1. Introduction
Currently, one of the most important tasks of modern building science is the development of new building materials that can be manufactured using locally produced raw materials, as well as various types of waste [
1,
2,
3]. Such types of waste include waste from the fuel and energy complex and waste from gas and oil plants. For example, with regard to the use of fuel and energy complex waste in construction technology, there are many works on the use of fly ash [
4,
5,
6,
7,
8,
9], slag [
10,
11,
12,
13,
14,
15] and microsilica [
16,
17,
18,
19,
20,
21,
22]. As for gas and oil production, the main types of waste are oil sludge, spent proppant and sulfur. Sulfur is considered not only a problematic environmental element but also a resource component in demand in various fields of industry, agriculture, medicine and construction [
23,
24]. In the construction industry, of particular interest is the use of technical sulfur as a binder for the manufacture of new types of concrete [
25,
26], that is, cementless concrete [
27,
28,
29].
Sulfur concrete with an optimally selected formulation has sufficiently high strength characteristics and is resistant to the aggressive environment. To illustrate this fact, in [
30,
31,
32,
33], the authors developed new compositions of sulfur concrete and assessed their resistance to aggressive influences. In [
30], the authors carried out studies of sulfur concrete modified with styrene and bitumen additives for resistance to ignition and resistance to an acidic environment. The results of the experimental data confirm the effectiveness of the application of these modifying additives to increase the resistance of sulfur concrete to aggressive influences. In [
31], the authors evaluated the performance characteristics of sulfur concrete used in a sewer environment in comparison with cement concrete. The conducted field studies have shown “a high specific resistance of sulfur concrete in a sewer environment with variable temperature, humidity and gases compared to concretes based on Portland cement”. In study [
32], the authors evaluated the chemical resistance of modified sulfur concrete. It has been found that the strength loss of the sulfur concrete samples after soaking in a 40% H
2SO
4 solution was 3–6% and 0.4–1.3% with a 40% soak in an SO
4(NH
4)
2 solution, which indicates a high chemical resistance of the developed composites. In [
33], “a study was made of the durability characteristics of sulfur concrete with various types of fine aggregates”, namely beach sand, ecosand and industrial sand, which were introduced as part of the replacement of river sand. It has been established that all types of developed sulfur concrete can be used in places with high humidity and acidity.
The use of sulfur in the manufacture of concretes with various kinds of fillers and additives that increase their strength properties was studied in [
34,
35,
36,
37]. For example, in study [
34], compositions of cast sulfur concrete were developed for the production of paving slabs of bricks and blocks. The best properties were recorded for products with the following formulation: 42% aggregate, 40% sand, 11.50% granulated sulfur, 1.2% bitumen-modified sulfur and 5.3% fly ash. Study [
35] evaluated the strength characteristics and thermal expansion coefficient of sulfur concrete. The authors managed to develop sulfur concrete with a compressive strength of at least 50 MPa. As for the thermal expansion, it turned out to be slightly higher than that of concrete on Portland cement. The use of light catalytic cracking oil as a chemical modifier and fly ash as a filler in study [
36] allows for the development of sulfur concrete of acceptable quality with a reduced environmental impact. And, in [
37], the application of electrolytic manganese residues as a filler in the manufacture of sulfur concrete makes it possible to obtain a composite with excellent strength and high environmental friendliness. Also, various types of fibers can be used as reinforcing additives in sulfur concrete production [
38,
39]. In addition, in [
38], the authors made the statement that the use of steel fiber in an amount of 0.91%, and a plasticizing additive in an amount of 2.35%, makes it possible to increase the strength characteristics of sulfur concrete by up to 15% in comparison with control samples. It should be noted that the production of sulfur concrete with high strength characteristics can be achieved not only with the application of modifying additives of various types but also through physical modification, which includes special technological solutions in the process of manufacturing this type of concrete. For example, in [
39], the authors proposed a method for obtaining high-strength sulfur concrete without the chemical modifiers’ introduction. The essence of this method was to obtain a thixotropic casting mixture near the yield point of the system during vibro-laying. As a result, this method of physical modification allows for the development of sulfur concrete with a compressive strength of 94–97.5 MPa.
The relevance of this study is ensured by the high demand and, at the same time, the lack of materials in modern construction that have high-quality characteristics and are environmentally friendly and economical. There is an approach that involves the combination of technological, environmental and materials science aspects, built on providing for the maximum use of waste-free technologies in various areas of production. In this regard, this research problem will be formulated as follows. It is necessary to provide the most rational technologies that allow the use of waste from the technological and fuel and energy complex in construction. Currently, this problem has not been fully resolved, and there are large scientific and practical deficits in this area. In this regard, one of the solutions to part of the problem may be to study and expand the possibility of using sulfur concrete in construction. Such material is characterized not only by high-quality indicators but also by the function of reducing the carbon footprint and the possibility of obtaining clinker-free concrete of a more environmentally friendly type, at the same time having economic efficiency.
Analyzing the above review, it can be seen that there is a scientific deficit, expressed in the lack of a clear understanding of the relationship between the structure and properties of sulfur concrete, depending on the production and material science parameters of the components used, to determine their interdependence and the quality of the resulting sulfur concrete. Therefore, in this article, the scientific novelty is the study of the dependencies of structure formation and the production of high-quality building concrete, consisting of waste from the fuel and energy complex—fly ash and waste from the oil and gas industry—technical sulfur and mineral aggregates—sand and crushed stone, as well as obtaining new relationships between the characteristics of the sulfur concrete and prescription options. The use of these materials in construction brings environmental and economic benefits. The environmental benefit of use is that the carbon footprint and the amount of accumulated waste in residential areas and regions are reduced, which has a positive effect on the environment. The economic effect is that instead of expensive components, industrial waste is used, which reduces the cost of production.
