
Individual and Combined Effects of Reinforcements on Fractured Surface of Artificially Aged Al6061 Hybrid Composites

 , ,
, ,
Abstract
:1. Introduction
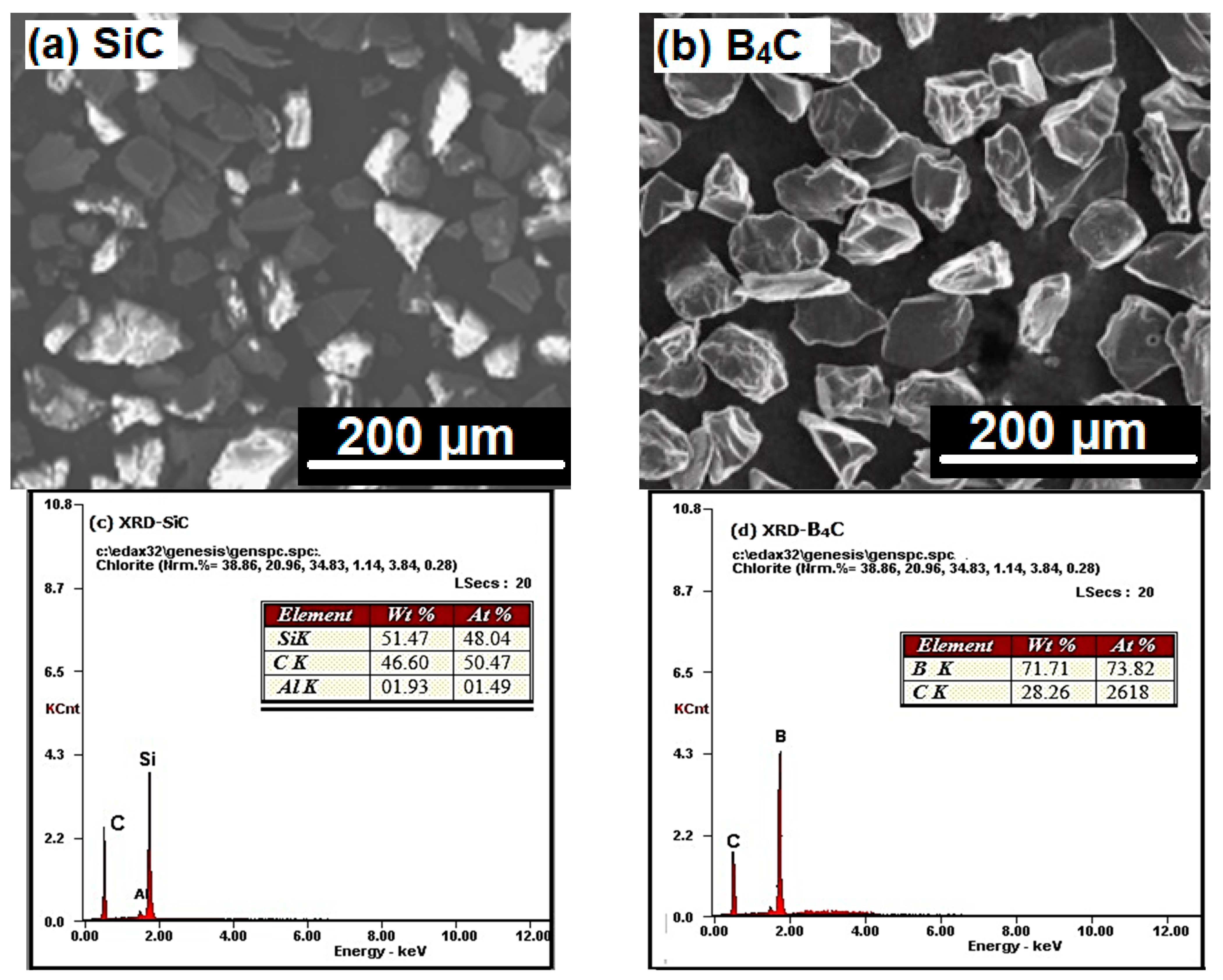
2. Matrix and Reinforcements Materials
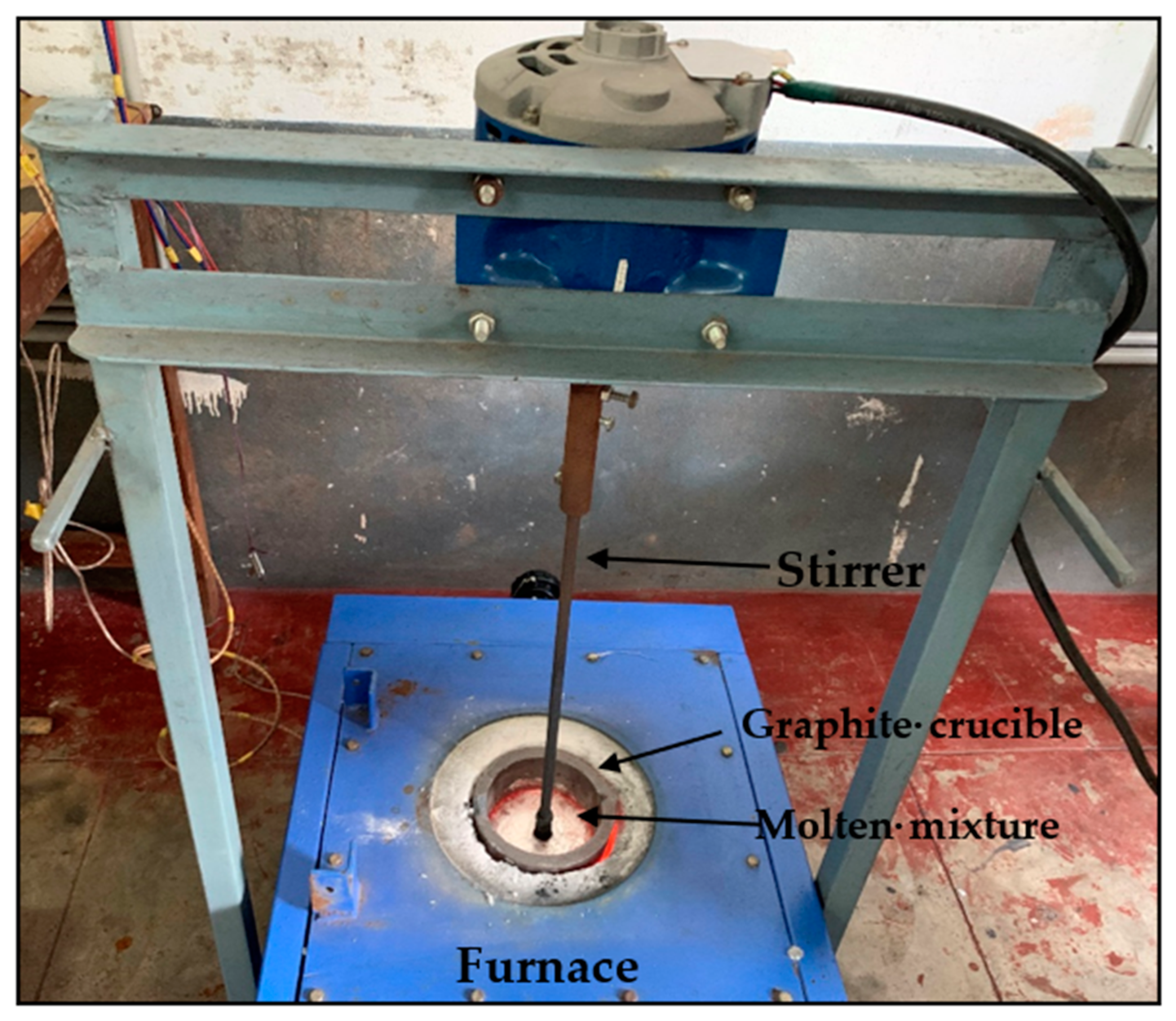
