Abstract
This study investigates the influence of fabric weave design and adhesive type on the adhesion quality and mechanical properties of Kevlar woven fabric-reinforced laminates (FRLs). Three adhesives (EVA, EVOH, and TPU) and three weave structures (plain, 2/2 twill, and crowfoot) were analyzed while keeping other fabric parameters constant. Both weave structure and adhesive type, as well as their interactions, significantly influenced adhesion and mechanical performance. Combinations like the crowfoot weave with EVOH adhesive enhanced adhesion due to increased surface contact, while the 2/2 twill weave with EVA adhesive improved tear strength but resulted in weaker adhesion, highlighting the trade-offs in material design. A negative correlation between yarn pullout force and tear resistance was observed, particularly for EVA and EVOH adhesives, where improved adhesion often coincided with reduced tear resistance. Tensile strength varied significantly across weaves, with twill exhibiting the highest strength, followed by plain and crowfoot weaves. This study highlights the critical role of weave design and adhesive choice in FRLs, providing valuable insights for optimizing material selection to meet specific industrial performance criteria.
1. Introduction
Woven fabric-reinforced laminates (FRLs) are critical materials in various applications, including aerospace, automotive, and personal protective equipment, due to their superior mechanical properties and lightweight characteristics [1]. These applications demand materials that can withstand extreme conditions, such as high-velocity impacts in ballistic protection, aerodynamic forces in aerospace structures, and mechanical wear in automotive components. Additionally, strong adhesive bonding is crucial in inflatables and other high-performance laminates to prevent delamination and rupture, ensuring structural integrity under pressurization and dynamic loading [2,3]. FRLs are typically constructed using plain woven fabrics, known for their high tensile strength due to the maximum inter-fiber friction resulting from the numerous weave interlacing. However, other weave types may offer better adhesive properties due to their different structural characteristics and inter-fiber interactions [3,4,5]. Despite the known advantages of FRLs, there is a significant gap in understanding how different weave structures and adhesive types interact to influence adhesion quality and mechanical performance [4,5,6,7,8,9,10,11]. Various studies have shown that the adhesion quality in woven fabric-reinforced composites is significantly influenced by the weave design of the fabric [12,13,14,15,16]. However, existing literature has largely focused on individual properties without addressing the complex combined interactions between weave structure and adhesive selection. Examining how fabric structure influences adhesion strength is essential for optimizing FRL performance. This optimization involves improving not only the mechanical properties but also the adhesion properties, which are crucial for the integrity and durability of the laminated structure [2,17]. This study evaluates the influence of three weave designs (crowfoot, plain, and 2/2 twill) on adhesion quality in FRLs, focusing on how adhesive selection interacts with these weave structures to determine overall mechanical performance. By addressing these gaps, we seek to provide insights that will enhance the design and application of FRLs in their various applications.
Woven fabrics feature a periodic structure that enables the identification of the smallest repeating unit, which represents the entire woven fabric. It is the basic building block of the fabric’s structure, consisting of the interlacing points of warp (lengthwise) and weft (crosswise) yarns [13]. The configuration and arrangement of these yarns within the weave repeat, which, as shown in Figure 1a–c, represents the overall woven fabric and determines the fabric’s mechanical and physical properties. Fabric tensile strength generally increases with fabric cover factor, mass per unit area, and the number of weave interlacing. Cover refers to the extent to which the yarns in a fabric cover the surface area (known as optic cover). It is a measure of the density and opacity of the fabric, determined by the proportion of the surface area covered by yarns. Higher cover means less space between yarns, resulting in a denser and more opaque fabric [18]. The cover factor also relates to the tightness of the fabric, indicating how closely packed the yarns are within the fabric structure [15,16]. The number of interlacings refers to the frequency at which the warp and weft yarns cross over and under each other in the weaving process [12,14,15,19]. The plain weave, characterized by the highest number of interlacings, exhibits superior tensile strength, abrasion resistance, stiffness, and pilling resistance compared to other weaves. This performance is primarily attributed to its increased interlacement between warp and weft yarns and its shorter float lengths [15,20,21,22]. Fabrics with more interlacements benefit from increased stability, as the interlacing points act as anchor points that securely hold the yarns in place, reducing the likelihood of slippage and enhancing the fabric’s ability to withstand tensile forces. In contrast, weaves with longer float lengths and fewer interlacements tend to exhibit lower tensile strength but higher tear strength, as the reduced number of anchor points allows the yarns to slide and redistribute stress more effectively during tearing [20]. This is evident from the plain weave in Figure 1e, where the highest number of interlacings forms a tightly packed structure. In contrast, the 2 × 2 twill weave in Figure 1f shows a diagonal pattern with fewer interlacings, offering moderate stability. The crowfoot weave in Figure 1d displays the least interlacings, resulting in a more open structure, which may provide less tensile strength. Among different weave structures, plain weave, with its highest number of yarn intersections due to weave interlacing and shortest float lengths, typically exhibits the greatest tensile strength [23]. This high strength is attributed to the tight structure (high inter-fiber friction) and uniform distribution of yarns, which enhances the mechanical interlocking that reduces the effective gauage length and weak link effect. The densely packed yarns distribute the applied loads more effectively across the fabric, reducing the stress on individual yarns and enhancing the overall strength of the fabric [15].
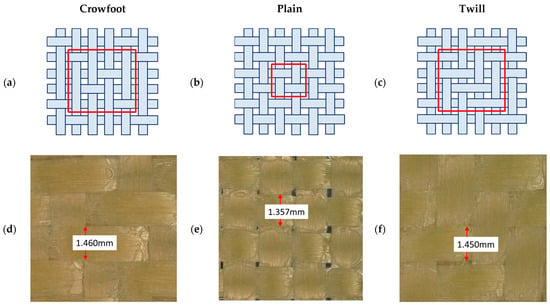
Figure 1.
Unit cells (highlighted in red) for (a) crowfoot, (b) plain, and (c) 2/2 twill weave and microscopic images (×20) showing yarn thickness for (d) crowfoot, (e) plain, and (f) 2/2 twill weave.
Tensile strength is a critical factor as it determines the laminate’s ability to withstand stretching forces without breaking, but the role of weave structure extends beyond this property, influencing other key attributes. The weave design significantly influences other characteristics such as tearing strength and bending length (stiffness) [12]. Tearing strength is the fabric’s ability to resist tearing forces, which is crucial for durability, while bending length relates to the fabric’s stiffness and flexibility. The weave and strength of the yarns primarily determines the tensile strength and tear resistance in either the warp or weft direction; however, the weave pattern has prounubced effect on tearing strength and stiffness. For instance, fabrics with fewer interlacings, such as twill and satin weaves, tend to have higher tearing strength due to the longer float lengths and hence higher mobility that allow the yarns to move to the delta zone and resist the tear propagation as a group rather than indvidually to absorb more force before breaking.
Research has shown that weave pattern can also significantly influence adhesion strength as well. Studies comparing plain, twill, and satin weaves found that adhesion is typically higher in twill and satin weaves compared to plain weave [14]. This can be attributed to the longer floats and fewer interlacings in twill and satin weaves, which provide more contact area for the adhesive, enhancing bonding strength. For example, Malengier et al. demonstrated that twill fabric offers better adhesion for PLA filament compared to plain weave [24], while Silvestre et al. found superior adhesion in satin weave compared to both twill and plain weaves [25]. Futhermore, Haddad and Black found that 2/2 twill had the same peel strength in both the warp and weft directions but 1 × 3 twill had higher peel strength in the direction where the filling yarns were exposed because the filling yarns were free of sizing material and core spun to accentuate adhesion [26]. Microscopic studies of mode I delamination fracture mechanisms in a 5H-satin weave carbon/epoxy revealed periodic debonding of transversely oriented yarns at the crack plane and crack branching around the debonded yarn [13]. This debonding, which requires input of mechanical work, contributes to the fracture toughness and is highly dependent on the degree of constraint of the transverse yarns imposed by the interlaced longitudinal yarns. A longer float length, indicating fewer interlacings, promotes yarn debonding, thus influencing fracture resistance.