The objective of this research is to formulate sulfur concrete using as many local industry waste materials as possible and to observe its physical and mechanical properties. Thus, the following tasks will be solved during this study:
- -
The determination of the optimal sulfur content as a binder component in the composition of the sulfur concrete;
- -
The selection of the optimal content of the filler in the form of fly ash;
- -
The determination of the optimal dosages of the mineral aggregates;
- -
The modification of the sulfur, with the help of the bitumen additive, and the selection of the most effective content of this additive;
- -
The determination of the characteristics of various compositions of sulfur concrete and obtaining dependencies based on them;
- -
The study of the structural features of the resulting sulfur concrete.
3. Results and Discussion
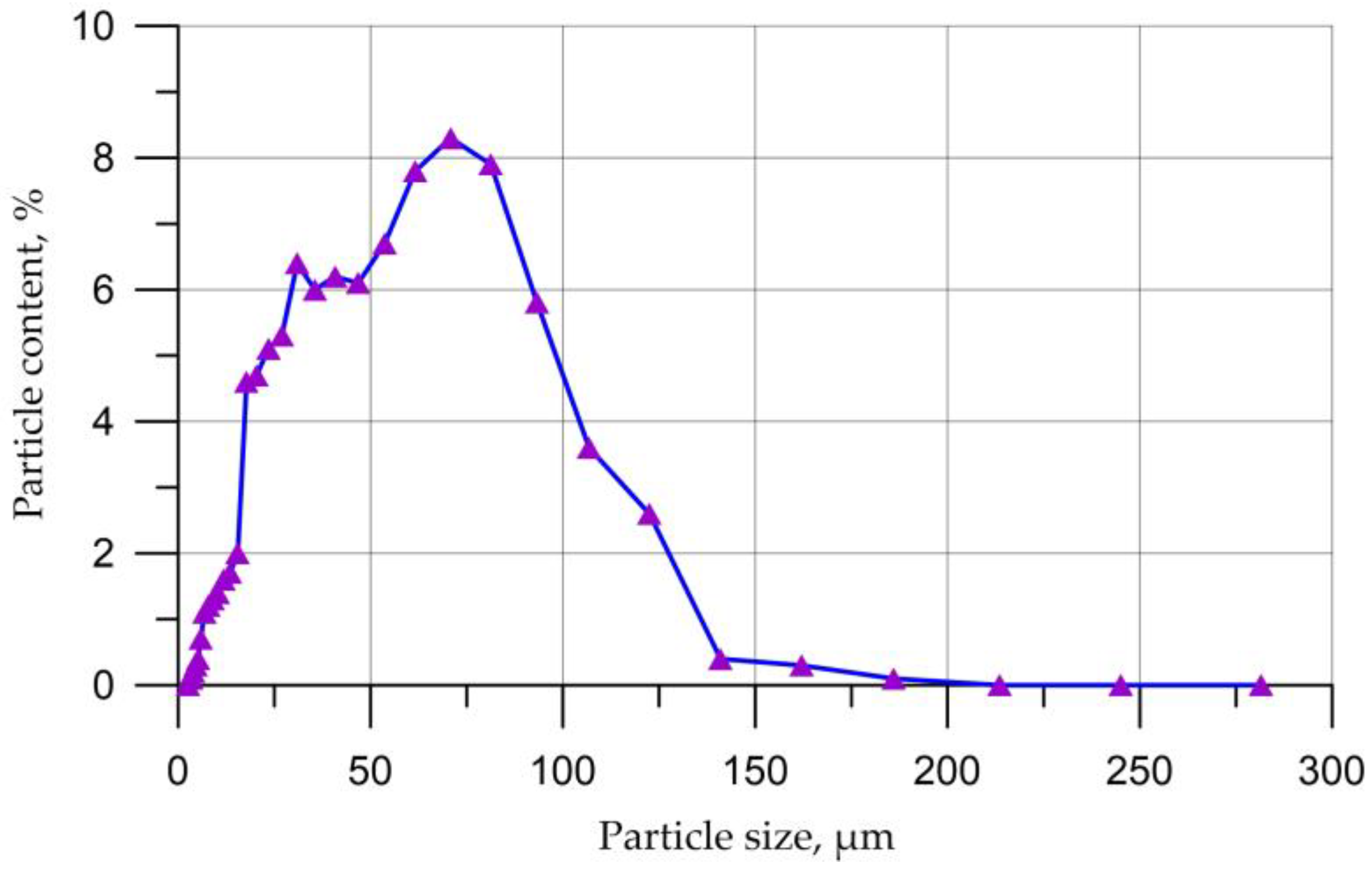
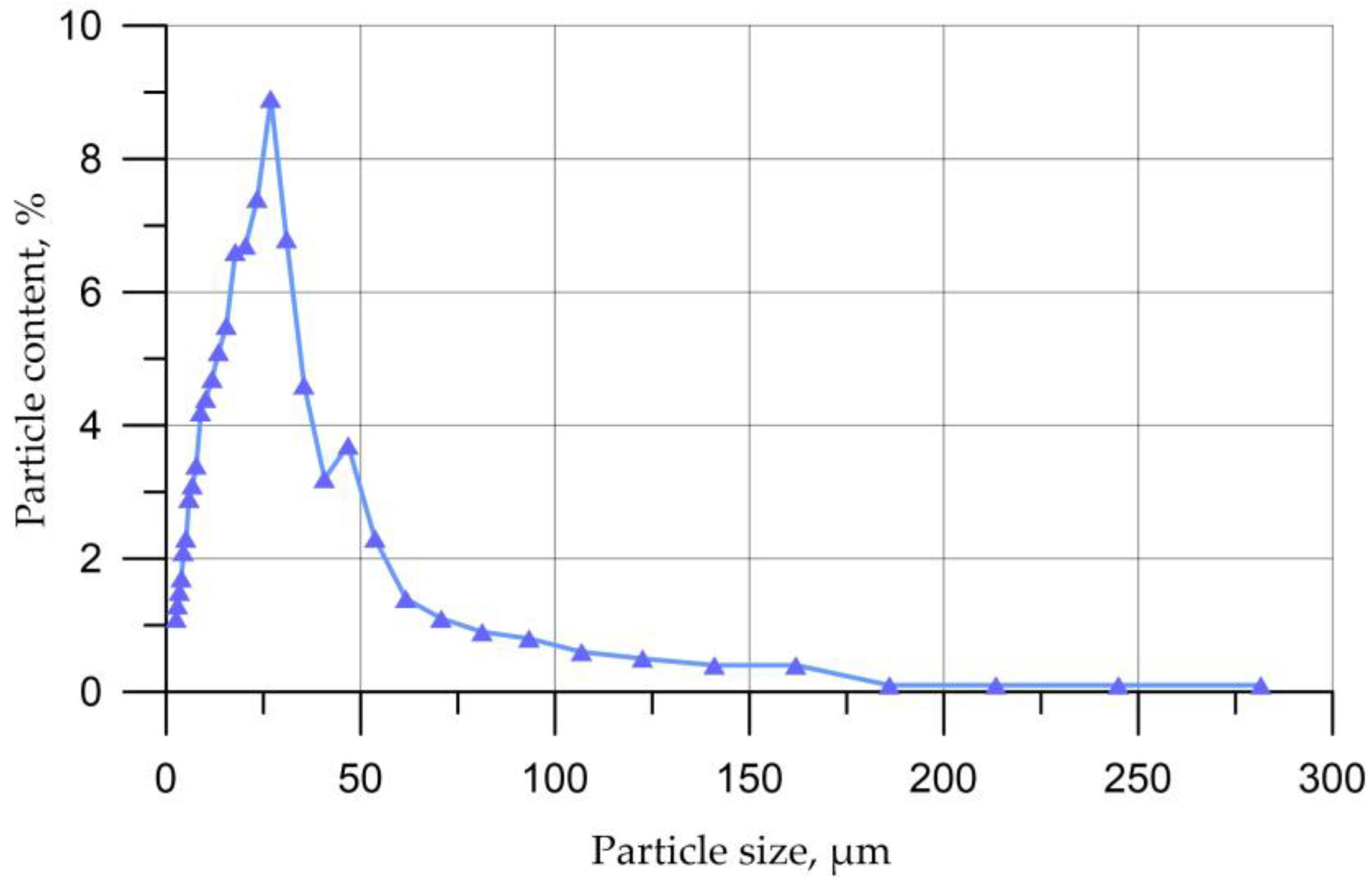
The particle size distribution of the sulfur is shown in
Figure 5.
