
Direct Ink Writing of Highly Conductive and Strongly Adhesive PEDOT:PSS-EP Coatings for Antistatic Applications


Abstract

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Preparation of PEDOT:PSS-EP Precursor Ink
2.3. DIW of PEDOT:PSS-EP Precursor Ink
2.4. Electrical Conductivity Test
2.5. Adhesion Performance Test
2.6. Morphological Characterization
2.7. Water Contact Angle
2.8. Pencil Hardness
2.9. Glossiness Testing
3. Results
3.1. Design of DIW Printable PEDOT:PSS-EP Inks
3.2. DIW of PEDOT:PSS-EP Coating
3.3. Conductivity and Mechanical Properties of PEDOT:PSS-EP Coating
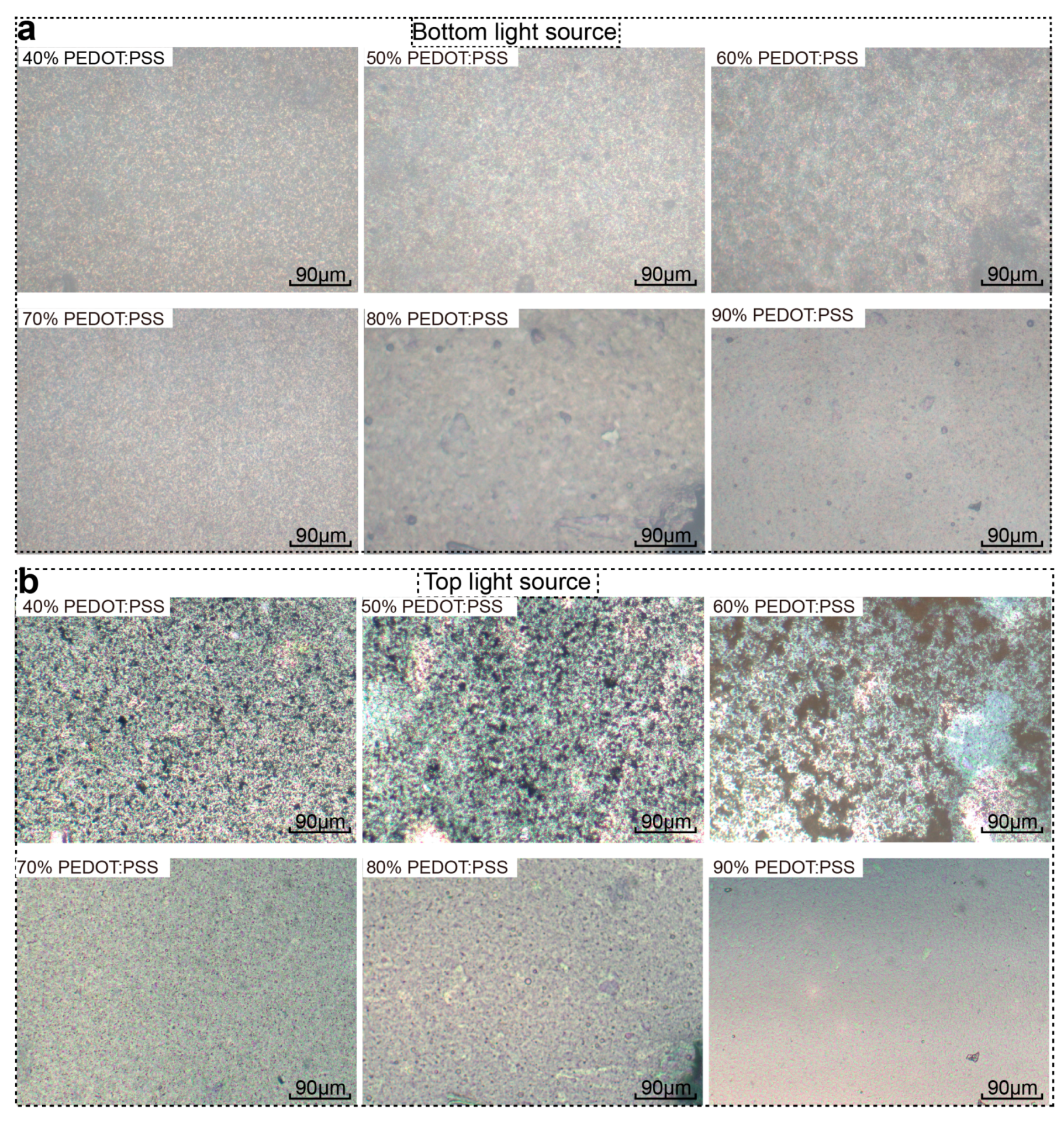
3.4. Topography of PEDOT:PSS-EP Coating
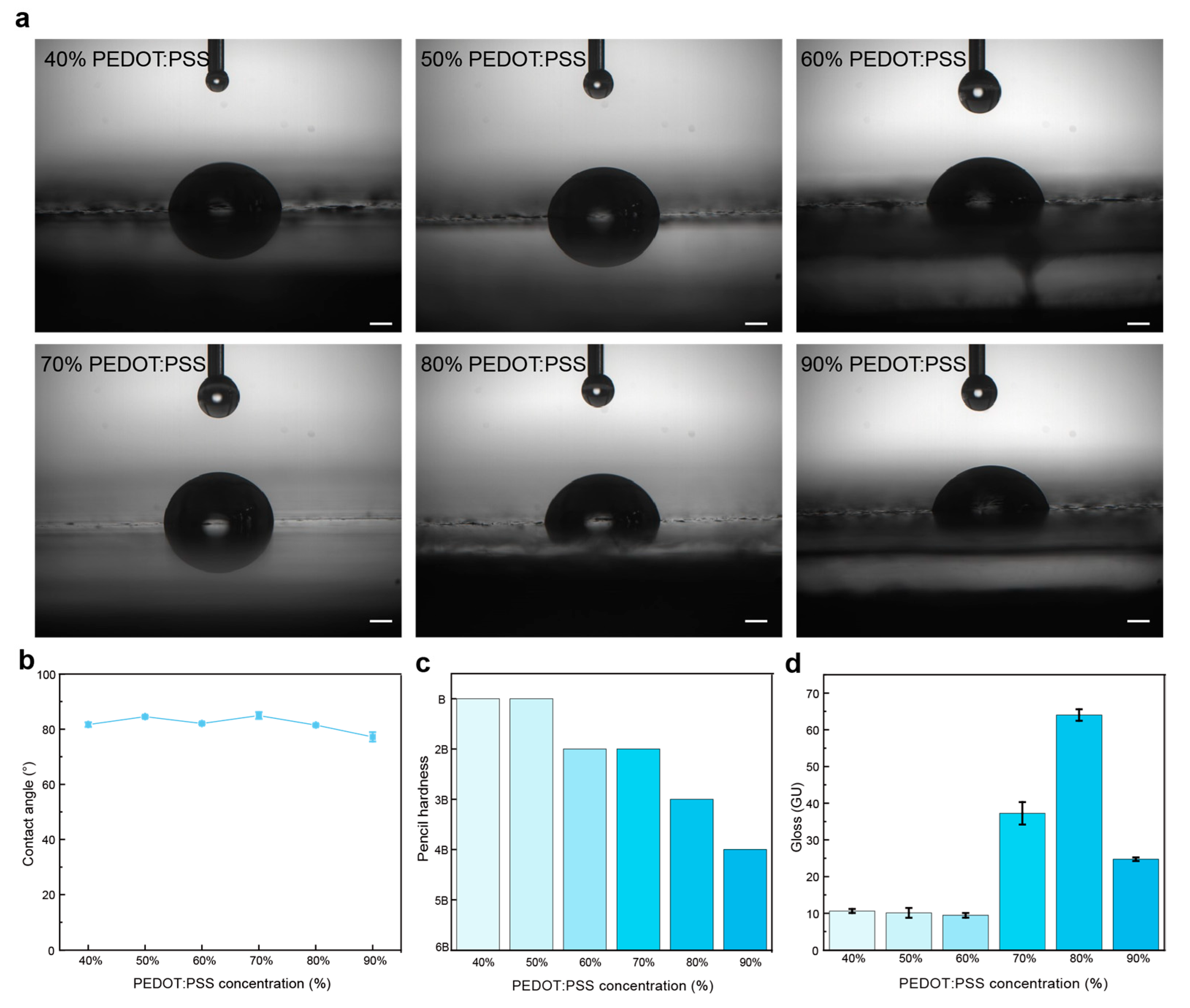
3.5. DIW of PEDOT:PSS-EP Coating for Abrasion Performance and Surface Properties
4. Conclusions
Supplementary Materials
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Sangermano, M.; Pegel, S.; Potschke, P.; Voit, B. Antistatic epoxy coatings with carbon nanotubes obtained by cationic photopolymerization. Macromol. Rapid Commun. 2008, 29, 396–400. [Google Scholar] [CrossRef]
- Li, H.; Lee, H.; Kang, J.; Lim, S. Three-dimensional polymer-nanoparticle-liquid ternary composite for ultrahigh augmentation of piezoelectric nanogenerators. Nano Energy 2023, 113, 108576. [Google Scholar] [CrossRef]
- Chang, C.; Hwang, F.; Hsieh, C.; Chen, C.; Cheng, L. Preparation and characterization of polymer/zirconia nancomposite antistatic coatings on plastic substrates. J. Coat. Technol. Res. 2013, 10, 73–78. [Google Scholar] [CrossRef]
- Zhao, T.; Zhang, C.; Du, Z.; Li, H.; Zou, W. Functionalization of AgNWs with amino groups and its application in epoxy matrix in antistatic and thermal conductivity nanocomposites. RSC Adv. 2015, 5, 91516–91523. [Google Scholar] [CrossRef]
- Barrau, S.; Demont, P.; Maraval, C.; Bernes, A.; Lacabanne, C. Glass transition temperature depression at the percolation threshold in carbon nanotube-epoxy resin and polypyrrole-epoxy resino cmposites. Macromol. Rapid Commun. 2005, 26, 390–394. [Google Scholar] [CrossRef]