The tear test is performed to assess the material’s resistance to tearing or propagation of pre-existing flaws or defects within the material. While tear tests primarily focus on evaluating a material’s resistance to tearing, they can indirectly provide information about adhesion in certain cases, particularly when the tear propagates along an interface where adhesion plays a significant role. This phenomenon is related to the tightness theory [19], which states that tighter textiles have lower tear strength than looser fabrics because the yarns in tighter fabrics are broken individually. In looser fabrics, however, they congregate, and numerous yarns are torn at once, resulting in higher tear strength. Plain weave, being the simplest design, has the most crossing points and therefore the greatest tensile strength but weakest tearing strength. Variations such as twill weave, basket weave, and satin weave exhibit fewer interlacings, resulting in higher tear resistance but lower tensile strength [23]. The length of the warp/weft thread float also affects mechanical properties; longer floats diminsh tensile strength because the yarns can slide more easily under tension, which may allow for greater movement and deformation compared to the tightly interlocked yarns of a plain woven fabric [17].
Similarly, when the adhesion is high in laminates, each yarn is torn individually, like that in tighter fabrics. In contrast, when adhesion is weak, delamination occurs, and the yarns congregate, if the weave and other fabric parameters permit, resulting in increased tear strength. Chang et al. corroborated this theory and discovered that adhesion threshold strength increases in direct proportion to the degree of interfacial bonding and very low values for the recorded tear strength, denoted by the multiple levels of crosslinking used in their experimentations [27]. This notion is not always simple as there are several other factors in unique systems that might also alter tears. Qui et al. reported contradicting results, as the adhesion in their system increased as did the tear strength [28]. It is difficult to draw conclusions on what effects may have caused this as most recent publications on tear strength are focused on mechanical properties and the effects and correlations with adhesion have not been parametrically studied systematically, especially with different weave designs. Therefore, there appears to be a trade-off between maintaining high mechanical properties and improving adhesive properties, necessitating a balance between the two based on the weave design. This study aims to provide additional insights into the relationship among weave structure, adhesion strength, and mechanical properties in woven fabric-reinforced laminates. To nulify the effect of cover and fabric weight, we selected three woven fabrics with the same structure parameters but different weave designs, namely plain, twill, and 4-harness satin (better known as crowfoot), and three adhesives to study the effect of weave design, adhesive type, and their interaction on FRL performance quatified by yarn pullout (adhesion performance), tensile, and tear strength.
This study aims to elucidate the relationship between weave structure and adhesive type, filling the existing gaps in the literature regarding their combined effects on adhesion quality and mechanical properties of FRLs. Our earlier work highlighted the importance of woven fabric parameters, such as varying fiber type, areal density, and fabric count, in determining adhesive strength and laminate performance [1]. By systematically analyzing plain, crowfoot, and 2/2 twill weaves in conjunction with various adhesives, we seek to provide comprehensive insights that will enhance the design and performance of FRLs across industries reliant on high-performance FRLs. A key contribution of this work is its detailed investigation of the trade-off between adhesion strength and tear resistance, which has not been fully addressed in previous research. Unlike conventional studies that focus primarily on bonding strength, this study integrates yarn pullout, tear, and tensile tests to uncover the complex interplay among fiber mobility, adhesive penetration, and fabric failure modes. Through SEM analysis, we demonstrate that stronger adhesion enhances pullout resistance but limits yarn mobility during tearing, leading to premature failure, whereas weaker adhesion allows for higher tear resistance by enabling stress redistribution. These findings provide a new perspective on optimizing FRL performance for applications requiring both strong adhesion and tear durability.
The practical implications of this study extend to real-world applications where mechanical trade-offs in FRLs directly impact structural performance. In aerospace applications, where high adhesion is critical for maintaining structural integrity in extreme conditions, our results suggest that EVOH paired with crowfoot weave provide superior bonding. Conversely, for personal protective equipment (e.g., ballistic vests or cut-resistant gloves), where tear resistance is essential for durability under dynamic loads, EVA or TPU adhesives combined with plain or twill weaves offer greater flexibility and stress absorption. By providing a material selection framework tailored to specific engineering needs, this research offers valuable design insights for optimizing FRLs across various high-performance applications.
2. Materials and Methods
2.1. Materials
Three Kevlar fabrics (ACP Composites, Livermore, CA, USA) with analogous fabric areal density but differing in weave designs (plain, crowfoot, and 2/2 twill) were selected for this study. The fabric details are summarized in Table 1. All the fabrics were woven from flat continuous filament yarns. The yarn in each fabric had the same linear density and the fabric count was identical, hence, the cover factors (based on yarn width measurement in the fabric and yarn spacing) are nearly identical, as seen in Table 1. The high interlacing in the plain weave reduces the yarn width and hence its cover is slightly lower than the other weaves. This can be observed from the visible interstices between the yarns in the plain weave and the slightly narrower appearance of the yarns, as seen in Figure 1d–f. In the crowfoot and twill weaves (Figure 1d and Figure 1f, respectively), the yarns, while having the same yarn density as those in the plain weave, are spaced further apart and have a slightly larger width so the overall cover factor is slightly higher than that of the plain weave. The laminate structure consists of multiple layers, including an outer protective film, an adhesive layer, a woven Kevlar fabric core for reinforcement, and another adhesive layer for bonding ensuring mechanical integrity and optimal adhesion performance. The structure of the laminate is shown in Figure 2.

Table 1.
Specifications of fabrics and weave designs used.
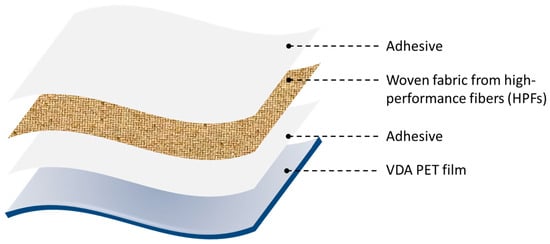
Figure 2.
Fiber-reinforced laminate (FRL) structure.
Three adhesives, ethylene-vinyl acetate (EVA) (KETAEBO, Suzhou, China), ethylene-vinyl alcohol (EVOH) (EVAL™, Kuraray, Chiyoda-ku, Tokyo, Japan), and thermoplastic polyurethane (TPU) (KETAEBO, Suzhou, China) were used to study their interaction with the Kevlar fabrics’ weaves. These adhesives were chosen because they are the top readily used choices in the industry and they are also commercially accessible. The adhesives were obtained in film form with a standardized thickness of 0.05 mm to ensure uniform application across all samples. The laminates were fabricated using a Seamless Teflon Belt Drum Laminator (Practix OK-12L, Acworth, GA, USA). The lamination process employed a two-pass hot-press method to ensure consistent melting and bonding between the adhesive and fabric layers. The processing parameters (temperature, pressure, and time) were chosen based on manufacturer recommendations to achieve optimal adhesion. The specific conditions for each adhesive are detailed in Table 2.
Table 2.
Specifications of weave designs used.
The interaction of each adhesive with Kevlar’s structure was driven by their distinct chemical properties. Kevlar consists primarily of long chains of polymeric aromatic amide groups (-CONH-) known for their high polarity and strong hydrogen-bonding capacity. TPU, containing urethane groups (-NHCOO-), demonstrates strong hydrogen bonding with Kevlar’s amide groups, leading to improved adhesion. In contrast, EVA, composed of ethylene (-CH2-CH2-) and acetate (-COOCH3) groups, forms weaker bonds [1]. Although the polar acetate groups can form some hydrogen bonds with Kevlar’s amide groups, these interactions are diminished by repulsion between the carbonyl groups, reducing adhesion strength [1]. EVOH, on the other hand, shows significant potential for adhesion due to the hydroxyl groups derived from its vinyl alcohol units. These groups enable hydrogen bonding with Kevlar’s amide groups, enhancing the adhesive interaction. Furthermore, the polar nature of EVOH, attributed to oxygen in the vinyl alcohol units, promotes additional intermolecular interactions [1]. Its high crystallinity and ordered structure provide favorable sites for adhesion, while the rigidity of its crystalline regions supports stronger interactions with Kevlar. These characteristics, combined with the larger surface area of its crystalline regions, contribute to improved bonding between EVOH and Kevlar.