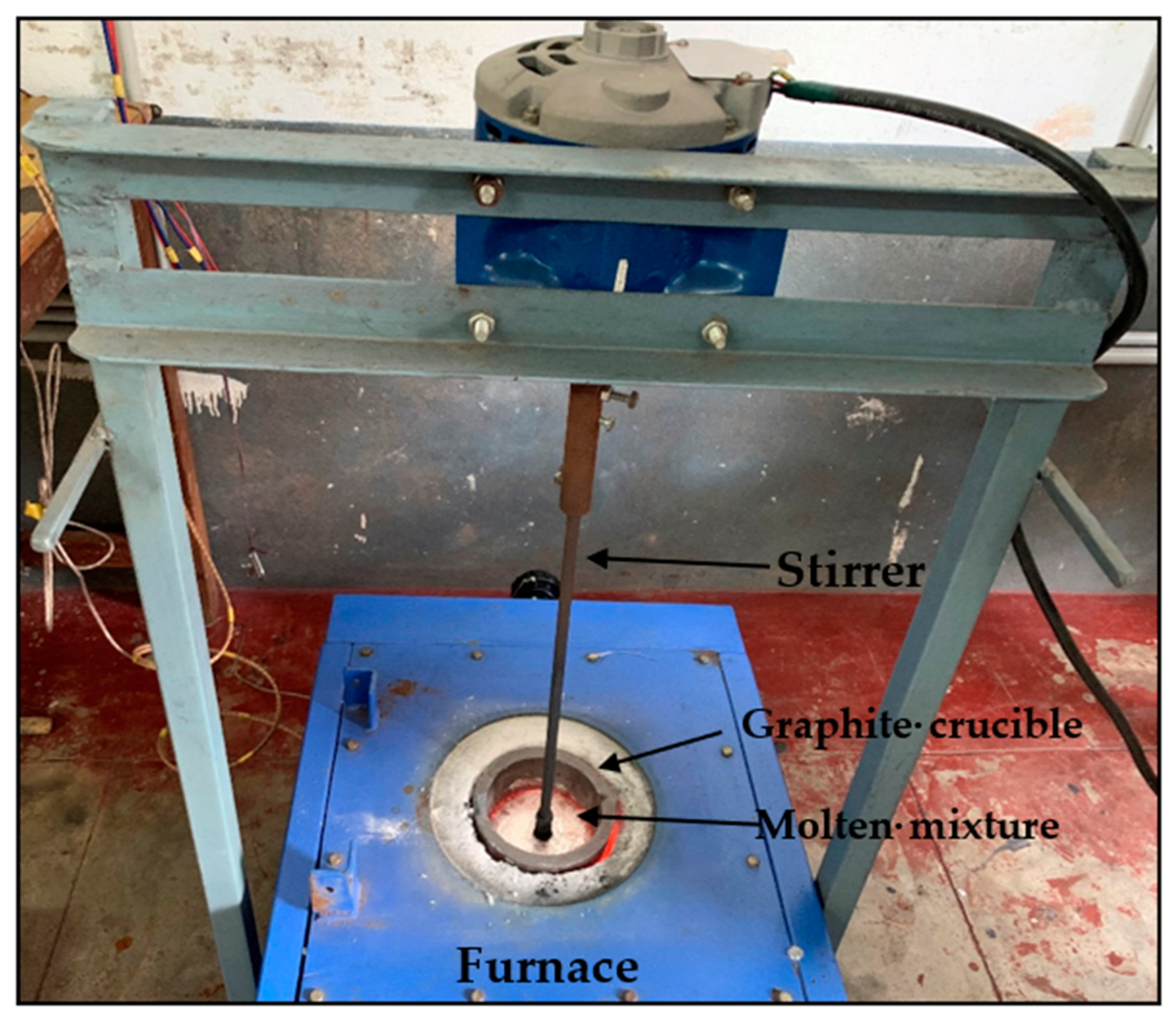
3. Processing of Al6061 Metal Matrix Composites (MMCs)
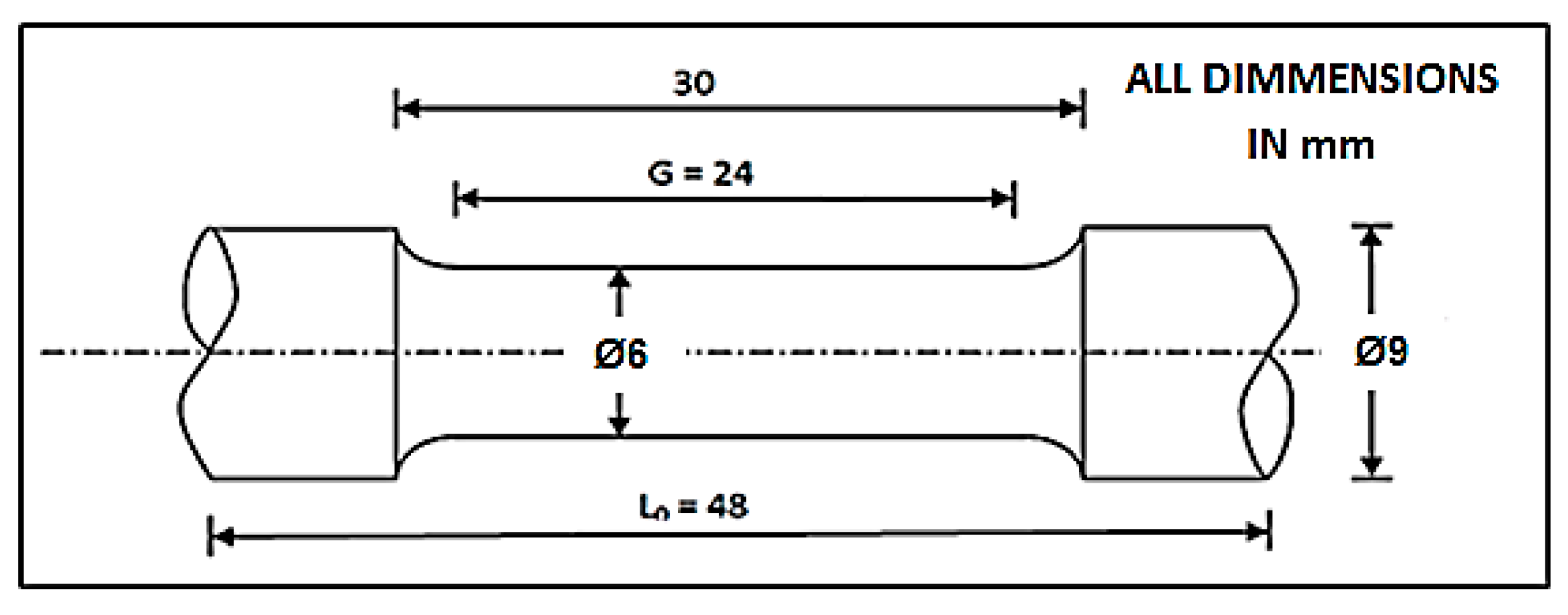
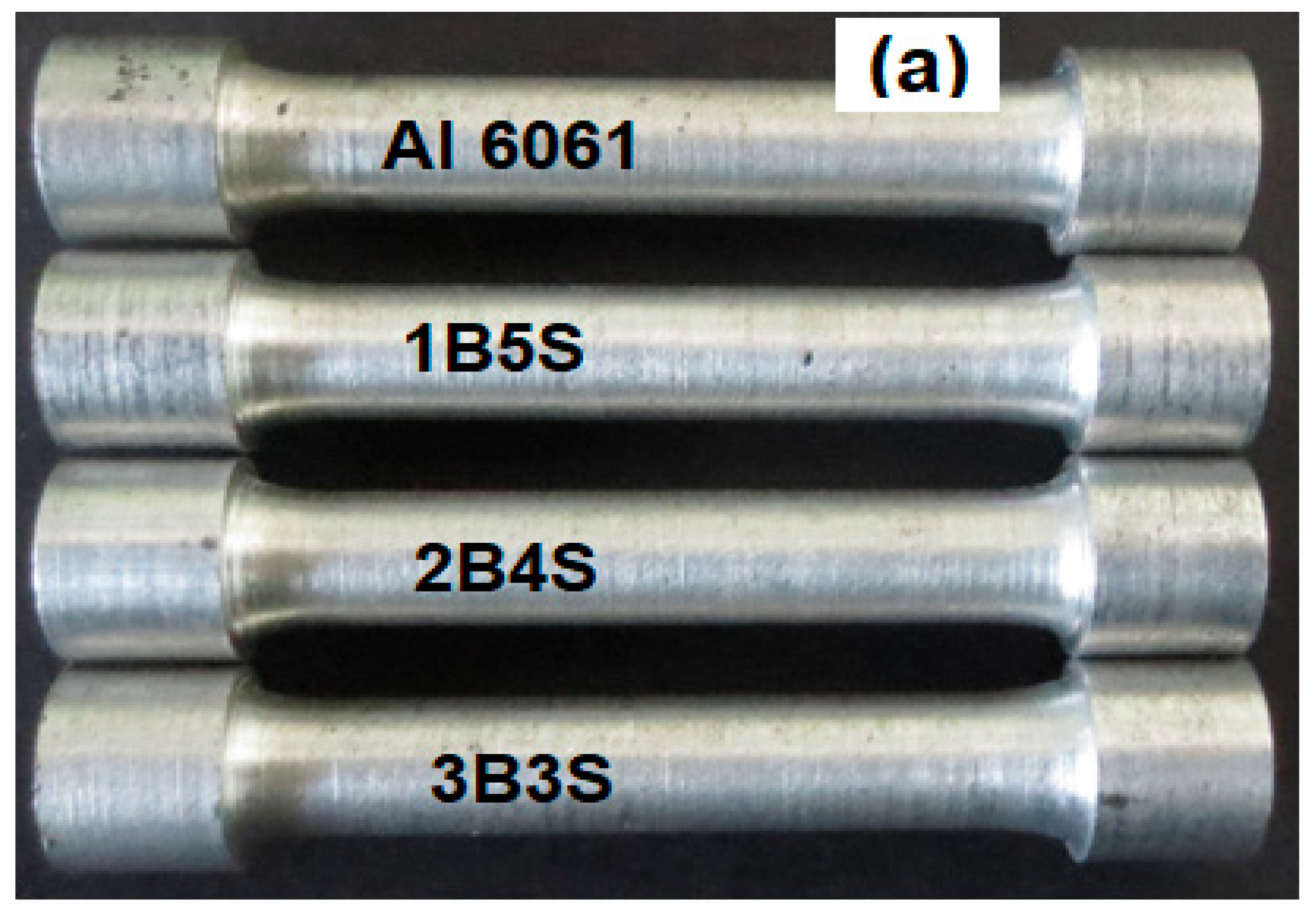
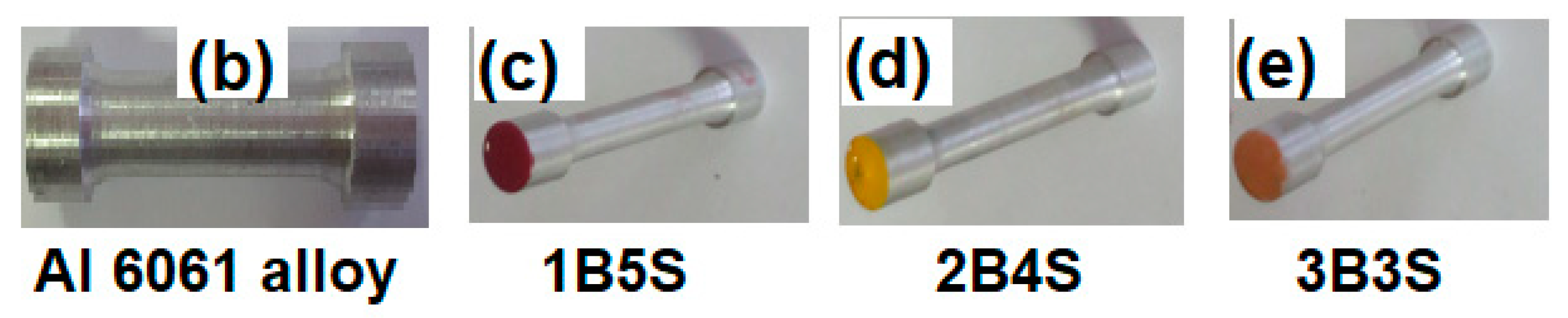
4. Characterization of Al6061 Alloy and Composites Tensile Test Specimen
