1. Introduction
Paper is a cellulosic fibrillar material; its structure depends on both the manufacturing process and raw materials used. With the exception of the cellulose used as the main component, paper is a composite containing fibers, filling, and other auxiliary agents, with a porous structure [
1]. Cellulosic fibers form three-dimensional structures, whose molecules are linear polymers of β-D–glucopyranose monomers linked by β-1, 4–glycoside bonds. In addition to cellulose, paper may also contain hemicelluloses, lignin, and additives (binders, inorganic fillers, dyes, pigments, metal ions, etc.) in varying amounts, depending on the cellulose source and the intended use of the material [
2,
3]. Paper’s physical properties are highly dependent on fiber–fiber hydrogen bonding and network structure. For these reasons, different strategies have been applied to modify fiber surfaces and improve interactions with adjacent fibers.
The main causes of paper aging are acid hydrolysis and oxidation. Both are degradation processes inherent in the natural polymer but can be significantly accelerated using acid sizing additives with metal ions in the paste. Until the middle of the twentieth century, paper was boiled in sulfuric acid, with additional rosin–alum acid. From the middle of the twentieth century to the present, the alkaline sulphate method became more common. These production parameters result in the formation of oxidized functionalities along the cellulose chain and provide a source of acid, leading to acid hydrolysis. As a result, the paper has marked aging, increased fragility, and a greater tendency to break. Until 1844, many paper mills produced paper from cotton rags with a very high proportion of pure cellulose in the fibers; after 1844, lignin began to be used; it is responsible for oxidation processes and, implicitly, accentuated yellowing. In addition to these inherent parameters of paper aging, storage conditions also influence paper’s aging behavior; light and permanent oxygen lead to oxidation, changing climatic conditions can promote pulp cellulose degradation, and high humidity promotes fungal growth [
4].
The permanence and durability of the paper are essentially measures of its chemical stability [
5,
6,
7]. A paper intended to last for centuries must be monitored for its chemical and physicomechanical stability. This stability can be increased by storing paper at a constant low temperature, at a constant low relative humidity, in the dark, and in a non-toxic atmosphere.
However, paper’s mechanical durability is also important when it is used, read, handled, and folded. Obviously, permanence and durability are not independent of each other but are closely related. In fact, this relationship is so close that paper’s strength and mechanical properties are the most useful indicators of durability or chemical stability. As it is not usually possible to describe a normal aging environment, the Technical Association for the Pulp and Paper Industry (TAPPI) proposed provisional methods that simulate different aging environments. One of them is accelerated photoaging [
8,
9,
10,
11,
12], which was also evaluated and discussed in this study.
Two indirect indicators of the chemical changes in paper responsible for the lack of permanence that occurs over time are discoloration and loss of strength. The reasons for loss of strength with aging are not fully understood but are thought to be directly related to chemical and/or structural changes that occur at the molecular level.
The hydrogen bonds present on paper fibers influence the distance between the inter-cross-linked fibers and a sheet’s strength. To improve a paper’s strength, different additives with functional groups that are capable of ionic or covalent binding to fiber, soluble in water, compatible with cellulose, and have the ability to form a durable film over time can be used [
13]. Urea, phenol- or melamine-formaldehyde resins, as well as polymers, such as polymethyl methacrylate and polyacrylamide, are used to improve the strength of paper sheets or photo yellowing [
13,
14]. Polymers can be used both during a sheet’s manufacture and during its immersion.
The strength properties of manufactured fibrous structures are influenced more by the ratio of the thickness to the lumen diameter than by the ratio of the length to the thickness of the fibers. Low values of these ratios indicate better strength properties for paper. Paper’s strength should be estimated during the natural aging process; however, the real-time study of aging is a long and expensive procedure, and practically unusable. Paper preservation and restoration of documents encompass the totality of required operations used to develop their lifetime, by minimizing the consequences of chemical and physical deterioration to prevent, as much as possible, additional damage [
4,
15,
16,
17].
Consolidation is considered to be an important stage in the restoration process of any document or book; the main goal is to improve paper’s resistance [
18].