The lamination process employed a heated roller with a two-pass procedure to ensure consistent adhesive melting, accounting for fabric thickness to make sure the adhesives properly melted. The feed speed was set at 0.32 m/min and the pressure at approximately 410 kPa (60 psi). Each batch of laminates was fabricated in approximately 300 × 300 mm (12 × 12 inches) sizes. To meet the characterization requirements, multiple 300 × 300 mm laminates were produced for each sample. While subtle differences between the samples could arise during the manufacturing process, careful attention was paid to maintaining consistency across batches to minimize variations. A total of 9 sample types with the combinations of weave designs and adhesives (3 fabrics × 3 adhesives) are shown in Table 3 along with their IDs.
Table 3.
Summary of fabric and adhesion combinations and sample IDs.
2.2. Testing Methods
Yarn Pullout in Laminate Test: Yarn pullout force in laminate tests were conducted to measure the force required to pull the Kevlar yarns out of the set laminate length. The justification for developing a new yarn pullout from laminate test and test propagation was carried out as explained in previous studies [1,29,30]. Figure 3 shows a schematic of the yarn pullout force test samples. The tests were performed using an Instron machine 34TM-5 with a 5 kN load cell with a separation rate of 0.212 mm/s. Each combination of fabric and adhesive was tested 10 times in each fabric warp and weft directions.
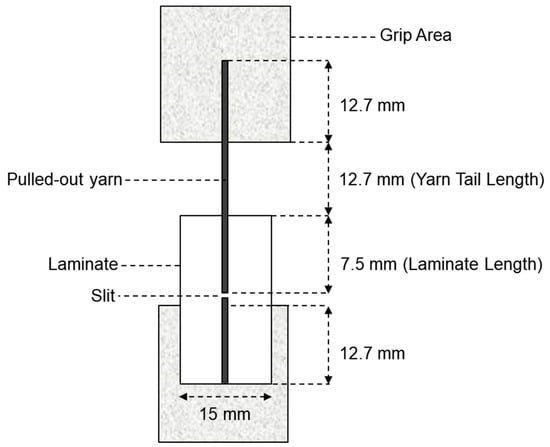
Figure 3.
Yarn pullout in laminate sample specifications.
To further assess adhesion strength, we initially attempted the ASTM D1876 T-peel test [31], but it proved unsuitable for our laminates due to repeated film backing tears, preventing clean separation of the bonded layers. Given these challenges, the yarn pullout test was selected as a more viable alternative, as it isolates the yarn–adhesive interaction and provides a direct, repeatable measure of adhesion strength at the microstructural level.
Tear Test: The central cut-slit tear testing method, as published in MIL-C-21189 (FAA 1995) [7], was employed to gauge the tear resistance of the laminated structures. This method was chosen due to its effectiveness in simulating real-world conditions under which the materials may experience tearing forces. The central cut-slit design allows for the measurement of the force required to propagate a tear, providing valuable insights into the material’s performance under stress. Figure 4 illustrates the schematic of a tear specimen, highlighting the central cut-slit, which is critical for initiating the tearing process. Each sample was subjected to the tear test in both the warp and weft directions to ensure a comprehensive evaluation of the laminate’s tear resistance across its fabric orientations. A total of five tests were conducted for each sample in both directions, allowing for statistical analysis of the tear strength results.
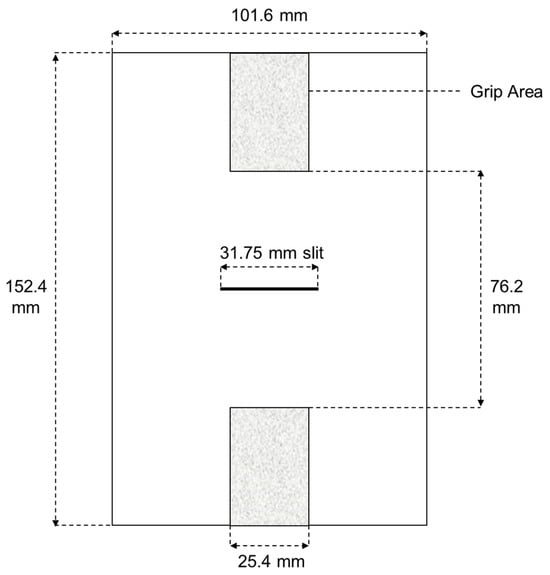
Figure 4.
Schematic diagram of central cut-slit tear specimen [2].
The tests were performed using an MTS Landmark servo hydraulic 250 kN testing machine (MTS, Eden Prairie, MN, USA), which provided precise control over the loading rate and enabled accurate measurements of tear forces. During testing, the specimens were monitored for any signs of premature failure, such as delamination or slippage, which could affect the tear resistance results. This tear testing methodology not only assesses the materials’ ability to withstand tearing forces but also offers insights into the effectiveness of the adhesive bonding between the fabric layers. The data obtained from these tests are essential for understanding the performance characteristics of the laminated materials.
Tensile Test: To withstand various types of loads, fiber-reinforced laminates (FRLs) must possess high tensile strength, making it crucial to evaluate the tensile performance of the laminate samples. The tensile strength is a key indicator of the material’s ability to resist deformation and failure under applied stress. Therefore, it is essential to assess how different weave designs affect the tensile properties of the laminates. The tensile strength of the laminate samples was evaluated according to ASTM D5035 Standard Test Method for Breaking Force and Elongation of Textile Fabrics (Strip Method) [32], which outlines the procedures for determining the breaking force and elongation of textile fabrics. Figure 5 illustrates the schematic of a tensile test specimen. This standardized method ensures consistency and reliability in the results, allowing for valid comparisons across different fabric and adhesive combinations. The tensile tests not only measure the maximum load that the laminates can endure but also provide insights into their failure modes, including delamination, adhesive failure, or rupture of the fibers themselves. Understanding these failure modes is critical for identifying potential weak points that may require reinforcement or improvement in the design of FRLs.
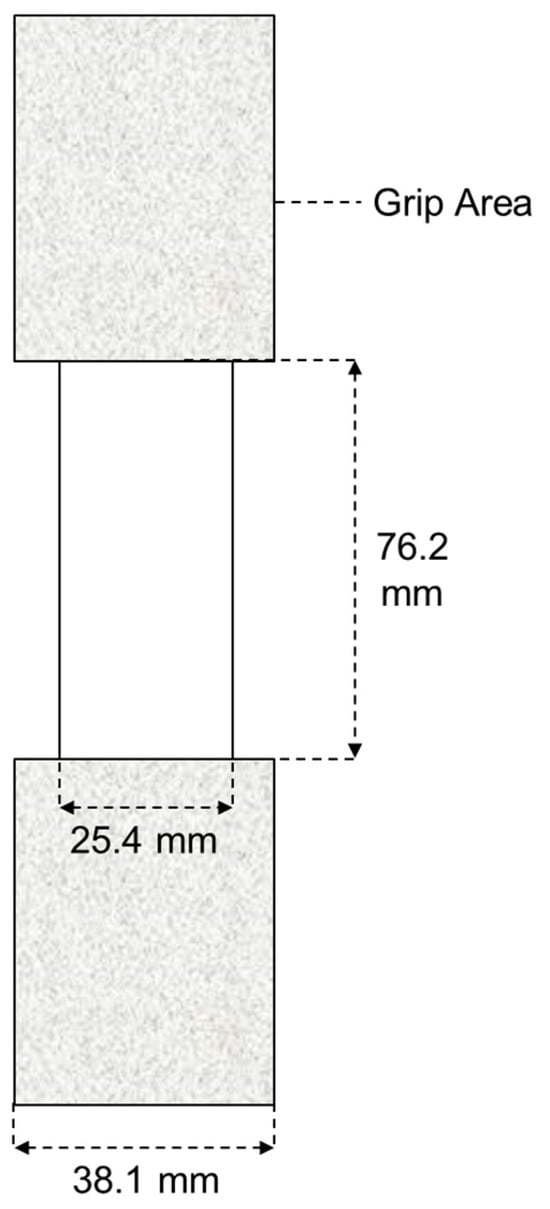
Figure 5.
Schematic diagram of ASTM D5035 specimen [18].
