
A New Image Analysis Assisted Semi-Automatic Geometrical Measurement of Fibers in Thermoplastic Composites: A Case Study on Giant Reed Fibers

 , and
, and 
Abstract
:1. Introduction
2. Materials and Methods
- Sample preparation
- Image acquisition
- Pre-processing and segmentation
- Object detection and measurement
- Statistical analysis
2.1. Description of the Developed Methodology
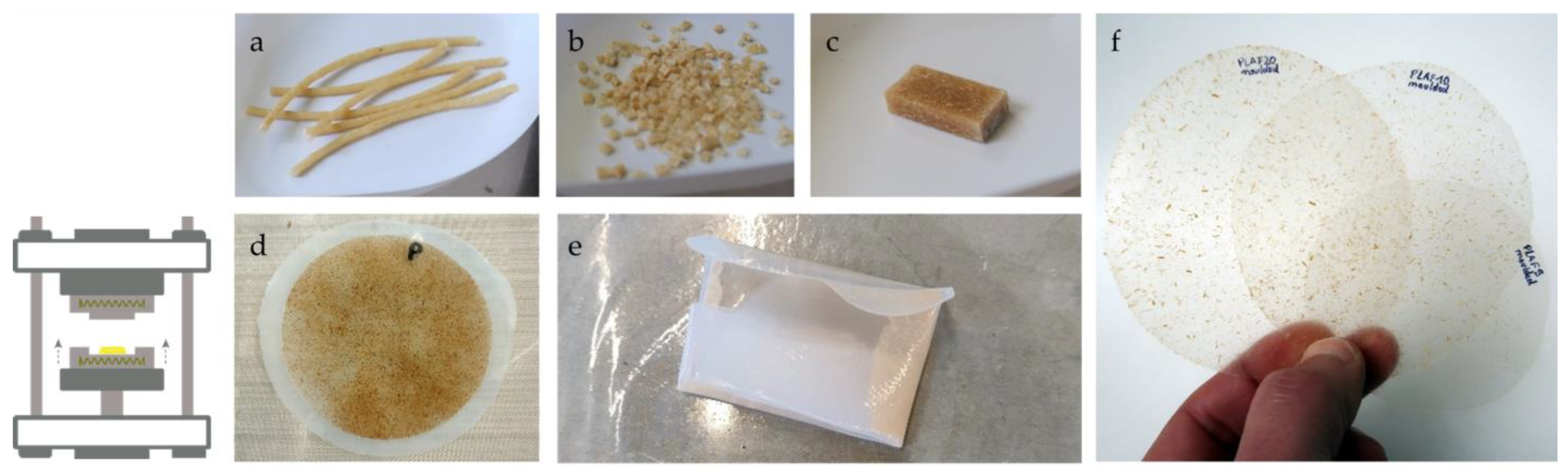
2.1.1. Sample Preparation
2.1.2. Image Acquisition
