
Powder Metallurgy Preparation and Characterization of Titanium-Titanium Diboride Composite Targeted for Dental Implant



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
2. Experimental
2.1. Powder Materials
2.2. Powder Metallurgy Procedure
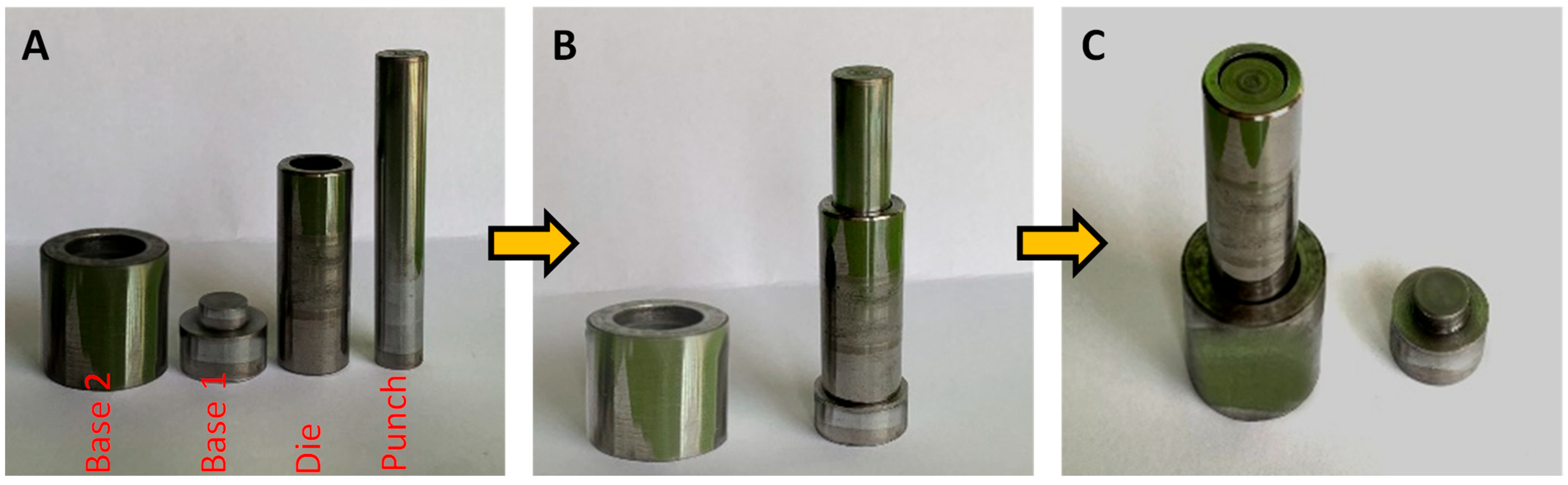
2.2.1. Mold Preparation
2.2.2. Powder Preparation
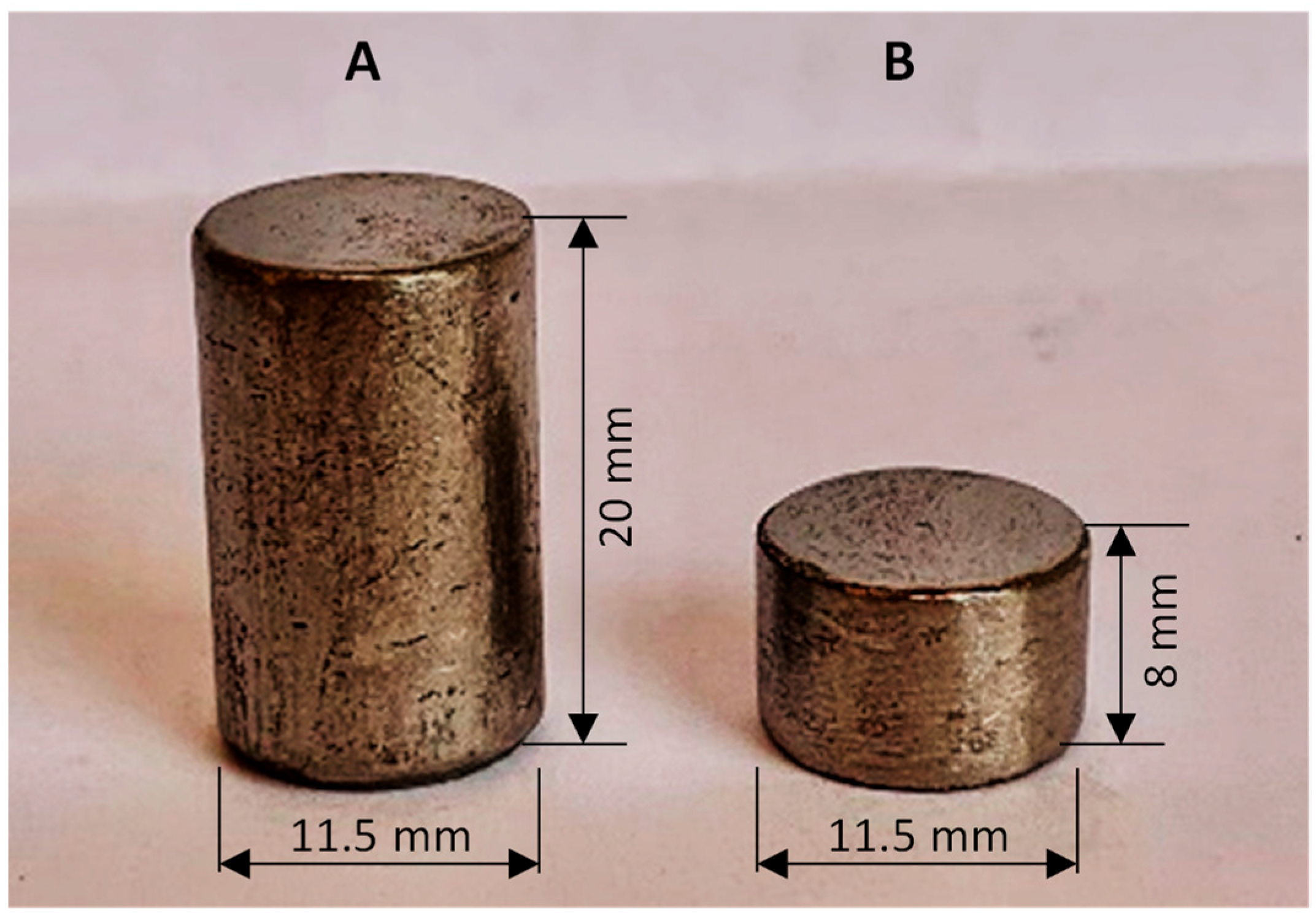
