyambulingam, I.; Siengchin, S.; Puttegowda, M.; Binoj, J.S.; Gorbatyuk, S.; Khan, A.; Doddamani, M.; Fiore, V.; et al. Drilling Characteristics and Properties Analysis of Fiber Reinforced Polymer Composites: A Comprehensive Review. Heliyon 2023, 9, e14428. [Google Scholar] [CrossRef] [PubMed]
- Ali, N.H.; Shihab, S.K.; Mohamed, M.T. Influence of Ceramic Particles Additives on the Mechanical Properties and Machinability of Carbon Fiber/Polymer Composites. Silicon 2023, 15, 5485–5502. [Google Scholar] [CrossRef]
- Mohit, H.; Rangappa, S.M.; Siengchin, S.; Gorbatyuk, S.; Manimaran, P.; Alka Kumari, C.; Khan, A.; Doddamani, M. A Comprehensive Review on Performance and Machinability of Plant Fiber Polymer Composites. Polym. Compos. 2022, 43, 608–623. [Google Scholar] [CrossRef]
- Schwartzentruber, J.; Spelt, J.K.; Papini, M. Prediction of Surface Roughness in Abrasive Waterjet Trimming of Fiber Reinforced Polymer Composites. Int. J. Mach. Tools Manuf. 2017, 122, 1–17. [Google Scholar] [CrossRef]
- Armagan, M.; Arici, A.A. Cutting Performance of Glass-Vinyl Ester Composite by Abrasive Water Jet. Mater. Manuf. Process. 2017, 32, 1715–1722. [Google Scholar] [CrossRef]
- Sisodia, V.; Gupta, S.K.; Salunkhe, S.; Murali, A.P.; Kumar, S. An Experimental Investigation on Machining of Hardened AISI 440C Stainless Steel Using Abrasive Water Jet Machining Process. J. Mater. Eng. Perform. 2023, 1–17. [Google Scholar] [CrossRef]
- Wan, L.; Xiong, J.; Cai, J.; Wu, S.; Kang, Y.; Li, D. Feasible Study on the Sustainable and Clean Application of Steel Slag for Abrasive Waterjet Machining. J. Clean. Prod. 2023, 420, 138378. [Google Scholar] [CrossRef]
- Natarajan, Y.; Raj, K.L.N.; Tandon, P. Measurement and Analysis of Pocket Milling Features in Abrasive Water Jet Machining of Ti-6Al-4V Alloy. Arch. Civ. Mech. Eng. 2022, 23, 42. [Google Scholar] [CrossRef]
- Wang, H.; Yuan, R.; Zhang, X.; Zai, P.; Deng, J. Research Progress in Abrasive Water Jet Processing Technology. Micromachines 2023, 14, 1526. [Google Scholar] [CrossRef]
- Sabarinathan, P.; Annamalai, V.E.; Rajkumar, K. Optimization of Process Parameter in Abrasive Water Jet Machining of Blue-Fired Grain-Reinforced Glass Fiber Polymer Composite. In Trends in Manufacturing and Engineering Management; Springer: Singapore, 2021; pp. 217–226. [Google Scholar]
- Pereszlai, C.; Geier, N.; Poór, D.I.; Balázs, B.Z.; Póka, G. Drilling Fibre Reinforced Polymer Composites (CFRP and GFRP): An Analysis of the Cutting Force of the Tilted Helical Milling Process. Compos. Struct. 2021, 262, 113646. [Google Scholar] [CrossRef]
- Wang, B.; Gao, H. Conventional Machining Processes of Fibre Reinforced Polymer Composites. In Advances in Machining of Composite Materials: Conventional and Non-Conventional Processes; Springer: Berlin/Heidelberg, Germany, 2021; pp. 45–70. [Google Scholar]
- Handa, D.; Sooraj, V.S. Thermal Investigations on Eccentric Sleeve Grinding of Fibre Reinforced Composites. J. Manuf. Process. 2022, 84, 1404–1427. [Google Scholar] [CrossRef]
- Mishra, Y.K.; Gupta, S.K.; Mishra, S.; Singh, D.P. Laser Beam Drilling of Fiber Reinforced Composites Using Nd: YAG and CO2 Laser: A Review. Mater. Today Proc. 2023. [Google Scholar] [CrossRef]