- Pradhan, S.; Shubhadarshinee, L.; Mohapatra, P.; Mohanty, P.; Jali, B.; Mohapatra, P.; Barick, A. Conducting polymer composites for antistatic application in aerospace. Def. Technol. 2020, 16, 107–118. [Google Scholar]
- Song, N.; Pan, H.; Liang, X.; Cao, D.; Shi, L.; Ding, P. Structural design of multilayer thermally conductive nanofibrillated cellulose hybrid film with electrical insulating and antistatic property. J. Mater. Chem. C 2018, 6, 7085–7091. [Google Scholar] [CrossRef]
- Ma, H.; Hou, J.; Xiao, X.; Wan, R.; Ge, G.; Zheng, W.; Chen, C.; Cao, J.; Wang, J.; Liu, C.; et al. Self-healing electrical bioadhesive interface for electrophysiology recording. J. Colloid Interface Sci. 2024, 654, 639–648. [Google Scholar] [CrossRef]
- Deng, J.; Yuk, H.; Wu, J.; Varela, C.; Chen, X.; Roche, E.; Guo, C.; Zhao, X. Electrical bioadhesive interface for bioelectronics. Nat. Mater. 2021, 20, 229–236. [Google Scholar] [CrossRef]
- Zhou, T.; Yuk, H.; Hu, F.; Wu, J.; Tian, F.; Roh, H.; Shen, Z.; Gu, G.; Xu, J.; Lu, B.; et al. 3D printable high-performance conducting polymer hydrogel for all-hydrogel bioelectronic interfaces. Nat. Mater. 2023, 22, 895–902. [Google Scholar] [CrossRef]
- Li, G.; Huang, K.; Deng, J.; Guo, M.; Cai, M.; Zhang, Y.; Guo, C. Highly conducting and stretchable double-network hydrogel for soft bioelectronics. Adv. Mater. 2022, 34, 2200261. [Google Scholar] [CrossRef]
- Xue, Y.; Chen, X.; Wang, F.; Lin, J.; Liu, J. Mechanically-compliant bioelectronic interfaces through fatigue-resistant conducting polymer hydrogel coating. Adv. Mater. 2023, 35, 2304095. [Google Scholar] [CrossRef]
- Tian, F.; Yu, J.; Wang, W.; Zhao, D.; Cao, J.; Zhao, Q.; Wang, F.; Yang, H.; Wu, Z.; Xu, J.; et al. Design of adhesive conducting PEDOT-MeOH:PSS/PDA neural interface via electropolymerization for ultrasmall implantable neural microelectrodes. J. Colloid Interface Sci. 2023, 638, 339–348. [Google Scholar] [CrossRef]
- Yousefi, E.; Dolati, A.; Najafkhan, H. Preparation of robust antistatic waterborne polyurethane coating. Prog. Org. Coat. 2020, 139, 105450. [Google Scholar] [CrossRef]