2.2.3. Sample Preparation (Cold Compacting)
2.2.4. Consolidation (Vacuum Sintering)
2.3. Sample Characterization
2.3.1. Microstructure
2.3.2. Compressive Strength and Hardness
2.3.3. Porosity and Density
2.4. Statistical Analysis
3. Results and Discussion
3.1. Pilot Study Results for Determining TiB2 wt.%
3.2. Powders Characterization
3.3. Sample Microstructural Characterization
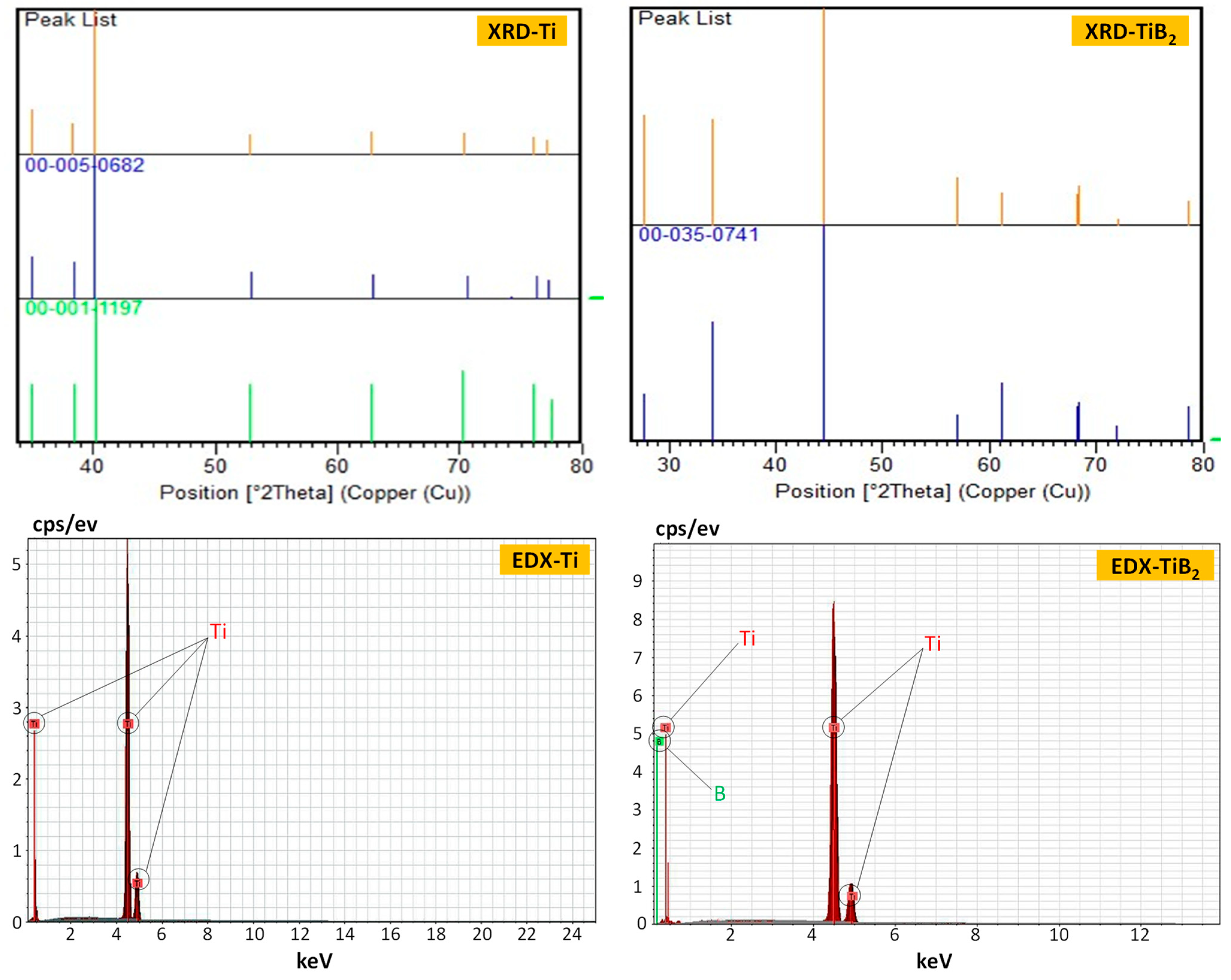