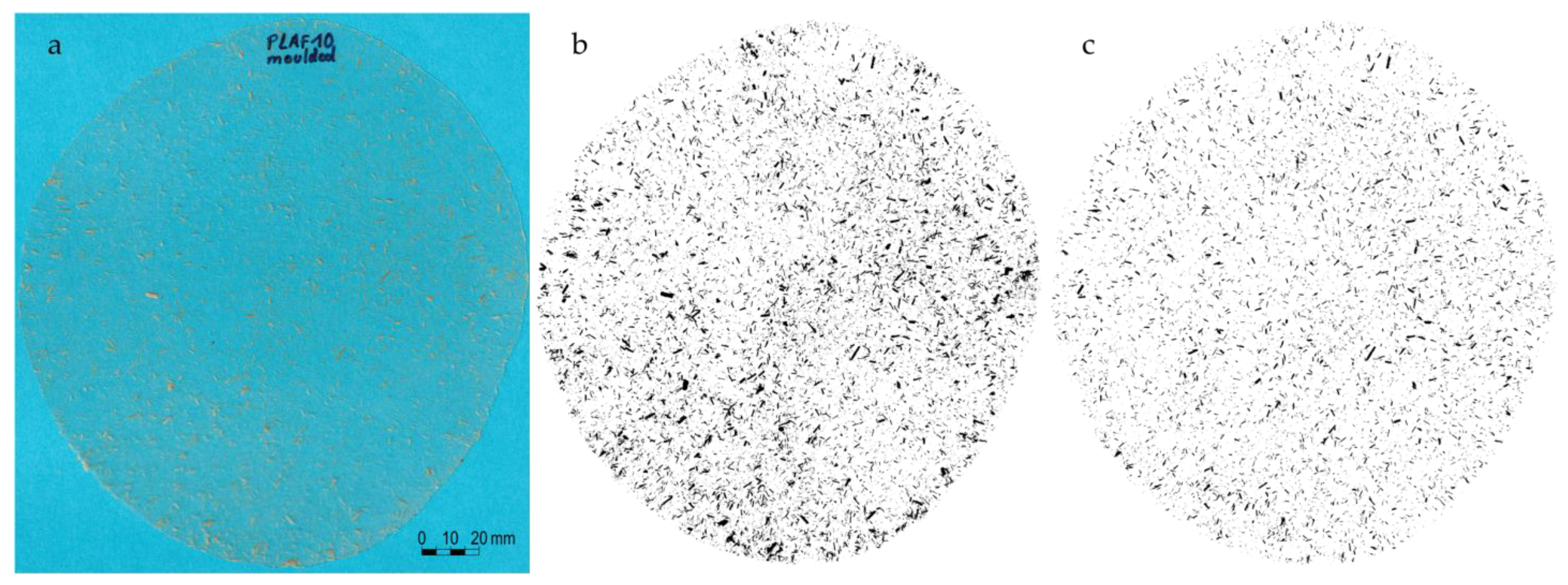
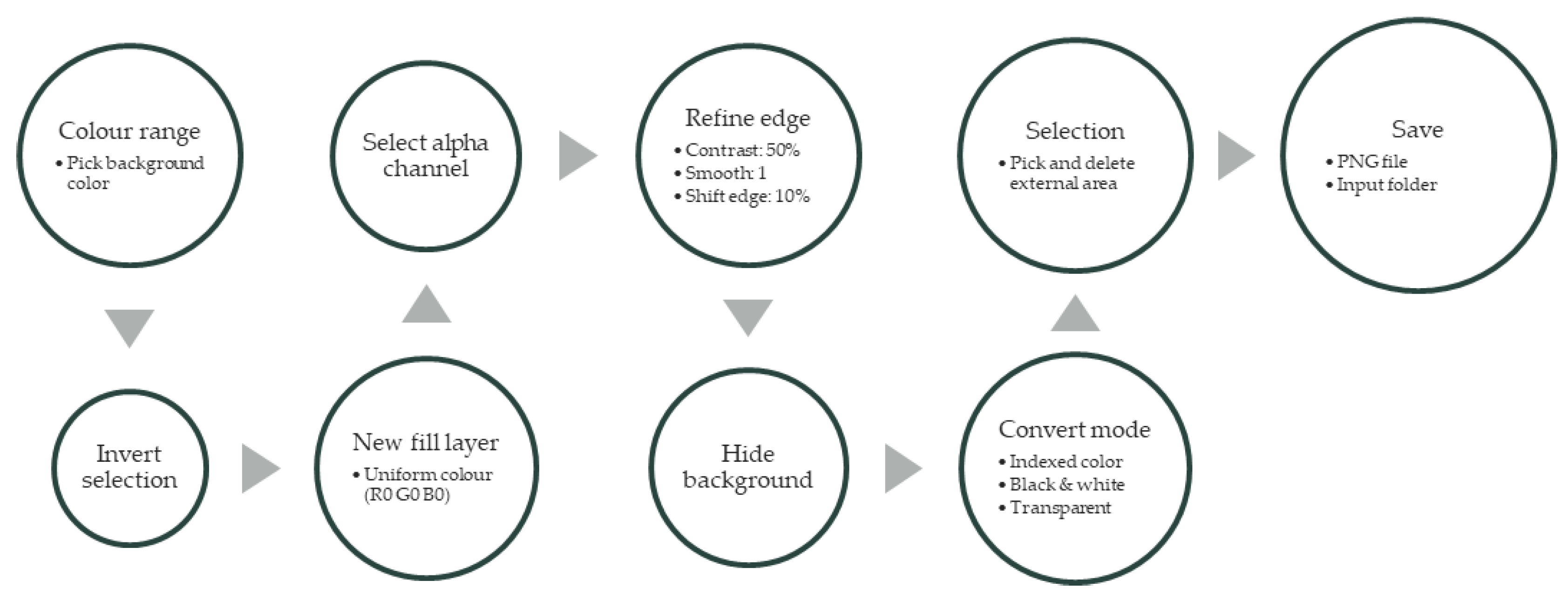
2.1.3. Pre-Processing and Segmentation
2.1.4. Object Detection and Measurement
2.1.5. Statistical Analysis
3. Results and Discussion
3.1. Fibers Shortening along the Extruder
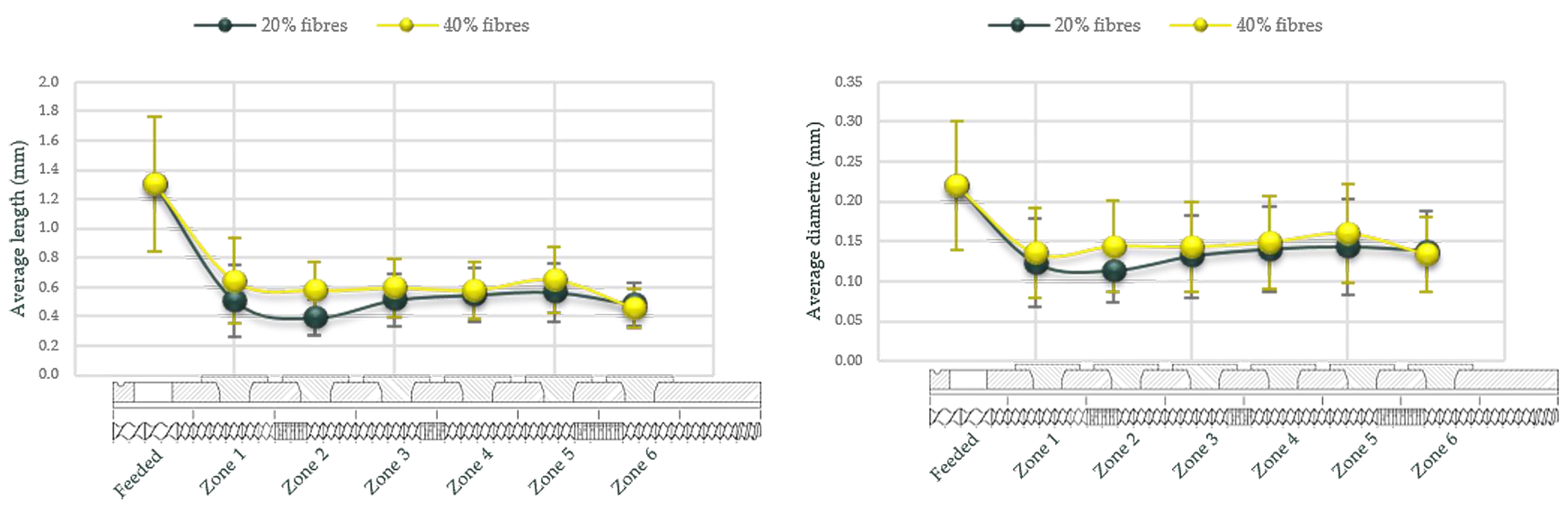
- The greatest reduction in fiber length and diameter occurs from the first zone of the extrusion process, where more than 85% of the fibers for HDPE and 90% for the PLA compound become shortened to less than 1 mm in length (Figure 6).
- There is not much variation along the rest of the screw, either in length or diameter.
- The processing leads to a narrower size distribution, that is, despite the most important reduction in length occurring in zone 1, fibers continue suffering further attrition, obtaining at the end of the process a composite with similar fiber length to those from zone one, but with lower variability. This effect was also observed by Hubbe and Grigsby [4].