Figure 5 shows that the largest proportion of the sulfur particles, 87.1%, is in the range from 17 µm to 140 µm. The particles with a size of 2.58 µm and up to 17 µm contain 12.1%, and the number of particles larger than 140 µm is insignificant and amounts to 0.8%.
The particle size distribution of the fly ash is shown in
Figure 6.
Analyzing
Figure 6, it can be seen that the distribution curve of the fly ash particles can be conditionally divided into three sections. The content of the particles with a size of 2.5 µm to 8 µm is 19.4%, the largest proportion of the particles in the amount of 64.9% is in the range from 8 µm to 40 µm and the content of the particles with a size of 40 µm or more is 15.7%.
The sand particle size gradations are presented in
Table 3.
The particle sizes of the crushed stone mixture of the fractions from 5 to 20 mm were distributed as follows: 50%—a fraction from 5 to 10 mm; and 50%—a fraction over 10 to 20 mm.
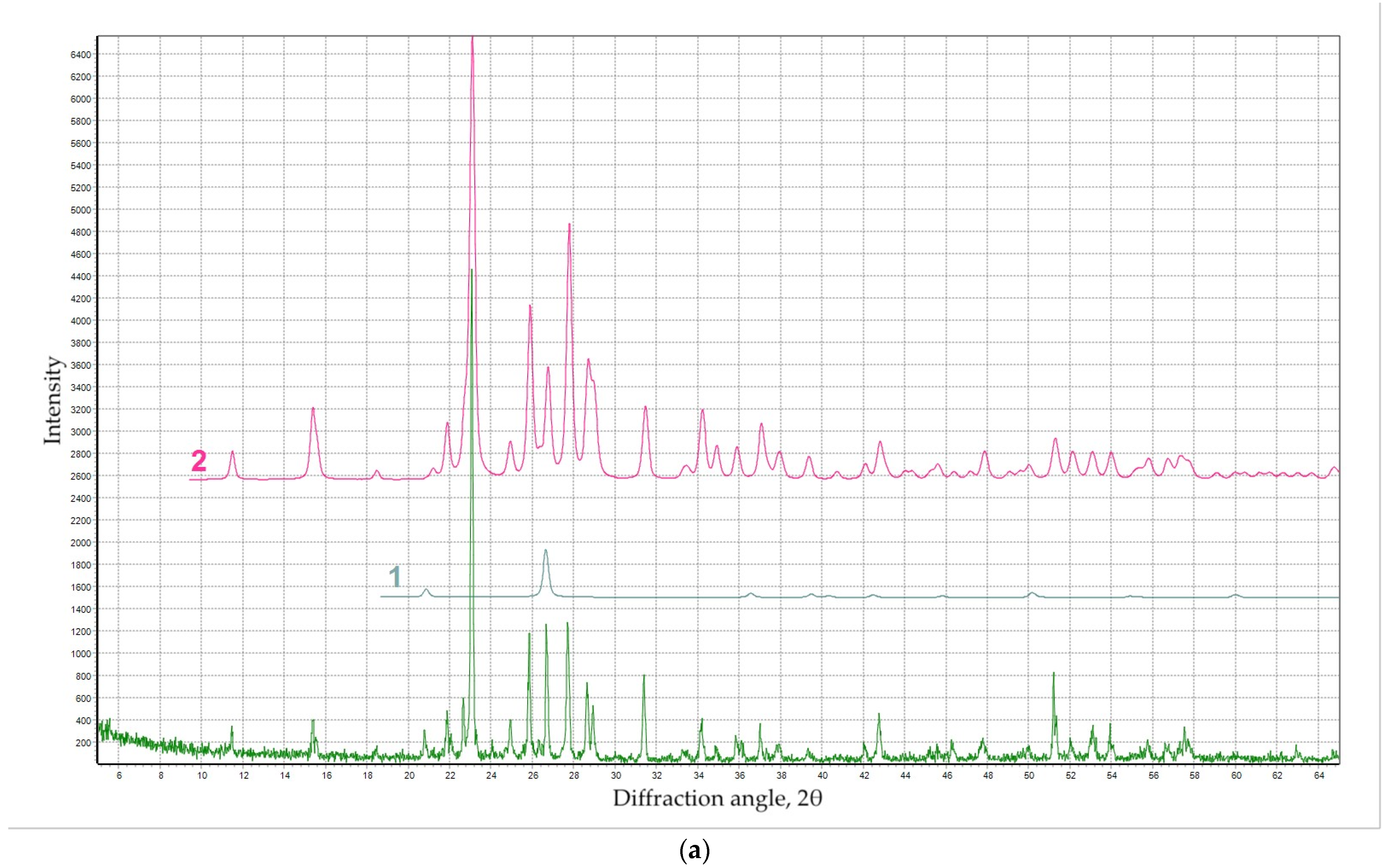
The XRD patterns of the raw materials are presented in
Figure 7.