- Wang, H.; Liu, Y.; Fei, G.; Lan, J. Preparation, morphology, and conductivity of waterborne, nanostructured, cationic polyurethane/polypyrrole conductive coatings. J. Appl. Polym. Sci. 2014, 132, 41445. [Google Scholar] [CrossRef]
- Shi, Y.; Tong, L.; Chu, J.; Li, X.; Zhang, B.; Wang, K. Hierarchical architecture of MXene/polypyrrole hybrid epoxy coating with superior anticorrosion and antistatic performance for Mg alloy. Colloids Surface A 2024, 686, 133359. [Google Scholar] [CrossRef]
- Khezri, T.; Sharif, M.; Pourabas, B. Polythiophene-graphene oxide doped epoxy resin nanocomposites with enhanced electrical, mechanical and thermal properties. RSC Adv. 2016, 6, 93680. [Google Scholar] [CrossRef]
- Lu, B.; Yuk, H.; Lin, S.; Jian, N.; Qu, K.; Xu, J.; Zhao, X. Pure PEDOT:PSS hydrogels. Nat. Commun. 2019, 10, 1043. [Google Scholar] [CrossRef]
- Li, J.; Cao, J.; Lu, B.; Gu, G. 3D-printed PEDOT:PSS for soft robotics. Nat. Rev. Mater. 2023, 8, 604–622. [Google Scholar] [CrossRef]
- Pranti, A.; Schander, A.; Bödecker, A.; Lang, W. PEDOT: PSS coating on gold microelectrodes with excellent stability and high charge injection capacity for chronic neural interfaces. Sens. Actuators B-Chem. 2018, 275, 382–393. [Google Scholar] [CrossRef]
- Yuk, H.; Lu, B.; Lin, S.; Qu, K.; Xu, J.; Luo, J.; Zhao, X. 3D printing of conducting polymers. Nat. Commun. 2020, 11, 1604. [Google Scholar] [CrossRef]
- Vedovatte, R.; Saccardo, M.; Costa, E.; Cava, C. PEDOT:PSS post-treated by DMSO using spin coating, roll-to-roll and immersion: A comparative study. J. Mater. Sci. Mater. Electron. 2020, 31, 317–323. [Google Scholar] [CrossRef]
- Wang, F.; Xue, Y.; Chen, X.; Zhang, P.; Shan, L.; Duan, Q.; Xing, J.; Lan, Y.; Lu, B.; Liu, J. 3D printed implantable hydrogel bioelectronics for electrophysiological monitoring and electrical modulation. Adv. Funct. Mater. 2023, 34, 2314471. [Google Scholar] [CrossRef]
- Yu, J.; Tian, F.; Wang, W.; Wan, R.; Cao, J.; Chen, C.; Zhao, D.; Liu, J.; Zhong, J.; Wang, F.; et al. Design of highly conductive, intrinsically stretchable, and 3D printable PEDOT:PSS hydrogels via PSS-chain engineering for bioelectronics. Chem. Mater. 2023, 35, 5936–5944. [Google Scholar] [CrossRef]
