
Increasing the Efficiency of Multilayered Silicate Melt Incorporation into Starch-Based Polymeric Matrices

 , ,
, ,  , and
, and 
Abstract

1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Procedure
- The delamination of the silicate by following the next three successive steps: (a) embedding the silicate into the polymer matrix, (b) the analysis of both the silicate’s thermal behavior and its morphology before and after delamination in Brabenderplasticorder, (c) measuring the color of the nanocomposites containing the delaminated silicate. Thus, Nanocor I28 (a functionalized multilayered silicate compound with small-volume ammonium ions) was delaminated into a thermo-mechanical environment by controlling the time, temperature, and shear stress in a laboratory Brabender plastograph for 90 min at 75 rpm and two different temperatures, 140 °C and 200 °C, followed by X-ray diffraction (XRD) characterization and comparing the obtained morphologies after 90 min to the initial one. In addition, the silicate compound was thermally characterized by recording the thermograms in dynamic (differential scanning calorimetry (DSC), thermogravimetric analysis (TGA)) and isothermic conditions (140 °C and 200 °C). For step (a), a blend with 70% starch, 30% PVOH, and 4% multilayer silicate was compounded in a Brabender plasticorderat 120 °C for 30 min at 75 rpm, and the obtained compounds were rolled into a sheet using a laboratory roller. The color of the resulting sheets was measured according to Section 2.3;
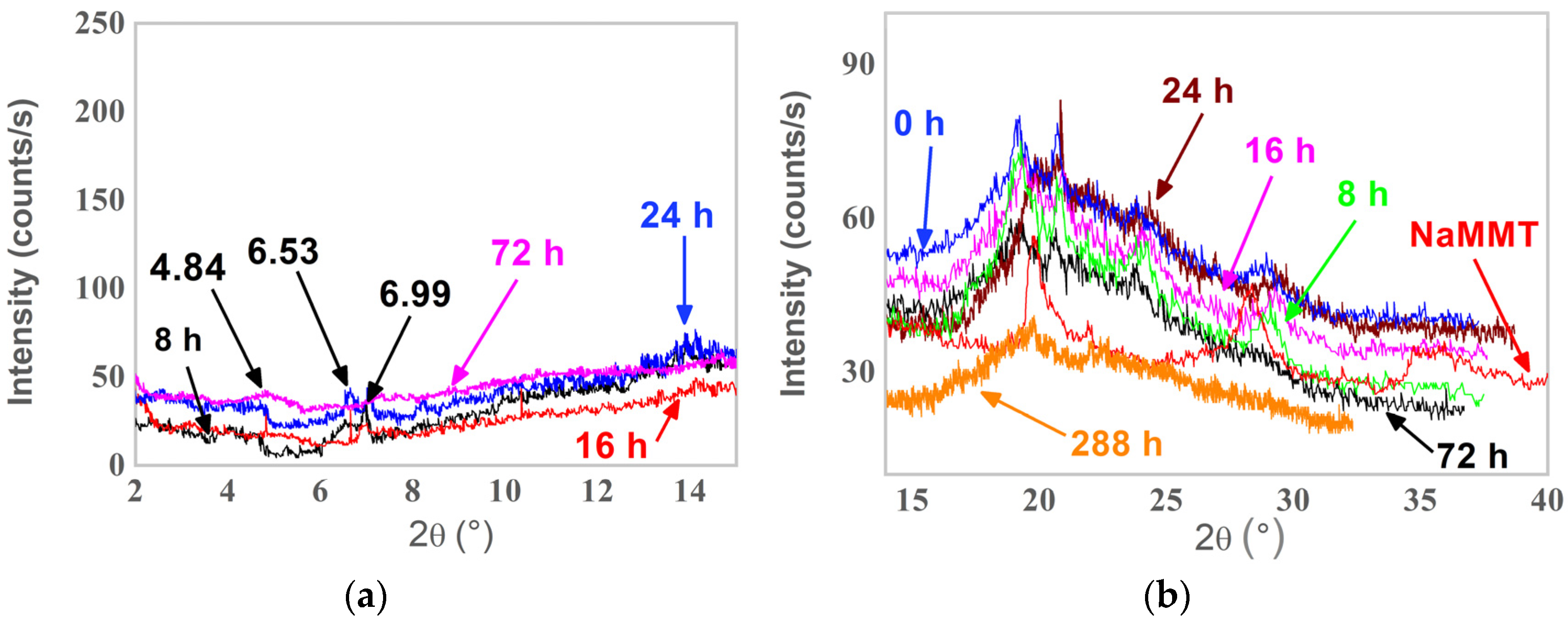
- The thermo-mechanical treatment of NaMMT in a controlled process before incorporation into the polymer matrix by placing the multilayered silicate in an effective plasticizer for both the polymers, i.e., starch and polyvinyl alcohol, stirring the system, which is heated to a certain temperature. The periodic sampling of such treated multilayered silicate mixture and the incorporation of the thermo-mechanically pretreated silicate via melt compounding into the same matrix of starch modified with PVOH with the same formulation and conditions as procedure 1, was done. The selected plasticizer was water, and the sampling times varied up to 288 h as follows: 8, 16, 24, 72, and 288 h. The system consisted of NaMMT and water and which was stirred in a laboratory shaker at 50 °C and 100 rpm. Periodically, the samples of the treated silicate were taken and embedded in the same polymeric matrix (formulation: 4% thermo-mechanically treated silicate with 70% starch and 30% PVOH) and under the same conditions (120 °C, 75 rpm, and 5 min homogenization after melting). The morphologies of the obtained composites were analyzed according to Section 2.3. The resulting compounds were shaped as sheets using a laboratory roller operated at 85 °C, with roller cylinder speeds of 24 rpm/28 rpm. The silicates used were selected such that each of them to represent the most difficult option for each chosen studying delamination solution. Due to the functional group content, the silicate with treated galleries, Nanocor I28 could have poor stability in the thermo-mechanical conditions due to the Brabender plasticorder, and, therefore, it was checked. Because the NaMMT has narrower galleries than a functionalized version, Nanocor I 28, its interaction with water can be more difficult to be done and, therefore, it was studied.