In
Figure 7a—technical sulfur—a sulfur phase is visible and, apparently, quartz in a very small amount. In
Figure 7b—quartz sand—according to the XRD results, only quartz is visible (the small “extra” tips are caused by “spurious” radiation from the device).
Figure 7c—crushed sandstone—clearly shows quartz, a faint phase close to albite and a very faint phase similar to chlorite. In
Figure 7d—fly ash—the profile is very dim and, apparently, there is a lot of amorphous phases and phases of quartz, and hematite and magnetite are visible.
The results of the influence of the proposed solutions, which included the use of an additional mineral filler like fly ash, and the modification of the sulfur with bitumen on the strength and physical characteristics of the sulfur concrete, are shown in
Figure 8,
Figure 9,
Figure 10,
Figure 11,
Figure 12,
Figure 13,
Figure 14 and
Figure 15.
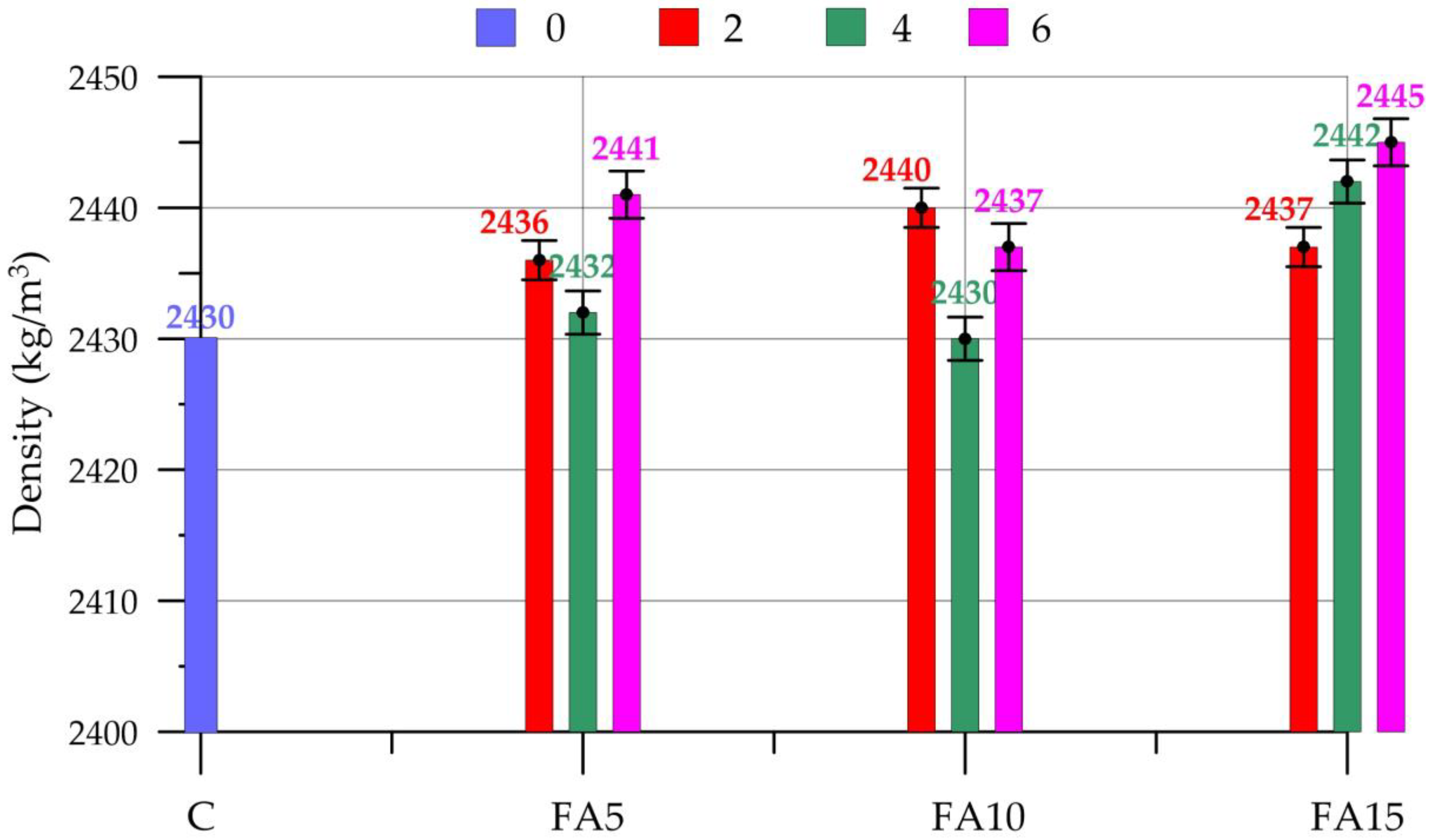
Figure 8 and
Figure 9 show graphs of the dependence of the density of the sulfur concrete on the content of the fly ash and bitumen after 1 day and after 28 days, respectively.