5. Results and Discussion
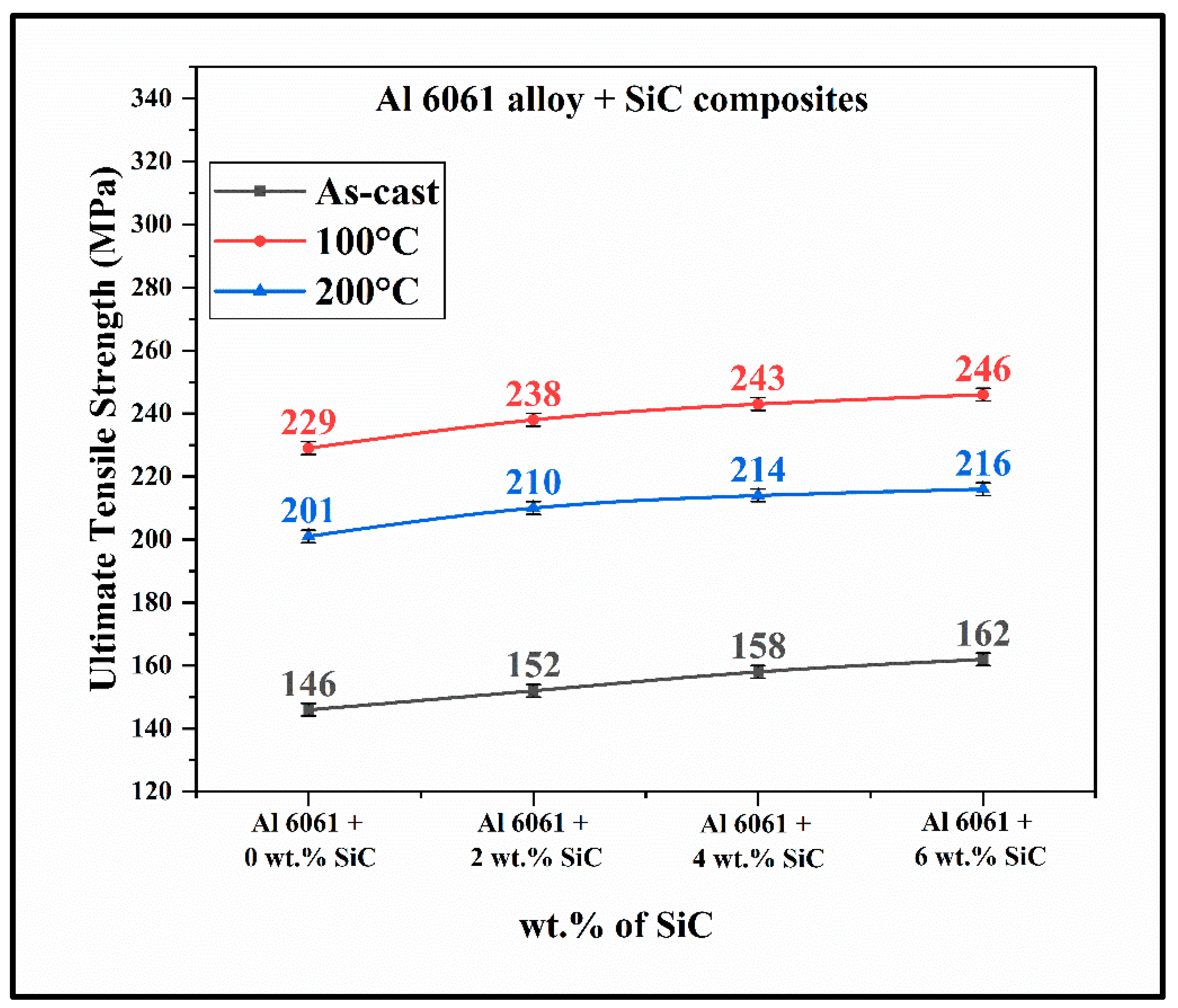
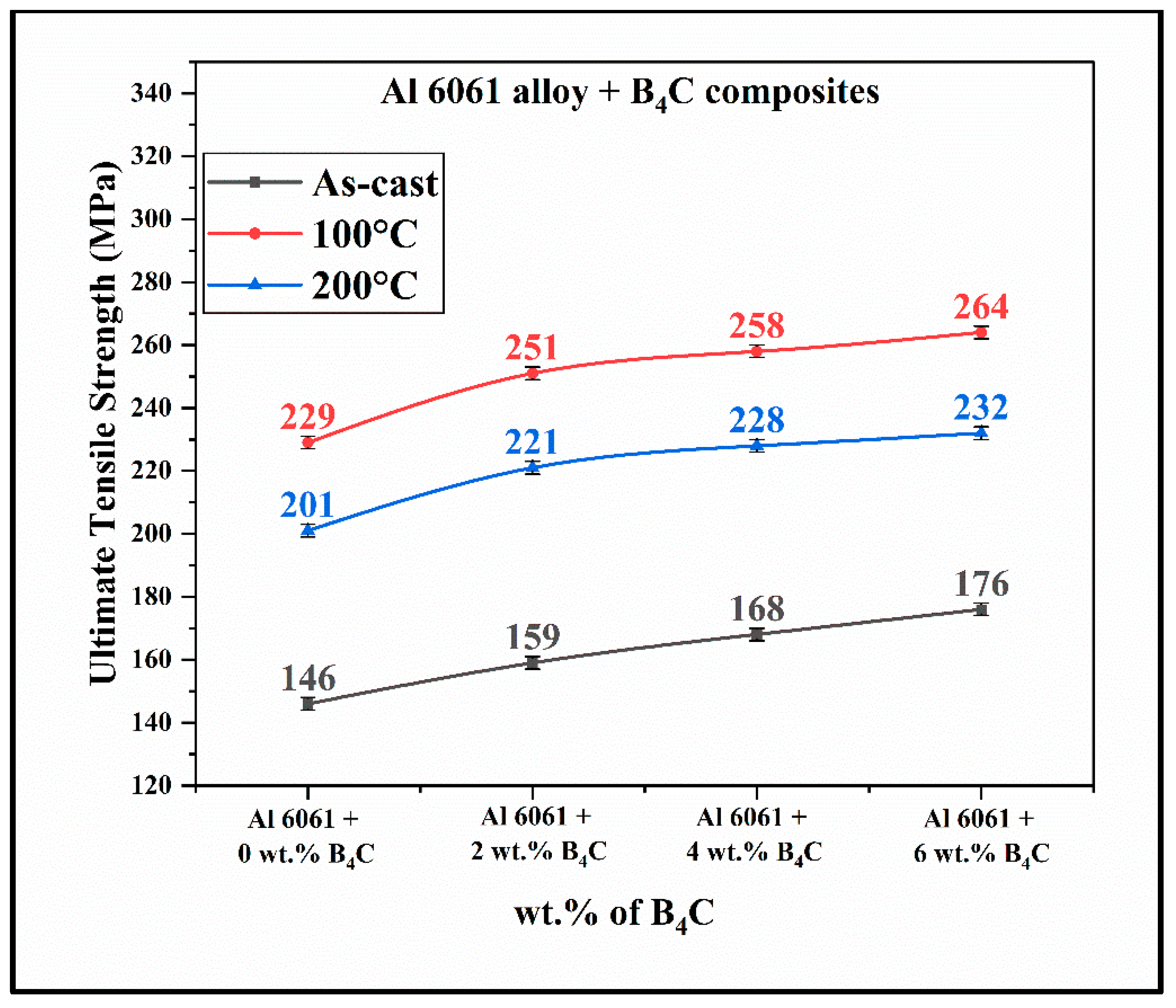
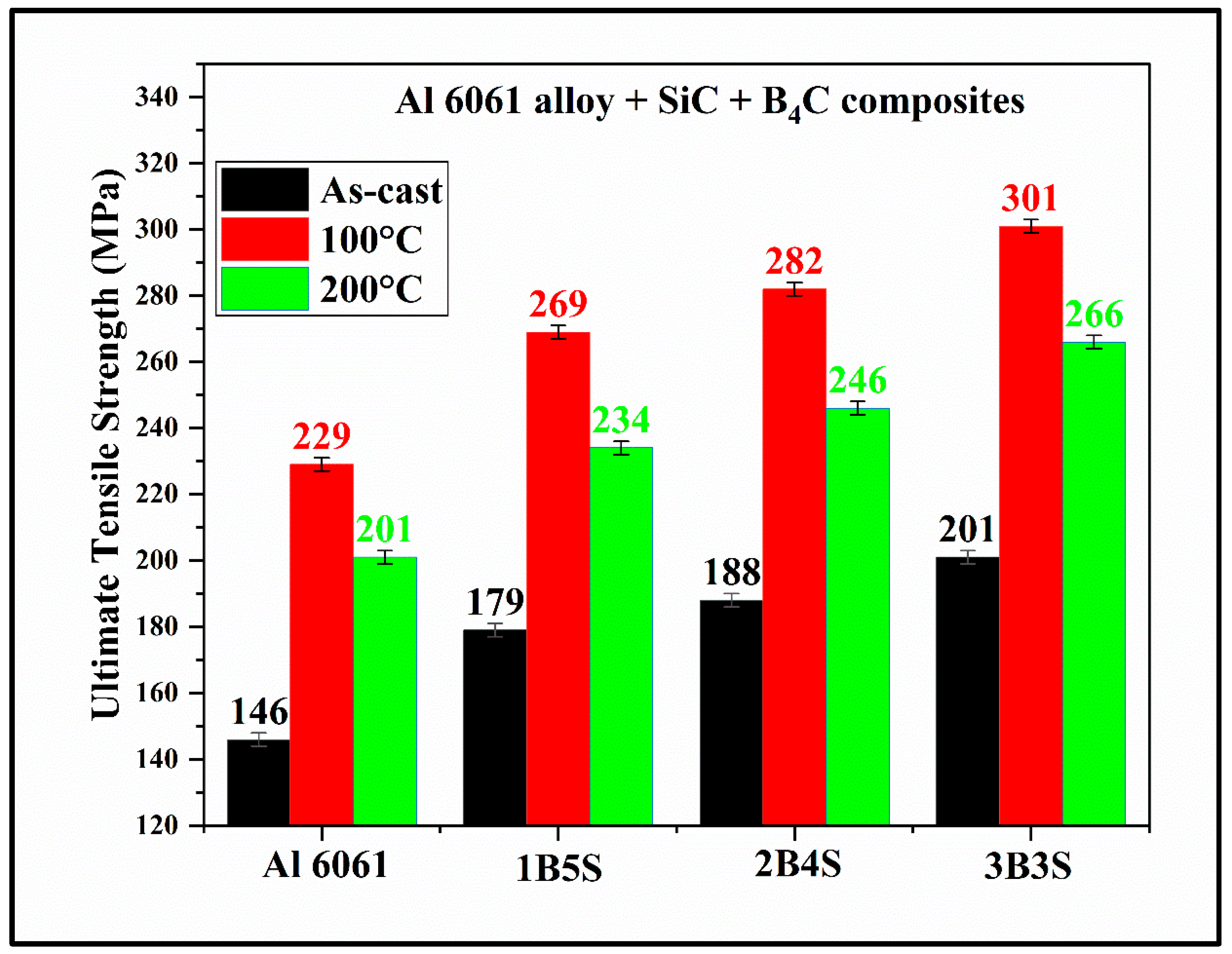
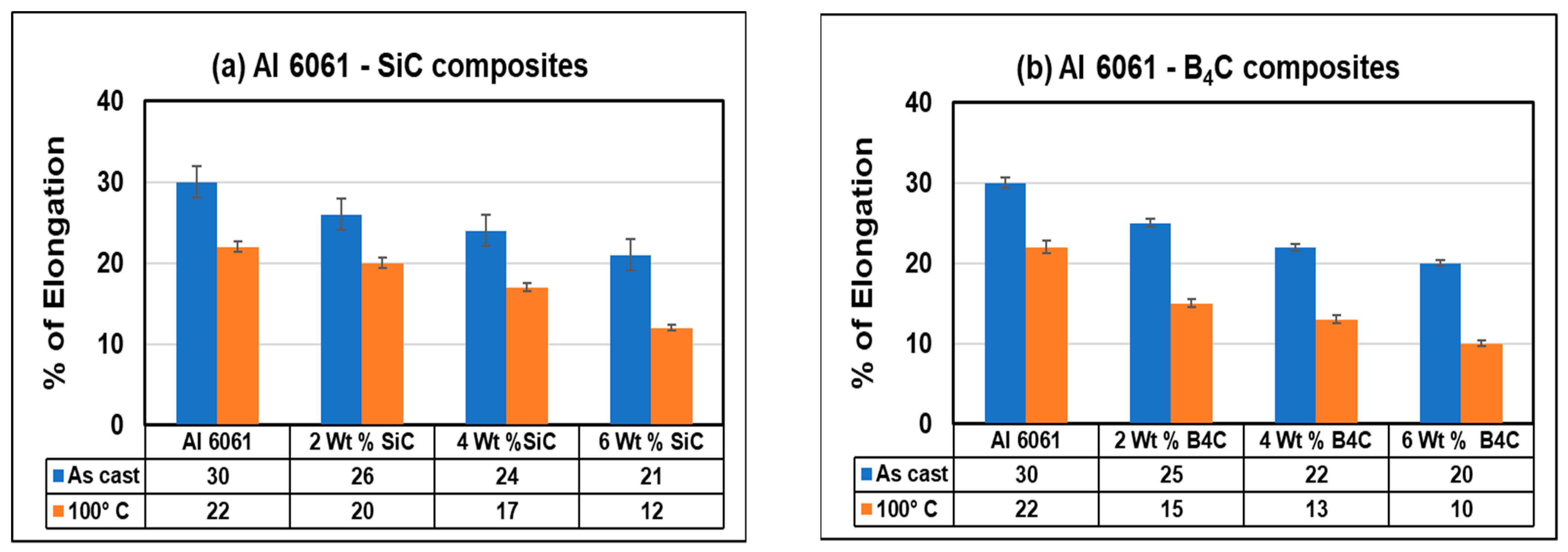
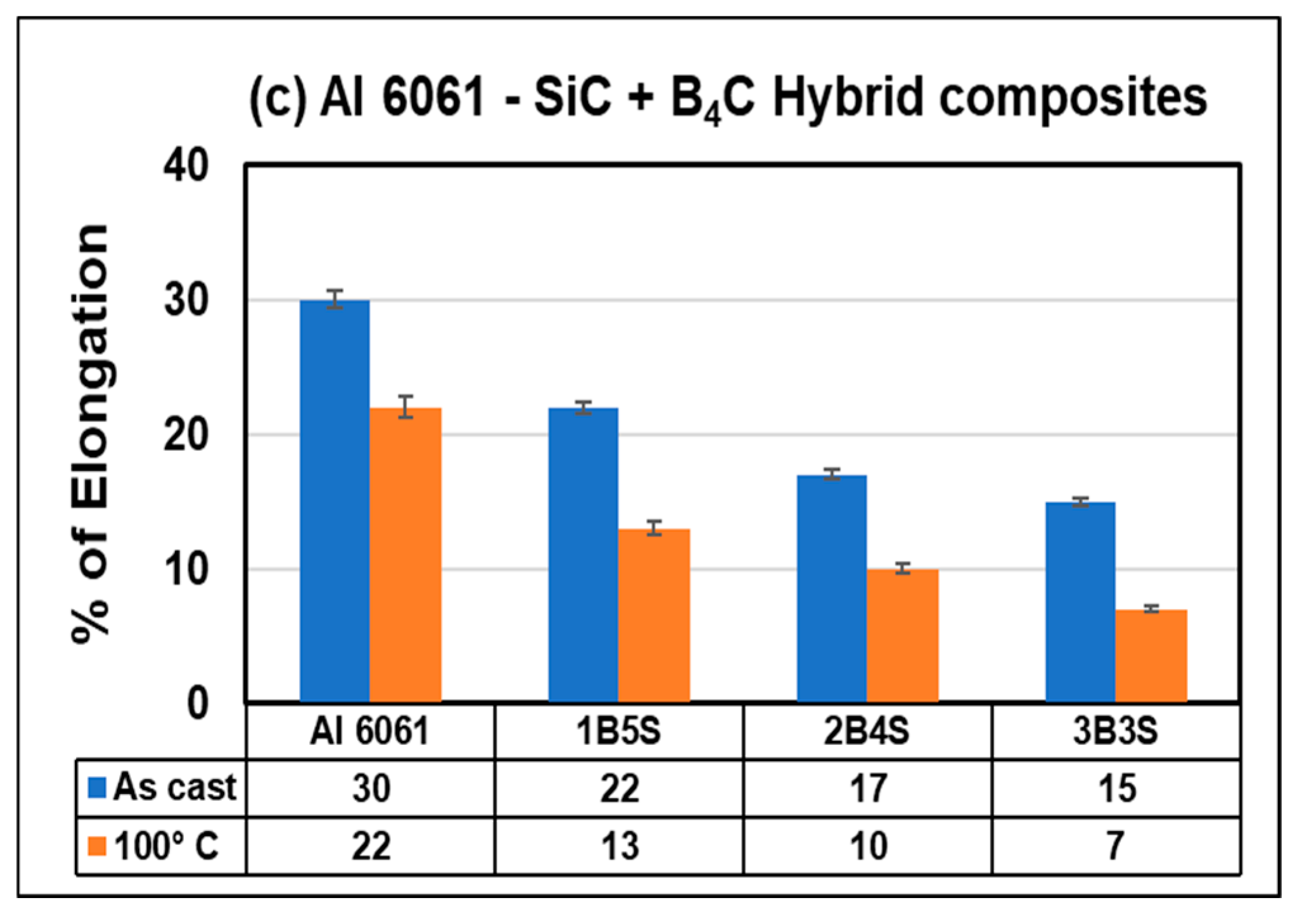
5.1. Tensile Properties