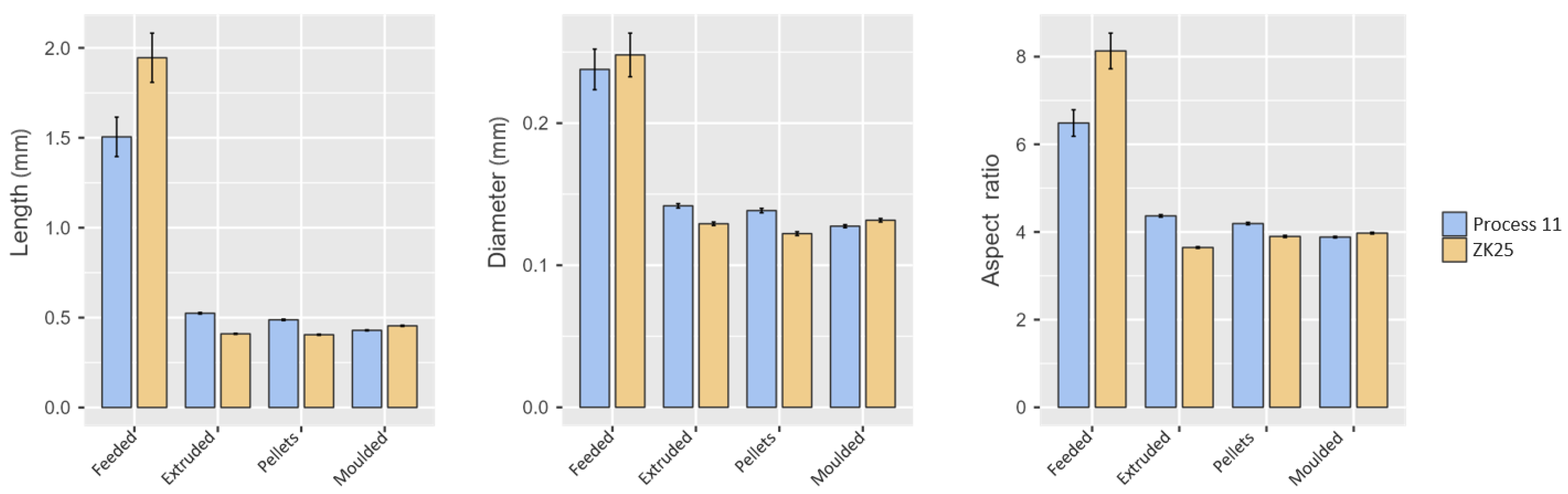
3.2. Influence of Extruder Size
- Fiber attrition is slightly higher in the larger extruder (ZK25), which has a more aggressive screw configuration (Figure 7). For PLA composites with 20% lignocellulosic filler, the average fiber length is reduced by more than a quarter after extrusion, while for the smaller extruder the fiber shortening is only about a third.
- The injection molding process seems not to significantly affect the residual fiber morphology. That is, both composites provided the same fiber length and diameter in the final part, regardless of the extruder in which the compound was prepared.
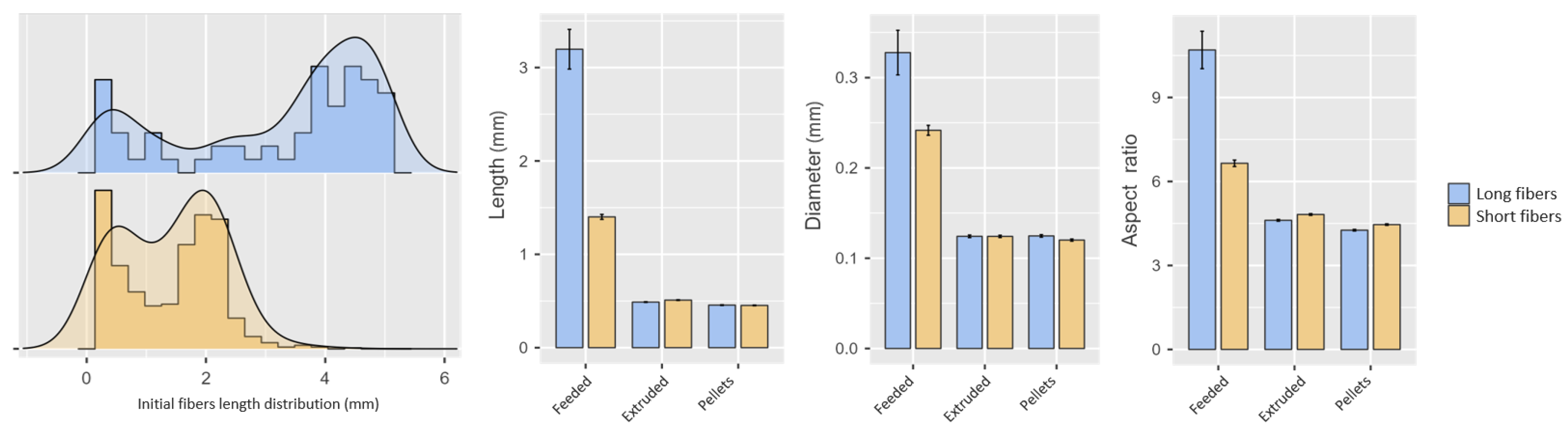
3.3. Influence of Fiber Length in the Feeding
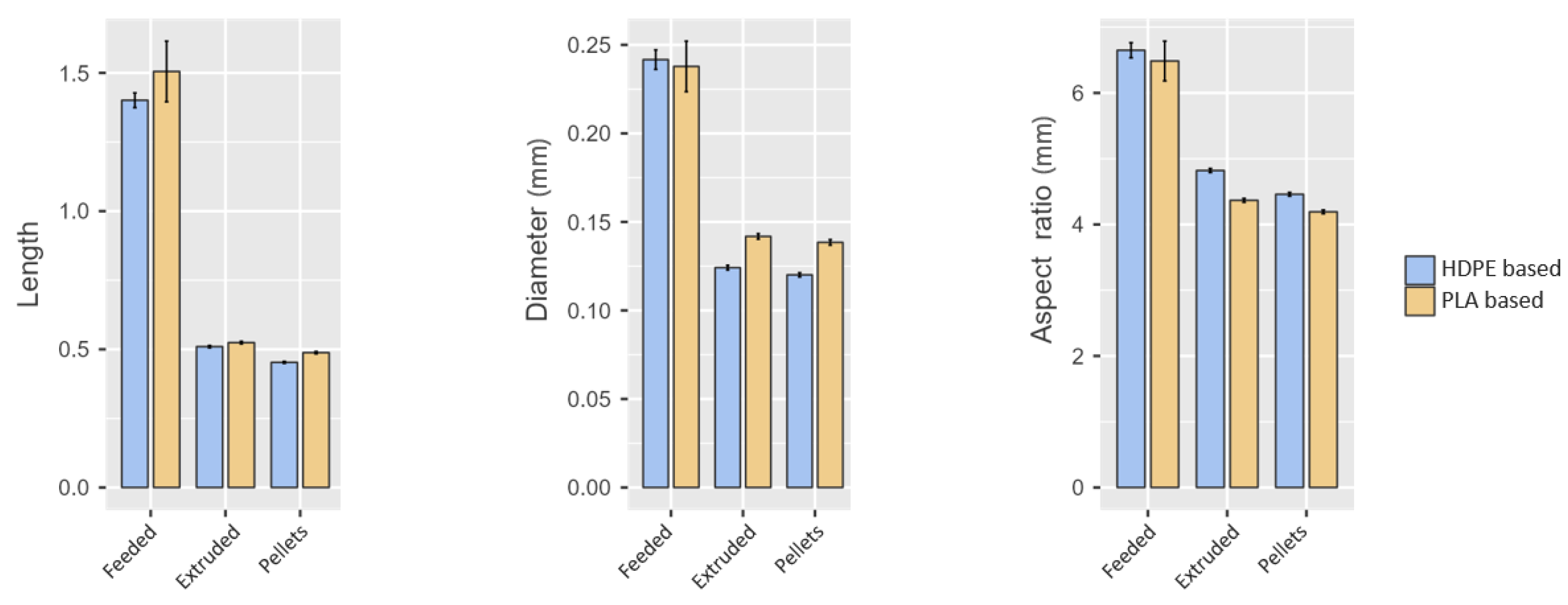
3.4. Influence of Polymer Matrix
3.5. Influence of Filler Ratio
3.6. Method Validation
4. Conclusions
- An alternative and affordable method for morphometric analysis of fibers during compounding processes, based on conventional optical scanner and open-source software, has been developed and validated. The present methodology, based on film pressing and optical scanning image analysis, is valid for thermoplastic composites using uncolored or natural matrices that allow visual identification of the dispersed phase of the composite.
- The use of Adobe Photoshop for image segmentation allows handling of large samples to speed up the analysis process in ImageJ, obtaining good measurement reliability and a statistically significant number of measurements per sample. However, this software could be avoided if analyzing smaller images or if intending to obtain a lower number of measurements.
