
The Effect of Epoxy Resin on the Infiltration of Porous Metal Parts Formed through Laser Powder Bed Fusion

 ,
, 
Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Characterization of Thermal Properties
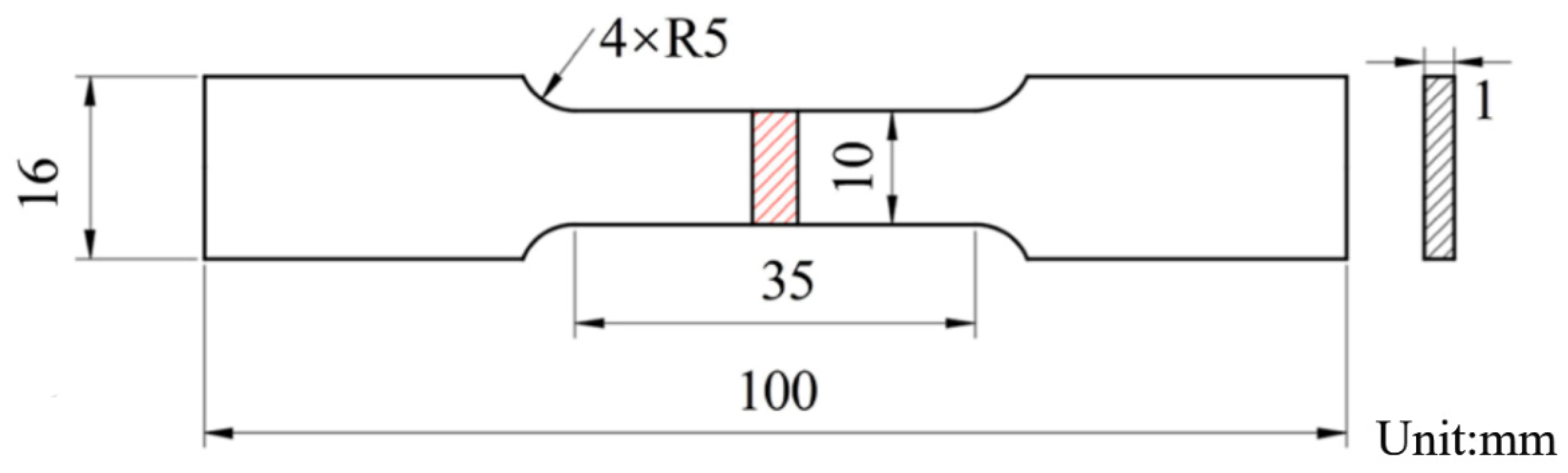
2.3. Microstructure and Mechanical Properties
3. Results and Discussion
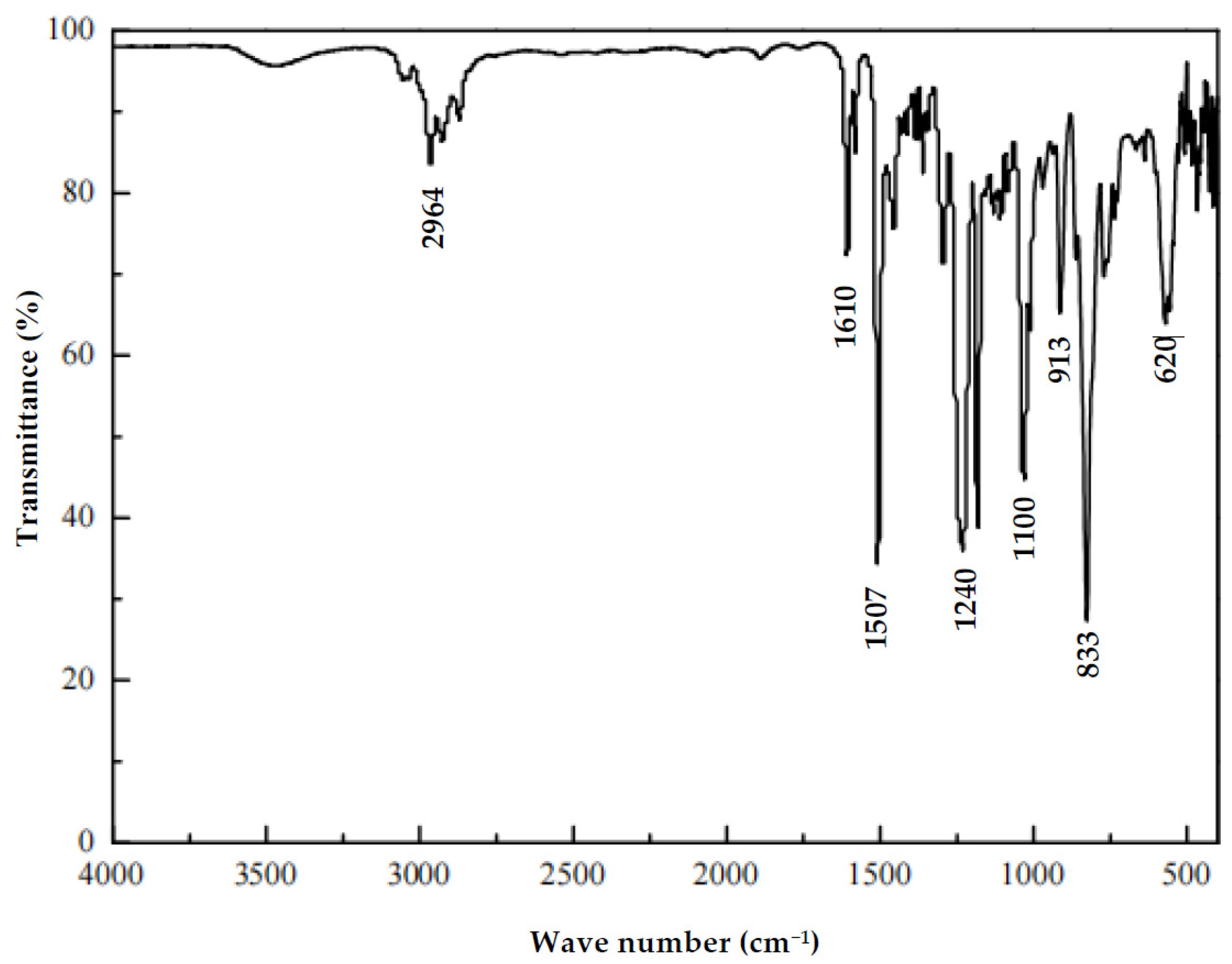
3.1. Characterization of Epoxy Resin
3.2. Preparation of Epoxy Resin Dispersion System
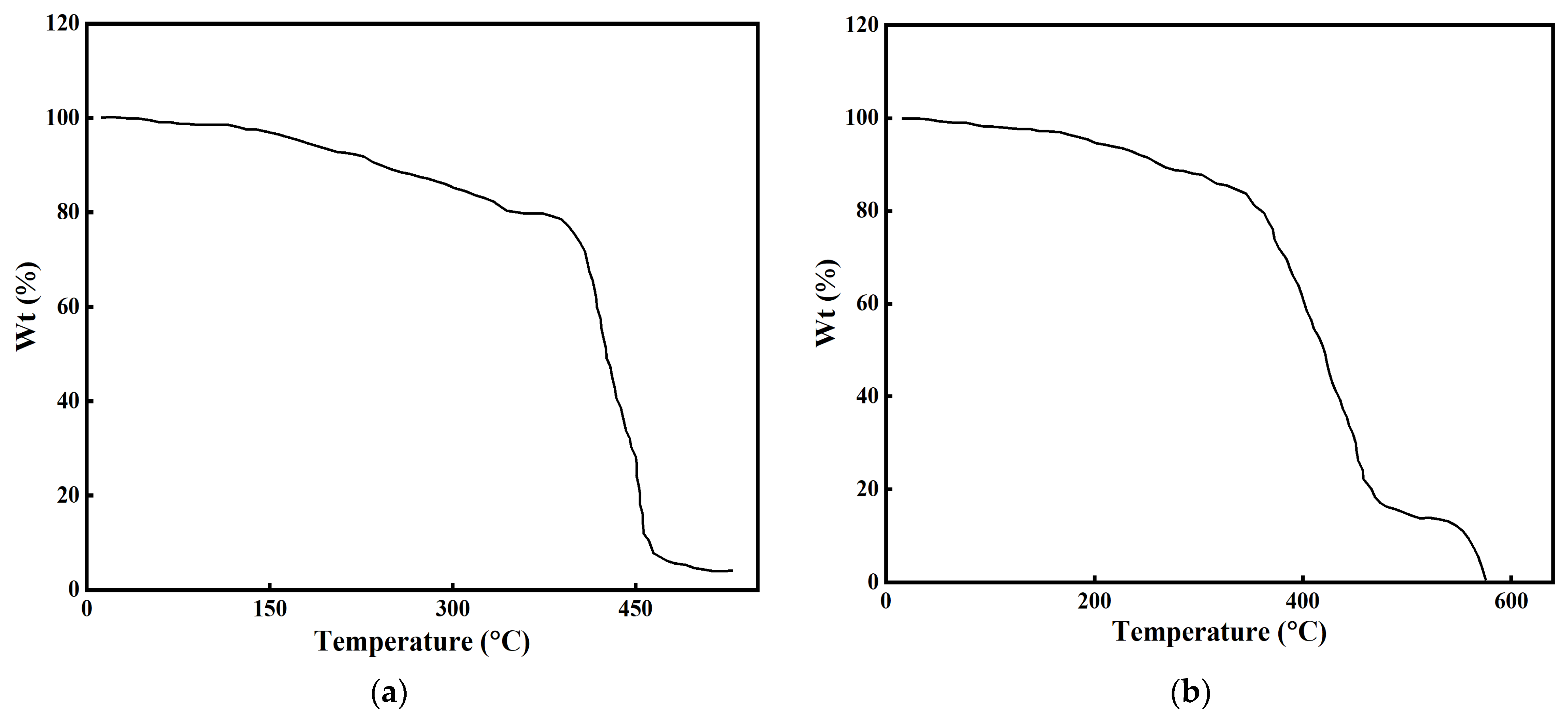
3.3. Thermal Properties of Cured Epoxy Resins
3.4. Infiltration Process of Epoxy Resin
3.5. Heat Stability after Infiltration
3.6. Microstructure after Infiltration
3.7. Infiltration Theory of Porous Media
3.8. Analysis of Mechanical Properties after Infiltration
4. Conclusions
- The infrared and nuclear magnetic spectra of epoxy resin were analyzed, and the absorption peaks and characteristic peaks of each group and functional group were obtained. The temperature curves of TGA and DTG of EP-0, EP2-1, EP1-1, and EP1-2 epoxy resin dispersion systems were analyzed, and the decomposition temperature characteristics, carbon residues, and influencing factors of the different systems were obtained.
- The changes in viscosity during the infiltration process were analyzed. The viscosity was the lowest at 120 °C, and it was found through DSC that the curing reaction had begun at 100 °C, which played a key role in the rotation of the optimal curing temperature. The thermal stability of the cured sample was analyzed, showing that the heat resistance temperature was increased from 300 °C to 400 °C, by nearly 100 °C.