In this study, each combination of fabric and adhesive was tested five times in the warp direction and eight times in the weft direction according to the standard. This approach was adopted to capture variations in tensile strength and ensure robust statistical analysis of the results. Testing in both fabric orientations is important, as it reflects the possible anisotropic nature of woven materials, where properties may differ based on the direction of the applied load. The tests were also conducted using an MTS Landmark servo hydraulic 250 kN testing machine (MTS, Eden Prairie, MN, USA).
Statistical Analysis: Analysis of variance (ANOVA) on JMP Pro 17 software (v17.2, JMP Statistical Discovery LLC, Cary, NC, USA) was used to determine the significance of the effects of weave design and adhesive type on yarn pullout force in laminate, tear, and tensile tests. The Tukey–Kramer HSD test was also conducted for comparisons of the 9 laminates’ means. The correlation between yarn pullout force and tear resistance force was analyzed to assess the relationship between these properties.
3. Results and Discussion
3.1. Yarn Pullout Test Results
The yarn pullout test results, which measure the force required to pull out a yarn from the laminate, are presented in Figure 6a. The results were analyzed using ANOVA to determine the effect of weave design and adhesive type and their interaction on yarn pullout force. Fabric direction (warp vs. weft) was included as a factor to evaluate whether it significantly affected yarn pullout force, tear force, and tensile strength. However, the results showed that fabric direction had no statistically significant effect on any of these properties. The ANOVA results for fabric direction yielded p-values greater than 0.05 for all mechanical properties: pullout force (p = 0.8178), tear force (p = 0.6341), and tensile strength (p = 0.1722). Additionally, the R2 values were very low (0.03% for pullout force, 0.34% for tear force, and 1.64% for tensile strength), indicating that fabric direction was not responsible for the variability in these results. The least squares means further confirm this, as the differences between warp and weft orientations were negligible across all tests. Thus, fabric direction was excluded as a major influencing factor, and the focus remained on weave design, adhesive type, and their cross interaction, which were found to have significant effects. It should be noted that woven fabric before lamination exhibited near-zero pullout force, as the yarns were flat continuous filament yarns with extremely low inter-fiber friction. The interaction plot (Figure 6b) reveals a statistically significant interaction effect (p < 0.001, η2 = 0.30) between weave design and adhesive type, emphasizing that the effectiveness of an adhesive depends on the weave structure. This interaction suggests that adhesives do not behave uniformly across all weave designs and that certain adhesive–weave combinations enhance bonding more effectively. The crowfoot weave’s superior yarn pullout force is attributed to its interlacing pattern, which features the highest maximum float length of 3 in both warp and weft directions (Table 1).
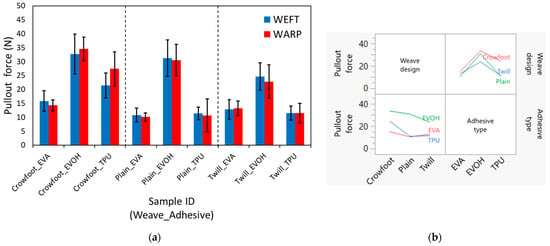
Figure 6.
Yarn pullout force in weft and warp directions: (a) bar chart and (b) interaction plot.
To better visualize the interaction effects, Tukey–Kramer post hoc analysis was conducted, consolidating nine weave–adhesive combinations due to the lack of significant differences between warp and weft directions. The crowfoot weave exhibited the highest yarn pullout force, while plain and 2/2 twill weaves showed lower but comparable results, with the 2/2 twill weave being slightly stronger than the plain weave (Table 4).
Table 4.
Means comparison of yarn pullout forces of different adhesive types using Tukey–Kramer HSD.
The increased float length facilitates adhesive flow, allowing for better fiber–adhesive contact and stronger interfacial adhesion. This was confirmed in the least squares means plot (Figure 7a–c), where the crowfoot weave consistently outperformed the 2/2 twill and plain weaves. In contrast, the plain weave, with its high interlacing frequency, restricts adhesive penetration, potentially limiting fiber–adhesive contact. However, its pullout force was comparable to that of the 2/2 twill weave, which has a maximum float length of 2. While both weaves performed similarly, neither matched the superior adhesion observed in the crowfoot weave. These results align with the statistically significant weave effect (p < 0.001, η2 = 0.33), reinforcing the critical role of weave design in adhesion performance.
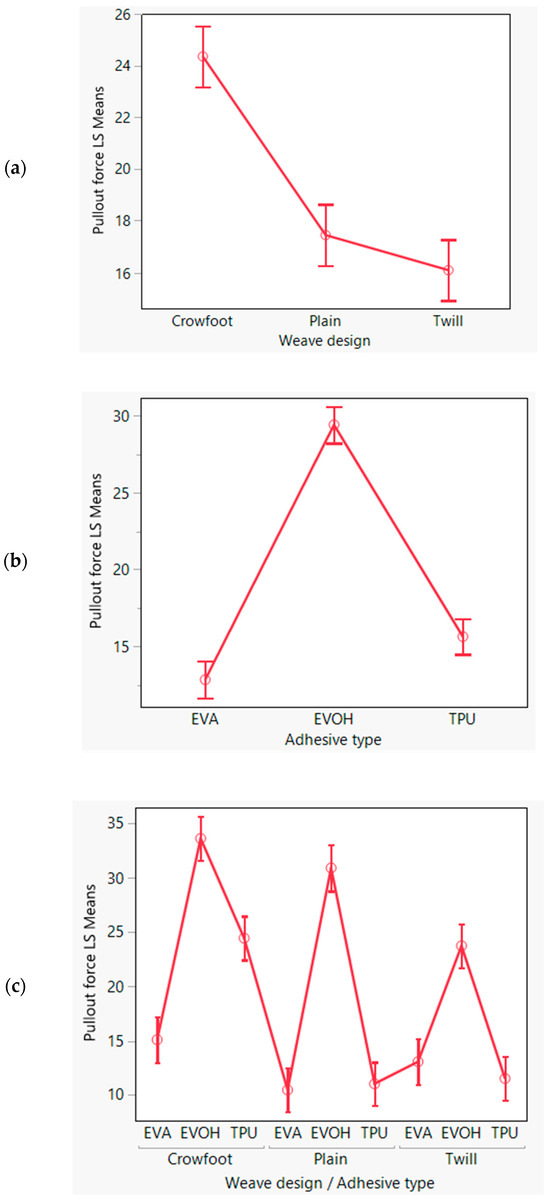
Figure 7.
Least squares means plot for yarn pullout in laminate test: (a) weave design, (b) adhesive type, and (c) weave design/adhesive type.
ANOVA results further indicated a significant effect of adhesive type on yarn pullout force (p < 0.001, η2 = 0.27). EVOH consistently exhibited the highest yarn pullout force across all weave designs, while TPU and EVA produced comparable results. These findings align with prior studies that established adhesive type as a key determinant of yarn pullout force [1]. The interaction plot (Figure 6b) and Tukey–Kramer analysis (Table 5) for adhesive–weave combinations further clarify that EVOH provided the strongest adhesion, particularly in the crowfoot weave, where the float length allowed EVOH to flow more effectively, maximizing fiber contact. This superior performance is attributed to EVOH’s higher crystallinity, which promotes stronger Kevlar–adhesive bonding compared to the more elastomeric TPU and EVA adhesives. Interestingly, the difference between TPU and EVA was not significant in this study, diverging from previous research that indicated TPU typically outperforms EVA. This disparity may be due to the higher fabric areal density in this experiment, which could have masked the adhesive effects. However, despite this variation, the results reaffirm that adhesive selection is crucial for optimizing laminate adhesion performance.
Table 5.
Means comparison of yarn pullout force of different weave designs using Tukey–Kramer HSD.
The combined effect of weave structure and adhesive type plays a critical role in determining the adhesion performance of the laminates. The interaction term in ANOVA (p < 0.001, η2 = 0.15) confirms that the influence of an adhesive varies significantly depending on the weave structure, meaning that a strong adhesive alone is not sufficient as its effectiveness depends on how well it interacts with the underlying weave. This is particularly evident in the EVOH–crowfoot combination, which demonstrated the highest pullout force, suggesting that the increased float length of crowfoot weave allows EVOH to penetrate deeper and form stronger interfacial bonds. Conversely, plain weave, regardless of adhesive type, consistently showed the weakest adhesion, as its tight interlacing prevents sufficient adhesive infiltration. Partial η2 values indicate that when controlling for other factors, weave design explains 54.6% of the variance, adhesive type explains 49.9%, and interaction explains 35.0%. Since the values do not represent completely independent contributions, their total exceeding 100% does not imply over-explanation, it just reflects how much of the remaining variance each factor explains relative to the model. These values provide a strong statistical foundation to justify the importance of weave and adhesive selection in laminated fabrics.