- Cheng, T.; Wang, F.; Zhang, Y.; Li, L.; Gao, S.; Yang, X.; Wang, S.; Chen, S.; Lai, W. 3D printable conductive polymer hydrogels with ultra-high conductivity and superior stretchability for free-standing elastic all-gel supercapacitors. Chem. Eng. J. 2022, 450, 138311. [Google Scholar] [CrossRef]
- Gao, W.; Dang, Z.; Liu, F.; Wang, S.; Zhang, D.; Yan, M. Preparation of antistatic epoxy resin coatings based on double comb-like quaternary ammonium salt polymers. RSC Adv. 2020, 10, 43523. [Google Scholar] [CrossRef]
- Wang, J.; Zhang, C.; Du, Z.; Li, H.; Zou, W. Functionalization of MWCNTs with silver nanoparticles decorated polypyrrole and their application in antistatic and thermal conductive epoxy matrix nanocomposite. RSC Adv. 2016, 6, 31782–31789. [Google Scholar] [CrossRef]
- Zhang, Z.; Chen, G.; Xue, Y.; Duan, Q.; Liang, X.; Lin, T.; Wu, Z.; Tan, Y.; Zhao, Q.; Zheng, W.; et al. Fatigue-resistant conducting polymer hydrogels as strainSensor for underwater robotics. Adv. Funct. Mater. 2023, 33, 2305705. [Google Scholar] [CrossRef]
- Shen, Z.; Zhang, Z.; Zhang, N.; Li, J.; Zhou, P.; Hu, F.; Rong, Y.; Lu, B.; Gu, G. High-stretchability, ultralow-hysteresis conducting polymer hydrogel strain sensors for soft machines. Adv. Mater. 2022, 34, 2203650. [Google Scholar] [CrossRef]
- Hu, F.; Xue, Y.; Xu, J.; Lu, B. PEDOT-based conducting polymer actuators. Front. Robot. AI 2019, 6, 114. [Google Scholar] [CrossRef]
- Shen, Z.; Zhu, X.; Majidi, C.; Gu, G. Cutaneous ionogel mechanoreceptors for soft machines, physiological sensing, and amputee prostheses. Adv. Mater. 2021, 33, 2102069. [Google Scholar] [CrossRef]
- Wan, R.; Liu, S.; Li, Z.; Li, G.; Li, J.; Xu, J.; Liu, X. 3D printing of highly conductive and strongly adhesive PEDOT:PSS hydrogel-based bioelectronic interface for accurate electromyography monitoring. J. Colloid Interface Sci. 2025, 677, 198–207. [Google Scholar] [CrossRef]
- Luo, X.; Wan, R.; Zhang, Z.; Song, M.; Yan, L.; Xu, J.; Yang, H.; Lu, B. 3D-printed hydrogel-based flexible electrochromic device for wearable displays. Adv. Sci. 2024, 2404679. [Google Scholar] [CrossRef]