2.3. Characterization of Components and Compounds
- Morphological characteristics:
- XRD: using a DRON 2.0 X-ray diffractometer, the variation at room temperature of the radial diffraction intensity dependence on the diffraction angle (2 theta) was recorded. The working conditions were a step size of 0.03° (2 theta), scanning rate = 8 s/step, filter with λ = 1.7921 Å, and a diffraction range of 2–15° (2 theta) for the small angles and 15–32° for the wide angles. The interbasal spacing was calculated based on the Bragg law (nλ = 2dsinθ, where n is an integer; λ is the wavelength of X-ray; d is the spacing between the planes in the atomic lattice; and θ is the angle between the incident ray and the scattering planes);
- Scanning electron microscopy, SEM, was performed on a VEGA TESTAN microscope at the tension of 30 kV. Before the examination at a 500× and 2000× resolution degree, the samples were cryogenically fractured into liquid nitrogen and then covered with a thin platinum layer.
- Thermal behavior:
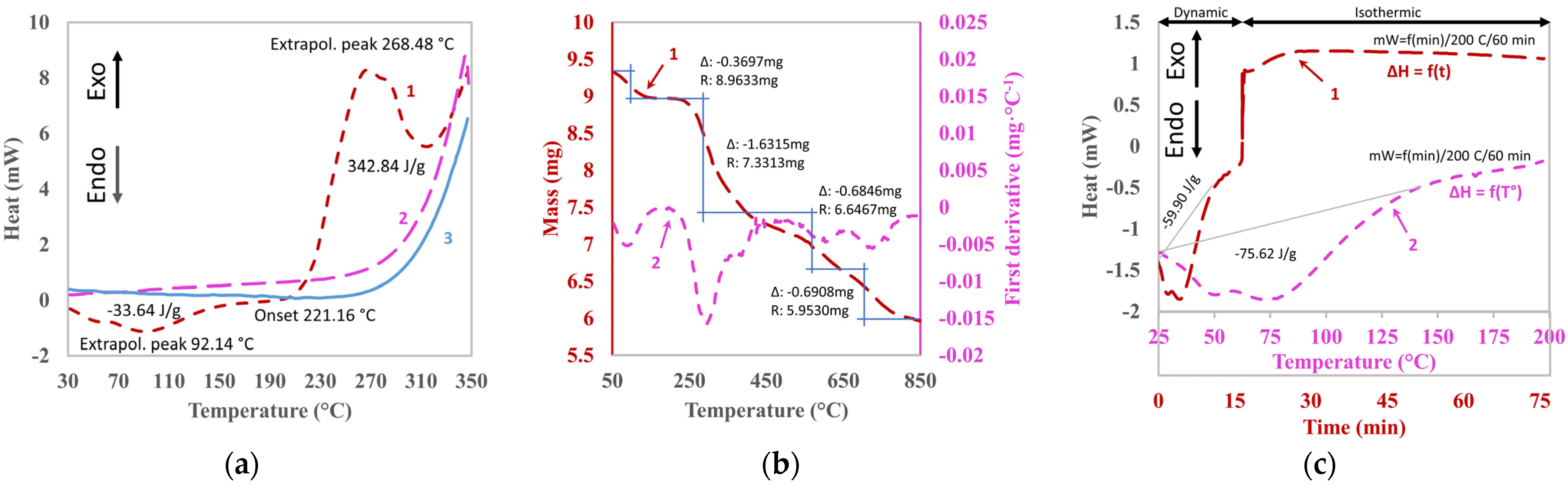
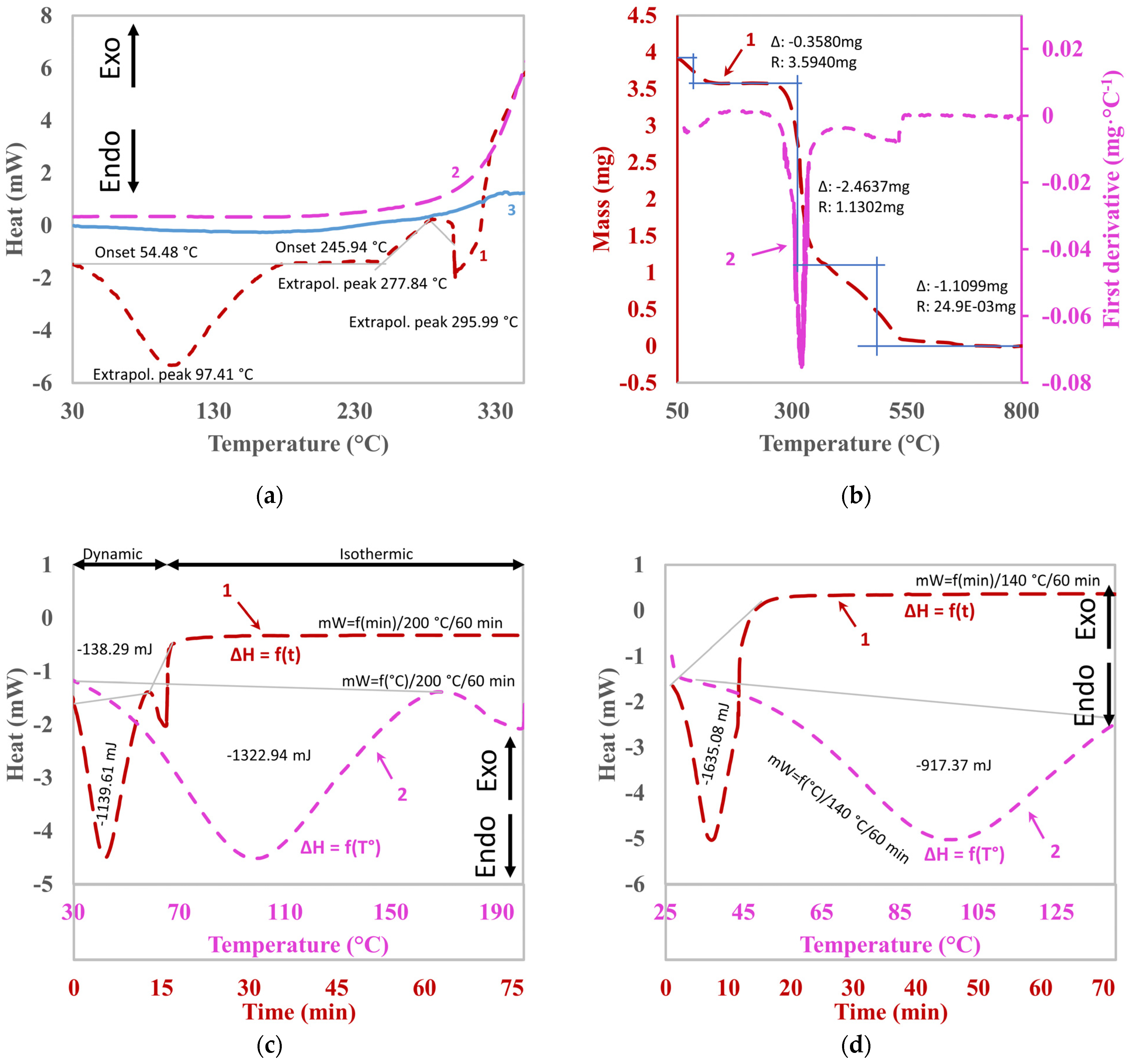
- The DSC analysis under dynamic conditions was performed with Netzsch DSC 204 F1 Phoenix equipment by heating the samples from −30 °C to 100 °C to remove the thermal history, cooling them again to −30 °C, and heating them again to 200 °C with 10 °C/min under nitrogen (a 20 mL/min flow rate). This temperature range was chosen to highlight the 1st and 2nd transitions that occur before thermal degradation. The DSC