- Roldan-Jimenez, L.; Bañon, F.; Valerga, A.P.; Fernandez-Vidal, S.R. Design and Analysis of CFRP Drilling by Electrical Discharge Machining. Polymers 2022, 14, 1340. [Google Scholar] [CrossRef]
- Dhanvijay, M.R.; Kulkarni, V.A.; Doke, A. Experimental Investigation and Analysis of Electrochemical Discharge Machining (ECDM) on Fiberglass Reinforced Plastic (FRP). J. Inst. Eng. Ser. C 2019, 100, 763–769. [Google Scholar] [CrossRef]
- Rajesh, M.; Rajkumar, K.; Annamalai, V.E. Abrasive Water Jet Machining on Ti Metal-Interleaved Basalt-Flax Fiber Laminate. Mater. Manuf. Process. 2021, 36, 329–340. [Google Scholar] [CrossRef]
- Arun, A.; Rajkumar, K.; Vishal, K. Process Parameters for Optimization in Abrasive Water Jet Machining (AWJM) of Silicon-Filled Epoxy Glass Fibre Polymer Composites. J. Inorg. Organomet. Polym. Mater. 2023, 33, 1339–1356. [Google Scholar] [CrossRef]
- Madival, A.S.; Doreswamy, D.; Shetty, R.; Naik, N.; Gurupur, P.R. Optimization and Prediction of Process Parameters during Abrasive Water Jet Machining of Hybrid Rice Straw and Furcraea Foetida Fiber Reinforced Polymer Composite. J. Compos. Sci. 2023, 7, 189. [Google Scholar] [CrossRef]
- Thakur, R.K.; Singh, K.K. Experimental Investigation and Optimization of Abrasive Water Jet Machining Parameter on Multi-Walled Carbon Nanotube Doped Epoxy/Carbon Laminate. Measurement 2020, 164, 108093. [Google Scholar] [CrossRef]
- Kavimani, V.; Gopal, P.M.; Sumesh, K.R.; Kumar, N.V. Multi Response Optimization on Machinability of SiC Waste Fillers Reinforced Polymer Matrix Composite Using Taguchi’s Coupled Grey Relational Analysis. Silicon 2022, 14, 65–73. [Google Scholar] [CrossRef]
- Gopal, P.M.; Kavimani, V.; Arunkumar, K. Multi-Objective Optimization on Abrasive Water Jet Machining of Epoxy/Glass Fiber/Grinding Wheel Particle Composite through Hybrid Optimization Technique. Multiscale Multidiscip. Model. Exp. Des. 2023, 6, 697–707. [Google Scholar] [CrossRef]
- Karataş, M.A.; Motorcu, A.R.; Gökkaya, H. Study on Delamination Factor and Surface Roughness in Abrasive Water Jet Drilling of Carbon Fiber-Reinforced Polymer Composites with Different Fiber Orientation Angles. J. Braz. Soc. Mech. Sci. Eng. 2021, 43, 22. [Google Scholar] [CrossRef]
- Chenrayan, V.; Manivannan, C.; Shahapurkar, K.; Zewdu, G.A.; Maniselvam, N.; Alarifi, I.M.; Alblalaihid, K.; Tirth, V.; Algahtani, A. An Experimental and Empirical Assessment of Machining Damage of Hybrid Glass-Carbon FRP Composite during Abrasive Water Jet Machining. J. Mater. Res. Technol. 2022, 19, 1148–1161. [Google Scholar] [CrossRef]
- Rangasamy, G.; Mani, S.; Kolandavelu, S.K.S.; Alsoufi, M.S.; Ibrahim, A.M.M.; Muthusamy, S.; Panchal, H.; Sadasivuni, K.K.; Elsheikh, A.H. An Extensive Analysis of Mechanical, Thermal and Physical Properties of Jute Fiber Composites with Different Fiber Orientations. Case Stud. Therm. Eng. 2021, 28, 101612. [Google Scholar] [CrossRef]
- Yu, T.; Tuerhongjiang, T.; Sheng, C.; Li, Y. Phosphorus-Containing Diacid and Its Application in Jute/Poly (Lactic Acid) Composites: Mechanical, Thermal and Flammability Properties. Compos. Part A Appl. Sci. Manuf. 2017, 97, 60–66. [Google Scholar] [CrossRef]