- 60–70% and 40–50% increase in peak-aged samples at 100 °C and 200 °C, respectively, for Al6061-SiC composites.
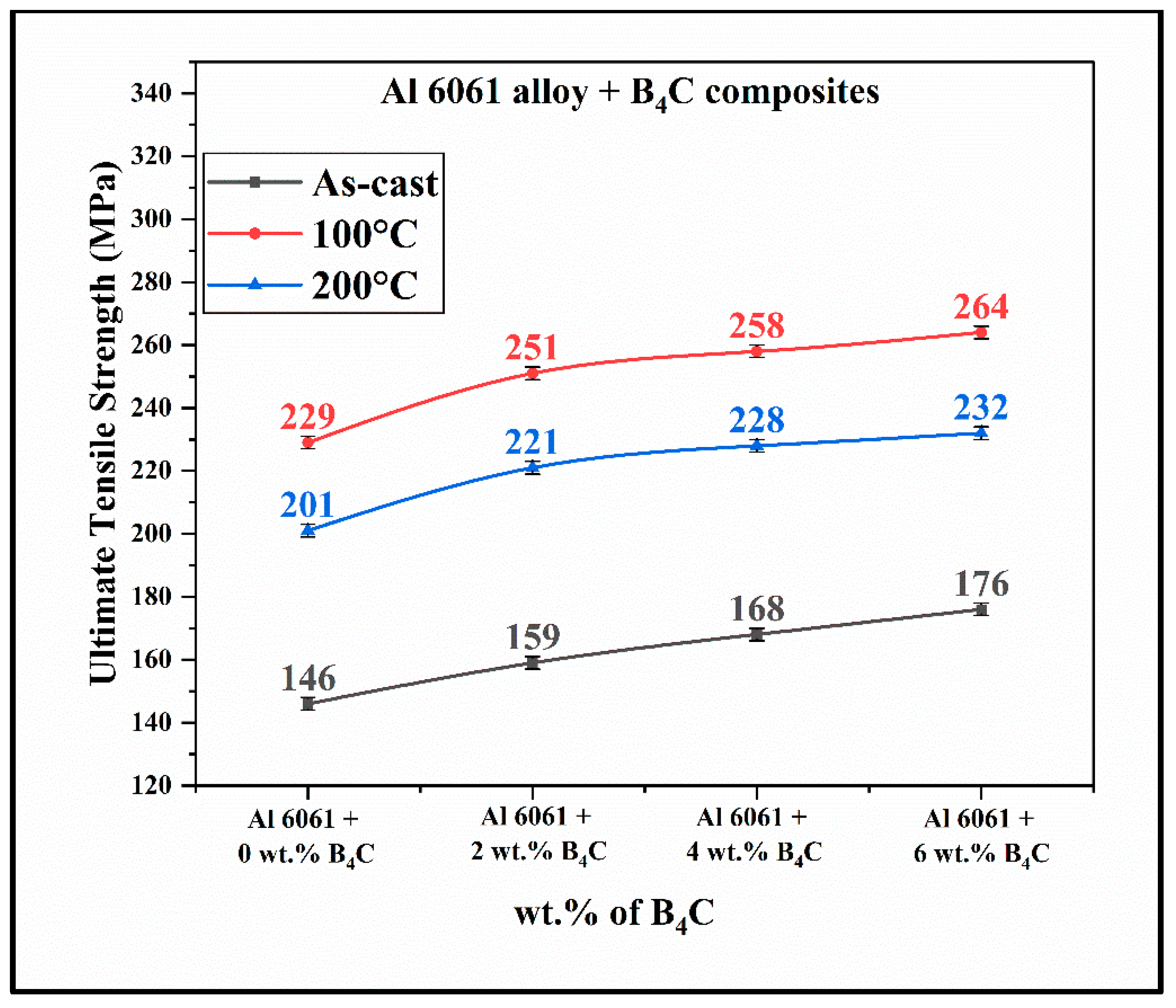
- 70–80% and 50–60% increase in peak-aged samples at 100 °C and 200 °C, respectively, for Al6061-B4C composites.