With a high porosity and high hydrophilicity, paper is prone to degradation and ageing, which poses a problem for the preservation of archives and paper-based cultural heritage. In order to protect and preserve paper materials, several methods have been suggested [
19]. One of them is using alkaline earth metal hydroxide nanoparticles, such as magnesium hydroxide (Mg(OH)
2) and Ca(OH)
2, which can inhibit or retard cellulose degradation [
20,
21]. MgO and ZnO nanoparticles have been also used to preserve heritage paper due to their alkalinity and anti-cellulase activity, inhibiting the cellulases of two cellulolytic fungi and avoiding the degradation of the paper [
22,
23,
24,
25,
26]. Instead of the previously used Ca(OH)
2 and Mg(OH)
2 nanoparticles [
27,
28,
29], with the side effect of air carbonation [
22,
30,
31], hydroxyapatite (HAp, Ca
10(PO
4)
6(OH)
2) nanoparticle dispersions in hydroalcoholic suspensions applied on paper by spraying, brushing, or by impregnation by dipping lead to good results for the restoration of old books [
32,
33,
34]. Although the testing of these nanoparticles has been conducted in our previous work, both in terms of chemical consolidation and microbiological disinsertion, the mechanical properties and morphology of the treated surfaces have not been investigated to date.
The morphology of the paper surface performed by scanning electron microscopy (SEM) together with the surface topology performed by atomic force microscopy (AFM) and the ImageJ processing program are assessed in this paper. Additionally, some physico-mechanical properties of paper are determined in this publication, such as pH, tensile strength, modulus of elasticity, and elongation. Last but not least, the optical properties of paper, such as absolute change in yellowness, were determined. All these measurements were performed on untreated paper and paper treated with HAp at different stages of cleaning or aging.
2. Materials and Methods
2.1. Materials
For our experiments, paper samples from a 1938 book (
Figure 1) were cleaned with a soft brush and washed with deionized water. After the papers dried, they were sprayed with an alcoholic suspension of hydroxyapatite nanoparticles (0.25 g/L) and then dried again [
4].
The following samples were prepared to perform the mechanical and accelerated aged tests:
- A.
Original paper samples
Paper sample taken directly from the book, denoted as Original sample (OS);
Paper sample washed with distilled water, dried at room temperature, denoted as Original Washed (OW);
Paper sample taken directly from the book, sprayed with a suspension of hydroxyapatite nanoparticles in an alcoholic medium, dried at room temperature, denoted as Original Treated (OT);
Paper sample washed with distilled water, dried at room temperature, sprayed with hydroxyapatite nanoparticles in an alcoholic medium, dried again at room temperature, denoted as Original Washed and treated (OWT).
- B.
Accelerated aged samples
Original paper sample accelerated aged, denoted as Aged sample (AS);
Original paper sample accelerated aged and washed, denoted as Aged washed sample (AW);
Paper sample accelerated aged and treated with HAp, denoted as Aged treated sample (AT);
Paper sample accelerated aged, washed and treated with HAp, denoted as Aged washed and treated (AWT).
All these paper samples from the book paper from 1938 were subjected to physical-mechanical tests, as mentioned in
Figure 1.
Hydroxyapatite [HAp, Ca
10(PO
4)
6(OH)
2] was obtained by a chemical precipitation method modified by Sung [
35]. The nanoparticle dispersions (0.25 g/L) in an hydroalcoholic solution (water: alcohol = 50% − 50%) were applied on both sides of the paper samples by spraying onto the samples.
2.2. Methods
Accelerated light aging was tested for all types of samples of printing and writing paper exposed to a xenon-arc exposure apparatus, Xenotest S 150 from Atlas Instruments. The exposure was performed with an air-cooled xenon lamp at an irradiance of 42 W/m
2 (wavelength in the range of 300–400 nm), at 35 °C temperature in the test chamber, at a relative humidity of 50% for 48 h [
36]. The light flux causes photochemical reactions in the paper samples that change its reflectance (brightness) and color. By comparing the initial and final levels of these parameters against different criteria, the measurement of optical stability was obtained.