- The “Shape filter” plugin has been proved for individual fiber recognition by using ImageJ.
- The greatest reduction in fiber length occurs from the first kneading zone of the extrusion process, where more than 85% of the fibers for HDPE and 90% for the PLA compound result shortened to less than 1 mm in length.
- The fiber size distributions are remarkably similar at the end of the compounding process, regardless of the size of the input fibers or the type of polymer matrix.
- The average aspect ratio is reduced to less than 10 for all the compound formulations that were produced.
- The injection molding process does not significantly affect the morphology of the fibers; that is, neither their length nor their diameter is affected during the process.
- Results obtained agree with the observations made in other research. Further, the results obtained with the proposed methodology have been compared against those obtained by hand to validate the measurements, finding that the proposed method yields slightly lower fiber lengths than the manual procedure, although still under the accepted 20% variance, while diameters are within the same range.
- The semi-automatic method proposed allows for the measurement of a high number of fibers, yielding more representative results, as smaller particles are not disregarded, and due to the higher number of samples analyzed in just a fraction of the time consumed during the manual process.
Supplementary Materials
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Ismail, S.O.; Akpan, E.; Dhakal, H.N. Review on natural plant fibres and their hybrid composites for structural applications: Recent trends and future perspectives. Compos. Part C Open Access 2022, 9, 100322. [Google Scholar] [CrossRef]
- Visweswaraiah, S.B.; Selezneva, M.; Lessard, L.; Hubert, P. Mechanical characterisation and modelling of randomly oriented strand architecture and their hybrids—A general review. J. Reinf. Plast. Compos. 2018, 37, 548–580. [Google Scholar] [CrossRef]
- Bourmaud, A.; Mayer-Laigle, C.; Baley, C.; Beaugrand, J. About the frontier between filling and reinforcement by fine flax particles in plant fibre composites. Ind. Crops Prod. 2019, 141, 111774. [Google Scholar] [CrossRef]
- Hubbe, M.; Grigsby, W. From nanocellulose to wood particles: A review of particle size vs. the properties of plastic composites reinforced with cellulose-based entities. BioResources 2020, 15, 2030–2081. [Google Scholar] [CrossRef]
- Bourmaud, A.; Shah, D.U.; Beaugrand, J.; Dhakal, H.N. Property changes in plant fibres during the processing of bio-based composites. Ind. Crops Prod. 2020, 154, 112705. [Google Scholar] [CrossRef]
- Mallick, P.K. Thermoplastics and thermoplastic–matrix composites for lightweight automotive structures. In Materials, Design and Manufacturing for Lightweight Vehicles; Woodhead Publishing: Sawston, UK, 2020; pp. 187–228. ISBN 9780128187128. [Google Scholar]
- Zwawi, M. A review on natural fiber bio-composites, surface modifications and applications. Molecules 2021, 26, 404. [Google Scholar] [CrossRef]
- Dickson, A.; Teuber, L.; Gaugler, M.; Sandquist, D. Effect of processing conditions on wood and glass fiber length attrition during twin screw composite compounding. J. Appl. Polym. Sci. 2020, 137, 48551. [Google Scholar] [CrossRef]
- Goris, S.; Back, T.; Yanev, A.; Brands, D.; Drummer, D.; Osswald, T.A. A novel fiber length measurement technique for discontinuous fiber-reinforced composites: A comparative study with existing methods. Polym. Compos. 2018, 39, 4058–4070. [Google Scholar] [CrossRef]