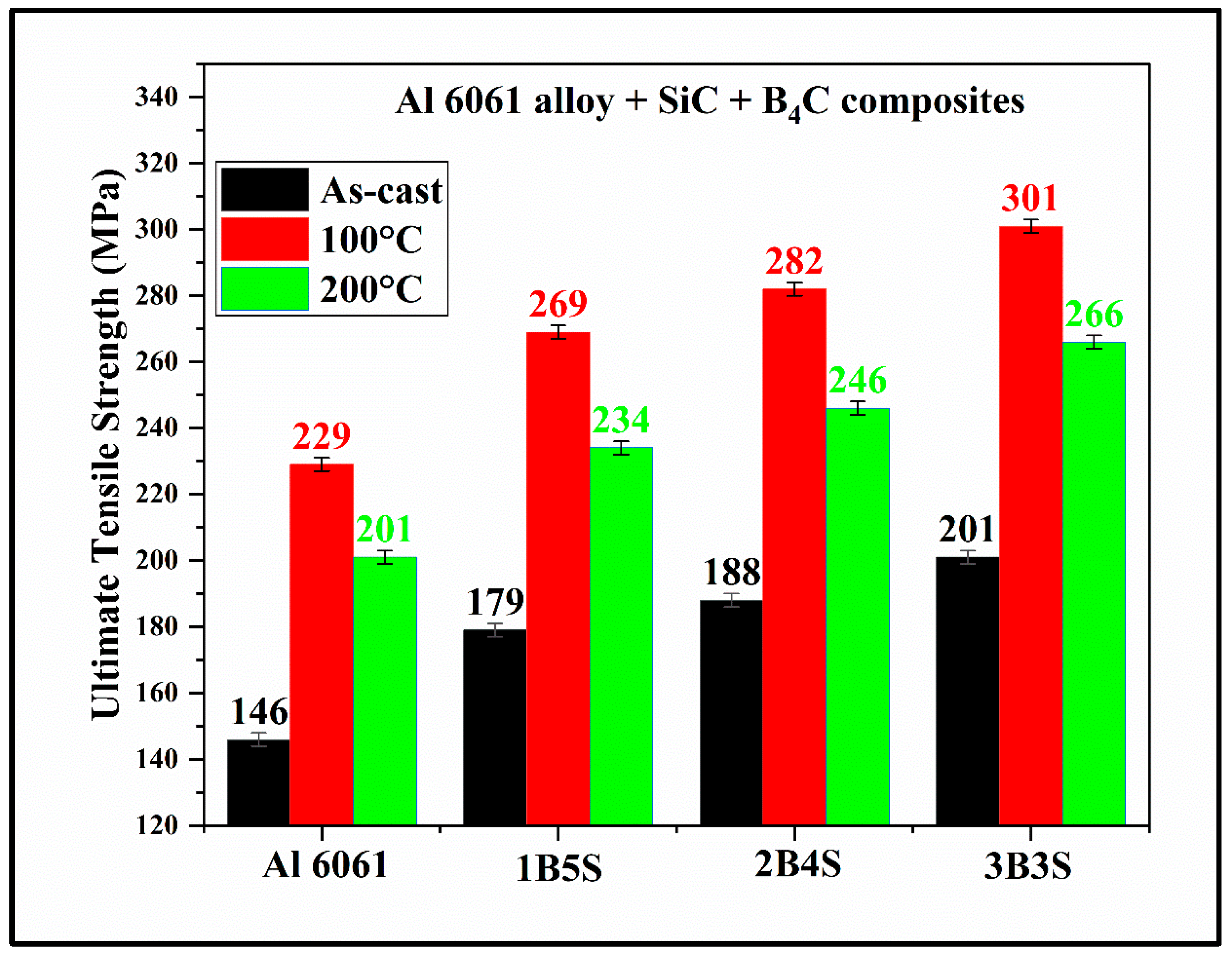
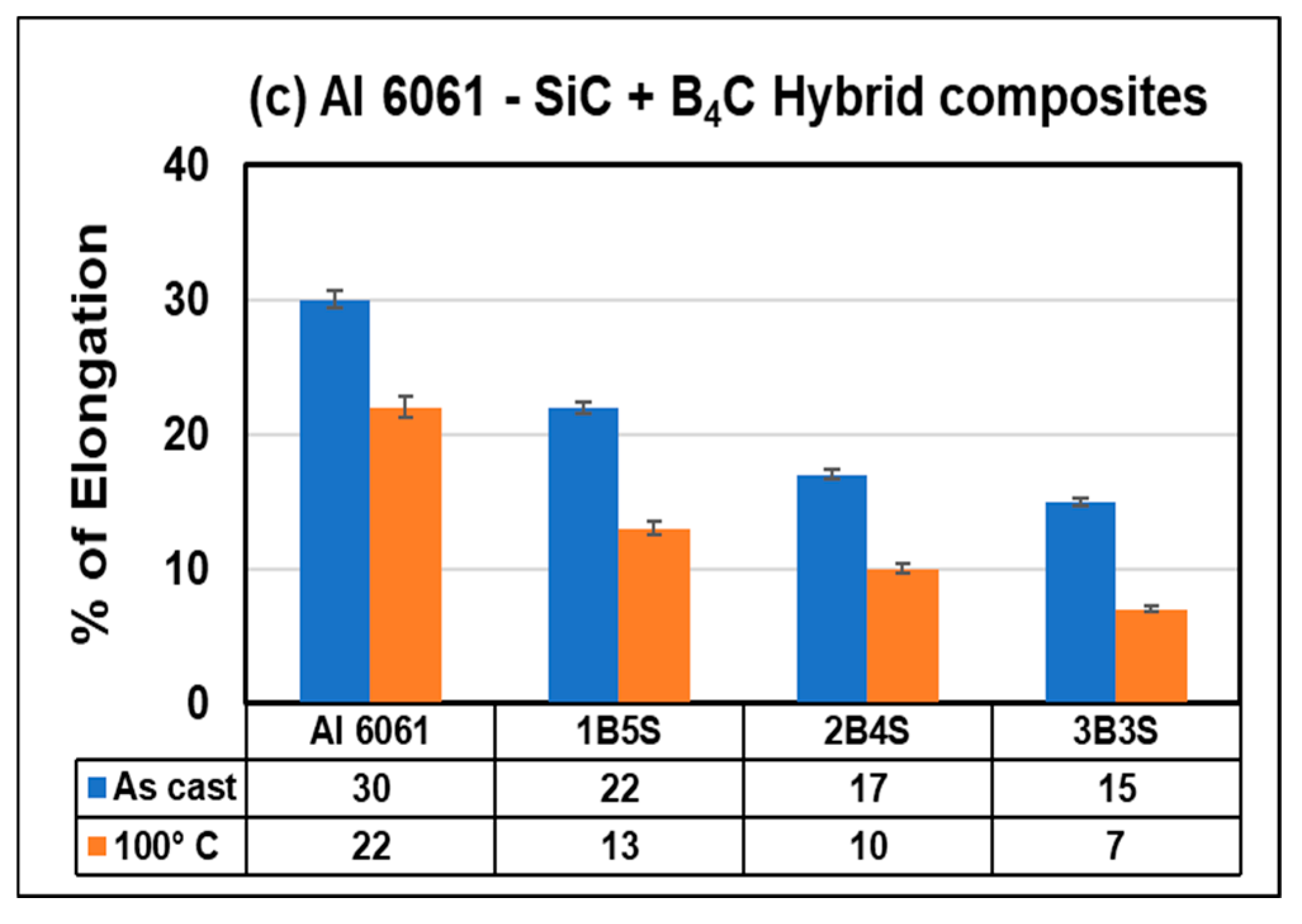
- 85–110% and 60–80% increase in peak-aged samples at 100 °C and 200 °C, respectively, for hybrid composites.
5.2. Fracture Surface Analysis of Al6061 Alloy and Its Composites
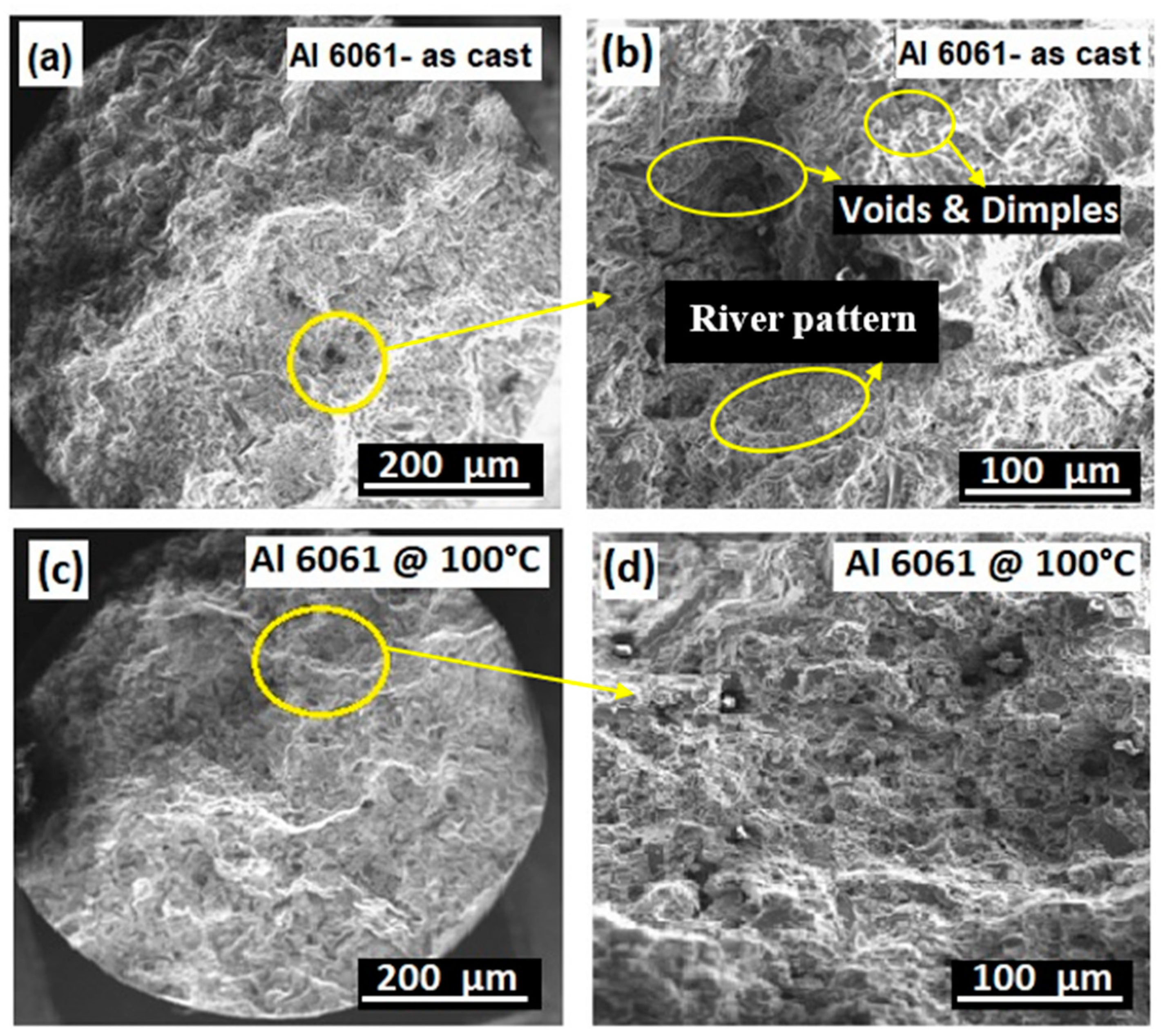
5.2.1. Al6061 Alloy
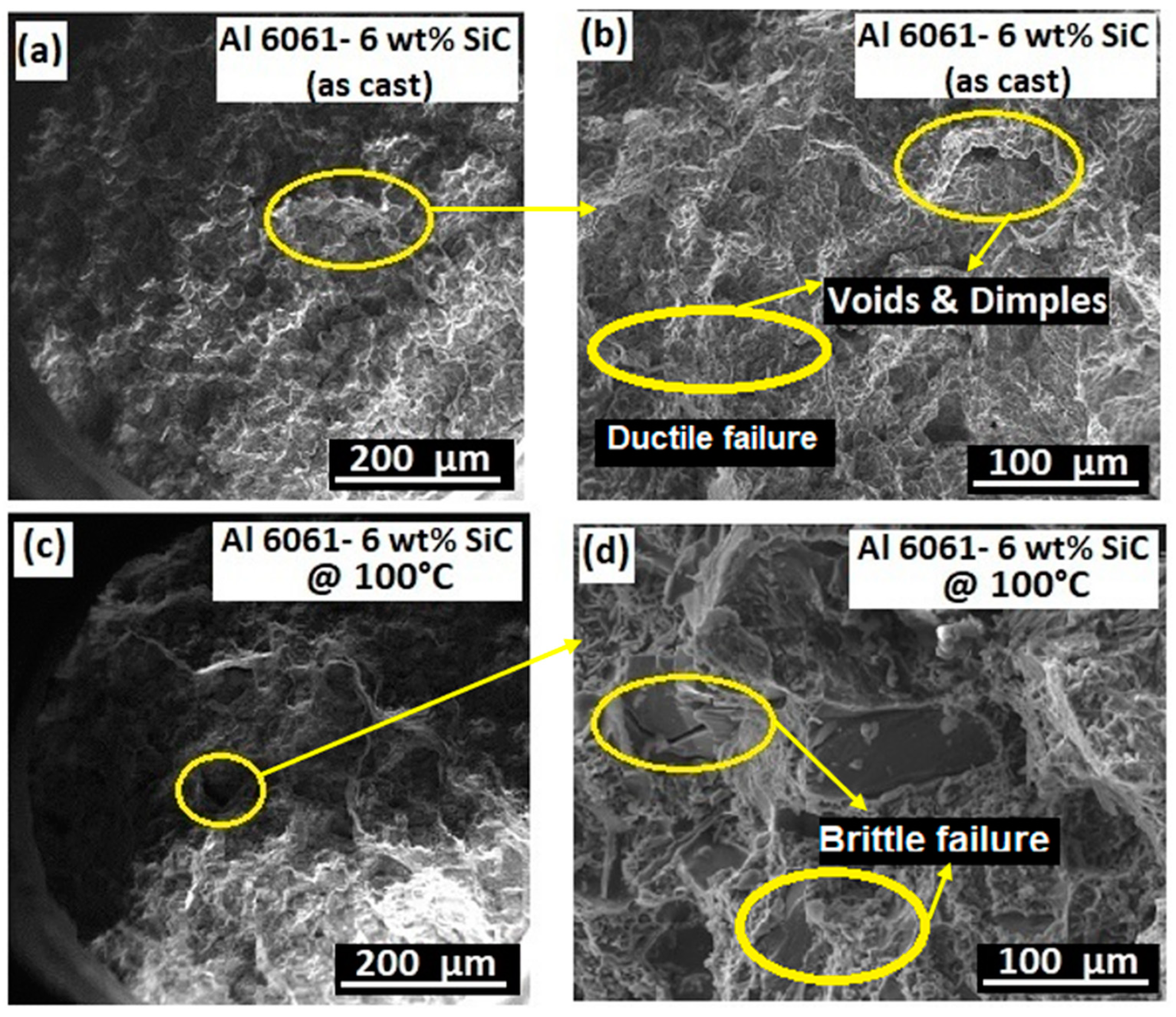
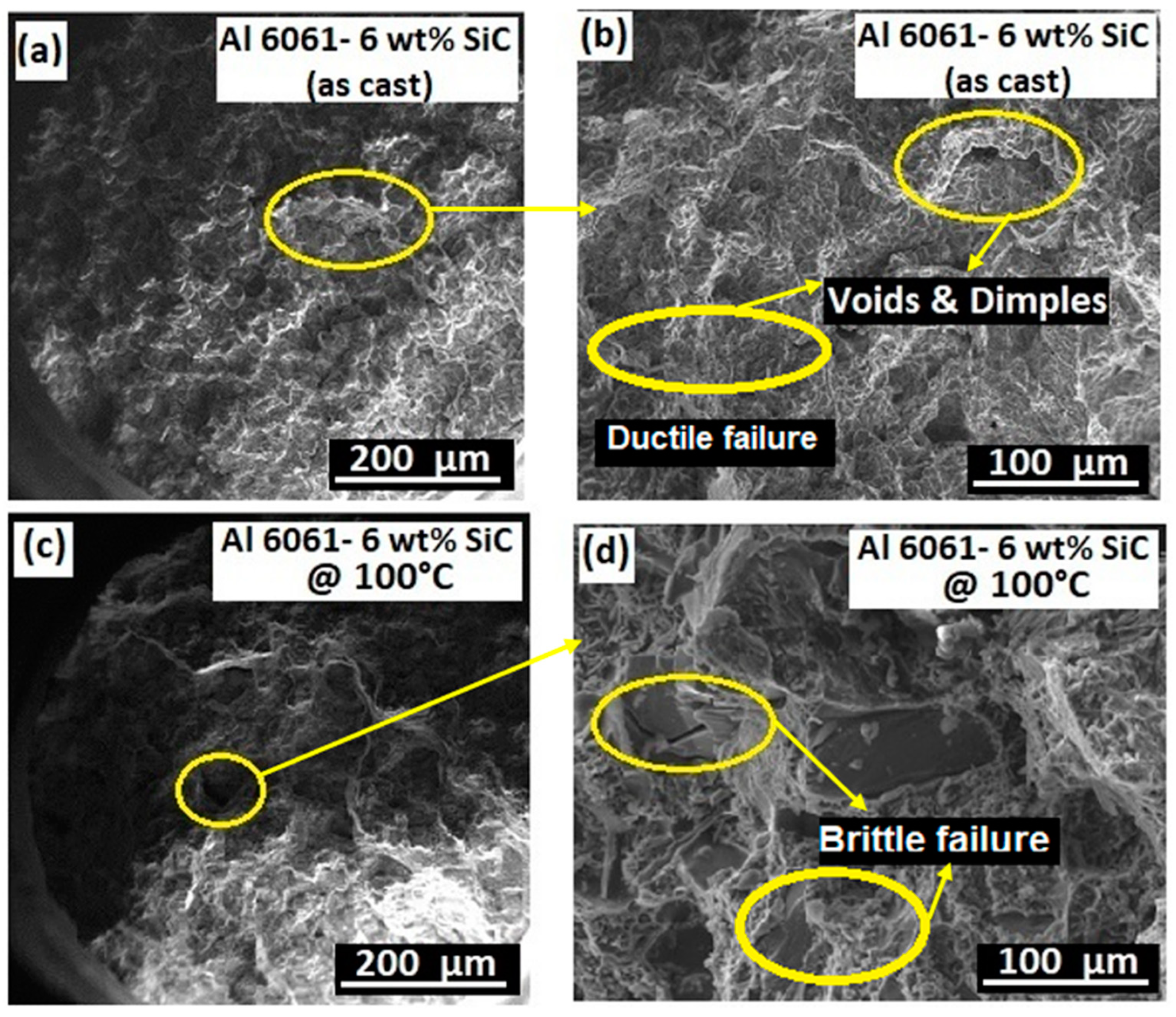
5.2.2. Al6061-6 wt.% SiC Composites
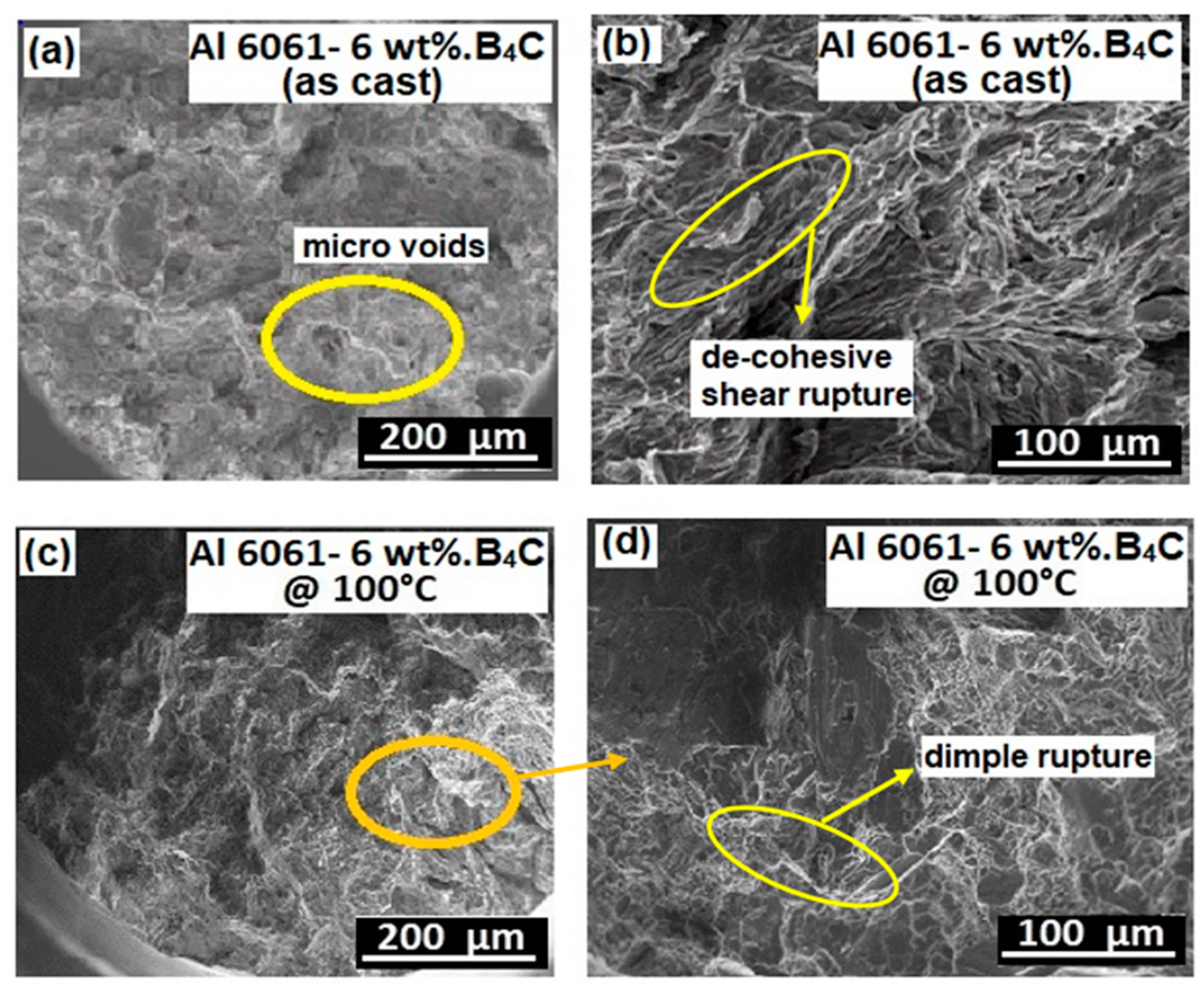
5.2.3. Al6061-6 wt.% B4C Composites
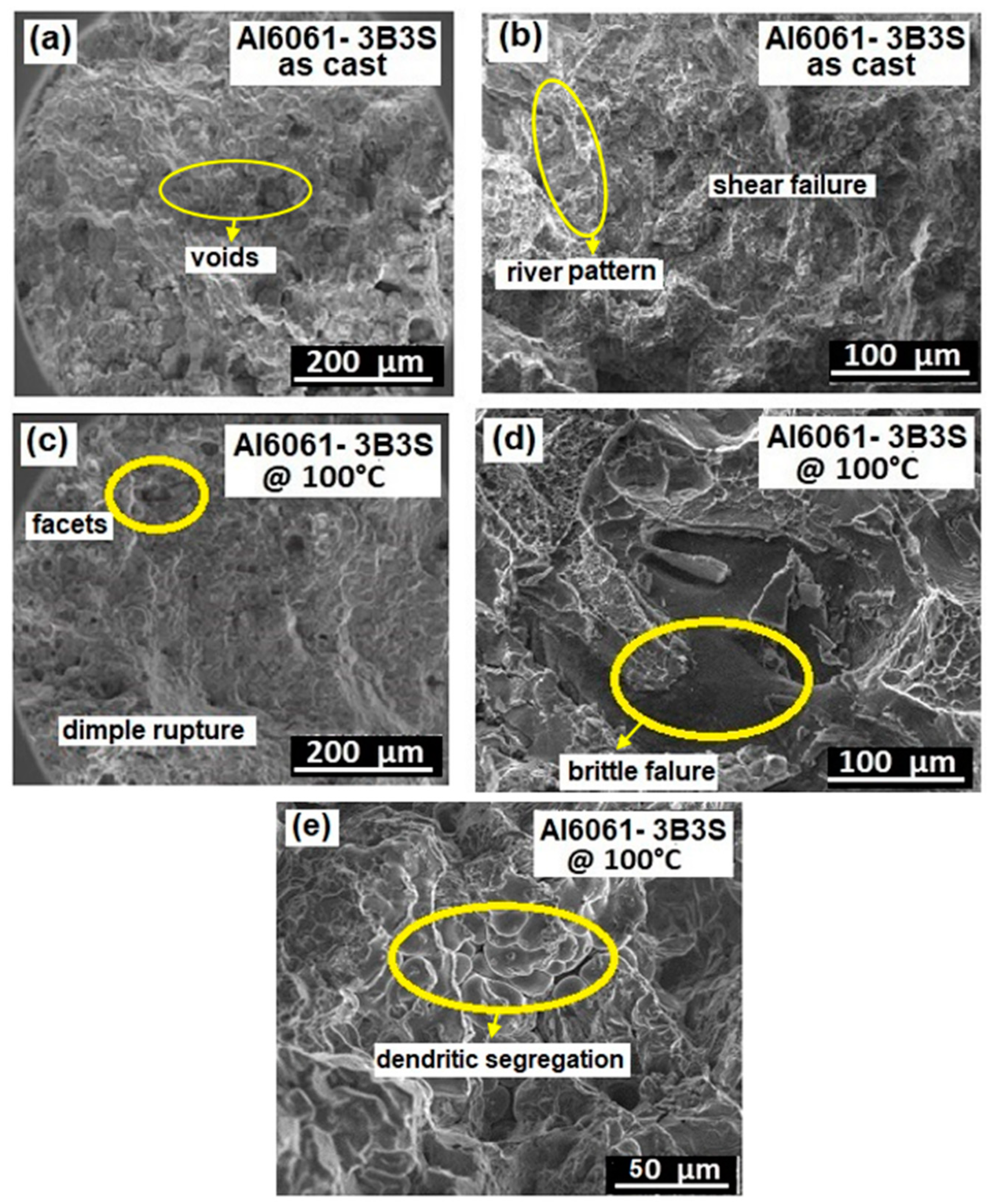
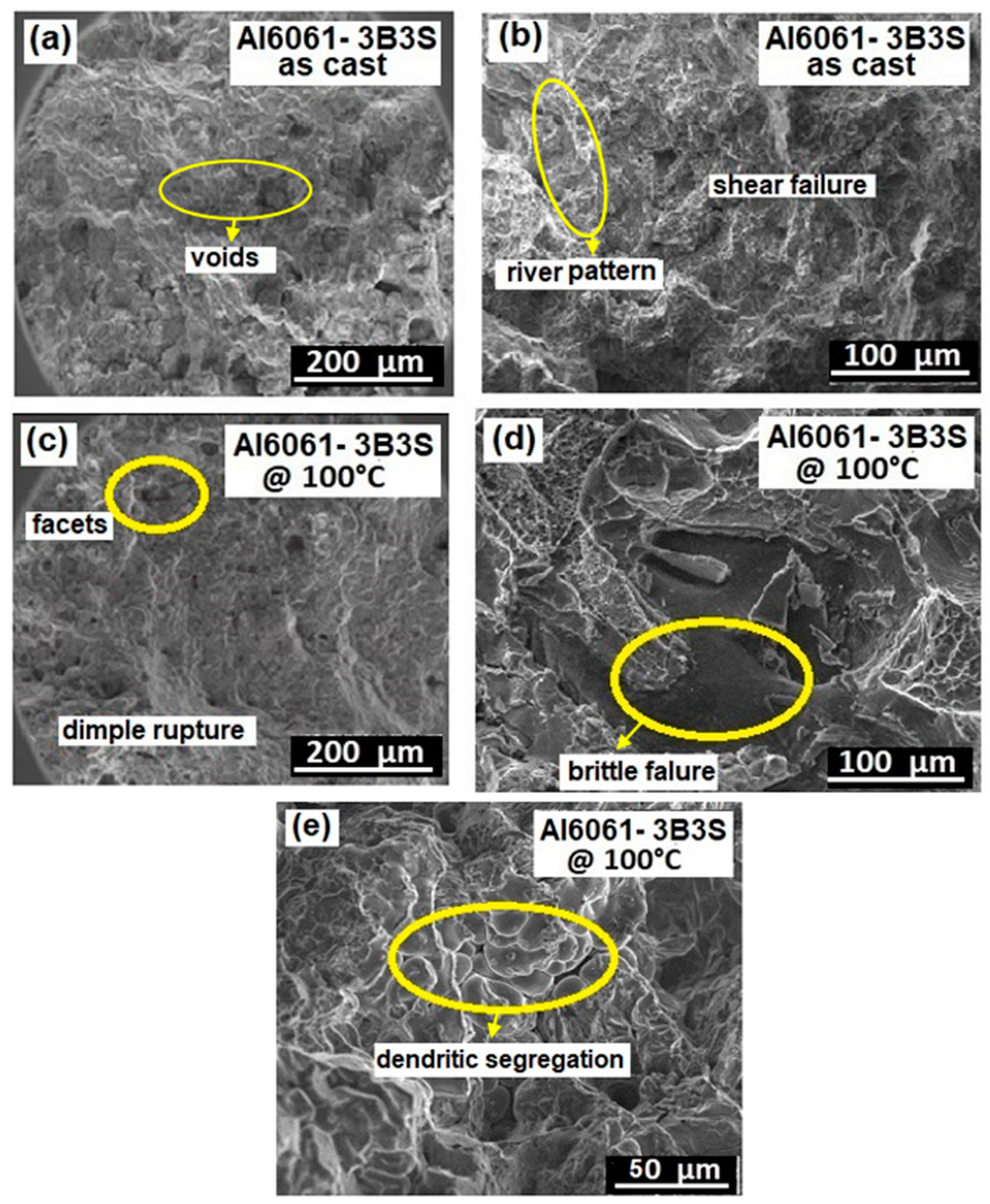
5.2.4. Al6061-SiC + B4C Hybrid Composites
6. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Robledo, J.D.E.; Shetty, P.; Kumari, P.P.; Shankar, M.C.G.; Kagatikar, S. Gravimetric, electrochemical and theoretical study on corrosion of AA6061/3wt.% SiC/3wt.% B4C hybrid composite in acid medium using EDTA. Tribol. Ind. 2022, 44, 73–86. [Google Scholar] [CrossRef]
- Nithesh, K.; Gowri Shankar, M.C.; Nayak, R.; Sharma, S.S. Effect of light weight reinforcement and heat treatment process parameters on morphological and wear aspects of hypoeutectic Al-Si based composites—A critical review. J. Mater. Res. Technol. 2021, 15, 42724292. [Google Scholar] [CrossRef]
- Jayashree, P.K.; Gowri Shankar, M.C.; Sharma, S.S.; Shetty, R.; Hiremath, P.; Shettar, M. The effect of SiC content in aluminum-based metal matrix composites on the microstructure and mechanical properties of welded joints. J. Mater. Res. Technol. 2021, 12, 2325–2339. [Google Scholar] [CrossRef]
- Sharma, S.S.; Gurumurthy, B.M.; Gowri Shankar, M.C.; Kini, A.U.; Shettar, M.; Hiremath, P. Aging kinetics and microstructural features of Al6061-SiC+B4C stir cast hybrid composites. Int. J. Automot. Mech. Eng. 2019, 16, 7211–7224. [Google Scholar] [CrossRef] [Green Version]
- Gowri Shankar, M.C.; Sharma, S.S.; Kini, A.U.; Jayashree, P.K.; Gurumurthy, B.M. Study of wear behavior and mechanical mixed layer on artificial aged Al6061 composite reinforced with B4C particles. Indian J. Sci. Technol. 2016, 9, 12. [Google Scholar] [CrossRef]
- Sharma, S.; Singh, J.; Gupta, M.K.; Mia, M.; Dwivedi, S.P.; Saxena, A.; Chattopadhyaya, S.; Singh, R.; Pimenov, D.Y.; Korkmaz, M.E. Investigation on mechanical, tribological and microstructural properties of Al-Mg-Si-T6/SiC/muscovite-hybrid metal-matrix composites for high strength applications. J. Mater. Res. Technol. 2021, 12, 1564–1581. [Google Scholar] [CrossRef]
- Halil, K.; İsmail, O.; Sibel, D.; Ramazan, Ç. Wear and mechanical properties of Al6061/SiC/B4C hybrid composites produced with powder metallurgy. J. Mater. Res. Technol. 2019, 8, 5348–5361. [Google Scholar] [CrossRef]
- Ahn, H.K.; Yu, C.H. Effect of SiC volume fraction on the age-hardening behavior in SiC particulate-reinforced 6061 aluminum alloy composites. Met. Mater. Int. 2001, 7, 1–7. [Google Scholar] [CrossRef]
- Alaneme, K.K.; Aluko, A.O. Fracture toughness and tensile properties of as-cast and age-hardened aluminium (6063)–silicon carbide particulate composites. Sci. Iran. 2012, 19, 992–996. [Google Scholar] [CrossRef] [Green Version]
- Gowri Shankar, M.C.; Achutha, K.; Sharma, S.S.; Prabhu, P.R. Influence of aging temperature and aging time on the mechanical property and microstructure during precipitation hardening of Al6061 alloy. Int. J. Appl. Eng. Res. 2015, 10, 25–31. [Google Scholar]
- Kumar, M.S.; Vasumathi, M.; Begum, S.R.; Luminita, S.M.; Pruncu, C.I. Influence of B4C and industrial waste fly ash reinforcement particles on the micro structural characteristics and mechanical behavior of aluminium (Al–Mg–Si-T6) hybrid metal matrix composite. J. Mater. Res. Technol. 2021, 15, 1201–1216. [Google Scholar] [CrossRef]