The pH values were measured according to a TAPPI T 509-modified method, as described in the literature [
37,
38]. Before pH measurements, 120 mg of each paper sample was preconditioned for two days at 23 °C and 50% relative humidity. The samples were then weighed, cut into pieces, and placed in screw cup vials. A total of 10 mL of ultrapure water (with a resistivity of 18 MΩ/cm) was added and the vial was sealed. The vials were kept in an ultrasonic bath for 1 h and the pH measurements of the cold-water extracts were carried out using a digital pH meter (pH meter 691, from Methrom).
Diffuse reflectance UV/Vis spectroscopy (DR-UV) was performed using a T60 UV–VIS spectrophotometer (PG Instruments, Lutterworth, UK) with split-beam technology, equipped with a sample analyzer, monochromator in a Czerny–Turner mount 1200 lines/mm, and spectral range of 190–1100 nm, using a BaCO
3 pellet as a white reference. The measurements were carried out at 25 °C. The absolute change in yellowness was calculated using Formula (1).
where:
With regard to the change in paper yellowness, the following classes were specified:
For the scanning electron microscopy (SEM) studies, a Quanta200 scanning electron microscope was used to generate magnified images of a variety of samples, enabling over 100,000× magnification and high-resolution imaging in a digital format. The direct observation of paper helps to assess the morphological structure of the paper fibers. The electron microscope was equipped with an energy dispersive X-ray attachment (EDX/2001 device). After the collection of SEM-EDX data, each element was identified.
The images collected by SEM were processed by using the Java 1.6, ImageJ 1.50a (free software).
Atomic force microscopy (AFM) studies were performed with an Agilent 5500 SPM system, described by PicoSPM controlled by a MAC mode module and connected to a PicoScan controller from Agilent Technologies, Tempe, AZ, USA (Molecular Imaging). The original images for the samples, the 3D topographic images, and the section analysis were analyzed using PicoView SPM software, version 1.6.2, Molecular Imaging. The height image data obtained by the AFM were three-dimensional.
The mechanical properties of the paper samples were measured according to the EN ISO 1924-2 standard with a tensile strength machine FU 1000 e VEB Turinger Industriewerk Rauenstein, equipped with a 4 daN load cell and direct reading on strain gauge. The tensile strength of books paper was measured at room temperature and the tensile testing was performed using rectangular strips of 25 mm x 180 mm, clamped in jaws. At least three test strips from each paper sample were evaluated, and all data presented were the average of these tests.
Tensile strength can be described by stress–strain diagrams and measured by TAPPI T-494, which determine the tensile breaking properties of paper and paperboard using a constant rate of elongation. All results were obtained in triplicate. Tensile strength measures the force required to pull the weight of the paper to the point where it breaks (MPa). The breaking length, which is the length in meters that a strip of paper must hang up to support its own weight, increases in particular in the longitudinal direction. Together with the specimen thickness, the tensile strength can be expressed in N/mm
2. The untreated and treated paper samples were kept for 24 h in the air-conditioned room and the tensile strength tests were performed in a standard atmosphere (at a temperature of 23 ± 1 °C and relative humidity (RH) 50 ± 0.2%). The formula for the breaking length corresponds to Equation (2):
From the grammage, i.e., the weight of 1 m
2, the retained quantity (g/m
2) of materials or their derivatives on paper sheets was calculated [
39]. The breaking length is the length in meters in which a hanging paper strip can support its own weight and it is calculated from the formula: 10
2 × tensile index.
The elastic modulus is the modulus of elasticity of the paper, which is smaller than the modulus of elasticity of the fibers due to the porosity of the paper (pores do not support the load) and the random orientation of the fibers in the paper (the fibers do not support the load).
For elongation measurement, Formula (3) was used:
where:
All mechanical tests were performed on the unmodified and modified samples that were subjected to artificial ageing.