- Yu, R.; Zhang, H.; Guo, B. Conductive biomaterials as bioactive wound dressing for wound healing and skin tissue engineering. Nano-Micro Lett. 2022, 14, 1. [Google Scholar] [CrossRef]
- Zheng, W.; Wang, L.; Jiao, T.; Wu, Z.; Lin, T.; Ma, H.; Zhang, Z.; Xu, X.; Cao, J.; Zhong, J.; et al. A cost-effective, fast cooling, and efficient anti-inflammatory multilayered topological hydrogel patch for burn wound first aid. Chem. Eng. J. 2023, 455, 140553. [Google Scholar] [CrossRef]
- Xue, Y.; Zhang, J.; Chen, X.; Zhang, J.; Chen, C.; Zhang, K.; Lin, J.; Guo, C.; Liu, J. Trigger-Detachable Hydrogel Adhesives for Bioelectronic Interfaces. Adv. Funct. Mater. 2021, 31, 2106446. [Google Scholar] [CrossRef]
- Keene, S.; Lubrano, C.; Kazemzadeh, S.; Melianas, A.; Tuchman, Y.; Polino, G.; Scognamilio, P.; Cina, L.; Salleo, A.; Salleo, A.; et al. A biohybrid synapse with neurotransmitter-mediated plasticity. Nat. Mater. 2020, 19, 969–973. [Google Scholar] [CrossRef]
- Yu, J.; Wan, R.; Tian, F.; Cao, J.; Wang, W.; Liu, Q.; Yang, H.; Liu, J.; Liu, X.; Lin, T.; et al. 3D printing of robust high-performance conducting polymer hydrogel-based electrical bioadhesive interface for soft bioelectronics. Small 2024, 20, 2308778. [Google Scholar] [CrossRef]
- Wang, J.; Li, Q.; Sun, X.; Wang, Y.; Zhuang, T.; Yan, J.; Wang, H. Ultra-high electrical conductivity in filler-free polymeric hydrogels toward thermoelectrics and electromagnetic interference shielding. Adv. Mater. 2022, 34, 2109904. [Google Scholar] [CrossRef]
- Wu, Y.; Wang, Z.; Liu, X.; Zheng, Q.; Xue, Q.; Kim, J. Ultralight graphene foam/conductive polymer composites for exceptional electromagnetic interference shielding. ACS Appl. Mater. Interfaces 2017, 9, 9059–9069. [Google Scholar] [CrossRef]
- Ghaderi, S.; Hosseini, H.; Haddadi, S.; Kamkar, M.; Arjmand, M. 3D printing of solvent-treated PEDOT:PSS inks for electromagnetic interference shielding. J. Mater. Chem. A 2023, 11, 16027. [Google Scholar] [CrossRef]