- Shorowordi, K.M.; Laoui, T.; Haseeb, A.S.M.A.; Celis, J.P.; Froyen, L. Microstructure and interface characteristics of B4C, SiC and Al2O3 reinforced Al matrix composites: A comparative study. J. Mater. Process. Technol. 2003, 142, 738–743. [Google Scholar] [CrossRef]
- Baradeswaran, A.; Elaya Perumal, A. Influence of B₄C on the tribological and mechanical properties of Al 7075–B₄C composites. Compos. Part B Eng. 2013, 54, 146–152. [Google Scholar] [CrossRef]
- Chen, X.; Fu, D.; Teng, J.; Zhang, H. Hot deformation behavior and mechanism of hybrid aluminum-matrix composites reinforced with micro-SiC and nano-TiB2. J. Alloys Compd. 2018, 753, 566–575. [Google Scholar] [CrossRef]
- Auradi, V.; Rajesh, G.L.; Kori, S.A. Processing of B4C particulate reinforced 6061aluminum matrix composites by melt stirring involving two-step addition. Procedia Mater. Sci. 2014, 6, 1068–1076. [Google Scholar] [CrossRef] [Green Version]
- Byeongyun, J.; Simanta, L.; Qi, A.; Madhav, R. Mechanical properties and deformation behavior of superhard lightweight nonocrystalline ceramics. Nanomaterials 2022, 12, 3228. [Google Scholar] [CrossRef]
- Velavan, K.; Palanikumar, K.; Natarajan, E.; Lim, W.H. Implications on the influence of mica on the mechanical properties of cast hybrid (Al+10%B4C+Mica) metal matrix composite. J. Mater. Res. Technol. 2021, 10, 99–109. [Google Scholar] [CrossRef]
- Gowri Shankar, M.C.; Shettar, M.; Sharma, S.S.; Kini, A.U.; Jayashree, P.K. Enhancement in hardness and influence of artificial aging on stir cast Al6061-B4C and Al6061-SiC composites. Mater. Today Proc. 2018, 5, 2435–2443. [Google Scholar] [CrossRef]
- Kumar, J.; Singh, D.; Kalsi, N.S.; Sharma, S.; Pruncu, C.I.; Pimenov, D.Y. Comparative study on the mechanical, tribological, morphological and structural properties of vortex casting processed, Al-SiC-Cr hybrid metal matrix composites for high strength wear-resistant applications: Fabrication and characterizations. J. Mater. Res. Technol. 2020, 9, 13607–13615. [Google Scholar] [CrossRef]
- Kumar, J.; Singh, D.; Kalsi, N.S.; Sharma, S.; Mia, M.; Singh, J.; Rahman, M.A.; Khan, A.M.; Rao, K.V. Investigation on the mechanical, tribological, morphological and machinability behavior of stir-casted Al/SiC/Mo reinforced MMCs. J. Mater. Res. Technol. 2021, 12, 930–946. [Google Scholar] [CrossRef]
- Gopal Krishna, U.B.; Sreenivas Rao, K.V.; Vasudeva, B. Effect of percentage reinforcement of B4C on the tensile property of aluminium matrix composites. Int. J. Mech. Eng. Robot. Res. 2012, 1, 290–295. [Google Scholar]
- Hashim, J.; Looney, L.; Hashmi, M.S.J. Metal matrix composites: Production by the stir casting method. J. Mater. Process. Technol. 1999, 92, 1–7. [Google Scholar] [CrossRef]
- Hashim, J.; Looney, L.; Hashmi, M.S.J. Particle distribution in cast metal matrix composites-Part-I. J. Mater. Process. Technol. 2002, 123, 251–257. [Google Scholar] [CrossRef]
- Kalaiselvan, K.; Murugan, N.; Parameswaran, S. Production and characterization of AA6061-B4C stir cast composite. Mater. Des. 2011, 32, 4004–4009. [Google Scholar] [CrossRef]
- Mahesh, V.P.; Nair, P.S.; Rajan, T.P.D.; Pai, B.C.; Hubli, R.C. Processing of surface treated boron carbide-reinforced aluminium matrix composites by liquid-metal stir-casting technique. J. Compos. Mater. 2011, 45, 2371–2378. [Google Scholar] [CrossRef]
- Previtali, B.; Pocci, D.; Taccardo, C. Application of traditional investment casting process to aluminium matrix composites. Compos. Part A Appl. Sci. Manuf. 2008, 39, 1606–1617. [Google Scholar] [CrossRef]