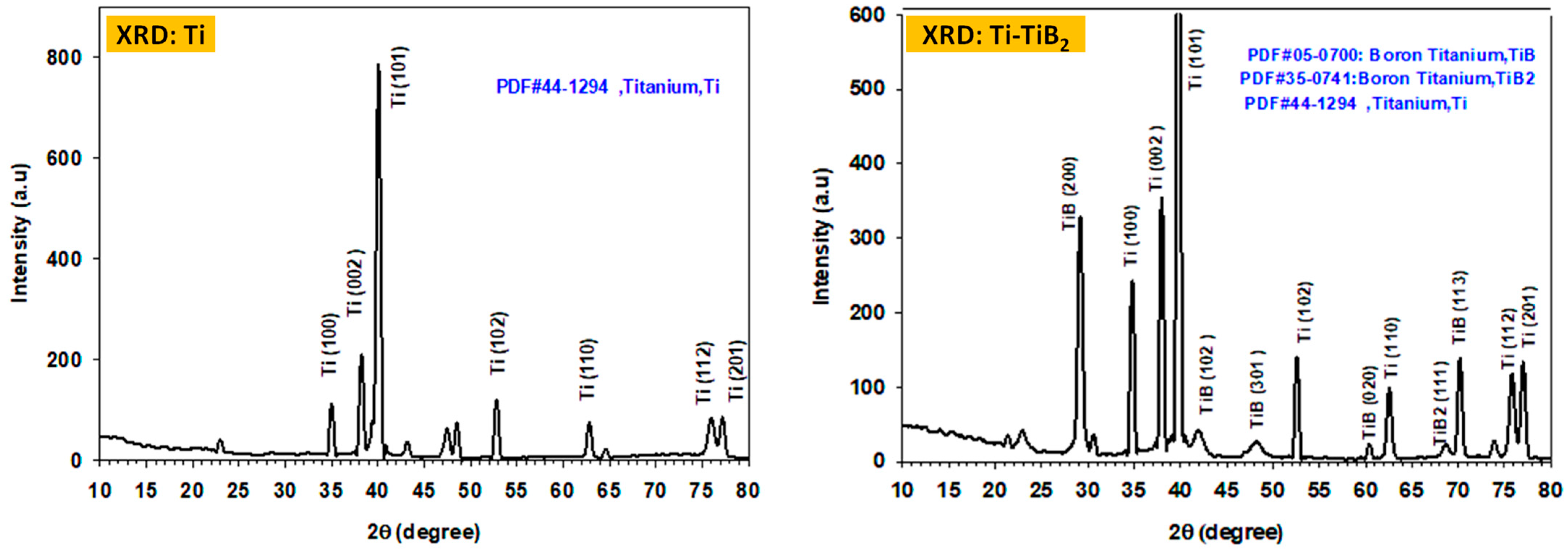
3.3.1. X-ray Diffraction Analysis
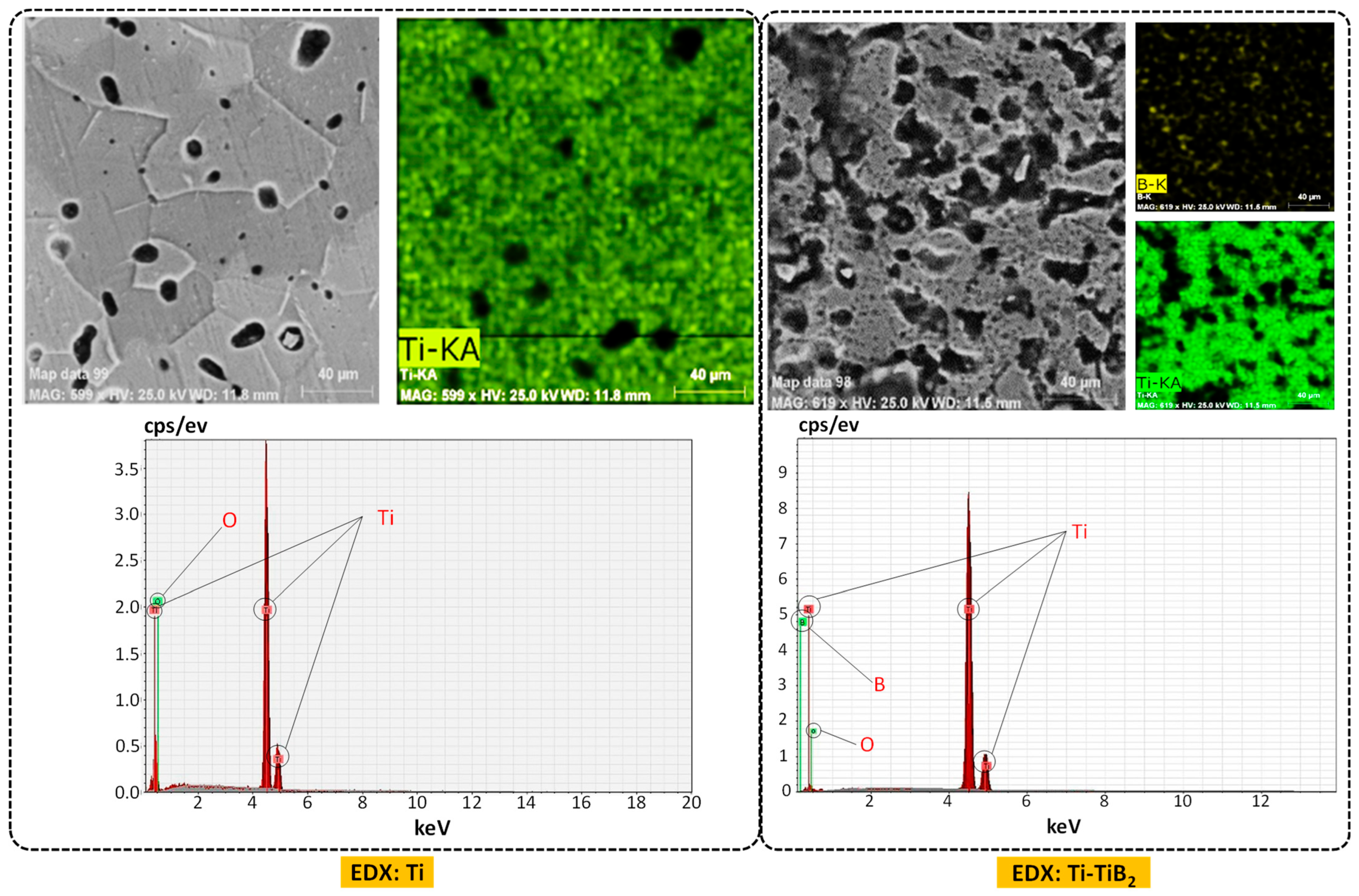
3.3.2. Energy Dispersive Spectroscopy (EDS) Analysis
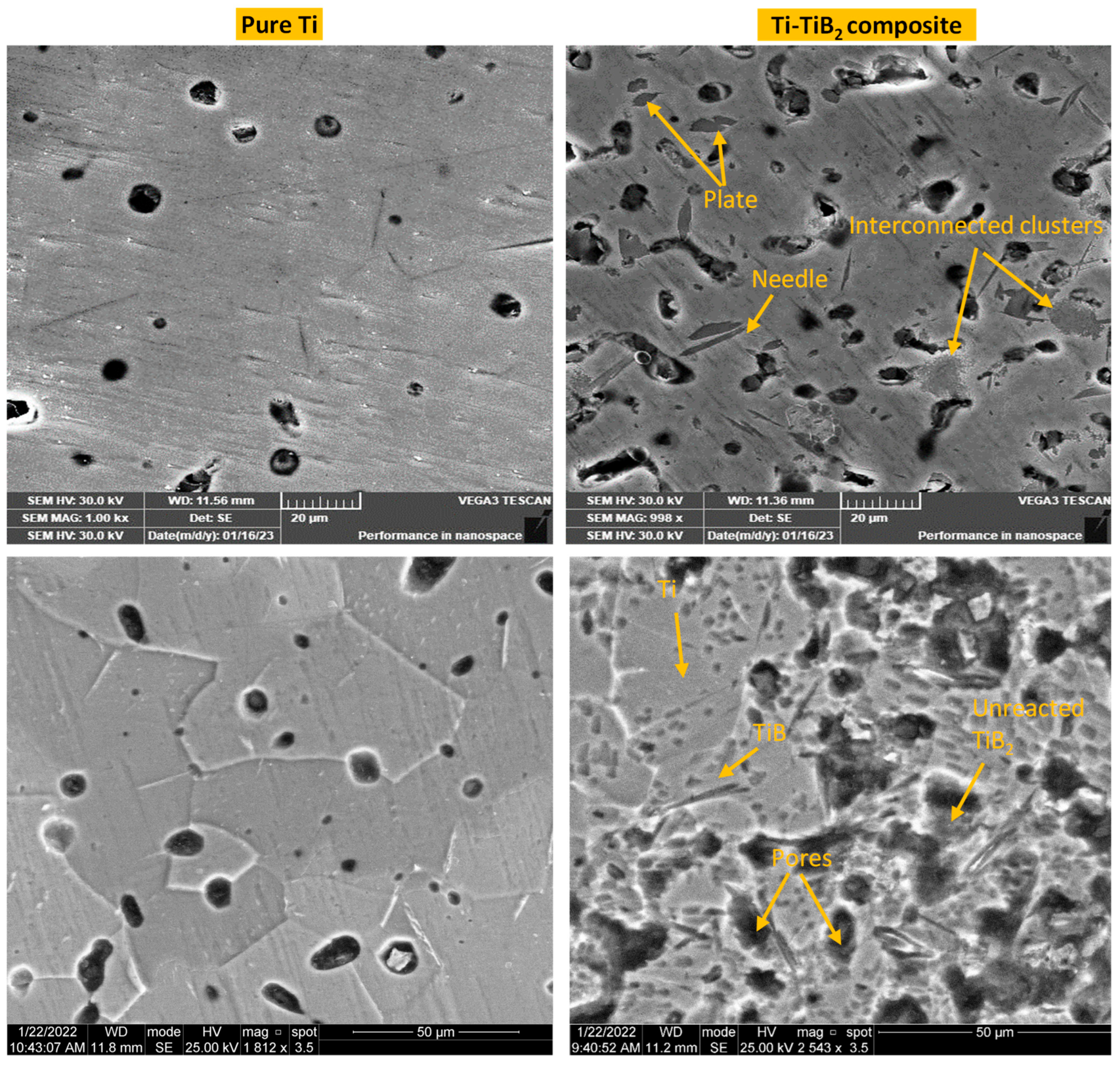
3.3.3. Scanning Electron Microscopy (SEM)
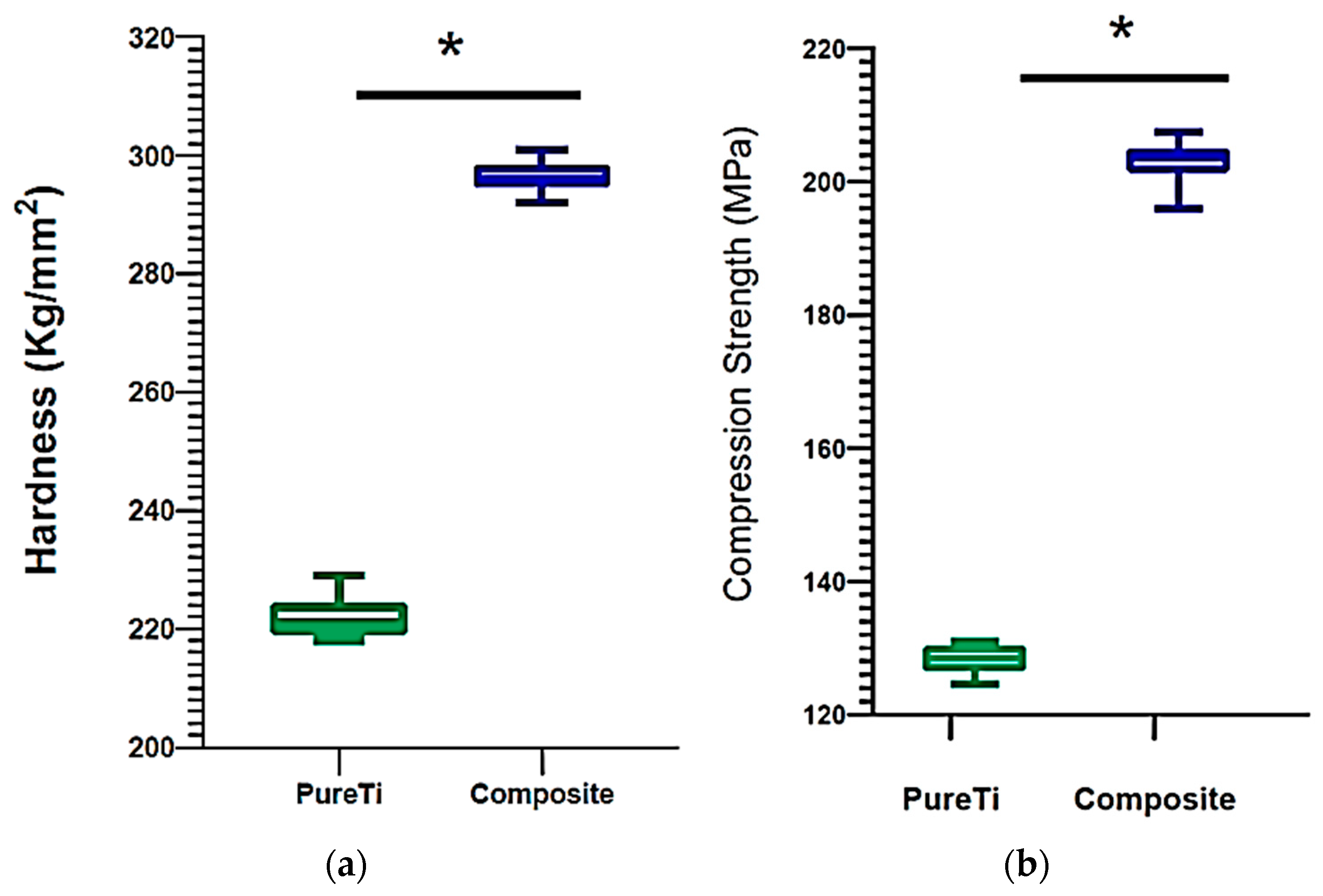
3.4. Compressive Strength and Hardness
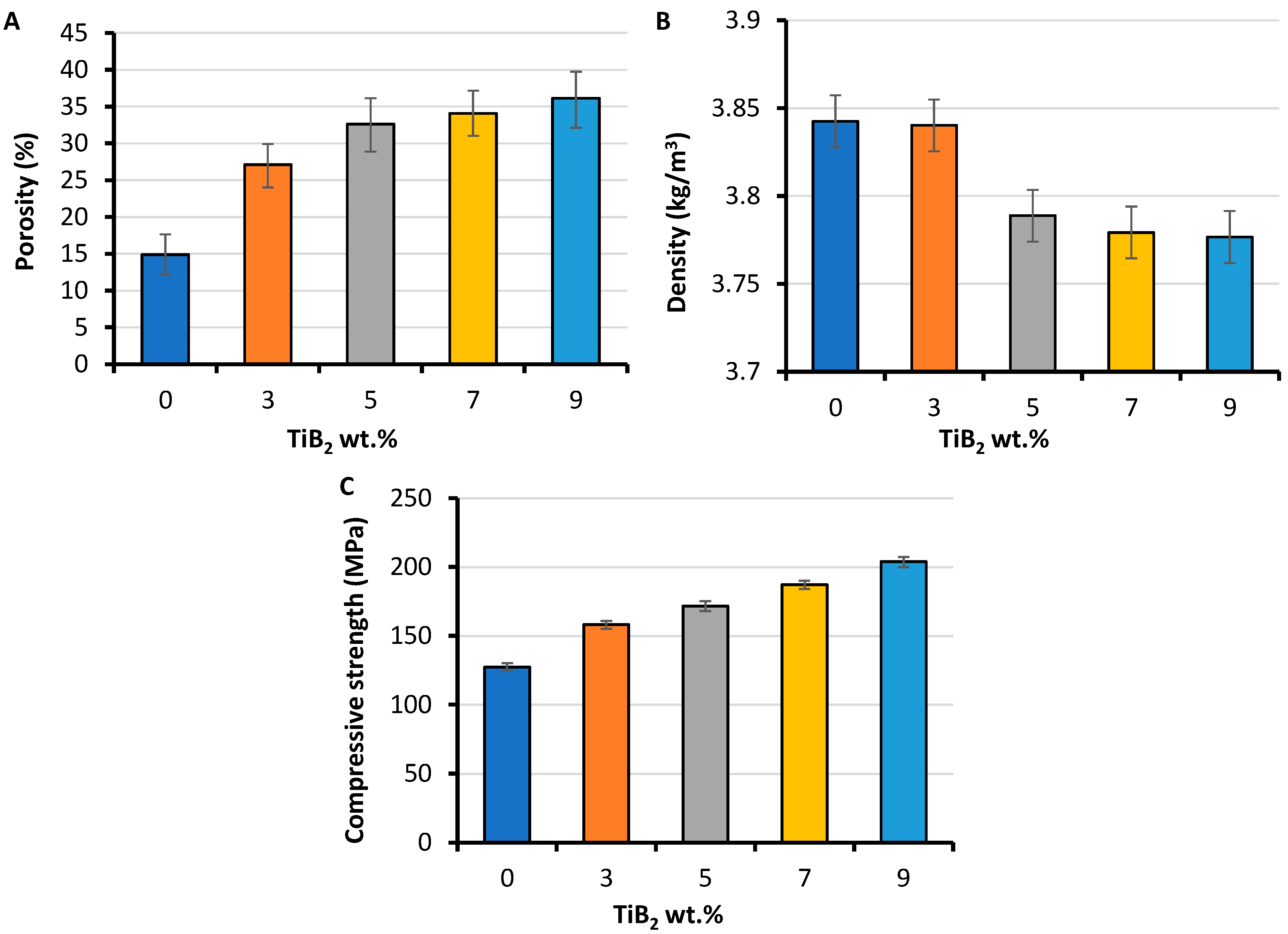
3.5. Porosity and Density
4. Conclusions
- The Ti-TiB2 composite and pure Ti had a predominantly α-Ti phase microstructure, both as received and after processing. TiB whiskers are developed when the Ti matrix reacts with TiB2.
- The pure titanium matrix can be reinforced microstructurally with TiB2 to form Ti-TiB2 composite with better microstructural, physical, and mechanical properties. Uniform distribution of the filler particle in the matrix was observed with the TiB phase.
- Moreover, the addition of TiB2 filler resulted in an increased porosity, hardness, and compressive strength, but a decreased density.
- From the strength point of view, the developed composite could be used for dental implants due to its excellent mechanical properties, as long as it does not show any biocompatibility issues.