According to the results of determining the density of the sulfur concrete samples, presented in
Figure 8 and
Figure 9, it can be seen that the density of the sulfur concrete samples of various compositions at the age of 1 day and at the age of 28 days varies from 2429 kg/m
3 to 2445 kg/m
3. The registered values of the density of the sulfur concrete compositions after 1 day of hardening varied from 2429 kg/m
3 to 2438 kg/m
3 (
Figure 8), and after 28 days of hardening from 2430 kg/m
3 to 2445 kg/m
3 (
Figure 9). The differences (in percent) in the density of the sulfur concrete samples after 1 day and 28 days of hardening were in the range from 0.04% to 0.62%. Therefore, based on the results obtained, it can be concluded that the recipe solutions used in this work do not significantly affect the change in the density of sulfur concrete.
Figure 10 and
Figure 11 show graphs of the dependence of the compressive strength of the sulfur concrete on the content of the fly ash and bitumen after 1 day and after 28 days, respectively.
The compressive strength values of the sulfur concrete compositions after 1 day of hardening varied from 13.7 MPa to 24.6 MPa (
Figure 10) and after 28 days from 13.9 MPa to 24.8 MPa (
Figure 11). Following the results presented in
Figure 10, it can be seen that the maximum strength value is observed for the composition of sulfur concrete type FA10/4, which is 24.6 MPa. In general, the FA5/4, FA10/4 and FA15/4 type formulations with 4% bitumen showed the best compressive strength values. Thus, for the FA5/4 composition, the compressive strength was 20.3 MPa and for the FA15/4 composition, it was 19.5 MPa. With regard to the effect of the fly ash content in the sulfur concrete compositions, the best compressive strength results were recorded for the compositions of the FA10/2, FA10/4 and FA10/6 types. Thus, the compressive strength of the FA10/2 composition was 17.8 MPa and that of the FA10/6 composition was 21.7 MPa. The lowest compressive strength of all the compositions, except for the control one, is observed in the composition of the FA5/2 type and is 14.0 MPa. The compressive strength of the FA15/2, FA5/6 and FA15/6 compositions was 15.5 MPa, 15.5 MPa and 17.3 MPa, respectively. Thus, it can be concluded that the most effective formulation solution is the use of bitumen in the amount of 4% and FA in the amount of 10%.
Figure 11 shows that the trend in the change in compressive strength of the sulfur concrete samples aged 28 days for the compositions with different contents of FA and bitumen is similar to that of the samples aged 1 day. The strength values for the samples of the sulfur concrete of the control composition and compositions of the FA5/2, FA10/2, FA15/2, FA5/4, FA10/4, FA15/4, FA5/6, FA10/6 and FA15/6 types, respectively, amounted to 13.9 MPa, 14.9 MPa, 18.0 MPa, 15.5 MPa, 20.5 MPa, 24.8 MPa, 19.7 MPa, 15.5 MPa, 21.8 MPa and 17.6 MPa. After 28 days of hardening, the compressive strength of the optimized sulfur concrete was 24.8 MPa, which is 78% higher than the compressive strength of the control composition (13.9 MPa). It should be noted that after curing for 28 days, all sulfur concrete compositions showed slight increases in compressive strength. The values of the increases in compressive strength of the sulfur concrete after 28 days of hardening in comparison with the values of the increases in compressive strength after 1 day of hardening are presented in
Table 4.
The differences (in percent) in the compressive strength of the sulfur concrete samples after 1 day and 28 days of hardening ranged from 0.5% to 2.4% (
Table 4).
The appearance, the nature of the collapse and the structure of the sulfur concrete samples after the collapse are shown in
Figure 12.
Figure 12 shows that the presented sample of the sulfur concrete has a gray-brown tint and, on the outer surface of the sample, there is a small number of open pores-shells formed during the manufacture of the sample. The internal macrostructure of the sample, visible at the fracture, is dense and is represented by several phases: a coarse filler; a fine aggregate; and a binder component consisting of modified sulfur and fly ash.
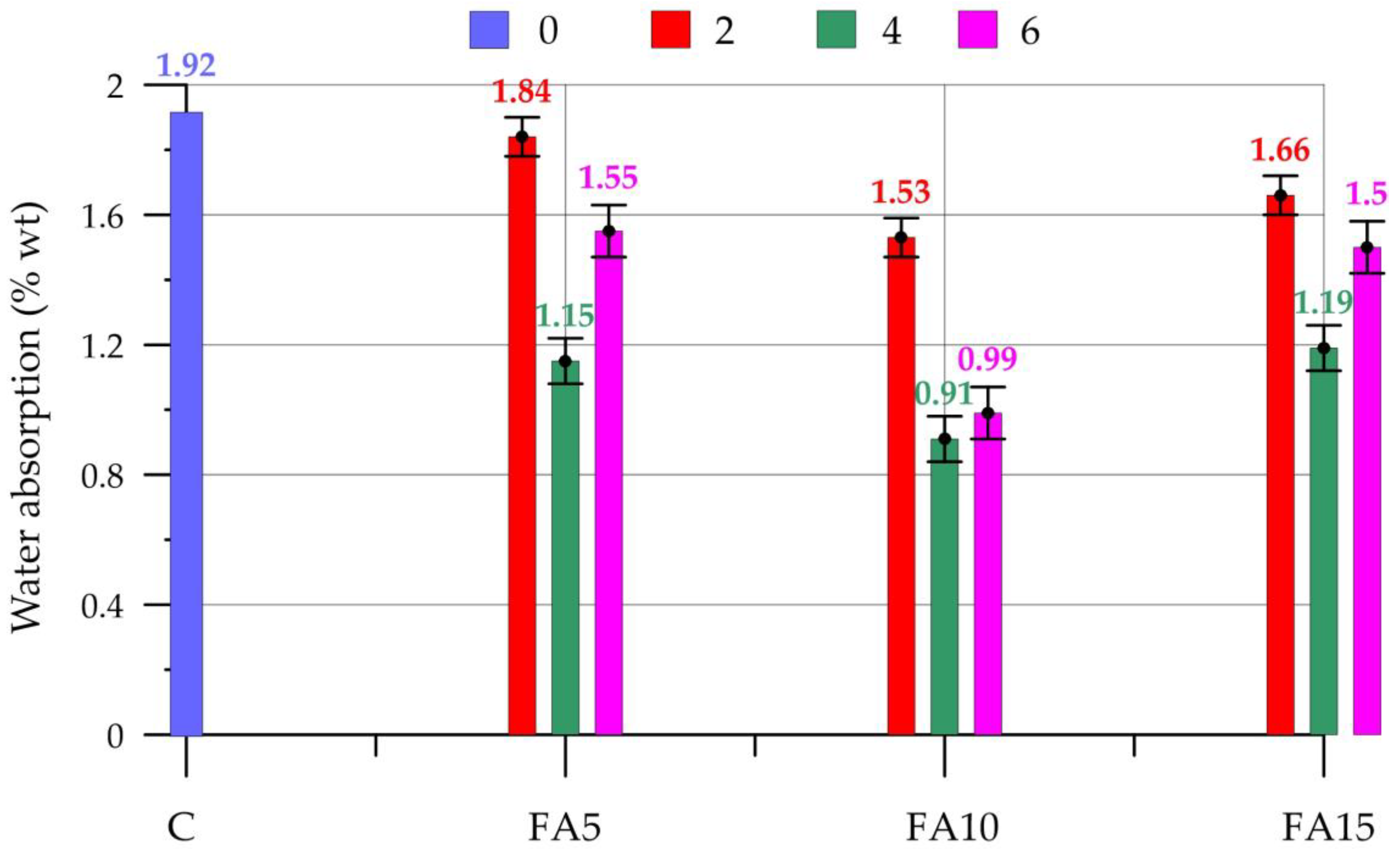
Figure 13 and
Figure 14 show graphs of the dependence of the water absorption of the sulfur concrete on the content of the fly ash and bitumen after 1 day and after 28 days, respectively.