- Singh, V. Heat Treatment of Metals; Standard Publishers Distributors: Delhi, India, 2012; pp. 521–535. [Google Scholar]
- John, E.G. The Treatment of Liquid Aluminium and Silicon Alloys; American Foundrymen’s Society: Schaumburg, IL, USA, 1990; pp. 172–175. [Google Scholar]
- Gowri Shankar, M.C.; Achutha, K.; Sharma, S.S.; Prabhu, P.R. Effect of SiC particulate reinforcement on the precipitation hardening behavior of two step stir cast Al 6061 alloy. Int. J. Appl. Eng. Res. 2015, 10, 18–24. [Google Scholar]
- Gowri Shankar, M.C.; Jayashree, P.K.; Achutha, K.; Sharma, S. Effect of precipitation hardening on stir cast Al 6061-B4C reinforced composite. Int. J. Mech. Prod. Eng. Res. Dev. 2018, 8, 459–466. [Google Scholar]
- Sharma, S.S.; Gowri Shankar, M.C.; Achutha, K. Metallographic and Bulk Hardness of Artificially Aged Al6061-B4C-SiC Stir Cast Hybrid Composites. J. Sci. Ind. Res. 2017, 880, 140–143. [Google Scholar] [CrossRef]
- Urena, A.; Martınez, E.E.; Rodrigo, P.; Gil, L. Oxidation treatments for SiC particles used as reinforcement in aluminium matrix composites. Compos. Sci. Technol. 2004, 64, 1843–1854. [Google Scholar] [CrossRef]
- Kumar, G.V.; Rao, C.S.P.; Selvaraj, N. Studies on mechanical and dry sliding wear of Al6061–SiC composites. Compos. Part B Eng. 2012, 43, 1185–1191. [Google Scholar] [CrossRef]
- Rashnoo, K.; Sharifi, M.J.; Azadi, M.; Azadi, M. Influences of reinforcement and displacement rate on microstructure, mechanical properties and fracture behaviors of cylinder-head aluminum alloy. Mater. Chem. Phys. 2020, 255, 123441. [Google Scholar] [CrossRef]
- Rajasekaran, S.; Udayashankar, N.K.; Nayak, J. T4 and T6 treatment of 6061 Al-15 vol.% SiCP composite. ISRN Mater. Sci. 2012, 2012, 374719. [Google Scholar] [CrossRef] [Green Version]
- Ibrahim, M.F.; Ammar, H.R.; Samuel, A.M.; Soliman, M.S.; Almajid, A.; Samuel, F.H. Mechanical properties and fracture of Al–15 vol.% B4C based metal matrix composites. Int. J. Cast Met. Res. 2014, 27, 7–14. [Google Scholar] [CrossRef]
- Nie, C.-Z.; Gu, J.-J.; Liu, J.-L.; Zhang, D. Production of boron carbide reinforced 2024 aluminum pmatrix composites by mechanical alloying. Mater. Trans. 2007, 48, 990–995. [Google Scholar] [CrossRef] [Green Version]
- Milan, M.T.; Bowen, P. Tensile and fracture toughness properties of SiCp reinforced Al alloys: Effects of particle size, particle volume fraction, and matrix strength. J. Mater. Eng. Perform. 2004, 13, 775–783. [Google Scholar] [CrossRef]
- Mohan, V.; Kori, S.A.; Sridhar, B.R.; Padasalgi, S.B. Synthesis and characterization of aluminium alloy A356 and silicon carbide metal matrix composite. In Proceedings of the 2nd International Conference on Industrial Technology and Management, Phuket Island, Thailand, 1–2 September 2012; IPCIT: Singapore, 2012; Volume 49, pp. 11–15. [Google Scholar]
- Jameel Habeeb, G. Influence of ceramic particles reinforcement on some mechanical properties of AA 6061 aluminium alloy. Eng. Technol. J. 2013, 31, 2611–2618. [Google Scholar]
- Mrówka, N.; Sieniawski, J.; Nowotnik, A. Tensile properties and fracture toughness of heat treated 6082 alloy. J. Achiev. Mater. Manuf. Eng. 2006, 17, 105–108. [Google Scholar]
- Siddiqui, R.A.; Abdul-Wahab, S.A.; Pervez, T. Effect of aging time and aging temperature on fatigue and fracture behavior of 6063 aluminum alloy under seawater influence. Mater. Des. 2008, 29, 70–79. [Google Scholar] [CrossRef]
- Ehsani, R.; Reihani, S.S. Aging behavior and tensile properties of squeeze cast Al6061/SiC metal matrix composites. Sci. Iran. 2004, 11, 392–397. [Google Scholar]