included two heating steps in order to obtain the material characteristics reflected by the second heating run without the influence of any thermal history described by the first heating. The thermal analysis in the dynamic mode was performed to identify the material transitions and thermal degradation behavior (the beginning process temperature, number of degradation steps, etc.);
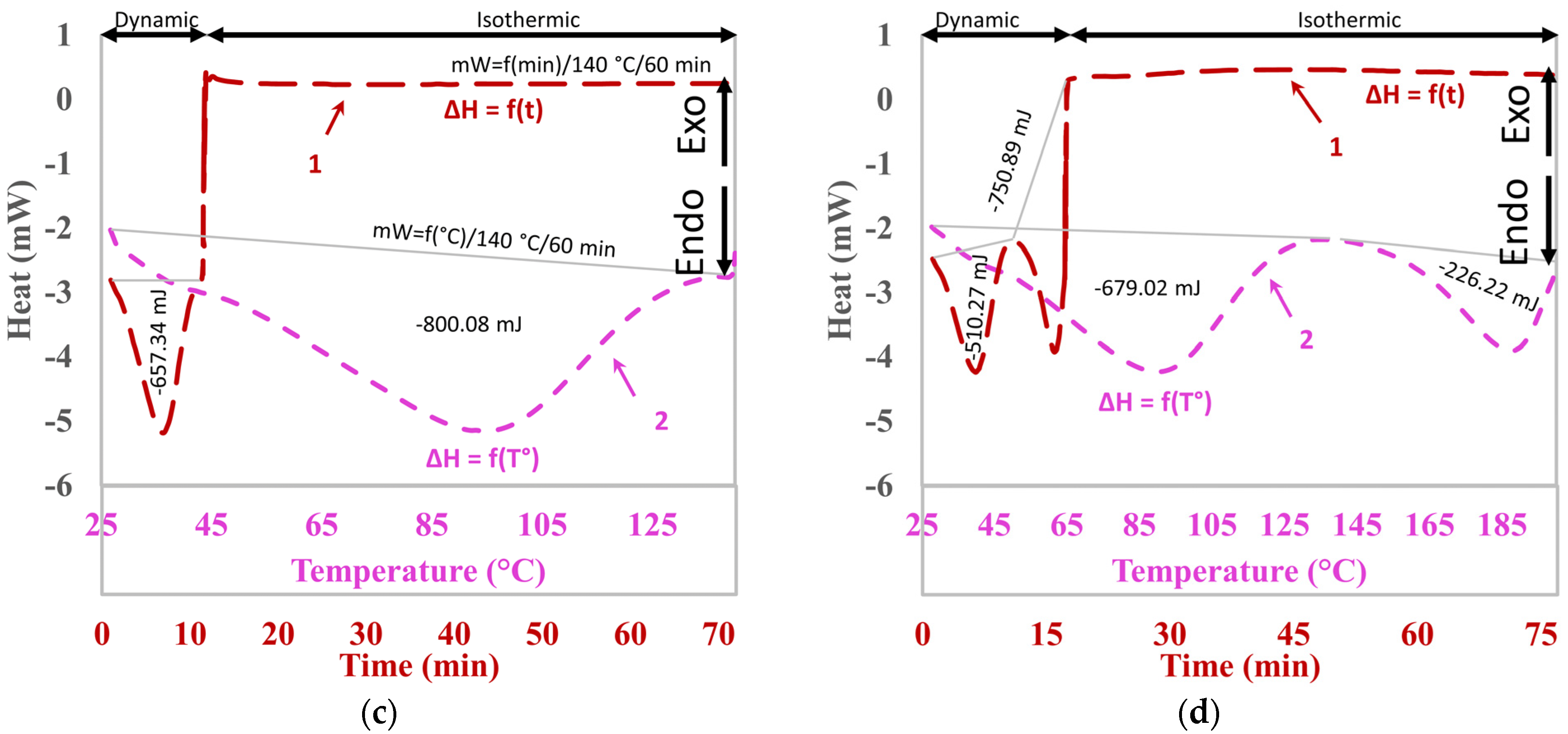
- The DSC analysis under static conditions was carried out on the same DSC device by working at two temperatures, 140 °C and 200 °C, with dynamic heating up at these two temperatures with 10 °C/min after reaching the desired value the temperature was kept constant for 90 min at 140 °C or 200 °C. Under static conditions, the silicate was studied at 200 °C while the starch and PVOH were studied at 140 °C and 200 °C. The thermal analysis in the static mode was used to identify the thermal stability at a temperature of interest to avoid the degradation and so to choose the right compounding time;
- A TGA (with dynamic conditions) was operated on a TGA Q500 system (TA Instruments, Linseis Messgeraete GmbH, Selb, Germany) under a nitrogen atmosphere. The samples were heated from room temperature to 800 °C at a heating rate of 10 °C/min and a nitrogen gas flow rate of 90 mL/min in the furnace. This temperature range was chosen to highlight the pyrolysis processes. The derivatives of the TGA curves were obtained using Universal 280 Analysis 2000, version 4 7 and Origin 2018 software.