- An increased porosity (light weight) would provide space for the entry of the bone cell into the implant material and would improve the connection between the bone and the material. In vivo studies are currently in process to demonstrate the suitability of the material for dental implant.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Rosa, A.L.; Crippa, G.E.; De Oliveira, P.T.; Taba, M., Jr.; Lefebvre, L.P.; Beloti, M.M. Human alveolar bone cell proliferation, expression of osteoblastic phenotype, and matrix mineralization on porous titanium produced by powder metallurgy. Clin. Oral Implant. Res. 2009, 20, 472–481. [Google Scholar] [CrossRef] [PubMed]
- Kadhim, D.R.; Hamad, T.I.; Fatalla, A.A. Use of Eggshells as Bone Grafts around Commercially Pure Titanium Implant Screws Coated with Nano Calcium Sulfate. Int. J. Biomater. 2022, 2022, 8722283. [Google Scholar] [CrossRef] [PubMed]
- Bhattarai, S.R.; Khalil, K.A.; Dewidar, M.; Hwang, P.H.; Yi, H.K.; Kim, H.Y. Novel production method and in-vitro cell compatibility of porous Ti-6Al-4V alloy disk for hard tissue engineering. J. Biomed. Mater. Res. Part A Off. J. Soc. Biomater. Jpn. Soc. Biomater. Aust. Soc. Biomater. Korean Soc. Biomater. 2008, 86, 289–299. [Google Scholar]
- Duraccio, D.; Mussano, F.; Faga, M.G. Biomaterials for dental implants: Current and future trends. J. Mater. Sci. 2015, 50, 4779–4812. [Google Scholar] [CrossRef]
- Jani, G.H.; Fatalla, A.A. Characterization and Testing the properties of PEKK-Strontium-hydroxyapatite composite material. Res. J. Pharm. Technol. 2022, 15, 3034–3040. [Google Scholar] [CrossRef]
- Jani, G.H.; Fatalla, A.A. Surface Characterization of PEKK Modified by strontium–hydroxyapatite coating as implant material Via the magnetron sputtering Deposition technique. J. Baghdad Coll. Dent. 2022, 34, 25–36. [Google Scholar] [CrossRef]
- Mohammed, A.A.; Hamad, T.I. Assessment of Coating Zirconium Implant Material with Nanoparticles of Faujasite. J. Baghdad Coll. Dent. 2021, 33, 25–30. [Google Scholar] [CrossRef]
- Powers, J.M.; Wataha, J.C. Dental Materials-E-Book: Foundations and Applications; Elsevier Health Sciences: Amsterdam, The Netherlands, 2015. [Google Scholar]
- Geurs, N.C.; Vassilopoulos, P.J.; Reddy, M.S. Soft tissue considerations in implant site development. Oral Maxillofac. Surg. Clin. 2010, 22, 387–405. [Google Scholar] [CrossRef]
- Grandin, H.M.; Berner, S.; Dard, M. A review of titanium zirconium (TiZr) alloys for use in endosseous dental implants. Materials 2012, 5, 1348–1360. [Google Scholar] [CrossRef]
- Jin, J.; Zhou, S.; Zhao, Y.; Zhang, Q.; Wang, X.; Li, W.; Chen, D.; Zhang, L.-C. Refined microstructure and enhanced wear resistance of titanium matrix composites produced by selective laser melting. Opt. Laser Technol. 2020, 134, 106644. [Google Scholar] [CrossRef]
- Ammisetti, D.K.; Kruthiventi, S.S.H. Recent trends on titanium metal matrix composites: A review. Mater. Today Proc. 2020, 46, 9730–9735. [Google Scholar] [CrossRef]
- Asl, M.S.; Namini, A.S.; Kakroudi, M.G. Influence of silicon carbide addition on the microstructural development of hot pressed zirconium and titanium diborides. Ceram. Int. 2016, 42, 5375–5381. [Google Scholar]
- Morsi, K.; Patel, V.V. Processing and properties of titanium–titanium boride (TiB w) matrix composites—A review. J. Mater. Sci. 2007, 42, 2037–2047. [Google Scholar] [CrossRef]
- Zhou, Y.; Yang, F.; Chen, C.; Shao, Y.; Lu, B.; Sui, Y.; Guo, Z. Mechanical property and microstructure of in-situ TiB/Ti composites via vacuum sintering and hot rolling. J. Alloys Compd. 2022, 911, 165042. [Google Scholar] [CrossRef]
- Xiang, T.; Ding, S.; Li, C.; Zheng, S.; Hu, W.; Wang, J.; Liu, P. Effect of current density on wettability and corrosion resistance of superhydrophobic nickel coating deposited on low carbon steel. Mater. Des. 2017, 114, 65–72. [Google Scholar] [CrossRef]
- Thompson, S.W. Microstructural characterization of an as-quenched HSLA-100 plate steel via transmission electron microscopy. Mater. Charact. 2013, 77, 89–98. [Google Scholar] [CrossRef]
- Ozerov, M.; Klimova, M.; Vyazmin, A.; Stepanov, N.; Zherebtsov, S. Orientation relationship in a Ti/TiB metal-matrix composite. Mater. Lett. 2017, 186, 168–170. [Google Scholar] [CrossRef]
- Wang, T.; Gwalani, B.; Shukla, S.; Frank, M.; Mishra, R.S. Development of in situ composites via reactive friction stir processing of Ti–B4C system. Compos. Part B Eng. 2019, 172, 54–60. [Google Scholar] [CrossRef]
- Eriksson, M.; Salamon, D.; Nygren, M.; Shen, Z. Spark plasma sintering and deformation of Ti–TiB2 composites. Mater. Sci. Eng. A 2008, 475, 101–104. [Google Scholar] [CrossRef]
- German, R.M. Powder Metallurgy and Particulate Materials Processing; Metal Powder Industries Federation: Princeton, NJ, USA, 2005; p. 522. ISBN 0-9762057-1-8. [Google Scholar]
- Selvakumar, M.; Chandrasekar, P.; Mohanraj, M.; Ravisankar, B.; Balaraju, J. Role of powder metallurgical processing and TiB reinforcement on mechanical response of Ti–TiB composites. Mater. Lett. 2015, 144, 58–61. [Google Scholar] [CrossRef]
- Patel, V.V.; El-Desouky, A.; Garay, J.E.; Morsi, K. Pressure-less and current-activated pressure-assisted sintering of titanium dual matrix composites: Effect of reinforcement particle size. Mater. Sci. Eng. A 2009, 507, 161–166. [Google Scholar] [CrossRef]