3.2. Tear Test Results
For the control fabrics (woven fabrics before lamination, as seen in Figure 8a–c), tear samples were prepared and tested to serve as reference points for comparing the tear results of their laminated counterparts. However, there was no successful propagation of the tear test of the woven fabrics. This phenomenon can be explained by examining the fabric’s structural and mechanical properties. In the delta zone, where the tear was expected to propagate, there is an increasingly higher number of yarns due to high yarn mobility. This high mobility allows the yarns to move freely rather than remain fixed in place. As a result, when a force is applied, the yarns tend to pull out from the fabric instead of breaking. This behavior is influenced by the surface area’s high resistance, which means the fabric can withstand significant deformation without tearing. Moreover, the inter-yarn frictional force between the flat continuous filament yarns is lower than the force required to break them. Therefore, instead of the yarns breaking under stress, they slide and pull out of the weave, preventing the tear from propagating effectively, as can be seen in Figure 8d–f. Additionally, the tear results of the fabrics were negligible, reinforcing the observation that the structural integrity of the fabrics is maintained by facilitating yarn pullout rather than breakage under applied forces.
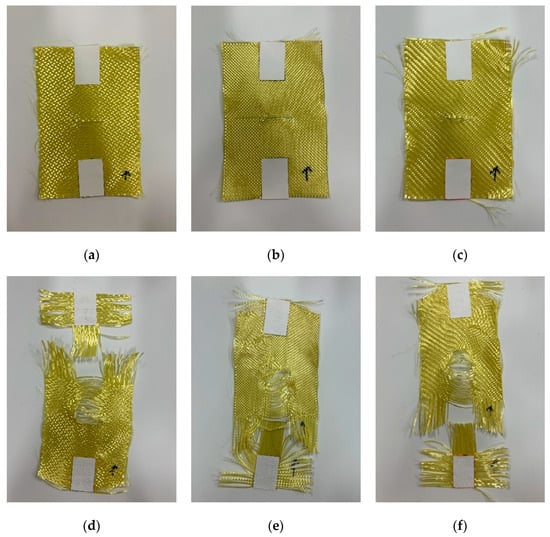
Figure 8.
Tear test woven fabric samples before testing of (a) crowfoot, (b) plain, and (c) 2/2 twill, and after testing of (d) crowfoot, (e) plain, and (f) 2/2 twill.
After lamination, the yarns were locked in place, significantly restricting their mobility and making tear propagation easier. This resulted in a significant reduction in tear force, reinforcing the inverse relationship between adhesion strength and tear resistance. The laminated samples before tear propagation can be seen in Figure 9a–c. The crowfoot weave exhibited moderate tear propagation, but the tear path was less clean than the plain weave in Figure 9e, with some yarns resisting full separation. As seen in Figure 9d, some fibers partially pulled out rather than fully tearing, indicating that higher adhesion and the weave’s high float length restricted tear progression. The plain weave displayed a cleaner, more defined tear, with distinct fiber separation along the tear path. As shown in Figure 9e, the fabric tore in a straight, cleaner manner, suggesting that despite lower adhesion, the high interlacing frequency led to individual yarn breakage rather than fiber pullout, resulting in a lower tear force requirement. The 2/2 twill weave exhibited minimal tear propagation, as yarns pulled out rather than breaking, driving up the required tear force. As seen in Figure 9f, the weave’s lower interlacing frequency allowed fibers to slide, resisting complete tear failure and demonstrating a tear-resistant failure mode.
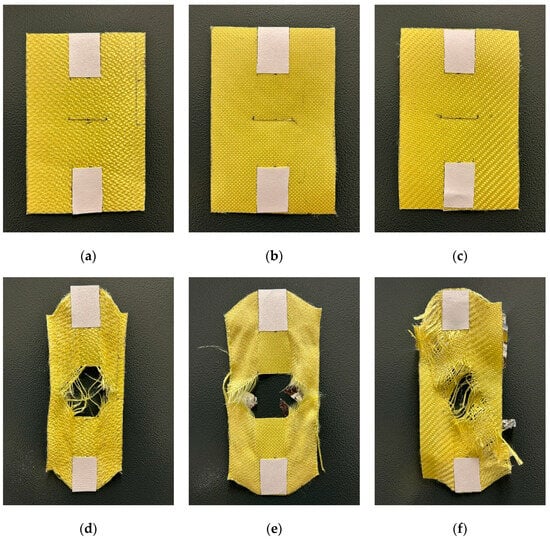
Figure 9.
Tear test FRL samples before testing of (a) crowfoot, (b) plain, and (c) 2/2 twill, and after testing of (d) crowfoot, (e) plain, and (f) 2/2 twill.
The results in the bar chart (Figure 10a) confirmed that fabric direction had no significant effect on tear force (p = 0.6341), aligning with previous observations that warp and weft orientations did not influence tear performance. However, both weave design and adhesive type had significant effects on tear force (p < 0.001). The ANOVA and least squares means analysis (Figure 10b) revealed that 2/2 twill weave exhibited the highest tear strength, followed by crowfoot and plain weaves.
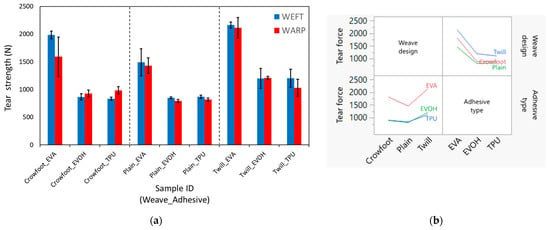
Figure 10.
Tear force in weft and warp directions: (a) bar chart and (b) interaction plot.
The tear force was not only affected by adhesion but also by fabric tightness, aligning with tightness theory, which suggests that tighter textiles exhibit lower tear strength than looser fabrics because individual yarns break separately rather than in groups [19]. Plain weave had the lowest tear resistance, as seen in the interaction plot in Figure 11, due to its high interlacing frequency and high tightness, which restricts yarn mobility and causes individual yarn failure rather than group failure. Crowfoot and 2/2 twill weaves exhibited higher tear resistance due to fewer interlacing points, which allowed some yarn mobility, enabling them to tear in groups rather than individually.
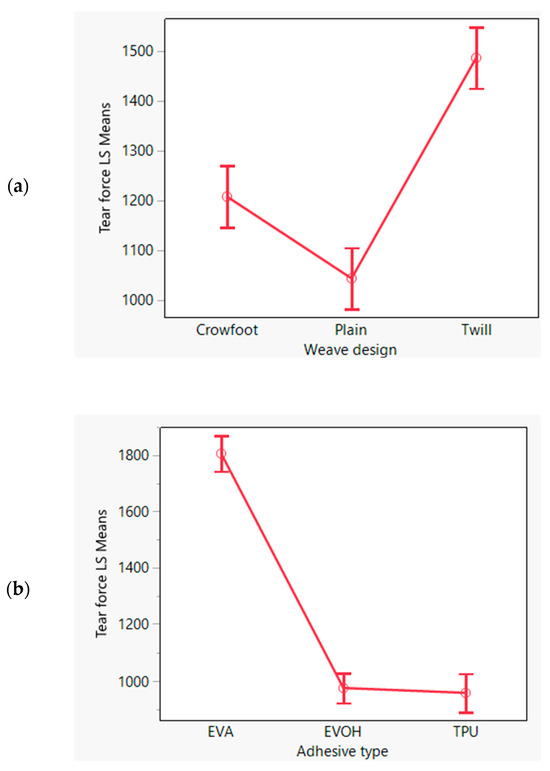
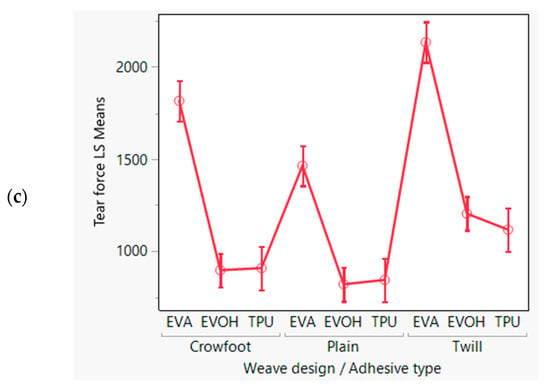
Figure 11.