- Comparative analysis of the microstructures of the impregnated sample showed that the density was significantly increased and their structure was more dense. In addition, the mechanical properties of the EP-0, EP2-1, EP1-1, and EP1-2 epoxy resin dispersion systems were compared after infiltration, and the samples were tested after subjection to certain curing temperatures and curing times. The results showed that the curing temperature of EP2-1 was 160 °C and the curing time was 6 h.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Monzon, M.D.; Paz, R.; Ortega, F.; Chapela, J.A.; Conde, C. Process for reinforcing SLS parts by epoxy resin. Rapid Prototyp. J. 2015, 21, 322–328. [Google Scholar] [CrossRef]
- Sow, M.; De Terris, T.; Castelnau, O.; Hamouche, Z.; Coste, F.; Fabbro, R.; Peyre, P. Influence of beam diameter on Laser Powder Bed Fusion (L-PBF) process. Addit. Manuf. 2020, 36, 101532. [Google Scholar] [CrossRef]
- Singh, R.; Gupta, A.; Tripathi, O.; Srivastava, S.; Singh, B.; Awasthi, A.; Rajput, S.; Sonia, P.; Singhal, P.; Saxena, K.K. Powder bed fusion process in additive manufacturing: An overview. Mater. Today Proc. 2020, 26, 3058–3070. [Google Scholar] [CrossRef]
- Wang, J.; Zhu, R.; Liu, Y.; Zhang, L. Understanding melt pool characteristics in laser powder bed fusion: An overview of single- and multi-track melt pools for process optimization. Adv. Powder Mater. 2023, 2, 100137. [Google Scholar] [CrossRef]
- Guo, A.; Wang, J.; Tang, R.; Kong, H.; Kong, D.; Qu, P.; Wang, S.; Wang, H.; Hu, Y. Insights into the effects of epoxy resin infiltration on powder aging issue induced by powder recycling in powder bed fusion of Nylon12 materials. J. Mater. Res. Technol. 2023, 23, 3151–3165. [Google Scholar] [CrossRef]
- Campbell, C.G.; Astorga, D.J.; Martinez, E.; Celina, M. Selective laser sintering (SLS)-printable thermosetting resins via controlled conversion. MRS Commun. 2021, 11, 173–178. [Google Scholar] [CrossRef]
- Liu, K.; Shi, Y.; Li, C.; Hao, L.; Liu, J.; Wei, Q. Indirect selective laser sintering of epoxy resin-Al2O3 ceramic powders combined with cold isostatic pressing. Ceram. Int. 2014, 40, 7099–7106. [Google Scholar] [CrossRef]
- Wang, D.; Liu, L.; Deng, G.; Deng, C.; Bai, Y.; Yang, Y.; Wu, W.; Chen, J.; Liu, Y.; Wang, Y.; et al. Recent progress on additive manufacturing of multi-material structures with laser powder bed fusion. Virtual Phys. Prototyp. 2022, 17, 329–365. [Google Scholar] [CrossRef]
- Shi, Y.; Chen, J.; Wang, Y.; Li, Z.; Huang, S. Study of the selective laser sintering of polycarbonate and postprocess for parts reinforcement. Proc. Inst. Mech. Eng. Part L J. Mater. Des. Appl. 2007, 221, 37–42. [Google Scholar] [CrossRef]
- Jin, L.; Zhang, K.; Xu, T.; Zeng, T.; Cheng, S. The fabrication and mechanical properties of SiC/SiC composites prepared by SLS combined with PIP. Ceram. Int. 2018, 44, 20992–20999. [Google Scholar] [CrossRef]
- Sutton, A.T.; Kriewall, C.S.; Leu, M.C.; Newkirk, J.W.J.V.; Prototyping, P. Powder characterisation techniques and effects of powder characteristics on part properties in powder-bed fusion processes. Virtual Phys. Prototyp. 2017, 12, 3–29. [Google Scholar] [CrossRef]
- Criales, L.E.; Arısoy, Y.M.; Lane, B.; Moylan, S.; Donmez, A.; Özel, T. Laser powder bed fusion of nickel alloy 625: Experimental investigations of effects of process parameters on melt pool size and shape with spatter analysis. Int. J. Mach. Tools Manuf. 2017, 121, 22–36. [Google Scholar] [CrossRef]