- Garay, J.; Anselmi-Tamburini, U.; Munir, Z. Enhanced growth of intermetallic phases in the Ni–Ti system by current effects. Acta Mater. 2003, 51, 4487–4495. [Google Scholar] [CrossRef]
- Gaisin, R.A.; Imayev, V.M.; Imayev, R.M. Effect of hot forging on microstructure and mechanical properties of near α titanium alloy/TiB composites produced by casting. J. Alloys Compd. 2017, 723, 385–394. [Google Scholar] [CrossRef]
- Lu, H.; Zhang, D.; Gabbitas, B.; Yang, F.; Matthews, S. Synthesis of a TiBw/Ti6Al4V composite by powder compact extrusion using a blended powder mixture. J. Alloys Compd. 2014, 606, 262–268. [Google Scholar] [CrossRef]
- Zhang, W.; Wang, M.; Chen, W.; Feng, Y.; Yu, Y. Evolution of inhomogeneous reinforced structure in TiBw/Ti-6AL-4V composite prepared by pre-sintering and canned β extrusion. Mater. Des. 2015, 88, 471–477. [Google Scholar] [CrossRef]
- Xiang, J.; Han, Y.; Li, J.; Qiu, P.; Sun, X.; Lu, W. Microstructure characteristics of ECAP-processed (TiB + La2O3)/Ti-6Al-4V composites. J. Alloys Compd. 2017, 726, 57–66. [Google Scholar] [CrossRef]
- Guo, X.; Lu, W.; Wang, L.; Qin, J. A research on the creep properties of titanium matrix composites rolled with different deformation degrees. Mater. Des. 2014, 63, 50–55. [Google Scholar] [CrossRef]
- Morsi, K.; Patel, V.V.; Moon, K.S.; Garay, J.E. Current-activated pressure-assisted sintering (CAPAS) and nanoindentation mapping of dual matrix composites. J. Mater. Sci. 2008, 43, 050–056. [Google Scholar] [CrossRef]
- Morsi, K.; Patel, V.V.; Naraghi, S.; Garay, J.E. Processing of titanium–titanium boride dual matrix composites. J. Mater. Process. Technol. 2008, 196, 236–242. [Google Scholar] [CrossRef]
- Wang, B.; Huang, L.J.; Geng, L.; Yu, Z.S. Modification of microstructure and tensile property of TiBw/near-α Ti composites by tailoring TiBw distribution and heat treatment. J. Alloys Compd. 2017, 690, 424–430. [Google Scholar] [CrossRef]
- Attar, H.; Ehtemam-Haghighi, S.; Kent, D.; Dargusch, M.S. Recent developments and opportunities in additive manufacturing of titanium-based matrix composites: A review. Int. J. Mach. Tools Manuf. 2018, 133, 85–102. [Google Scholar] [CrossRef]
- Morsi, K. titanium–titanium boride composites. J. Mater. Sci. 2019, 54, 6753–6771. [Google Scholar] [CrossRef]
- Einarsrud, M.-A.; Hagen, E.; Pettersen, G.; Grande, T. Pressureless sintering of titanium diboride with nickel, nickel boride, and iron additives. J. Am. Ceram. Soc. 2005, 80, 3013–3020. [Google Scholar] [CrossRef]
- Panda, K.B.; Chandran, K.S.R. Synthesis of ductile titanium-titanium boride (Ti-TiB) composites with a beta-titanium matrix: The nature of TiB formation and composite properties. Met. Mater. Trans. A 2003, 34, 1371–1385. [Google Scholar] [CrossRef]
- Namini, A.S.; Azadbeh, M.; Asl, M.S. Effect of TiB2 content on the characteristics of spark plasma sintered Ti–TiBw composites. Adv. Powder Technol. 2017, 28, 1564–1572. [Google Scholar] [CrossRef]
- Asl, M.S.; Namini, A.S.; Motallebzadeh, A.; Azadbeh, M. Effects of sintering temperature on microstructure and mechanical properties of spark plasma sintered titanium. Mater. Chem. Phys. 2018, 203, 266–273. [Google Scholar]
- Ozerov, M.; Klimova, M.; Kolesnikov, A.; Stepanov, N.; Zherebtsov, S. Deformation behavior and microstructure evolution of a Ti/TiB metal-matrix composite during high-temperature compression tests. Mater. Des. 2016, 112, 17–26. [Google Scholar] [CrossRef]
- Mohammadzadeh, A.; Namini, A.S.; Azadbeh, M.; Motallebzadeh, A. On the physical and mechanical properties of spark plasma sintered pure Ti and Ti-TiB composite. Mater. Res. Express 2018, 5, 126512. [Google Scholar] [CrossRef]
- Sabahi Namini, A.; Azadbeh, M. Microstructural characterisation and mechanical properties of spark plasma-sintered TiB2-reinforced titanium matrix composite. Powder Metall. 2017, 60, 22–32. [Google Scholar] [CrossRef]
- Ozerov, M.; Stepanov, N.; Kolesnikov, A.; Sokolovsky, V.; Zherebtsov, S. Brittle-to-ductile transition in a Ti–TiB metal-matrix composite. Mater. Lett. 2017, 187, 28–31. [Google Scholar] [CrossRef]
- Zhang, N.; Han, X.; Sun, D.; Liu, S.; Liu, H.; Yang, W.; Wu, G. Microstructure evolution and mechanical properties of LaB6-modified Ti2AlNb alloy fabricated by blended elemental powder metallurgy. Powder Technol. 2020, 369, 334–344. [Google Scholar] [CrossRef]
- Sergi, A.; Khan, R.H.; Irukuvarghula, S.; Meisnar, M.; Makaya, A.; Attallah, M.M. Development of Ni-base metal matrix composites by powder metallurgy hot isostatic pressing for space applications. Adv. Powder Technol. 2022, 33, 10341. [Google Scholar] [CrossRef]
- Kumar, M.S.; Chandrasekar, P.; Chandramohan, P.; Mohanraj, M. Characterisation of titanium–titanium boride composites processed by powder metallurgy techniques. Mater. Charact. 2012, 73, 43–51. [Google Scholar] [CrossRef]
- ASTM I. E 9-89a; Standard Test Methods of Compression Testing of Metallic Materials at Room Temperature. Annual Book or ASTM Standards. American Society for Testing and Materials: West Conshohocken, PA, USA, 2000.
- ASTM I. E10-15; Standard Test Method for Brinell Hardness of Metallic Materials. Annual Book or ASTM Standards. American Society for Testing and Materials: West Conshohocken, PA, USA, 2015.
- ASTM I. B 328-96; Standard Test Method for Density, Oil Content, and Interconnected Porosity of Sintered Metal Structural Parts and Oil-Impregnated Bearings. Annual Book or ASTM Standards. American Society for Testing and Materials: West Conshohocken, PA, USA, 2003.