- Di Giuseppe, E.; Castellani, R.; Dobosz, S.; Malvestio, J.; Berzin, F.; Beaugrand, J.; Delisée, C.; Vergnes, B.; Budtova, T. Reliability evaluation of automated analysis, 2D scanner, and micro-tomography methods for measuring fiber dimensions in polymer-lignocellulosic fiber composites. Compos. Part A Appl. Sci. Manuf. 2016, 90, 320–329. [Google Scholar] [CrossRef]
- Gamon, G.; Evon, P.; Rigal, L. Twin-screw extrusion impact on natural fibre morphology and material properties in poly(lactic acid) based biocomposites. Ind. Crops Prod. 2013, 46, 173–185. [Google Scholar] [CrossRef] [Green Version]
- Beaugrand, J.; Berzin, F. Lignocellulosic fiber reinforced composites: Influence of compounding conditions on defibrization and mechanical properties. J. Appl. Polym. Sci. 2013, 128, 1227–1238. [Google Scholar] [CrossRef]
- Rüppel, A.; Wolff, S.; Oldemeier, J.P.; Schöppner, V.; Heim, H.-P. Influence of Processing Glass-Fiber Filled Plastics on Different Twin-Screw Extruders and Varying Screw Designs on Fiber Length and Particle Distribution. Polymers 2022, 14, 3113. [Google Scholar] [CrossRef]
- Padovani, J.; Legland, D.; Pernes, M.; Gallos, A.; Thomachot-Schneider, C.; Shah, D.U.; Bourmaud, A.; Beaugrand, J. Beating of hemp bast fibres: An examination of a hydro-mechanical treatment on chemical, structural, and nanomechanical property evolutions. Cellulose 2019, 26, 5665–5683. [Google Scholar] [CrossRef]
- Berton, M.; Cellere, A.; Lucchetta, G. A new procedure for the analysis of fibre breakage after processing of fibre-reinforced thermoplastics. Int. J. Mater. Form. 2010, 3, 671–674. [Google Scholar] [CrossRef]
- Alemdar, A.; Zhang, H.; Sain, M.; Cescutti, G.; Müssig, J. Determination of fiber size distributions of injection moulded polypropylene/natural fibers using X-ray microtomography. Adv. Eng. Mater. 2008, 10, 126–130. [Google Scholar] [CrossRef]
- Berzin, F.; Vergnes, B.; Beaugrand, J. Evolution of lignocellulosic fibre lengths along the screw profile during twin screw compounding with polycaprolactone. Compos. Part A Appl. Sci. Manuf. 2014, 59, 30–36. [Google Scholar] [CrossRef]
- Le Moigne, N.; Van Den Oever, M.; Budtova, T.; Le, N.; Van Den Oever, M.; Budtova, T. A statistical analysis of fibre size and shape distribution after compounding in composites reinforced by natural fibres. Compos. Part A 2011, 42, 1542–1550. [Google Scholar] [CrossRef]
- Berzin, F.; Beaugrand, J.; Dobosz, S.; Budtova, T.; Vergnes, B. Lignocellulosic fiber breakage in a molten polymer. Part 3. Modeling of the dimensional change of the fibers during compounding by twin screw extrusion. Compos. Part A Appl. Sci. Manuf. 2017, 101, 422–431. [Google Scholar] [CrossRef]
- Wang, S.; Yatagawa, T.; Suzuki, H.; Ohtake, Y. Image Based Measurement of Individual Fiber Lengths for Randomly Oriented Short Fiber Composites. J. Nondestruct. Eval. 2022, 41, 1–16. [Google Scholar] [CrossRef]
- Albrecht, K.; Osswald, T.; Baur, E.; Meier, T.; Wartzack, S.; Müssig, J. Fibre Length Reduction in Natural Fibre-Reinforced Polymers during Compounding and Injection Moulding—Experiments Versus Numerical Prediction of Fibre Breakage. J. Compos. Sci. 2018, 2, 20. [Google Scholar] [CrossRef] [Green Version]
- Terada, M.; Yamanaka, A.; Kimoto, Y.; Shimamoto, D.; Hotta, Y.; Ishikawa, T. Evaluation of measurement method for carbon fiber length using an optical image scanner. Adv. Compos. Mater. 2018, 27, 605–614. [Google Scholar] [CrossRef]