Least squares means plot for tear test: (a) weave design, (b) adhesive type, and (c) weave design/adhesive type.
The higher tear strength of the 2/2 twill weave compared to crowfoot, as seen in Table 6, is due to both weaves having comparable cover factors, but the higher adhesion in crowfoot restricted yarn mobility, reducing its tear strength. In contrast, the 2/2 twill weave had lower adhesion, allowing for more yarn movement and enabling yarns to tear in groups rather than individually, resulting in higher tear resistance.
Table 6.
Means comparison of tear force using Tukey–Kramer HSD: (a) EVA, (b) EVOH, and (c) TPU.
ANOVA results indicate that EVA provided the highest tear strength across all weave designs, followed by TPU and EVOH. This aligns with the yarn pullout test results, where EVA showed the lowest adhesion strength. Since lower adhesion allows for greater yarn movement, it improves tear resistance by enabling stress redistribution during tearing. EVOH-laminated samples exhibited the lowest tear strength, particularly in plain weave (Table 7), confirming that stronger adhesion further restricts yarn mobility, especially in high interlacing weaves like plain weave, limiting energy dissipation and causing early failure. The highest tear force was observed in the 2/2 twill weave with EVA adhesive, emphasizing that weaker adhesion facilitates energy redistribution, improving tear resistance.
Table 7.
Means comparison of tear force using Tukey–Kramer HSD in different weave designs.
3.3. Correlation Analysis
The combined effect of weave structure and adhesive type plays a critical role in determining the adhesion performance and mechanical behavior of the laminates. The correlation analysis, estimated using the REML method, revealed a negative relationship between yarn pullout force and tear resistance force. The negative correlation (r = −0.49) between yarn pullout force and tear strength suggests that higher adhesion at the yarn level leads to reduced tear resistance, indicating a trade-off between adhesion and fabric flexibility during tearing. Upon excluding the TPU datasets, the correlation significantly strengthened to −0.76 for the EVA and EVOH adhesive types. This adjustment underscores a stronger negative relationship between yarn pullout force and tear resistance when using these adhesives. SEM analysis further supports this finding by revealing differences in adhesive distribution, fiber encapsulation, and interfacial bonding across different weave–adhesive combinations. As seen in Figure 12a,b, the virgin sample shows complete fiber encapsulation, with no visible fibers exposed, indicating that the adhesive layer fully covers the fabric before pullout, ensuring strong interfacial bonding. In high pullout force laminates (EVOH–crowfoot, shown in Figure 12c, and EVOH–plain, shown in Figure 12d), SEM images show extensive adhesive penetration, with fibers fully encapsulated in the adhesive matrix. However, after pullout, the adhesive itself undergoes fracture or destructive failure, indicating that the bond is strong enough to resist yarn extraction until the adhesive layer itself fails. This restricted fiber mobility prevents localized yarn slippage, reducing the ability to dissipate energy during tearing, leading to lower tear strength.
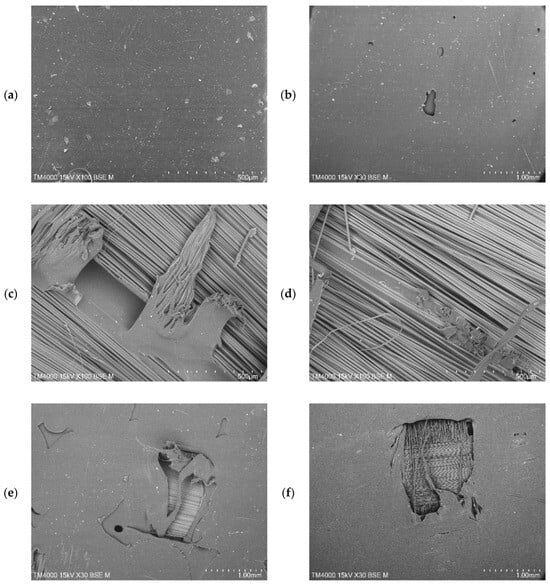
Figure 12.
SEM (TM4000 15 kV) images of woven Kevlar FRLs: (a) virgin sample ×30 mag., (b) virgin sample ×100 mag.; (c) 2/2 twill weave and microscopic images (×20) showing yarn thickness for (d) crowfoot, (e) plain, and (f) 2/2 twill weave.
Conversely, in laminates with lower pullout force but higher tear strength (EVA–plain, shown in Figure 12e, and TPU–twill, shown in Figure 12f), SEM images show less adhesive infiltration, with visible fiber pullout at the fracture surface. Here, the encapsulating adhesive remains intact, forming an undisturbed shell around the yarn, suggesting that yarn extraction occurs with minimal resistance rather than causing adhesive failure. This allows the fabric to deform more freely and redistribute stress, enhancing its tear resistance. This interaction between adhesion strength and yarn mobility explains why stronger bonding at the fiber–adhesive interface enhances pullout resistance but reduces a fabric’s ability to withstand tearing forces. The presence of fractured adhesive residues in high-adhesion samples suggests that failure in these laminates occurs through adhesive fracture rather than yarn displacement, which contrasts with the fiber-dominated failure mode observed in weaker adhesion laminates.
Thus, the weave–adhesive combination must be optimized based on application requirements. For applications requiring high adhesion and structural integrity like LTA envelopes and inflatable systems, EVOH and crowfoot weaves provide superior bonding. However, for tear-critical applications, lower adhesion adhesives like EVA, paired with plain or twill weaves, allow for better stress redistribution and improved tear resistance.
3.4. Tensile Test Results
The evaluation of tensile strength revealed statistically significant differences among the samples. The ANOVA results (p < 0.001 for weave design and p = 0.0061 for weave–adhesive interaction) confirm that both weave design and the interaction between weave and adhesive type significantly affect tensile strength. However, adhesive type alone was not statistically significant (p = 0.136), indicating that tensile performance is driven more by fabric structure rather than differences in adhesive composition. Control samples (unlaminated fabrics) exhibited lower tensile strength compared to laminated samples (Figure 13a,b), reinforcing the structural benefits of lamination. The significantly lower tensile strength of the control samples compared to the laminated fabrics (p < 0.001) highlights the reinforcing effect of lamination, where the adhesive and film layers enhance load distribution, reduce localized stress concentrations, and mitigate the weak link effect, leading to improved structural integrity.
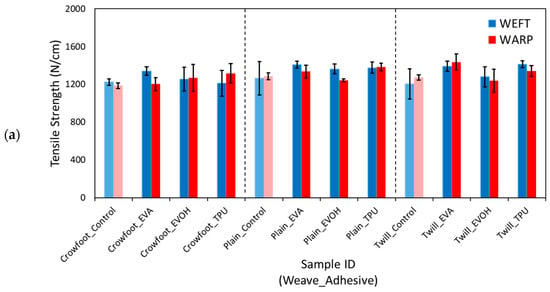
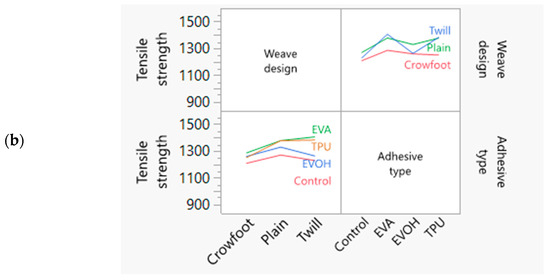
Figure 13.
Tensile strength in weft and warp directions: (a) bar chart and (b) interaction plot.