- Markopoulos, A.P.; Manolakos, D.E.; Vaxevanidis, N.M. Artificial neural network modelling of surface quality characteristics in abrasive water jet machining of trip steel sheet. J. Intell. Manuf. 2008, 19, 283–292. [Google Scholar] [CrossRef]
- El-Hofy, M.; Helmy, M.O.; Escobar-Palafox, G.; Kerrigan, K.; Scaife, R.; El-Hofy, H. Abrasive Water Jet Machining of Multidirectional CFRP Laminates. In Proceedings of the 19th CIRP Conference on Electro Physical and Chemical Machining, Bilbao, Spain, 23–27 April 2018. [Google Scholar]
- Azmira, M.A.; Ahsanb, A.K. A study of abrasive water jet machining process on glass/epoxy composite laminate. J. Mater. Process. Technol. 2009, 209, 6168–6173. [Google Scholar] [CrossRef]
- Ramakrishnan, S. Investigating the effects of abrasive water jet machining parameters on surface integrity, chemical state in machining of Ti-6Al-4V. Mater. Today Commun. 2022, 31, 103480. [Google Scholar] [CrossRef]
- Ramesha, K.; Santhosh, N.; Kiran, K.; Manjunath, N.; Naresh, H. Effect of the Process Parameters on Machining of GFRP Composites for Different Conditions of Abrasive Water Suspension Jet Machining. Arab. J. Sci. Eng. 2019, 44, 7933–7943. [Google Scholar] [CrossRef]
- Manivannan, J.; Rajesh, S.; Mayandi, K.; Rajini, N.; Ayrilmis, N. Investigation of abrasive water jet machining parameters on turkey fibre reinforced polyester composites. Mater. Today Proc. 2021, 45, 8000–8005. [Google Scholar] [CrossRef]
- Sumesh, K.R.; Kanthavel, K. Abrasive Water Jet Machining of Sisal/Pineapple Epoxy Hybrid Composites with the Addition of Various Fly ash Filler. Mater. Res. Express 2020, 1, 103480. [Google Scholar] [CrossRef]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sl. No. | Traverse Speed (TS) mm/min | Standoff Distance (SOD) mm | Mass Flow Rate (MFR) kg/min |
|---|---|---|---|
| 1 | 20 | 2 | 0.25 |
| 2 | 25 | 3 | 0.30 |
| 3 | 30 | 4 | 0.35 |
| Run Order | Traverse Speed (mm/min) | Standoff Distance (mm) | Mass Flow Rate (kg/min) | Ra for 45° (μm) | Ra for 90° (μm) |
|---|---|---|---|---|---|
| 1 | 20 | 2 | 0.30 | 4.930 | 4.186 |
| 2 | 25 | 4 | 0.35 | 4.399 | 5.512 |
| 3 | 25 | 2 | 0.35 | 4.345 | 3.506 |
| 4 | 25 | 4 | 0.30 | 4.892 | 5.609 |
| 5 | 25 | 3 | 0.30 | 5.079 | 4.832 |
| 6 | 30 | 3 | 0.30 | 4.379 | 4.260 |
| 7 | 25 | 4 | 0.25 | 5.369 | 5.592 |
| 8 | 25 | 3 | 0.35 | 4.652 | 4.372 |
| 9 | 25 | 2 | 0.30 | 4.125 | 3.972 |
| 10 | 20 | 3 | 0.25 | 5.154 | 5.486 |
| 11 | 25 | 3 | 0.25 | 5.339 | 5.259 |
| 12 | 20 | 2 | 0.25 | 5.115 | 4.195 |
| 13 | 20 | 3 | 0.30 | 4.879 | 5.269 |
| 14 | 30 | 3 | 0.35 | 4.167 | 3.892 |
| 15 | 30 | 2 | 0.30 | 4.105 | 4.292 |
| 16 | 20 | 3 | 0.35 | 4.812 | 5.139 |
| 17 | 30 | 3 | 0.25 | 4.971 | 4.521 |
| 18 | 30 | 4 | 0.25 | 5.012 | 5.752 |
| 19 | 20 | 4 | 0.25 | 5.571 | 5.186 |
| 20 | 20 | 2 | 0.35 | 4.184 | 3.434 |
| 21 | 20 | 4 | 0.30 | 5.312 | 5.801 |
| 22 | 25 | 2 | 0.25 | 4.545 | 3.732 |
| 23 | 30 | 4 | 0.35 | 4.259 | 5.772 |
| 24 | 30 | 4 | 0.30 | 4.910 | 5.286 |
| 25 | 30 | 2 | 0.25 | 4.072 | 4.692 |
| 26 | 30 | 2 | 0.35 | 3.372 | 4.219 |
| 27 | 20 | 4 | 0.35 | 4.836 | 4.772 |
| Predictor | Coef | SE Coef | T | p |
|---|---|---|---|---|