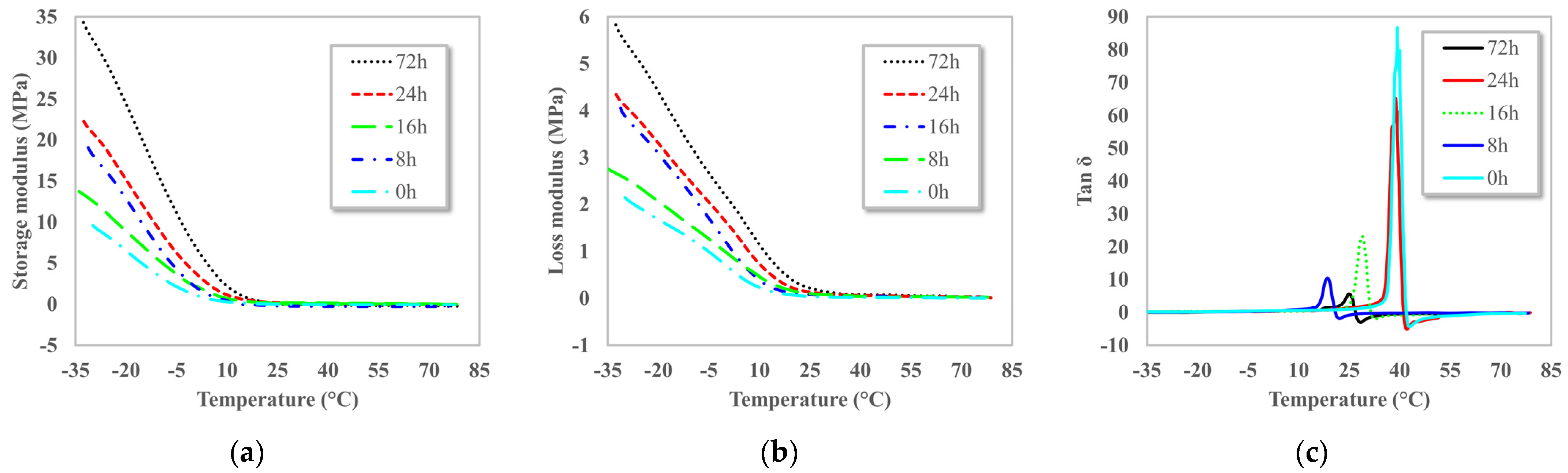
- The dynamic-mechanical properties were investigated with a DMA TRITEC 2000 B instrument (Triton Technologies) in a single cantilever mode from −60 to 100 °C with 1 Hz frequency and a 5 °C/min heating rate. During testing, the dynamic mechanical property parameters of the storage modulus, loss modulus, and loss factor were recorded from negative to positive temperatures in the ranges of interest for various applications starting from −25 °C to 160 °C.
- Color: according to ASTM D6290-19.
3. Results and Discussion
3.1. Exfoliation of Silicate via Shear Stress during Melt Compounding (Figure 1, Figure 2, Figure 3, Figure 4 and Figure 5)


3.2. Pretreatment of the Multilayered Silicate before Melt Compounding (Figure 6, Figure 7, Figure 8, Figure 9, Figure 10, Figure 11, Figure 12 and Figure 13)





4. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Ming, Y.; Zhou, Z.; Hao, T.; Nie, Y. Polymer Nanocomposites: Role of modified filler content and interfacial interaction on crystallization. Eur. Polym. J. 2022, 162, 110894. [Google Scholar] [CrossRef]
- Zaikov, G.E.; Thomas, S. Progress in polymer nanocomposite research. In Progress in Polymer Nanocomposite Research; Nova Science Pub Inc.: Hauppauge, NY, USA, 2008; pp. 1–415. [Google Scholar]
- Mai, Y.W.; Yu, Z.Z. Polymer Nanocomposites; Woodhead Publishing Ltd.: Cambridge, UK, 2006. [Google Scholar]
- Knite, M.; Teteris, V.; Polyakov, B.; Erts, D. Electric and elastic properties of conductive polymeric nanocomposites on macro-and nanoscales. Mater. Sci. Eng. C 2002, 19, 15–19. [Google Scholar] [CrossRef]
- Mao, L.; Imam, S.; Gordon, S.; Cinelli, P.; Chiellini, E. Extruded cornstarch-glycerol-polyvinyl alcohol blends: Mechanical properties, morphology, and biodegradability. J. Polym. Environ. 2000, 8, 205–211. [Google Scholar] [CrossRef]
- Müller, K.; Bugnicourt, E.; Latorre, M.; Jorda, M.; Echegoyen Sanz, Y.; Lagaron, J.M.; Miesbauer, O.; Bianchin, A.; Hankin, S.; Bölz, U. Review on the processing and properties of polymer nanocomposites and nanocoatings and their applications in the packaging, automotive and solar energy fields. Nanomaterials 2017, 7, 74. [Google Scholar] [CrossRef]
- Iroegbu, A.O.C.; Ray, S.S. Recent developments and future perspectives of biorenewable nanocomposites for advanced applications. Nanotechnol. Rev. 2022, 11, 1696–1721. [Google Scholar] [CrossRef]
- Khan, I.; Khan, I.; Saeed, K.; Ali, N.; Zada, N.; Khan, A.; Ali, F.; Bilal, M.; Akhter, M.S. Polymer nanocomposites: An overview. Smart Polym. Nanocomposites 2023, 167–184. [Google Scholar] [CrossRef]
- Zare, Y. Recent progress on preparation and properties of nanocomposites from recycled polymers: A review. Waste Manag. 2013, 33, 598–604. [Google Scholar] [CrossRef] [PubMed]
- Tang, X.; Alavi, S.; Herald, T.J. Effects of plasticizers on the structure and properties of starch–clay nanocomposite films. Carbohydr. Polym. 2008, 74, 552–558. [Google Scholar] [CrossRef]
- Wang, N.; Zhang, X.; Han, N.; Bai, S. Effect of citric acid and processing on the performance of thermoplastic starch/montmorillonite nanocomposites. Carbohydr. Polym. 2009, 76, 68–73. [Google Scholar] [CrossRef]
- Russo, M.A.L.; Truss, R.; Halley, P.J. The enzymatic hydrolysis of starch-based PVOH and polyol plasticised blends. Carbohydr. Polym. 2009, 77, 442–448. [Google Scholar] [CrossRef]
- Rzaev, Z.M.O.; Yilmazbayhan, A.; Alper, E. A one-step preparation of compatibilized polypropylene-nanocomposites by reactive extrusion processing. Adv. Polym. Technol. 2007, 26, 41–55. [Google Scholar] [CrossRef]