- Wan, R.; Yu, J.; Quan, Z.; Ma, H.; Li, J.; Tian, F.; Wang, W.; Sun, Y.; Liu, J.; Gao, D.; et al. A reusable, healable, and biocompatible PEDOT:PSS hydrogel-based electrical bioadhesive interface for high-resolution electromyography monitoring and time-frequency analysis. Chem. Eng. J. 2024, 490, 151454. [Google Scholar] [CrossRef]
- Xu, X.; Zhao, Q.; Liu, Q.; Qiu, J.; Li, J.; Zheng, W.; Cao, J.; Wang, L.; Wang, W.; Yuan, S.; et al. Full-spectrum-responsive Ti4O7-PVA nanocomposite hydrogel with ultrahigh evaporation rate for efffcient solar steam generation. Desalination 2024, 577, 117400. [Google Scholar] [CrossRef]
- Tian, Y.; Zhang, X.; Geng, H.; Yang, H.; Li, C.; Da, S.; Lu, S.; Wang, J.; Jia, S. Carbon nanotube/polyurethane films with high transparency, low sheet resistance and strong adhesion for antistatic application. RSC Adv. 2017, 7, 53018. [Google Scholar] [CrossRef]
- Yuk, H.; Lu, B.; Zhao, X. Hydrogel bioelectronics. Chem. Soc. Rev. 2019, 48, 1642–1667. [Google Scholar] [CrossRef]
- Li, J.; Cheng, F.; Li, H.; Zhang, H.; Wang, G.; Pan, D. Two-step deposition of Ag nanowires/Zn2SnO4 transparent conductive films for antistatic coatings. RSC Adv. 2021, 11, 14730–14736. [Google Scholar] [CrossRef]



Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Lv, N.; Liu, S.; Liu, G.; Liu, X. Direct Ink Writing of Highly Conductive and Strongly Adhesive PEDOT:PSS-EP Coatings for Antistatic Applications. Colloids Interfaces 2024, 8, 48. https://doi.org/10.3390/colloids8050048
Lv N, Liu S, Liu G, Liu X. Direct Ink Writing of Highly Conductive and Strongly Adhesive PEDOT:PSS-EP Coatings for Antistatic Applications. Colloids and Interfaces. 2024; 8(5):48. https://doi.org/10.3390/colloids8050048
Chicago/Turabian StyleLv, Ning, Shuhan Liu, Guiqun Liu, and Ximei Liu. 2024. "Direct Ink Writing of Highly Conductive and Strongly Adhesive PEDOT:PSS-EP Coatings for Antistatic Applications" Colloids and Interfaces 8, no. 5: 48. https://doi.org/10.3390/colloids8050048
APA StyleLv, N., Liu, S., Liu, G., & Liu, X. (2024). Direct Ink Writing of Highly Conductive and Strongly Adhesive PEDOT:PSS-EP Coatings for Antistatic Applications. Colloids and Interfaces, 8(5), 48. https://doi.org/10.3390/colloids8050048