The increase in tensile strength in the laminated samples can be attributed to cohesive reinforcement from the adhesive and film layers, which effectively reduces the effective gauge length. In unlaminated samples, the gauge length is fixed at 3 inches, and due to the low crimp and slick nature of Kevlar yarns, individual fibers are loaded separately, leading to localized stress concentrations and early failure at the weakest point. In contrast, laminated samples benefit from adhesive bonding, which distributes applied loads more uniformly across the fabric structure, reduces the weak link effect, ensuring that failure does not initiate at a single weak yarn, and enhances interfacial adhesion, resisting deformation and delamination. This improved load-sharing mechanism in laminated fabrics contributes to higher overall tensile strength compared to the control samples. The least squares means analysis (Figure 14) revealed that weave design significantly affects tensile strength (p < 0.001). Contrary to expectations, plain weave did not demonstrate superior tensile strength, likely due to the high fabric areal density masking the influence of interlacing frequency. Instead, twill weave exhibited the highest tensile strength, likely due to load distribution along twill lines, which enhances stability and stress dissipation. Plain and crowfoot weaves showed comparable tensile strength, despite differences in interlacing patterns. The expected effect of plain weave having greater strength due to high interlacing was not observed, suggesting that at high areal densities, the bulk fiber structure dominates over weave effects. These results suggest that weave design plays a role in tensile strength but is less pronounced in high-density fabrics, where fiber volume and density provide inherent structural integrity.
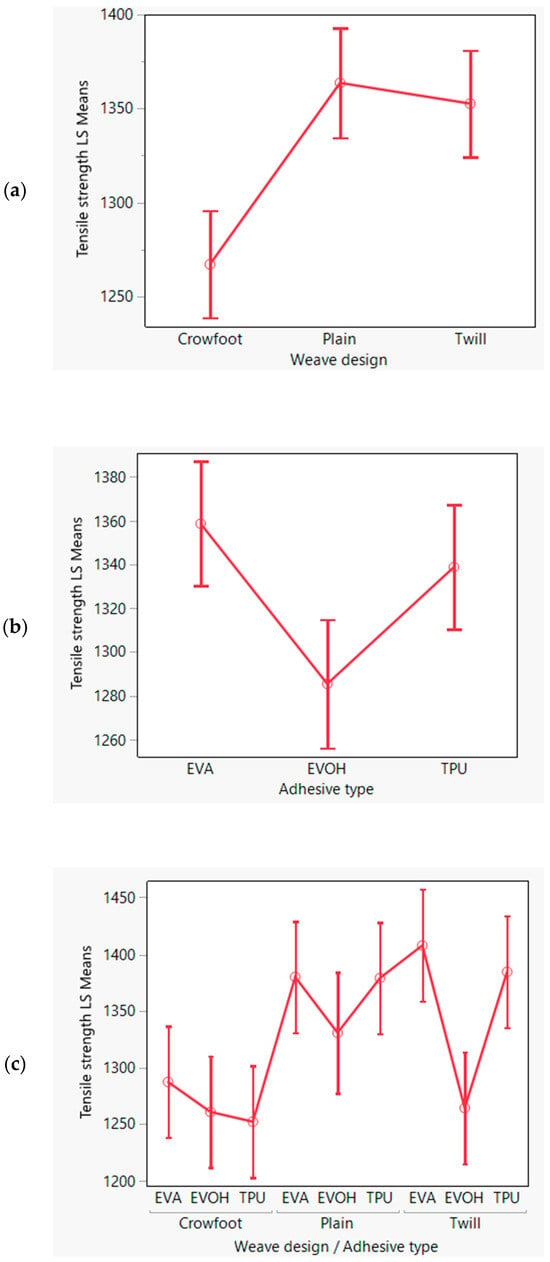
Figure 14.
Least squares means plot for tensile test: (a) weave design, (b) adhesive type, and (c) weave design/adhesive type.
ANOVA results indicate that adhesive type alone did not significantly affect tensile strength (p = 0.136). This suggests that chemical composition differences between EVA, EVOH, and TPU do not substantially alter the tensile performance of laminated fabrics. Instead, tensile properties are governed more by weave structure and fiber interactions than by adhesive selection. Although adhesive type alone was not significant, the interaction between weave design and adhesive type was statistically significant (p = 0.0061). The least squares means plots (Figure 14) and Tukey–Kramer analysis (Table 8) show that Twill_EVA and Twill_TPU exhibited the highest tensile strength, reinforcing the role of twill stability in improving load transfer. Crowfoot_TPU and Crowfoot_EVOH showed the lowest tensile strength, likely due to weaker load distribution in crowfoot weave before lamination. Despite some significant differences, many weave–adhesive combinations overlapped, suggesting that while some perform better, most fall within a statistically similar range.
Table 8.
Tukey–Kramer HSD test for tensile tests.
4. Conclusions
This study demonstrates that weave design and adhesive type significantly influence the mechanical performance of laminated fabrics, particularly in yarn pullout force, tear strength, and tensile strength. Stronger adhesion increases pullout resistance but reduces tear strength by restricting yarn mobility, while weaker adhesion allows for higher tear strength due to increased yarn slippage. The SEM analysis confirmed these trends, showing that in high-adhesion laminates, adhesive fracture occurs during yarn extraction, while in low-adhesion laminates, yarns pull out with minimal resistance, leaving the adhesive encapsulation intact. The findings emphasize the trade-offs between adhesion strength and fabric flexibility, which are critical in optimizing laminated fabric performance for specific applications. The statistical analysis revealed that weave design plays a dominant role in adhesion performance, with crowfoot exhibiting the highest pullout force but lower tear resistance due to its higher adhesive penetration. Twill weave showed the best tear resistance, benefiting from moderate yarn mobility and load-sharing effects, while plain weave had the lowest tear strength due to its high interlacing frequency. Additionally, adhesive selection was found to be statistically significant in both tear and tensile tests, with TPU and EVA improving tensile performance, whereas EVOH provided the highest adhesion but reduced tear strength. The absence of a significant weave–adhesive interaction effect on tensile strength suggests that both factors influence fabric performance independently rather than synergistically.
Overall, the results highlight the importance of balancing adhesion and fabric structure when designing fiber-reinforced laminates for different engineering applications. For high-adhesion applications, such as LTA envelopes and inflatable systems, EVOH combined with crowfoot weave ensures strong interfacial bonding. However, for tear-critical applications, lower adhesion adhesives like EVA, paired with plain or twill weaves, improve energy dissipation and prevent premature failure. Future work should explore the long-term durability of these laminates under cyclic loading and environmental exposure, as well as alternative surface treatments to enhance adhesion without compromising tear performance. Future studies should explore other fabric structures, such as mesh and three-dimensional woven designs, and their bonding interactions with adhesives, particularly in high-stress environments as well as other high-performance fibers like UHMWPE, Zylon, and carbon fibers. Additionally, a comprehensive evaluation of mechanical properties, including impact resistance, bending, and durability, will further clarify the practical application potential of these laminates. Research on alternative adhesive formulations, surface treatments, and nanomaterial enhancements could help achieve both strong adhesion and improved tear resistance. Examining abrasion resistance, impact energy absorption, and environmental durability will also expand the applicability of fiber-reinforced laminates in high-performance industries.
Author Contributions
Conceptualization, F.A. and A.-F.M.S.; Methodology, F.A. and A.-F.M.S.; Validation, F.A.; Formal analysis, F.A.; Investigation, F.A. and A.-F.M.S.; Resources, A.-F.M.S.; Data curation, F.A.; Writing—original draft, F.A.; Writing—review & editing, F.A. and A.-F.M.S.; Supervision, A.-F.M.S.; Project administration, A.-F.M.S. All authors have read and agreed to the published version of the manuscript.
Funding
This research received no external funding.
Institutional Review Board Statement
Not applicable.
Informed Consent Statement
Not applicable.
Data Availability Statement
The raw data supporting the conclusions of this article will be made available by the authors on request.
Acknowledgments
We sincerely thank Ang Li and Saket Joshi for their valuable contributions in obtaining the SEM images and for their support throughout this work.
Conflicts of Interest
The authors declare no conflicts of interest. Authors declare that ChatGPT by OpenAI was used only to assist in structuring sentences and improving clarity in the text to improve readability. The AI tools were not used to generate experimental data, analyze results, or draw scientific conclusions.