The values of the water absorption of the sulfur concrete compositions after 1 day of hardening varied from 0.91% to 1.92% by weight (
Figure 13) and after 28 days from 0.90% to 1.90% by weight (
Figure 14).
Figure 13 shows that the smallest value of the water absorption for the samples of the sulfur concrete composition type FA10/4 is 0.91%. In general, as in the case of compressive strength, the FA5/4, FA10/4 and FA15/4 formulations with 4% bitumen are the most effective, and the water absorption for the FA5/4 and FA15/4 formulations is 1.15% and 1.19%, respectively. Formulations like FA10/2, FA10/4 and FA10/6 with 10% FA showed water absorption values of 1.53%, 0.91% and 0.99%, respectively. The highest water absorption value was recorded for the composition of the FA5/2 type and amounted to 1.84%. And, the water absorption values of the compositions FA15/2, FA5/6 and FA15/6 are 1.66%, 1.55% and 1.50%, respectively.
Figure 14 shows that the trend of changing the water absorption of the sulfur concrete samples after 28 days for the compositions with different contents of FA and bitumen is similar to that of the samples after 1 day. The water absorption values for the samples of the sulfur concrete of the control composition and compositions of the type FA5/2, FA10/2, FA15/2, FA5/4, FA10/4, FA15/4, FA5/6, FA10/6 and FA15/6 were 1.90%, 1.83%, 1.51%, 1.64%, 1.13%, 0.90%, 1.17%, 1.53%, 0.97% and 1.49%, respectively. The decrease in the water absorption in the optimized composition (0.90%) compared to the control composition (1.90%) after 28 days of hardening was about 53%. The value of the decrease in the percentage of the water absorption of the sulfur concrete after 28 days compared with the sulfur concrete after 1 day is presented in
Table 5.
The differences (in percent) of the water absorption of the sulfur concrete samples after 1 day and 28 days of hardening were in the range from 0.5% to 2.1% (
Table 5).
Speaking about the variation in the compressive strength and water absorption of the sulfur concrete samples, depending on their component composition, a number of patterns can be identified. Since the content of the sulfur and coarse aggregate remained unchanged, the variation in the compressive strength and water absorption of the sulfur concrete samples was primarily associated with the amount of the bitumen and fly ash modifying additive. The main role of the modifying additive when it is introduced into the composition of the sulfur concrete is to reduce brittleness, increase strength and slow down the process of sulfur crystallization during its cooling. This is confirmed by the test results, showing that the sulfur concrete modified with bitumen has higher compressive strength and lower water absorption compared to the sulfur concrete of the control composition. The fly ash in the sulfur concrete acts as a structure former. The fine grains of the fly ash in the process of manufacturing a sulfur concrete composite are mixed with molten modified sulfur and coarse and fine aggregates and fill the voids between the particles of the aggregates, which, in turn, makes the structure more coherent and durable [
52].
Also of interest is a general comparative evaluation of the effectiveness of the prescription solutions tested in this work. The variation in the characteristics of the sulfur concrete, depending on the amount of FA and bitumen, are shown in
Table 6 and are presented as a percentage compared to the control composition of the sulfur concrete.
In the first few hours after preparation, the sulfur concrete gains about 70% of the maximum possible strength and 85% or more after 24 h of hardening [
28].
The results of the density, compressive strength and water absorption, obtained for the samples of the sulfur concrete after 28 days of hardening, are consistent with the results of the same indicators for the samples of the sulfur concrete after 1 day of hardening. Only small increases in the compressive strength are observed, varying within 0.5–1.4%, and a decrease in the water absorption within 0.5–2.1%. A slight difference in the change in the strength characteristics of the sulfur concrete tested at an early age and after 28 days is also confirmed by the results of other experimental studies [
53,
54].