3. Results and Discussion
3.1. SEM Analysis
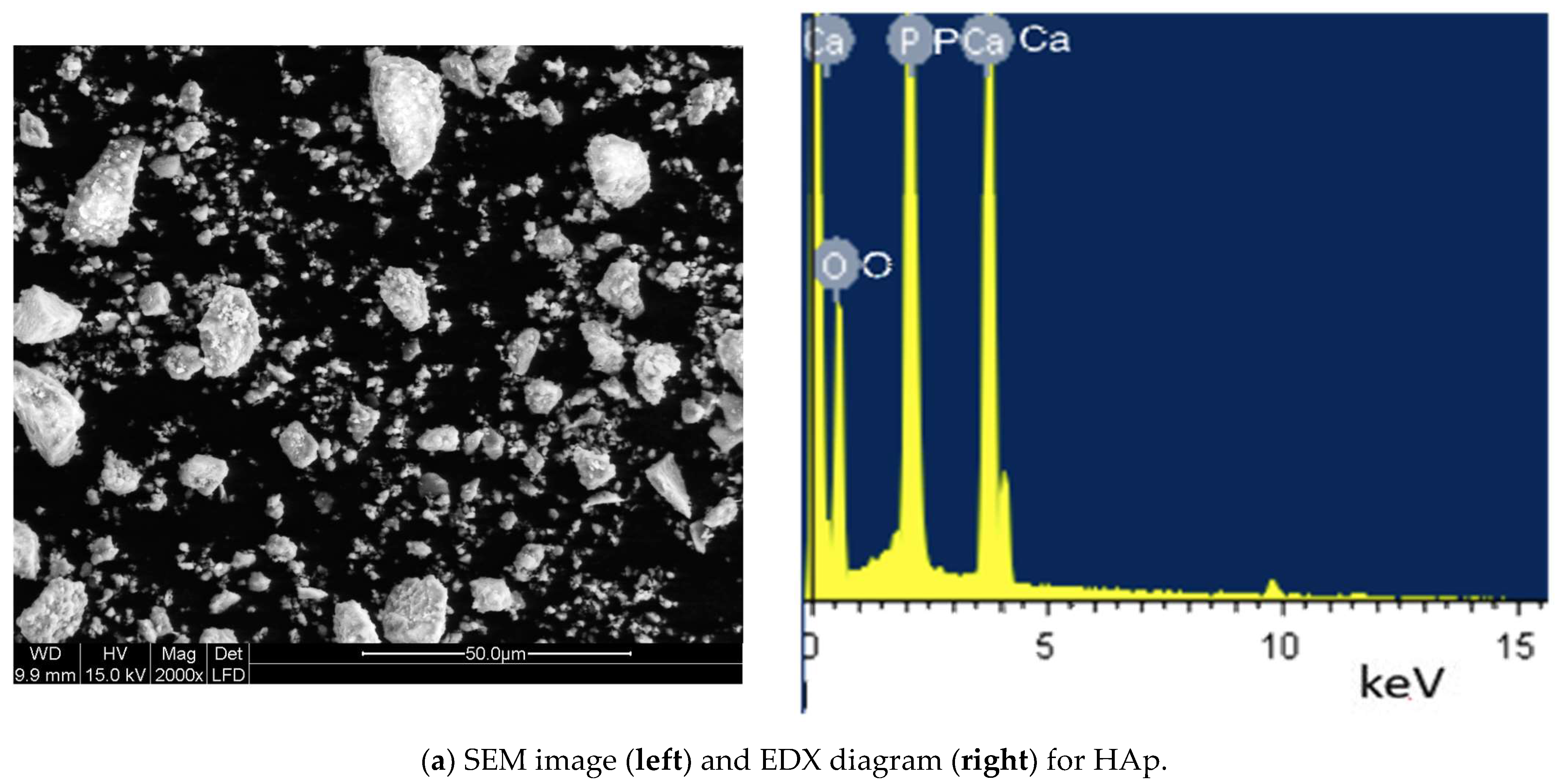
Through scanning electron microscopy and ImageJ processing program, it was possible to assess the morphology of the particles and measure the particle size and size distribution of the fine powder of HAp (
Figure 2a) and for the old book paper (
Figure 2b,c).