References
- Adekunle, F.; Li, A.; Vallubh, R.; Seyam, A.-F.M. Assessment of Adhesion in Woven Fabric-Reinforced Laminates (FRLs) Using Novel Yarn Pullout in Laminate Test. J. Compos. Sci. 2024, 8, 242. [Google Scholar] [CrossRef]
- Li, A. Evaluation of Laminated Hull Material for High Altitude Airship; North Carolina State University: Raleigh, NC, USA, 2018. [Google Scholar]
- Li, A.; Vallubh, R.; Bradford, P.D.; Seyam, A.-F.M. Textile Laminates for High-Altitude Airship Hull Materila—A review. J. Text. Appar. Technol. Manag. 2019, 11, 1–22. [Google Scholar]
- Bolkcom, C. Potential Military Use of Airships and Aerostats, Library of Congress; Congressional Research Service: Washington, DC, USA, 2006; Available online: https://sgp.fas.org/crs/weapons/RS21886.pdf (accessed on 23 June 2024).
- Smith, M.; Rainwater, L. Applications of Scientific Ballooning Technology to High Altitude Airships. In Proceedings of the 3rd AIAA Annual Aviation Technology, Integration, and Operations (ATIO) Forum, Denver, CO, USA, 17–19 November 2003. [Google Scholar] [CrossRef]
- Sun, K.; Li, J.; Liang, H.; Zhu, M. Simulation of a Hybrid Energy System for Stratospheric Airships. IEEE Trans. Aerosp. Electron. Syst. 2020, 56, 4426–4436. [Google Scholar] [CrossRef]
- Chen, Y.; Li, S.; Ding, K.; Wang, F.; Fu, G. Investigation of tear strength of an airship envelope fabric by theoretical method and uniaxial tear test. J. Eng. Fibers Fabr. 2019, 14, 1558925019879295. [Google Scholar] [CrossRef]
- Nag, M.K.; Kumar, P. Fabrication and characterization of laminated natural fibers and SS303 wire mesh reinforced epoxy-based hybrid composite. Proc. Inst. Mech. Eng. Part J. Mater. Des. Appl. 2023, 238, 73–99. [Google Scholar] [CrossRef]
- Mandlekar, N.; Joshi, M.; Butola, B.S. A review on specialty elastomers based potential inflatable structures and applications. Adv. Ind. Eng. Polym. Res. 2022, 5, 33–45. [Google Scholar] [CrossRef]
- Dasaradhan, B.; Das, B.R.; Sinh, M.K.; Kumar, K. A Brief Review of Technology and Materials for Aerostat Application. Asian J. Text. 2018, 8, 1–12. [Google Scholar] [CrossRef]
- Kiddy, J.S.; Chen, P.C.; Niemczuk, J.B. Low-cost inflatable lighter-than-air surveillance system for civilian applications. In Proceedings of the Society of Photo-Optical Instrumentation Engineers (SPIE) Volume 4708, Sensors, and Command, Control, Communications, and Intelligence (C3I) Technologies for Homeland Defense and Law Enforcement, AeroSense 2002, Orlando, FL, USA, 1–5 April 2002. [Google Scholar] [CrossRef]
- Begum, M.S.; Milasius, R. Factors of Weave Estimation and the Effect of Weave Structure on Fabric Properties: A Review. Fibers 2022, 10, 74. [Google Scholar] [CrossRef]
- Alif, N.; Carlsson, L.A.; Boogh, L. The effect of weave pattern and crack propagation direction on mode I delamination resistance of woven glass and carbon composites. Compos. Part B Eng. 1998, 29, 603–611. [Google Scholar] [CrossRef]
- Čuk, M.; Bizjak, M.; Kočevar, T.N. Influence of Simple and Double-Weave Structures on the Adhesive Properties of 3D Printed Fabrics. Polymer 2022, 14, 755. [Google Scholar] [CrossRef] [PubMed]
- Behera, B.K.; Hari, P.K. Woven Textile Structure: Theory and Applications, 1st ed.; Woodhead Publishing: Cambridge, UK, 2010; ISBN 978-1-84569-514-9. [Google Scholar]
- Booth, J.E. Textile Mathematics; The Textile Institute: Manchester, UK, 1975; ISBN 978-0-900739-16-3. [Google Scholar]
- El Messiry, M.; Mito, A.-B.; Al-Oufy, A.; El-Tahan, E. Effect of fabric material and tightness on the mechanical properties of fabric–cement composites. Alex. Eng. J. 2014, 53, 785–801. [Google Scholar] [CrossRef]
- Choudhury, A.K.R. Principles of Textile Finishing, 1st ed.; Woodhead Publishing: Cambridge, UK, 2017; ISBN 978-0-08-100646-7. [Google Scholar]
- Galuszynski, S. Structure and tightness of woven fabrics. Indian J. Text. Res. 1987, 12, 71–77. [Google Scholar] [CrossRef]
- Patti, A.; Acierno, D. Materials, Weaving Parameters, and Tensile Responses of Woven Textiles. Macromol 2023, 3, 665–680. [Google Scholar] [CrossRef]
- Booth, J.E. Principles of Textile Testing: An Introduction to Physical Methods of Testing Textile Fibres, Yarns and Fabrics, 3rd ed.; Heywood Books: London, UK, 1968; ISBN 978-0-592-06325-6. [Google Scholar]
- Corbman, B.P. Textiles: Fiber to Fabric, 4th ed.; McGraw-Hill Book Company: New York, NY, USA, 1983; ISBN 0-07-013137-6. [Google Scholar]
- Fan, J.; Hunter, L. Engineering Apparel Fabrics and Garments; Woodhead Publishing: Cambridge, UK, 2009; ISBN 978-1-84569-134-9. [Google Scholar]
- Malengier, B.; Hertleer, C.; Cardon, L.; Van Langenhove, L.; Reynders, D. 3d printing on textiles: Testing of adhesion. J. Fash. Technol. Text. Eng. 2018, 4. [Google Scholar] [CrossRef]
- Silvestre, R.; Garcia-Breijo, E.; Ferri, J.; Montava, I.; Bou-Belda, E. The influence of the structure of cotton fabrics on the adhesion of conductive polymer printed with 3D printing technology. Polymers 2023, 15, 668. [Google Scholar] [CrossRef] [PubMed]
- Haddad, R.H.; Black, J.D. Parameters of Woven Constructions Influencing Coating Adhesion. J. Ind. Text. 1985, 14, 4. [Google Scholar] [CrossRef]
- Chang, R.J.; Gent, A.N. Effect of Interfacial Bonding on the Strength of Adhesion of Elastomers. I. Self-Adhesion. J. Polym. Sci. Polym. Phys. Ed. 1981, 19, 1619–1633. [Google Scholar] [CrossRef]
- Qiu, S.; Zhou, Y.; Waterhouse, G.I.N.; Gong, R.; Xie, J.; Zhang, K.; Xu, J. Optimizing interfacial adhesion in PBAT/PLA nanocomposite for biodegradable packaging films. Food Chem. 2021, 334, 127487. [Google Scholar] [CrossRef] [PubMed]
- Adekunle, F.; Seyam, A.-F.M. The Effect of Adhesive Quantity on Adhesion Quality and Mechanical Characteristics of Woven Kevlar Fabric-Reinforced Laminated Structures. J. Compos. Sci. 2024, 8, 505. [Google Scholar] [CrossRef]
- Adekunle, F.; Genzer, J.; Seyam, A.-F.M. Enhancing Interfacial Adhesion in Kevlar and Ultra-High Molecular Weight Polyethylene Fiber-Reinforced Laminates: A Comparative Study of Surface Roughening, Plasma Treatment, and Chemical Functionalization Using Graphene Nanoparticles. Fibers 2025, 13, 19. [Google Scholar] [CrossRef]
- ASTM D1876-15; Standard Test Method for Peel Resistance of Adhesives (T-Peel Test). ASTM: West Conshohocken, PA, USA, 2016; Volume 15.06.
- ASTM D5035-11; Standard Test Method for Breaking Force and Elongation of Textile Fabrics (Strip Method). ASTM: West Conshohocken, PA, USA, 2019; Volume 07.02.
















Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).