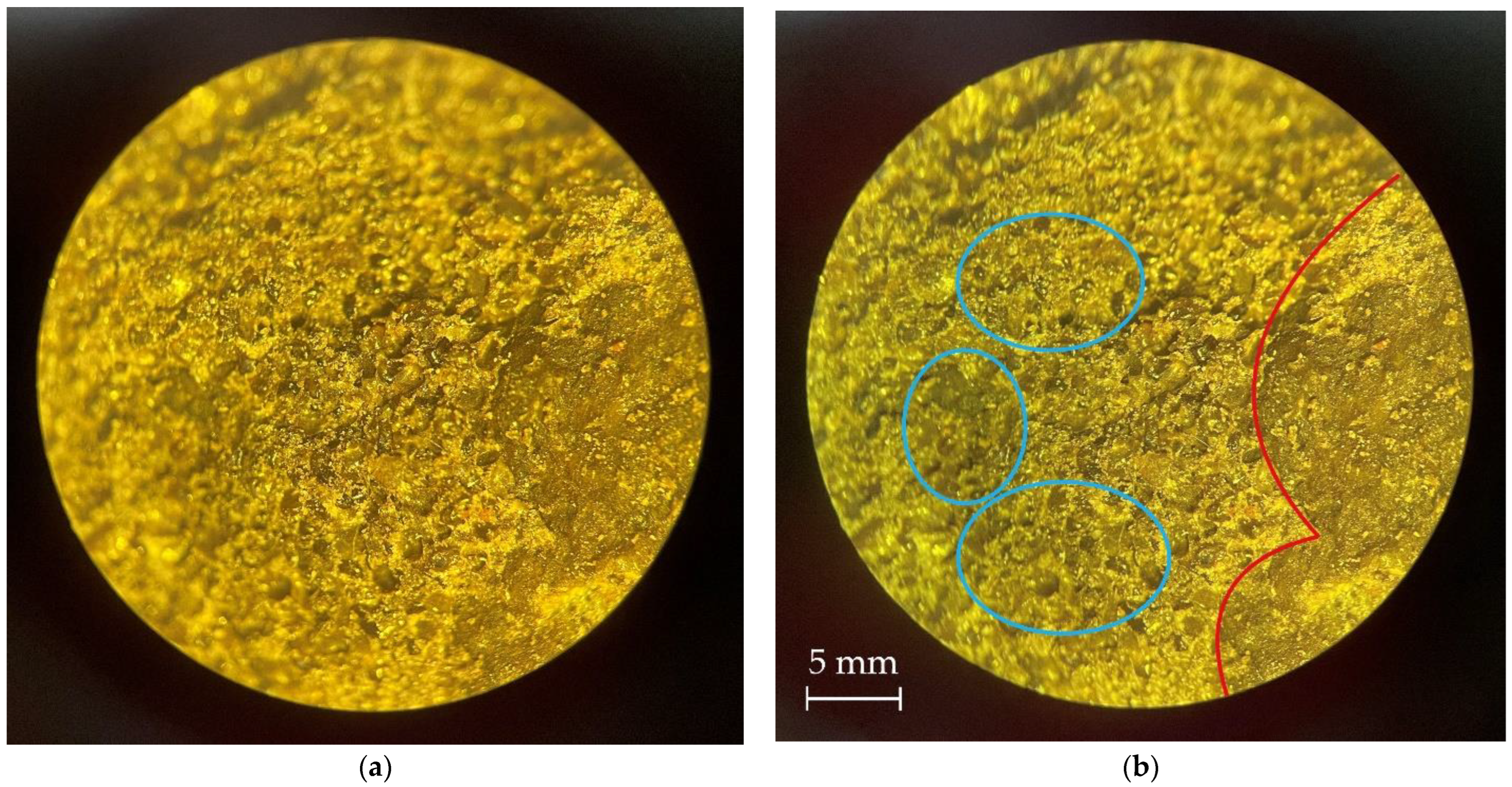
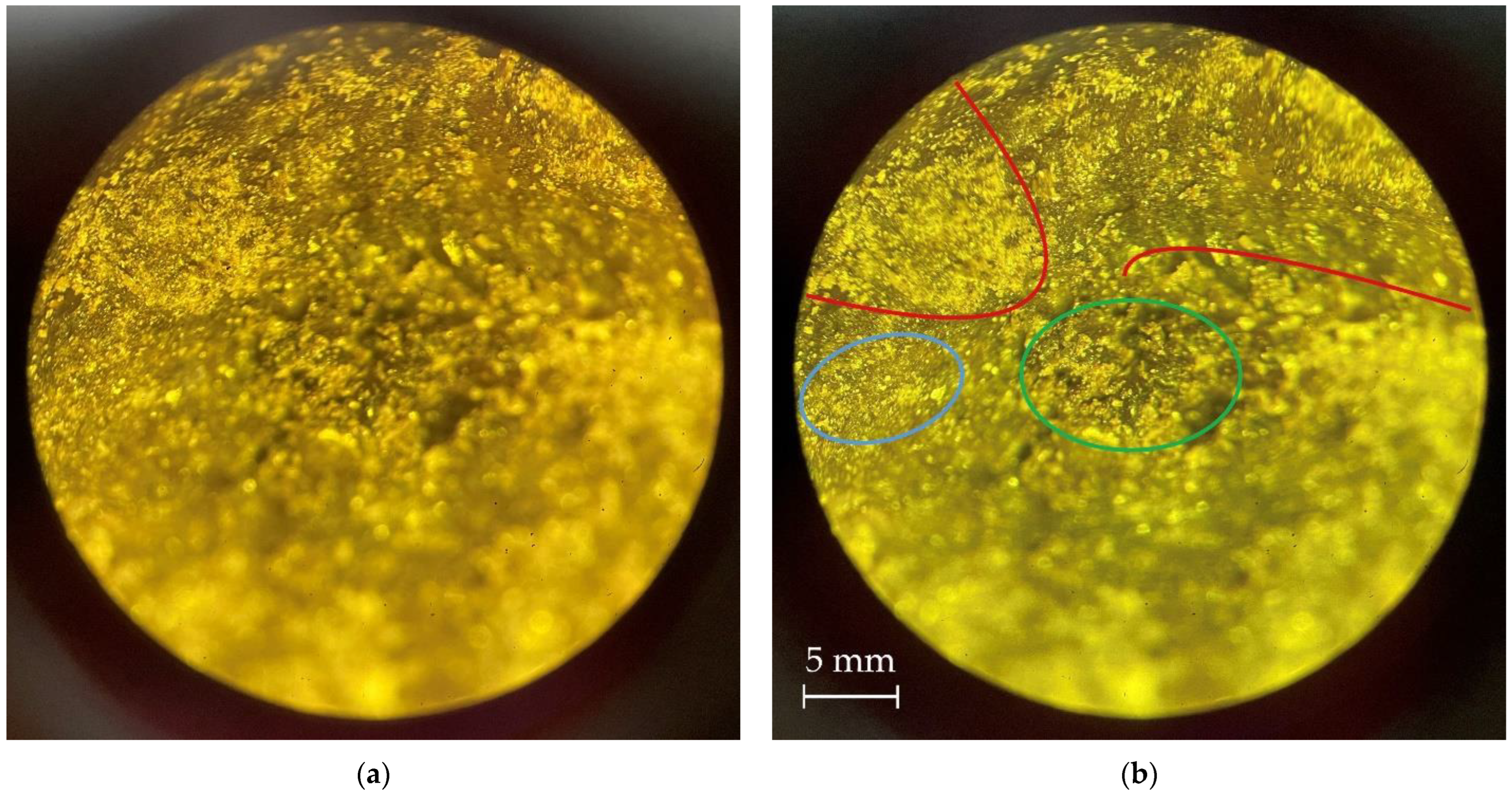
For a comparative assessment of the structural features of the developed compositions of the sulfur concrete, a control composition was selected, as well as a composition of the FA10/4 type with the best characteristics and a composition of the FA5/2 type with the worst characteristics. Photos of the structure of the sulfur concrete of the control composition are shown in
Figure 15, the composition of the FA10/4 type in
Figure 16 and the composition of the FA5/2 type in
Figure 17.
Figure 15 shows that in the structure of the sulfur concrete samples of the control composition, a sufficiently large number of shrinkage cavities are observed, which directly affect its strength and water absorption. In general, sulfur envelops fine aggregate particles fairly evenly and forms a homogeneous phase boundary.
Figure 16 shows a different microstructure morphology. Firstly, there are no shrinkage cavities in the FA10/4 type samples and, secondly, a dense packing of filler particles, sulfur and aggregates is visible, and sulfur itself, as a binder, fairly evenly envelops the fine aggregate particles and sticks them together. As for the composition of the FA5/2 type (
Figure 17), here, shrinkage cavities are observed in the structure of the sulfur concrete. The structure of the studied sulfur concretes is in good agreement with the experimental data presented above.
Thus, the obtained results confirm the impracticality of the production of sulfur concrete without the introduction of additional additives in the form of fillers and chemical additives. The sulfur concrete of the control composition, both after 1 day of hardening and after 28 days, has a significantly lower compressive strength and greater water absorption. This is primarily due to the large number of cavities in their structure. As a rule, the main reason for the formation of these cavities is the transition of sulfur from melting to the solid state, and due to the processes of crystallization and recrystallization, these changes occur [
55]. The improvement of the characteristics of the sulfur concrete can mainly be achieved by modifying sulfur with bitumen and introducing mineral filler in optimal dosages, which is confirmed by the test results. The effectiveness of these additives is also confirmed by studies by other authors [
34,
56].
Based on all of the above, it can be argued that the main factors that determine good results in terms of the compressive strength and water absorption of the sulfur concrete samples are such processes as the interaction of technical sulfur with finely dispersed filler FA and the combination of crystallized modified sulfur with coarse and fine aggregates, which create an organized monolithic structure, thereby providing high characteristics of sulfur concrete.