- Yan, C.; Shi, Y.; Yang, J.; Liu, J. Preparation and selective laser sintering of nylon-12 coated metal powders and post processing. J. Am. Acad. Dermatol. 2009, 209, 5785–5792. [Google Scholar] [CrossRef]
- Olakanmi, E.O.T.; Cochrane, R.F.; Dalgarno, K.W. A review on selective laser sintering/melting (SLS/SLM) of aluminium alloy powders: Processing, microstructure, and properties. Prog. Mater. Sci. 2015, 74, 401–477. [Google Scholar] [CrossRef]
- Khairallah, S.A.; Anderson, A.T.; Rubenchik, A.; King, W.E. Laser powder-bed fusion additive manufacturing: Physics of complex melt flow and formation mechanisms of pores, spatter, and denudation zones. Acta Mater. 2016, 108, 36–45. [Google Scholar] [CrossRef]
- Matthews, M.J.; Guss, G.; Khairallah, S.A.; Rubenchik, A.M.; Depond, P.J.; King, W.E. Denudation of metal powder layers in laser powder bed fusion processes. Acta Mater. 2016, 114, 33–42. [Google Scholar] [CrossRef]
- Gibson, I.; Rosen, D.; Stucker, B.; Khorasani, M. Powder bed fusion. In Additive Manufacturing Technologies; Springer: Cham, Switzerland, 2020; pp. 125–170. [Google Scholar]
- Snyder, J.C.; Thole, K.A. Understanding laser powder bed fusion surface roughness. J. Manuf. Sci. Eng. 2020, 142, 071003. [Google Scholar] [CrossRef]
- Hooper, P.A. Melt pool temperature and cooling rates in laser powder bed fusion. Addit. Manuf. 2018, 22, 548–559. [Google Scholar] [CrossRef]
- Levkulich, N.; Semiatin, S.; Gockel, J.; Middendorf, J.; DeWald, A.; Klingbeil, N. The effect of process parameters on residual stress evolution and distortion in the laser powder bed fusion of Ti-6Al-4V. Addit. Manuf. 2019, 28, 475–484. [Google Scholar] [CrossRef]
- Kusoglu, I.M.; Gökce, B.; Barcikowski, S. Research trends in laser powder bed fusion of Al alloys within the last decade. Addit. Manuf. 2020, 36, 101489. [Google Scholar] [CrossRef]
- Denlinger, E.R. Thermomechanical model development and in situ experimental validation of the Laser Powder-Bed Fusion process. Thermo-Mech. Model Addit. Manuf. 2017, 16, 215–227. [Google Scholar] [CrossRef]
- Cordova, L.; Bor, T.; de Smit, M.; Campos, M.; Tinga, T. Measuring the spreadability of pre-treated and moisturized powders for laser powder bed fusion. Addit. Manuf. 2020, 32, 101082. [Google Scholar] [CrossRef]
- Yin, J.; Wang, D.; Yang, L.; Wei, H.; Dong, P.; Ke, L.; Wang, G.; Zhu, H.; Zeng, X. Correlation between forming quality and spatter dynamics in laser powder bed fusion. Addit. Manuf. 2020, 31, 100958. [Google Scholar] [CrossRef]
- Young, Z.A.; Guo, Q.; Parab, N.D.; Zhao, C.; Qu, M.; Escano, L.I.; Fezzaa, K.; Everhart, W.; Sun, T.; Chen, L. Types of spatter and their features and formation mechanisms in laser powder bed fusion additive manufacturing process. Addit. Manuf. 2020, 36, 101438. [Google Scholar] [CrossRef]
- Narasimharaju, S.R.; Zeng, W.; See, T.L.; Zhu, Z.; Scott, P.; Jiang, X.; Lou, S. A comprehensive review on laser powder bed fusion of steels: Processing, microstructure, defects and control methods, mechanical properties, current challenges and future trends. J. Manuf. Process. 2022, 75, 375–414. [Google Scholar] [CrossRef]
- Paul, M.J.; Liu, Q.; Best, J.P.; Li, X.; Kruzic, J.J.; Ramamurty, U.; Gludovatz, B. Fracture resistance of AlSi10Mg fabricated by laser powder bed fusion. Acta Mater. 2021, 211, 116869. [Google Scholar] [CrossRef]
- Jibing, C.; Junsheng, C.; Junsheng, Y.; Yiping, W. Selective laser sintering of acrylonitrile butadiene styrene polymer and post-processing enhancement: An experimental study. Iran. Polym. J. 2023, 32, 1537–1550. [Google Scholar] [CrossRef]