- Golla, B.R.; Bhandari, T.; Mukhopadhyay, A.; Basu, B. Titanium diboride. Ultra-High Temp. Ceram. Mater. Extrem. Environ. Appl. 2014, 10, 316–360. [Google Scholar]
- Maseko, S.; Popoola, A.; Fayomi, O. Characterization of ceramic reinforced titanium matrix composites fabricated by spark plasma sintering for anti-ballistic applications. Def. Technol. 2018, 14, 408–411. [Google Scholar] [CrossRef]
- Al-Murshdy, J.M.S.; Al-Deen, H.H.J.; Hussein, S.R. Investigation of the effect of indium addition on the mechanical and electrochemical properties of the Ti–15Mo biomedical alloy. J. Bio- Tribo-Corros. 2021, 7, 1–8. [Google Scholar] [CrossRef]
- Hammood, S.A.; Al-Ethari, H.; Al-Juboori, H.A. Effect of cement kiln dust on properties of Al-base composite prepared by P/M. In Proceedings of the 2017 8th International Conference on Mechanical and Aerospace Engineering (ICMAE), Prague, Czech Republic, 22–25 July 2017; pp. 204–208. [Google Scholar]
- Misch, C.E. Dental Implant Prosthetics-E-Book; Elsevier Health Sciences: Amsterdam, The Netherlands, 2004. [Google Scholar]
- Sahay, S.S.; Ravichandran, K.S.; Atri, R.; Chen, B.; Rubin, J. Evolution of microstructure and phases in in situ processed Ti–TiB composites containing high volume fractions of TiB whiskers. J. Mater. Res. 1999, 14, 4214–4223. [Google Scholar] [CrossRef]
- Spear, K.E.; Mcdowell, P.; Mcmahon, F. Experimental evidence for the existence of the Ti3B4 phase. J. Am. Ceram. Soc. 1986, 69, C-4. [Google Scholar] [CrossRef]
- Kim, M.G.; Sung, S.Y.; Kim, Y. Synthesis of in-situ titanium carbide particle reinforced titanium composites. In Materials Science Forum; Trans Tech Publications Ltd.: Wollerau, Switzerland, 2005; Volume 475, pp. 963–966. [Google Scholar]
- ASTM I. E407-07; Standard Practice for Microetching Metals and Alloys. Annual Book or ASTM Standards. American Society for Testing and Materials: West Conshohocken, PA, USA, 2011.
- Gammon, L.M.; Briggs, R.D.; Packard, J.M.; Batson, K.W.; Boyer, R.; Domby, C.W.; ASM Handbook Committee; Aliya, D.; Lampman, S.; Stefanescu, D.M.; et al. Metallography and microstructures of titanium and its alloys. ASM Handb. 2004, 9, 899–917. [Google Scholar]
- Gorsse, S.; Chaminade, J.; Le Petitcorps, Y. In situ preparation of titanium base composites reinforced by TiB single crystals using a powder metallurgy technique. Compos. Part A Appl. Sci. Manuf. 1998, 29, 1229–1234. [Google Scholar] [CrossRef]
- Panda, K.B.; Ravi Chandran, K.S. Titanium-titanium boride (Ti-TiB) functionally graded materials through reaction sintering: Synthesis, microstructure, and properties. Metall. Mater. Trans. A 2003, 34, 1993–2003. [Google Scholar] [CrossRef]
- Mohanavel, V. Mechanical and microstructural characterization of AA7178-TiB2 composites. Mater. Test. 2020, 62, 146–150. [Google Scholar] [CrossRef]
- Vinayagam, M. Synthesis and evaluation on mechanical properties of LM4/AlN alloy based composites. Energy Sources Part A Recovery Util. Environ. Eff. 2022, 44, 1888–1897. [Google Scholar] [CrossRef]
- Mohanavel, V.; Kumar, S.S.; Sathish, T.; Anand, K. Effect of ZrB2 content on mechanical and microstructural characterization of AA6063 aluminum matrix composites. Mater. Today Proc. 2018, 5, 13601–13605. [Google Scholar] [CrossRef]
- Mohanavel, V.; Kumar, S.S.; Sathish, T.; Adithiyaa, T.; Mariyappan, K. Microstructure and mechanical properties of hard ceramic particulate reinforced AA7075 alloy composites via liquid metallurgy route. Mater. Today Proc. 2018, 5, 26860–26865. [Google Scholar] [CrossRef]
- Mohanavel, V.; Rajan, K.; Arul, S.; Senthil, P.V. Production, Microstructure and Mechanical behavior of AA6351/TiB2 composite synthesized by direct melt reaction method. Mater. Today Proc. 2017, 4, 3315–3324. [Google Scholar] [CrossRef]
- Pereloma, E.V.; Mannan, P.; Casillas, G.; Saleh, A.A. Particle stimulated nucleation during dynamic and metadynamic recrystallisation of Ni-30% Fe-Nb-C alloy. Mater. Charact. 2017, 125, 94–98. [Google Scholar] [CrossRef]
- Nandwana, P.; Banerjee, R.; Hwang, J.Y.; Koo, M.Y.; Hong, S.H.; Tiley, J. Formation of equiaxed alpha and titanium nitride precipitates in spark plasma sintered TiB/Ti–6Al–4V composites. Mater. Lett. 2012, 83, 202–205. [Google Scholar] [CrossRef]
- Zadra, M.; Casari, F.; Girardini, L.; Molinari, A. Microstructure and mechanical properties of cp-titanium produced by spark plasma sintering. Powder Met. 2008, 51, 59–65. [Google Scholar] [CrossRef]





Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Aljafery, A.M.A.; Fatalla, A.A.; Haider, J. Powder Metallurgy Preparation and Characterization of Titanium-Titanium Diboride Composite Targeted for Dental Implant. J. Compos. Sci. 2023, 7, 353. https://doi.org/10.3390/jcs7090353
Aljafery AMA, Fatalla AA, Haider J. Powder Metallurgy Preparation and Characterization of Titanium-Titanium Diboride Composite Targeted for Dental Implant. Journal of Composites Science. 2023; 7(9):353. https://doi.org/10.3390/jcs7090353
Chicago/Turabian StyleAljafery, Ali Mohammad Ali, Abdalbseet A. Fatalla, and Julfikar Haider. 2023. "Powder Metallurgy Preparation and Characterization of Titanium-Titanium Diboride Composite Targeted for Dental Implant" Journal of Composites Science 7, no. 9: 353. https://doi.org/10.3390/jcs7090353