FA cenosphere is an important structure-forming mechanism-determining aspect in the formation of the qualitative structure and properties of sulfur concrete. Such fly ash at the stage of structure formation makes it possible to achieve a better distribution of the particles within the conglomerate, contribute to a more uniform and proportional pattern in both qualitative and quantitative aspects of the distribution of properties over the volume of the material and, in general, have a positive effect on the final conglomerate. Of course, as a result of the formation of good density and strength characteristics, the operational properties of the resulting conglomerate are improved. Sulfur concrete is a good material both in terms of research work and in terms of practical application for the effective and beneficial use of FA cenosphere. This is in good agreement and is based, among other things, on the following works [
34,
53,
56].
The results obtained made it possible to solve some of the problems and eliminate some of the scientific deficits associated with the study of the characteristics of sulfur concrete, depending on the initial parameters. Determining the rational dosages of the obtained components, as well as the qualitative composition of the proposed sulfur concrete, will make it possible to use such a composite in civil engineering, taking into account the characteristics of the material but, at the same time, already having a reliable empirical base, verified theoretically and experimentally.
The conducted studies, in particular the registered values and structural analysis, showed the advantages of the practical application of the developed compositions of sulfur concrete with industrial waste in construction projects. The first advantage is the high quality of the structure and sufficient physical and mechanical performance of sulfur concrete, which allows it to be used in construction. Another major advantage is the speed of obtaining sulfur concrete products and structures in comparison with cement-based concretes. These advantages determine the prospects for using the developed composition of sulfur concrete in construction projects.
This study also showed the environmental benefits of using industrial waste in building materials. In particular, in the case of sulfur concrete, this is expressed in a decrease in the carbon footprint due to the fact that sulfur, that is, technical waste, is used as a binder. At the same time, the resulting concrete is cementless and clinker-free. This reduces the need for a binder, namely cement, the production of which leaves a significant carbon footprint and affects the environmental agenda of sustainable development.



 ,
, 
















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}