- Schindelin, J.; Arganda-Carreras, I.; Frise, E.; Kaynig, V.; Longair, M.; Pietzsch, T.; Preibisch, S.; Rueden, C.; Saalfeld, S.; Schmid, B.; et al. Fiji: An open-source platform for biological-image analysis. Nat. Methods 2012, 9, 676–682. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Sadik, Z.; Ablouh, E.; Sadik, M.; Benmoussa, K.; Idrissi-Saba, H.; Kaddami, H.; Arrakhiz, F.Z. Use of 2D image analysis method for measurement of short fibers orientation in polymer composites. Eng. Solid Mech. 2020, 8, 233–244. [Google Scholar] [CrossRef]
- Terenzi, A.; Kenny, J.M.; Barbosa, S.E. Natural fiber suspensions in thermoplastic polymers. I. Analysis of fiber damage during processing. J. Appl. Polym. Sci. 2007, 103, 2501–2506. [Google Scholar] [CrossRef]
- Suárez, L.; Barczewski, M.; Kosmela, P.; Marrero, M.D.; Ortega, Z. Giant Reed (Arundo donax L.) Fiber Extraction and Characterization for Its Use in Polymer Composites. J. Nat. Fibers 2023, 20, 2131687. [Google Scholar] [CrossRef]
- Domenek, S.; Berzin, F.; Ducruet, V.; Plessis, C.; Dhakal, H.; Richaud, E.; Beaugrand, J. Extrusion and injection moulding induced degradation of date palm fibre—Polypropylene composites. Polym. Degrad. Stab. 2021, 190, 109641. [Google Scholar] [CrossRef]
- Chinga-Carrasco, G.; Solheim, O.; Lenes, M.; Larsen, Å. A method for estimating the fibre length in fibre-PLA composites. J. Microsc. 2013, 250, 15–20. [Google Scholar] [CrossRef]
- Ferreira, P.J.; Matos, S.; Figueiredo, M.M. Size characterization of fibres and fines in hardwood kraft pulps. Part. Part. Syst. Charact. 1999, 16, 20–24. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Apparatus | Diameter (mm) | L/D Ratio | Screw Speed (rpm) | Screw Configuration |
|---|---|---|---|---|
| ThermoScientific Process11 | 11 | 40/1 | 100 |  |
| Collin ZK25 | 25 | 30/1 | 250 |  |
| 95% Confidence Interval | ||||||||||
|---|---|---|---|---|---|---|---|---|---|---|
| Measurement Method | N | Mean | Lower | Upper | Median | SD | Variance | Minimum | Maximum | |
| Length | manual | 105 | 0.781 | 0.725 | 0.837 | 0.672 | 0.288 | 0.083 | 0.353 | 1.858 |
| semi-automatic | 239 | 0.621 | 0.589 | 0.652 | 0.547 | 0.245 | 0.06 | 0.35 | 1.878 | |
| Diameter | manual | 105 | 0.161 | 0.15 | 0.171 | 0.15 | 0.053 | 0.003 | 0.068 | 0.373 |
| semi-automatic | 239 | 0.174 | 0.161 | 0.188 | 0.137 | 0.107 | 0.011 | 0.035 | 0.634 | |
| Aspect ratio | manual | 105 | 5.022 | 4.726 | 5.318 | 4.864 | 1.529 | 2.338 | 2.414 | 10.12 |
| semi-automatic | 239 | 4.161 | 3.945 | 4.377 | 3.845 | 1.692 | 2.863 | 2.01 | 12.491 | |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Suárez, L.; Billham, M.; Garrett, G.; Cunningham, E.; Marrero, M.D.; Ortega, Z. A New Image Analysis Assisted Semi-Automatic Geometrical Measurement of Fibers in Thermoplastic Composites: A Case Study on Giant Reed Fibers. J. Compos. Sci. 2023, 7, 326. https://doi.org/10.3390/jcs7080326
Suárez L, Billham M, Garrett G, Cunningham E, Marrero MD, Ortega Z. A New Image Analysis Assisted Semi-Automatic Geometrical Measurement of Fibers in Thermoplastic Composites: A Case Study on Giant Reed Fibers. Journal of Composites Science. 2023; 7(8):326. https://doi.org/10.3390/jcs7080326
Chicago/Turabian StyleSuárez, Luis, Mark Billham, Graham Garrett, Eoin Cunningham, María Dolores Marrero, and Zaida Ortega. 2023. "A New Image Analysis Assisted Semi-Automatic Geometrical Measurement of Fibers in Thermoplastic Composites: A Case Study on Giant Reed Fibers" Journal of Composites Science 7, no. 8: 326. https://doi.org/10.3390/jcs7080326
APA StyleSuárez, L., Billham, M., Garrett, G., Cunningham, E., Marrero, M. D., & Ortega, Z. (2023). A New Image Analysis Assisted Semi-Automatic Geometrical Measurement of Fibers in Thermoplastic Composites: A Case Study on Giant Reed Fibers. Journal of Composites Science, 7(8), 326. https://doi.org/10.3390/jcs7080326