- Khaing, M.; Fuh, J.; Lu, L. Direct metal laser sintering for rapid tooling: Processing and characterisation of EOS parts. J. Am. Acad. Dermatol. 2001, 113, 269–272. [Google Scholar] [CrossRef]
- Zhou, J.G.; Kokkengada, M.; He, Z.; Kim, Y.S.; A Tseng, A. Low temperature polymer infiltration for rapid tooling. Mater. Des. 2004, 25, 145–154. [Google Scholar] [CrossRef]
- Martin, A.A.; Calta, N.P.; Khairallah, S.A.; Wang, J.; Depond, P.J.; Fong, A.Y.; Thampy, V.; Guss, G.M.; Kiss, A.M.; Stone, K.H.; et al. Dynamics of pore formation during laser powder bed fusion additive manufacturing. Nat. Commun. 2019, 10, 1987. [Google Scholar] [CrossRef] [PubMed]
- Salmi, A.; Calignano, F.; Galati, M.; Atzeni, E. An integrated design methodology for components produced by laser powder bed fusion (L-PBF) process. Virtual Phys. Prototyp. 2018, 13, 191–202. [Google Scholar] [CrossRef]
- Masoomi, M.; Thompson, S.M.; Shamsaei, N. Laser powder bed fusion of Ti-6Al-4V parts: Thermal modeling and mechanical implications. Int. J. Mach. Tools Manuf. 2017, 118–119, 73–90. [Google Scholar] [CrossRef]
- Ahmed, N.; Barsoum, I.; Haidemenopoulos, G.; Abu Al-Rub, R. Process parameter selection and optimization of laser powder bed fusion for 316L stainless steel: A review. J. Manuf. Process. 2022, 75, 415–434. [Google Scholar] [CrossRef]
- Qu, S.; Ding, J.; Fu, J.; Fu, M.; Zhang, B.; Song, X. High-precision laser powder bed fusion processing of pure copper. Addit. Manuf. 2021, 48, 102417. [Google Scholar] [CrossRef]
- Jones, A.; Leary, M.; Bateman, S.; Easton, M. Effect of surface geometry on laser powder bed fusion defects. J. Am. Acad. Dermatol. 2021, 296, 117179. [Google Scholar] [CrossRef]
- Heigel, J.C.; Lane, B.M. Measurement of the melt pool length during single scan tracks in a commercial laser powder bed fusion process. J. Manuf. Sci. Eng. 2018, 140, 051012. [Google Scholar] [CrossRef]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Performance Parameter | Value |
|---|---|
| Softening point (°C) | 64~76 |
| Epoxide number | 0.18~0.22 |
| Epoxy equivalent | 450~525 |
| Organochlorine content (%) | ≤0.02 |
| Inorganic chlorine content (%) | ≤0.05 |
| Average molecular weight | 850~1050 |
| Volatility (110 °C, 3 h) | ≤1.0 |
| Appearance | Yellow to amber brittle solids |
| Sample | Tg (°C) | Td (°C) | T50% (°C) | Tmax (°C) | R700 (%) |
|---|---|---|---|---|---|
| EP-0 | 230 | 370 | 452 | 503 | 12 |
| EP2-1 | 255 | 365 | 448 | 498 | 23 |
| EP1-1 | 294 | 371 | 486 | 489 | 25 |
| EP1-2 | 305 | 375 | 502 | 487 | 28 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Chen, J.; Liu, Y.; She, Y.; Yang, Y.; Du, X.; Yang, J.; Wu, Y. The Effect of Epoxy Resin on the Infiltration of Porous Metal Parts Formed through Laser Powder Bed Fusion. J. Compos. Sci. 2024, 8, 99. https://doi.org/10.3390/jcs8030099
Chen J, Liu Y, She Y, Yang Y, Du X, Yang J, Wu Y. The Effect of Epoxy Resin on the Infiltration of Porous Metal Parts Formed through Laser Powder Bed Fusion. Journal of Composites Science. 2024; 8(3):99. https://doi.org/10.3390/jcs8030099
Chicago/Turabian StyleChen, Jibing, Yanfeng Liu, Yong She, Yang Yang, Xinyu Du, Junsheng Yang, and Yiping Wu. 2024. "The Effect of Epoxy Resin on the Infiltration of Porous Metal Parts Formed through Laser Powder Bed Fusion" Journal of Composites Science 8, no. 3: 99. https://doi.org/10.3390/jcs8030099
APA StyleChen, J., Liu, Y., She, Y., Yang, Y., Du, X., Yang, J., & Wu, Y. (2024). The Effect of Epoxy Resin on the Infiltration of Porous Metal Parts Formed through Laser Powder Bed Fusion. Journal of Composites Science, 8(3), 99. https://doi.org/10.3390/jcs8030099