- Darder, M.; Aranda, P.; Ruiz-Hitzky, E. Bionanocomposites: A new concept of ecological, bioinspired, and functional hybrid materials. Adv. Mater. 2007, 19, 1309–1319. [Google Scholar] [CrossRef]
- Utracki, L.A. Polymer Blends’ Technology for Plastics Recycling. In Frontiers in the Science and Technology of Polymer Recycling; Springer: Berlin/Heidelberg, Germany, 1998; pp. 123–152. [Google Scholar]
- Utracki, L.A. Polymer Alloys and Blends: State of the Art; National Research Council Canada, Industrial Materials Institute: Boucherville, QC, Canada, 1991. [Google Scholar]
- Ishida, H. Miscibility. In Encyclopedia of Polymer Science and Engineering; John Wiley &Sons.Inc.: Hoboken, NJ, USA, 1989. [Google Scholar]
- Fernández, M.L. Demixing in polymer blends. Sci. Prog. 1990, 74, 257–277. [Google Scholar]
- Strobl, G.R. Concepts for understanding their structures and behaviour. Phys. Polym. 1996, 349–385. [Google Scholar]
- Utracki, L.A. Clay-Containing Polymeric Nanocomposites; iSmithers Rapra Publishing: Shrewsbury, UK, 2004; Volume 1. [Google Scholar]
- Koo, J.H. Polymer Nanocomposites: Processing, Characterization, and Applications; McGraw-Hill Education: New York, NY, USA, 2006. [Google Scholar]
- Alexandre, M.; Dubois, P. Polymer-layered silicate nanocomposites: Preparation, properties and uses of a new class of materials. Mater. Sci. Eng. R Rep. 2000, 28, 1–63. [Google Scholar] [CrossRef]
- Fu, S.; Sun, Z.; Huang, P.; Li, Y.; Hu, N. Some basic aspects of polymer nanocomposites: A critical review. Nano Mater. Sci. 2019, 1, 2–30. [Google Scholar] [CrossRef]
- Rivadeneira-Velasco, K.E.; Utreras-Silva, C.A.; Díaz-Barrios, A.; Sommer-Márquez, A.E.; Tafur, J.P.; Michell, R.M. Green nanocomposites based on thermoplastic starch: A review. Polymers 2021, 13, 3227. [Google Scholar] [CrossRef]
- de Freitas, A.d.S.M.; da Silva, A.P.B.; Montagna, L.S.; Nogueira, I.A.; Carvalho, N.K.; de Faria, V.S.; Dos Santos, N.B.; Lemes, A.P. Thermoplastic starch nanocomposites: Sources, production and applications–a review. J. Biomater. Sci. Polym. Ed. 2022, 33, 900–945. [Google Scholar] [CrossRef] [PubMed]
- Zakaria, N.H.; Muhammad, N.; Abdullah, M. Potential of starch nanocomposites for biomedical applications. IOP Conf. Ser. Mater. Sci. Eng. 2017, 209, 012087. [Google Scholar] [CrossRef]
- Othman, N.; Azahari, N.A.; Ismail, H. Thermal properties of polyvinyl alcohol (PVOH)/corn starch blend film. Malays. Polym. J. 2011, 6, 147–154. [Google Scholar]
- Sadhu, S.D.; Soni, A.; Garg, M. Thermal studies of the starch and polyvinyl alcohol based film and its nano composites. J. Nanomedic. Nanotechnol. S 2015, 7, 002. [Google Scholar] [CrossRef]
- Kumar, S.V.; George, J.; Sajeevkumar, V.A. PVA based ternary nanocomposites with enhanced properties prepared by using a combination of rice starch nanocrystals and silver nanoparticles. J. Polym. Environ. 2018, 26, 3117–3127. [Google Scholar] [CrossRef]
- Jagadeesh, P.; Puttegowda, M.; Mavinkere Rangappa, S.; Siengchin, S. Influence of nanofillers on biodegradable composites: A comprehensive review. Polym. Compos. 2021, 42, 5691–5711. [Google Scholar] [CrossRef]
- Zanela, J.; Casagrande, M.; Shirai, M.A.; Lima, V.A.d.; Yamashita, F. Biodegradable blends of starch/polyvinyl alcohol/glycerol: Multivariate analysis of the mechanical properties. Polimeros 2016, 26, 193–196. [Google Scholar] [CrossRef]
- Dimonie, D.; Petrache, M.; Damian, C.; Anton, L.; Musat, M.; Dima, Ş.-O.; Jinescu, C.; Maria, R. New evidences on the process sensitivity of some renewable blends based on starch considering their melt rheological properties. Int. J. Polym. Sci. 2016, 2016, 7873120. [Google Scholar] [CrossRef]