- Mahadevan, K.; Raghukandan, K.; Pai, B.C.; Pillai, U.T.S. Experimental investigation on the influence of reinforcement and precipitation hardening parameters of AA 6061-SiCp composites. Indian J. Eng. Mater. Sci. 2007, 14, 277–281. [Google Scholar]
- Herbert, M.A.; Das, G.; Maiti, R.; Chakraborty, M.; Mitra, R. Tensile properties of cast and mushy state rolled Al-4.5Cu alloy and in situ Al4.5Cu-5TiB2 composite. Int. J. Cast Met. Res. 2015, 23, 216–224. [Google Scholar] [CrossRef]
- Tang, S.; Shao, S.; Liu, H.; Jiang, F.; Fu, D.; Zhang, H.; Teng, J. Microstructure and mechanical behaviors of 6061 Al matrix hybrid composites reinforced with SiC and stainless steel particles. Mater. Sci. Eng. A 2020, 804, 140732. [Google Scholar] [CrossRef]
- Li, L.; Chen, B.; Que, L.; Zhao, G. Fabrication and strengthening mechanism of dual-phased and bimodal-sized (Si3N4 + TiB2)/6061Al hybrid composite. Mater. Des. 2022, 220, 110872. [Google Scholar] [CrossRef]
- Rezaei, M.R.; Albooyeh, A.; Shayestefar, M.; Shiraghaei, H. Microstructural and mechanical properties of a novel Al-based hybrid composite reinforced with metallic glass and ceramic particles. Mater. Sci. Eng. A 2020, 786, 139440. [Google Scholar] [CrossRef]
- Doddapaneni, S.; Kumar, S.; Shettar, M.; Rao, S.; Sharma, S.; MC, G. Experimental investigation to confirm the presence of TiB2 reinforcements in the matrix and effect of artificial aging on hardness and tensile properties of stir-cast LM4-TiB2 composite. Crystals 2022, 12, 1114. [Google Scholar] [CrossRef]
- Srinivas, D.; Shankar, G.; Sharma, S.; Kini, A.; Shettar, M. Effects of solutionizing and aging alteration on tensile behavior of stir cast LM4-Si3N4 composites. Int. J. Automot. Mech. Eng. 2022, 19, 4. [Google Scholar] [CrossRef]
- David Raja, J.; Dinaharan, I.; Vibin, S.P.; Mashinini, P.M. Microstructure and mechanical characterization of in situ synthesized AA6061/(TiB2+Al2O3) hybrid aluminum matrix composites. Int. J. Automot. Mech. Eng. 2018, 740, 529–535. [Google Scholar] [CrossRef]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material | Mg | Si | Fe | Cr | Al |
|---|---|---|---|---|---|
| wt.% (Actual) | 0.90 | 0.55 | 0.62 | 0.25 | Bal. |
| wt.% (Standard) | 0.8–1.2 | 0.4–0.8 | 0.7 max | 0.35 max | Bal. |
| Properties | Al6061 | SiC | B4C |
|---|---|---|---|
| Poisson’s Ratio | 0.33 | 0.14 | 0.207 |
| Size Range | - | 30–40 µm | 30–40 µm |
| Density (g/cm3) | 2.7 | 3.1 | 2.52 |
| Hardness | 30 BHN | 28 GPa | 30 GPa |
| Elastic Modulus (GPa) | 70–80 | 410 | 480 |
| wt.% of SiC and B4C with Al 6061 Alloy | |
|---|---|
| 1B5S | Al6061 + B4C (1 wt.%) + SiC (5 wt.%) |
| 2B4S | Al6061 + B4C (2 wt.%) + SiC (4 wt.%) |
| 3B3S | Al6061 + B4C (3 wt.%) + SiC (3 wt.%) |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Shettar, M.; Sharma, S.; M C, G.; H M, V.; Ranjan, R.; Doddapaneni, S. Individual and Combined Effects of Reinforcements on Fractured Surface of Artificially Aged Al6061 Hybrid Composites. J. Compos. Sci. 2023, 7, 91. https://doi.org/10.3390/jcs7030091
Shettar M, Sharma S, M C G, H M V, Ranjan R, Doddapaneni S. Individual and Combined Effects of Reinforcements on Fractured Surface of Artificially Aged Al6061 Hybrid Composites. Journal of Composites Science. 2023; 7(3):91. https://doi.org/10.3390/jcs7030091
Chicago/Turabian StyleShettar, Manjunath, Sathyashankara Sharma, Gowrishankar M C, Vishwanatha H M, Rakesh Ranjan, and Srinivas Doddapaneni. 2023. "Individual and Combined Effects of Reinforcements on Fractured Surface of Artificially Aged Al6061 Hybrid Composites" Journal of Composites Science 7, no. 3: 91. https://doi.org/10.3390/jcs7030091