It could be observed that the fiber diameter is larger for the non-treated book paper (
Figure 2b) than for the samples treated with HAp (
Figure 2c). After treatment, the fibers become clearer and cleaned, and the impurities created by degradation (chemical or biological) are removed. For the non-treated samples, the aspect seems to be biologically affected with felting aspect (
Figure 2b); for the treated sample, the paper shows clear nanoparticles covering the fibers (
Figure 2c). The fibers are cleaned and many small fibers with diameters less than 10 um are visible.
By analyzing the images, it is possible to observe the deposition of HAp nanoparticles on the paper fibers. Additionally, the HAp nanoparticles are more homogeneously deposited, as ImageJ shows (
Figure 2d,e).
In addition, the 2D conventional SEM image and its 3D representation obtained using Image J software (ImageJ 1.51j8, National Institutes of Health, Bethesda, MD, USA) of the surface morphology of the HAp coatings is presented in
Figure 2d,e. Both the 2D as well as the 3D representation of the SEM surface topography of the HAp coatings suggests the presence of a uniform deposition layer with no fissures or other imperfections.
The obtained results show the great potential of such a method for measuring and analyzing the grain size and size distribution of cellulose particles before and after treatment with HAp. Microscopy or automated image analysis are the only techniques that can describe particle size with multiple values for particles with larger aspect ratios as also described by Gomez Yepes and Cremades [
40]. The homogeneity and uniformity of the thickness of the hydroxyapatite coating in its different parts of the samples are inferred from the elemental mappings of the outer surface of the coating layer. Cracks in the layer were not observed. The EDX maps indicate that all constituent elements (Ca, P, and O) were uniformly distributed on the book paper surface layer (
Figure 2f). There is an uniform distribution of all elements, both in the multi-color distribution map (
Figure 2f) and in the individual maps of each element [
29].
The percentages of C and O are higher than Ca and P, probably because the area selected for the EDX analysis is not fully covered by the HAp crystals. From the EDX data, Ca/P ratio was calculated, obtaining 1.67 (
Table 1). This result is comparable with those of the study conducted by Cengiz et al. (2008) [
41], which showed the Ca/P ratio became smaller (1.34) after the HAp crystallization process by using the SBF solution. In our case, this ratio was 1.60, a little bit smaller than that of the HAp powder (1.67).
3.2. AFM Analysis
Atomic force microscopy (AFM) imaging is a specifically useful technique in the characterization of cellulose fibers [
42] and crystalline surfaces [
43], allowing for the identification of the structure and behavior of the fiber surface [
44]. In cultural heritage, in most cases, this technique is used with uncreated paper surfaces, and samples can be measured in the state in which they are found. Additionally, AFM as a non-destructive technique allows the identification of the topography of the three-dimensional surface, thus a more precise determination of the shape and sizes of all structures.
The morphology of the HAp coating of the book paper surface was investigated using AFM studies. The surface topography of the HAp coatings is shown in
Figure 3a. The 2D image of the surface morphology of the HAp coatings captured by AFM analysis shows that the HAp is a uniform and continuously deposited layer with no visible fissures and cracks. In addition, the 3D representation of the 2D topography of the HAp coatings shown in
Figure 3b also indicated the existence of a uniform and continuously deposited layer and no discontinuities. The results obtained by AFM analysis are consistent with those of the SEM analysis, which also show that the HAp coatings have a uniform and homogenous morphology.
The AFM imaging of cotton fibrils showed slight oxidation and hydrolysis, leading to the damage of the fiber cuticle to remove the encapsulation of the fibril bundles and damage the fiber itself within the fibrils. This effect is very pronounced in the 1938 paper sample, as seen in
Figure 3b. After treatment with HAp, which is quite homogeneous and with very small sizes (30–70 nm) (
Figure 3a), the paper surface became smoothly, and the pores and asperities were covered with a relatively uniform layer of HAp. The grooves visible in the topology images of the order of 100 nm became, afterwards, very thin, due to the coating with a small layer of HAp, in the order of 20 nm (
Figure 3c).