- Rahman, W.; Sin, L.T.; Rahmat, A.R.; Samad, A.A. Thermal behaviour and interactions of cassava starch filled with glycerol plasticized polyvinyl alcohol blends. Carbohydr. Polym. 2010, 81, 805–810. [Google Scholar] [CrossRef]
- Dimonie, D.; Damian, C.; Trusca, R.; Rapa, M. Some aspects conditioning the achieving of filaments for 3D printing from physical modified corn starch. Mater. Plast. 2019, 56, 351–359. [Google Scholar] [CrossRef]
- Bangar, S.P.; Purewal, S.S.; Trif, M.; Maqsood, S.; Kumar, M.; Manjunatha, V.; Rusu, A.V. Functionality and applicability of starch-based films: An eco-friendly approach. Foods 2021, 10, 2181. [Google Scholar] [CrossRef] [PubMed]
- Taguet, A.; Cassagnau, P.; Lopez-Cuesta, J.M. Structuration, selective dispersion and compatibilizing effect of (nano)fillers in polymer blends. Prog. Polym. Sci. 2014, 39, 1526–1563. [Google Scholar] [CrossRef]
- Dimonie, D.; Radovici, C.; Trandafir, I.; Pop, S.F.; Dumitriu, I.; Fierascu, R.; Jecu, L.; Petrea, C.; Zaharia, C.; CoŞErea, R. Some aspects concerning the silicate delamination for obtaining polymeric bio-hybrids based on starch. Rev. Roum. De Chim. 2011, 56, 685–690. [Google Scholar]
- Xie, F.; Pollet, E.; Halley, P.J.; Avérous, L. Starch-based nano-biocomposites. Prog. Polym. Sci. 2013, 38, 1590–1628. [Google Scholar] [CrossRef]
- Mousa, M.; Dong, Y. The role of nanoparticle shapes and structures in material characterisation of polyvinyl alcohol (PVA) bionanocomposite films. Polymers 2020, 12, 264. [Google Scholar] [CrossRef]
- Navarchian, A.H.; Jalalian, M.; Pirooz, M. Characterization of starch/poly (vinyl alcohol)/clay nanocomposite films prepared in twin-screw extruder for food packaging application. J. Plast. Film Sheeting 2015, 31, 309–336. [Google Scholar] [CrossRef]
- Guarás, M.P.; Ludueña, L.N.; Alvarez, V.A. Recent advances in thermoplastic starch biodegradable nanocomposites. In Handbook of Nanomaterials and Nanocomposites for Energy and Environmental Applications; Springer: Cham, Switzerland, 2020; pp. 1–24. [Google Scholar]
- Woldemariam, M.H.; Belingardi, G.; Koricho, E.G.; Reda, D.T. Effects of nanomaterials and particles on mechanical properties and fracture toughness of composite materials: A short review. AIMS Mater. Sci. 2019, 6, 1191–1212. [Google Scholar] [CrossRef]
- Gamage, A.; Thiviya, P.; Mani, S.; Ponnusamy, P.G.; Manamperi, A.; Evon, P.; Merah, O.; Madhujith, T. Environmental properties and applications of biodegradable starch-based nanocomposites. Polymers 2022, 14, 4578. [Google Scholar] [CrossRef]
- Kumari, S.; Yadav, B.S.; Yadav, R. Morphological and thermo-mechanical characterization of sweet potato starch based nanocomposites reinforced with barley starch nanoparticles. J. Food Sci. Technol. 2022, 59, 4924–4934. [Google Scholar] [CrossRef]
- Ginzburg, V.V. Influence of nanoparticles on miscibility of polymer blends. A simple theory. Macromolecules 2005, 38, 2362–2367. [Google Scholar] [CrossRef]
- Dimonie, D.; Radovici, C.; Pop, S.; Socoteanu, R.; Petre, C.; Fierascu, R.; Fierascu, I.; Zgarian, R.; Marius, P.; Coserea, R. Approaches Considering a Better Incorporation of Multilayered Silicate into a Polymeric Matrix Designed for Bio-Nano-Materials Obtaining. Nonlinear Opt. Quantum Opt.-Concepts Mod. Opt. 2012, 44, 137. [Google Scholar]
- Xie, W.; Gao, Z.; Pan, W.-P.; Hunter, D.; Singh, A.; Vaia, R. Thermal degradation chemistry of alkyl quaternary ammonium montmorillonite. Chem. Mater. 2001, 13, 2979–2990. [Google Scholar] [CrossRef]
- Chrissafis, K.; Bikiaris, D. Can nanoparticles really enhance thermal stability of polymers? Part I: An overview on thermal decomposition of addition polymers. Thermochim. Acta 2011, 523, 1–24. [Google Scholar] [CrossRef]