| Constant | 7.3158 | 0.4475 | 16.35 | 0.000 |
| TS | −0.06162 | 0.01065 | −5.79 | 0.000 |
| SOD | 0.32039 | 0.05323 | 6.02 | 0.000 |
| MFR | −6.802 | 1.065 | −6.39 | 0.000 |
| Predictor | Coef | SE Coef | T | p |
|---|---|---|---|---|
| Constant | 3.8308 | 0.7545 | 5.08 | 0.000 |
| TS | 0.00067 | 0.01795 | 0.04 | 0.971 |
| SOD | 0.72411 | 0.08976 | 8.07 | 0.000 |
| MFR | −0.04219 | 0.01795 | −2.35 | 0.028 |
| Source | DF | Seq SS | Adj SS | Adj MS | F | p |
|---|---|---|---|---|---|---|
| TS | 2 | 1.74772 | 1.74772 | 0.87386 | 18.14 | 0.001 |
| SOD | 2 | 2.07596 | 2.07596 | 1.03798 | 21.54 | 0.001 |
| MFR | 2 | 2.10250 | 2.10250 | 1.05125 | 21.82 | 0.001 |
| TS × SOD | 4 | 0.33536 | 0.33536 | 0.08384 | 1.74 | 0.234 |
| TS × MFR | 4 | 0.07148 | 0.07148 | 0.01787 | 0.37 | 0.823 |
| SOD × MFR | 4 | 0.09324 | 0.09324 | 0.02331 | 0.48 | 0.748 |
| Error | 8 | 0.38546 | 0.38546 | 0.04818 | ||
| Total | 26 | 6.81173 |
| Source | DF | Seq SS | Adj SS | Adj MS | F | p |
|---|---|---|---|---|---|---|
| TS | 2 | 0.06565 | 0.06565 | 0.03283 | 0.36 | 0.706 |
| SOD | 2 | 9.49434 | 9.49434 | 4.74717 | 52.58 | 0.000 |
| MFR | 2 | 0.93051 | 0.93051 | 0.46526 | 5.15 | 0.036 |
| TS × SOD | 4 | 2.24641 | 2.24641 | 0.56160 | 6.22 | 0.014 |
| TS × MFR | 4 | 0.23655 | 0.23655 | 0.05914 | 0.66 | 0.640 |
| SOD × MFR | 4 | 0.17525 | 0.17525 | 0.04381 | 0.49 | 0.747 |
| Error | 8 | 0.72225 | 0.72225 | 0.09028 | ||
| Total | 26 | 13.87097 |
| Level | TS | SOD | MFR |
|---|---|---|---|
| 1 | 4.977 | 4.310 | 5.016 |
| 2 | 4.749 | 4.826 | 4.735 |
| 3 | 4.316 | 4.951 | 4.336 |
| Delta | 0.616 | 0.641 | 0.640 |
| Rank | 3 | 2 | 1 |
| Level | TS | SOD | MFR |
|---|---|---|---|
| 1 | 4.830 | 4.025 | 4.935 |
| 2 | 4.710 | 4.781 | 4.834 |
| 3 | 4.743 | 5.476 | 4.513 |
| Delta | 0.120 | 1.450 | 0.422 |
| Rank | 3 | 1 | 2 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Murthy, B.R.N.; Makki, E.; Potti, S.R.; Hiremath, A.; Bolar, G.; Giri, J.; Sathish, T. Optimization of Process Parameters to Minimize the Surface Roughness of Abrasive Water Jet Machined Jute/Epoxy Composites for Different Fiber Inclinations. J. Compos. Sci. 2023, 7, 498. https://doi.org/10.3390/jcs7120498
Murthy BRN, Makki E, Potti SR, Hiremath A, Bolar G, Giri J, Sathish T. Optimization of Process Parameters to Minimize the Surface Roughness of Abrasive Water Jet Machined Jute/Epoxy Composites for Different Fiber Inclinations. Journal of Composites Science. 2023; 7(12):498. https://doi.org/10.3390/jcs7120498
Chicago/Turabian StyleMurthy, B. R. N., Emad Makki, Srinivasa Rao Potti, Anupama Hiremath, Gururaj Bolar, Jayant Giri, and T. Sathish. 2023. "Optimization of Process Parameters to Minimize the Surface Roughness of Abrasive Water Jet Machined Jute/Epoxy Composites for Different Fiber Inclinations" Journal of Composites Science 7, no. 12: 498. https://doi.org/10.3390/jcs7120498
APA StyleMurthy, B. R. N., Makki, E., Potti, S. R., Hiremath, A., Bolar, G., Giri, J., & Sathish, T. (2023). Optimization of Process Parameters to Minimize the Surface Roughness of Abrasive Water Jet Machined Jute/Epoxy Composites for Different Fiber Inclinations. Journal of Composites Science, 7(12), 498. https://doi.org/10.3390/jcs7120498