- Liu, W.-C.; Halley, P.J.; Gilbert, R.G. Mechanism of degradation of starch, a highly branched polymer, during extrusion. Macromolecules 2010, 43, 2855–2864. [Google Scholar] [CrossRef]
- Greenwood, C.T. The thermal degradation of starch. Adv. Carbohydr. Chem. 1967, 22, 483–515. [Google Scholar]
- Dimonie, D.; Dragne, M.; Trica, B.; Nicolae, C.-A.; Raduly, M.; Doncea, S.; Ladaniuc, M.; Mustatea, A.; Miu, F.; Soare, L.; et al. New Biodegradable Materials for Re-Thought Packaging from Pre-Consumer Wastes by Controlling the Storage Time as Method to Increase the Mechanical Recycling Efficiency. Materials 2023, 16, 1503. [Google Scholar] [CrossRef]
- Mohsin, M.; Hossin, A.; Haik, Y. Thermal and mechanical properties of poly (vinyl alcohol) plasticized with glycerol. J. Appl. Polym. Sci. 2011, 122, 3102–3109. [Google Scholar] [CrossRef]
- Peng, Z.; Kong, L.X. A thermal degradation mechanism of polyvinyl alcohol/silica nanocomposites. Polym. Degrad. Stab. 2007, 92, 1061–1071. [Google Scholar] [CrossRef]
- Tsuchiya, Y.; Sumi, K. Thermal decomposition products of poly (vinyl alcohol). J. Polym. Sci. Part A-1 Polym. Chem. 1969, 7, 3151–3158. [Google Scholar] [CrossRef]
- Senkevich, S.I.; Druzhinina, T.V.; Kharchenko, I.M.; Kryazhev, Y.G. Thermal transformations of polyvinyl alcohol as a source for the preparation of carbon materials. Solid Fuel Chem. 2007, 41, 45–51. [Google Scholar] [CrossRef]
- Holland, B.J.; Hay, J.N. The thermal degradation of poly (vinyl alcohol). Polymer 2001, 42, 6775–6783. [Google Scholar] [CrossRef]
- Tim, A.O. Understanding Polymer Processing: Process and Governing Equations; Carl Hanser Verlag GmbH Co KG: Munich, Germany, 2010. [Google Scholar]
- Bashir, M.A. Use of dynamic mechanical analysis (DMA) for characterizing interfacial interactions in filled polymers. Solids 2021, 2, 108–120. [Google Scholar] [CrossRef]
- Westhoff, R.P.; Kwolek, W.F.; Otey, F.H. Starch-Polyvinyl Alcohol Films–Effect of Various Plasticizers. Starch-Stärke 1979, 31, 163–165. [Google Scholar] [CrossRef]
- Javed, A.; Ullsten, H.; Järnström, L.; Ernstsson, M. Study of starch and starch-PVOH blends and effects of plasticizers on mechanical and barrier properties of coated paperboard. Nord. Pulp Pap. Res. J. 2016, 31, 499–510. [Google Scholar] [CrossRef]
- Mohamed, R.; Mutalib, N.W.A.; Norizan, M.N.; Hirzin, R.S.N.; Isa, S.A.M. Effect of different plasticizers on tensile properties of PVA/sago starch system before and after weathering exposure. AIP Conf. Proc. 2018, 1985, 030005. [Google Scholar]
- Aydın, A.A.; Ilberg, V. Effect of different polyol-based plasticizers on thermal properties of polyvinyl alcohol: Starch blends. Carbohydr. Polym. 2016, 136, 441–448. [Google Scholar] [CrossRef]
- Michels, L.; Da Fonseca, C.L.S.; Méheust, Y.; Altoe, M.A.S.; Dos Santos, E.C.; Grassi, G.; Droppa Jr, R.; Knudsen, K.D.; Cavalcanti, L.P.; Hunvik, K.W.B. The Impact of Thermal History on Water Adsorption in a Synthetic Nanolayered Silicate with Intercalated Li+ or Na+. J. Phys. Chem. C 2020, 124, 24690–24703. [Google Scholar] [CrossRef]
- Newman, A.C.D. The interaction of water with clay mineral surfaces. Monogr. Mineral. Soc. 1987, 6, 237–274. [Google Scholar]
- Amorim, C.L.G.; Lopes, R.T.; Barroso, R.C.; Queiroz, J.C.; Alves, D.B.; Perez, C.A.; Schelin, H.R. Effect of clay–water interactions on clay swelling by X-ray diffraction. Nucl. Instrum. Methods Phys. Res. Sect. A Accel. Spectrometers Detect. Assoc. Equip. 2007, 580, 768–770. [Google Scholar] [CrossRef]
- Lin, Y.T.; Smith, N.J.; Banerjee, J.; Agnello, G.; Manley, R.G.; Walczak, W.J.; Kim, S.H. Water adsorption on silica and calcium-boroaluminosilicate glass surfaces—Thickness and hydrogen bonding of water layer. J. Am. Ceram. Soc. 2021, 104, 1568–1580. [Google Scholar] [CrossRef]

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| I 28-0 | I 28-90 | Changes, I 28-90 Versus I 28-0 | |||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| 2 θ, o | d, Å | Crystal Size, Å | Intensity, Counts/s | 2 θ, o | d, Å | Crystal Size, Å | Intensity, Counts/s | 2 θ, o | d, Å | Crystal Size, Å | Intensity, Counts/s |
| 4.21 | 24.39 | 114.03 | 20.000 | 4.26 | 24.08 | 91.73 | 20.000 | ↑ 0.05 | ↓ 0.31 | ↓ 22.3 | 0 |
| 6.01 | 17.05 | 64.82 | 4000 | - | - | - | - | ||||
| 8.31 | 12.35 | 148.34 | 1.400 | 8.36 | 12.27 | 155.36 | 1.500 | ↑ 0.075 | ↓ 0.074 | ↑ 11.02 | ↑ 100 |
| Sample | 2 θ, ° | Intensity, Counts/s | Inter-Basal Spacing (d), Å |
|---|---|---|---|
| Materials | |||
| NaMMT | 6.93/3.01 | 100.47/98.14 | 5.35/12.77 |
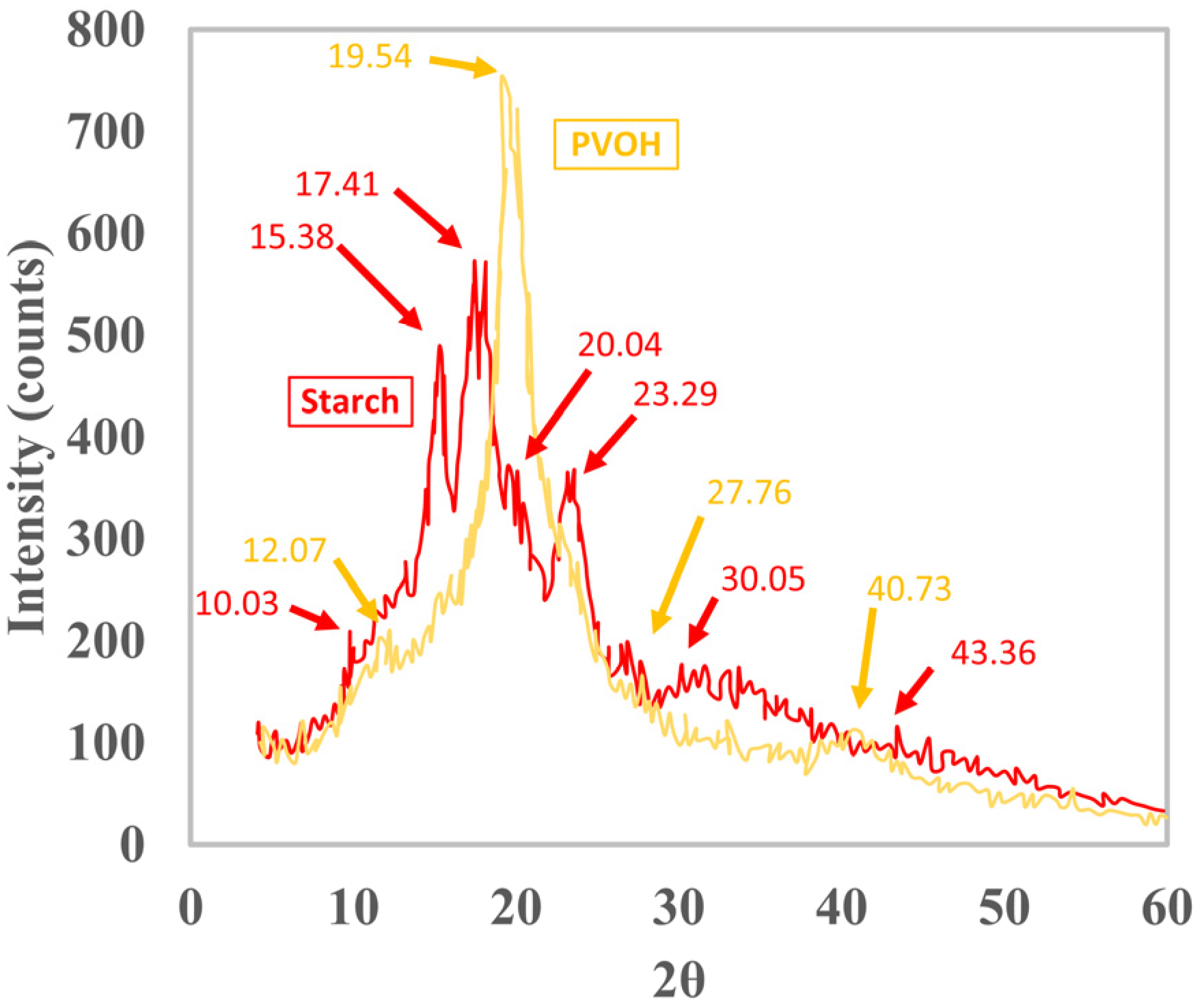
| Starch | 10.03/15.35/17.41/20.04/23.29/30.05/43.36 | 225/525/570/405/148/75 | 7.99/5.9/5.2/4.9/4.7/4.5/3.9/3.7/3.36 |
| PVOH | 12.07/19.54/27.76/40.73 | 190/740/148/80 | 3.89/4.5/8.12 |
| Compounds with NaMMT Thermo-mechanical pretreatment at 50 °C | |||
| Time, h | 2 θ, ° | Intensity, counts/s | Inter-basal spacing (d), Å |
| 8 | 6.93 | 32.3 | 29.21/- |
| 16 | 6.99 | 24.03 | 29.08/- |
| 24 | 6.53 | 42.55 | 29.09/- |
| 72 | 4.84 | 41.66 | 29.21/- |
| 288 | 4.38 | 35.22 | 30.21/- |
| Time, h | 2 θ, ° | Intensity, Counts/s | Inter-Basal Spacing (d), Å |
|---|---|---|---|
| 0 | 4.70/9.44 | 154.95/67.78 | 18.80/9.37 |
| 8 | 4.72/9.47 | 229.27/67.34 | 18.70/9.34 |
| 16 | 4.77/9.58 | 160.18/65.45 | 18.52/9.23 |
| 24 | 4.68/9.37 | 147.83/54.99 | 18.90/9.44 |
| 72 | 4.65/9.32 | 110.93/51.72 | 19.00/9.49 |
| 288 | 4.63/9.57 | 53.64/28.10 | 9.24 |
| Pre-Treatment Time, h | 2 θ, ° | Intensity, Counts/s |
|---|---|---|
| 0 | 19.22/20.85/21.92/23.77/28.8 | 80/83/67.71/63.63/49.3 |
| 8 | 19.13/20.9/23.85/29.03 | 73.13/69.21/56.09/44.17 |
| 16 | 19.81/20.79/23.77/278.8 | 80/83/67.71/63.63/49.3 |
| 24 | 19.41/20.82/24/29.26 | 64.65/83/62.27/50.72 |
| 72 | 19.02/20.42/23.74 | 58/56/50 |
| 288 | 16.63/19.06/22 | 23.9/39.62/35 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Dimonie, D.; Grigorescu, R.M.; Trică, B.; Damian, C.-M.; Vasile, E.; Trusca, R.; Nicolae, C.-A.; Constantinescu-Aruxandei, D.; Oancea, F. Increasing the Efficiency of Multilayered Silicate Melt Incorporation into Starch-Based Polymeric Matrices. J. Compos. Sci. 2024, 8, 72. https://doi.org/10.3390/jcs8020072
Dimonie D, Grigorescu RM, Trică B, Damian C-M, Vasile E, Trusca R, Nicolae C-A, Constantinescu-Aruxandei D, Oancea F. Increasing the Efficiency of Multilayered Silicate Melt Incorporation into Starch-Based Polymeric Matrices. Journal of Composites Science. 2024; 8(2):72. https://doi.org/10.3390/jcs8020072
Chicago/Turabian StyleDimonie, Doina, Ramona Marina Grigorescu, Bogdan Trică, Celina-Maria Damian, Eugeniu Vasile, Roxana Trusca, Cristian-Andi Nicolae, Diana Constantinescu-Aruxandei, and Florin Oancea. 2024. "Increasing the Efficiency of Multilayered Silicate Melt Incorporation into Starch-Based Polymeric Matrices" Journal of Composites Science 8, no. 2: 72. https://doi.org/10.3390/jcs8020072
APA StyleDimonie, D., Grigorescu, R. M., Trică, B., Damian, C.-M., Vasile, E., Trusca, R., Nicolae, C.-A., Constantinescu-Aruxandei, D., & Oancea, F. (2024). Increasing the Efficiency of Multilayered Silicate Melt Incorporation into Starch-Based Polymeric Matrices. Journal of Composites Science, 8(2), 72. https://doi.org/10.3390/jcs8020072