3.3. Evolution of the pH of the Water Extract
The main causes of paper aging are acid hydrolysis and oxidation. Both are degradation processes inherent in a natural polymer but can be significantly accelerated by the use of acid sizing additives and the presence of metal ions in the paste. Papers from the middle of the XIXth century to the end of the XXth century, as this work examined, were made mainly by the processes of boiling sulfite acid, with additional rosin–alum alumina. These production parameters result in the formation of oxidized groups along the cellulose chain and provide an acid source that leads to acid hydrolysis. As a result, the paper has a low resistance to aging processes, namely increased fragility and tendency to break. Natural oxidation and traces of transition metal ions improve oxidation processes in paper. Usually, these works from the last two centuries also contain significant amounts of lignin that oxidize more easily. As a result, papers turn yellow. In addition to these inherent parameters of paper aging, storage conditions also influence the aging behavior. Light and the constant presence of oxygen lead to oxidation, changing climatic conditions can favor the decomposition of cellulose, and high humidity favors the growth of fungi. From an analytical point of view, these processes can be monitored by measuring the pH to assess the degree of acid hydrolysis.
pH tests were achieved for the paper samples described in the Materials Section.
Figure 4 shows the pH variation of cold-water extracts after the HAp treatment of paper samples (from 1938). pH tests were performed on the original and artificially aged samples. First, slightly lower pH values were observed in the aged samples compared to those of the original paper. Secondly, it was observed that the samples OT and OWT have a pH value in the alkaline area, which is necessary for preservation of the paper samples with hydroxyapatite nanoparticles (
Figure 4). The same tendency was observed for the AT and AWT samples, both of them having a pH comparable to that of the original paper, which means that the procedures are efficient. The values did not fluctuate too much and varied between 4.22 and 4.80 for the tested original samples and from 8 to 8.5 for treated and washed original or aged samples.
These values are close to the optimum pH of ~8.5 for paper protection as specified in the literature [
45]. It should be mentioned that maintaining the pH within the proposed limits is very important, especially when it comes to preserving paper heritage. At a higher pH (about 10), cellulose has been shown to be prone to alkaline depolymerization [
46]. However, the observed changes were less than 5%, proving the stability of the modified samples on the possible effects of environmental stress.
3.4. Tensile Strength
For this old book paper, significant changes (relevant) following treatment with hydroxyapatite were observed by increasing breaking length in the longitudinal direction, as shown in
Figure 5. The samples washed and treated with hydroxyapatite presented an improved tensile strength, expressed in a higher breaking length with approximate 35% as compared with that of the original sample. Although the difference between the washed paper and the washed and treated paper is not significant, the nanoparticle treatment is still important in the case of artificial light aging. The aged washed and treated paper is more resistant than the original aged paper. This fact is confirmed by the increase in breaking length (m) from about 900 m (original aging) to about 1100 m (treated aging), as shown in
Figure 5.
Basis weight is also represented considering that the breaking length is a tensile strength normalized with the sample mass. The HAp treatment offered a slightly increased weight that is also reflected in higher strength values.
3.5. Tensile Index
The tensile index represents the tensile strength (N/m) divided by grammage (g/m
2) and it is a characteristic of the material. Basis weight, for Anglo-Saxon countries, and weights, for countries using the metric system, are equivalent and represent the weight in grams of one sheet of paper with an area of one square meter, regardless of the basic sheet size or paper type (
Figure 6).
Again, as expected, the original washed and treated (OWT) samples had the highest tensile index value and the original untreated samples (OS) had the lowest tensile index value.
The aged paper samples showed the same trend as in the case of pH variation; AS showed a low tensile index value compared to OS. However, the AWT samples, even if they showed a low value of this parameter due to fiber breakage through aging, did not show a significant improvement in the tensile index. The tensile index for the OS samples is higher with 60% than for AS.
3.6. Modulus of Elasticity
Young’s modulus, plastic elongation, and creep of paper are all dependent on the fiber properties, as shown in
Figure 7. The elastic modulus of paper is smaller than the elastic modulus of the fibers due to the porosity of the paper (pores do not support load) and the random orientation paper (not all fibers carry the full load). In addition to these effects, the modulus of elasticity of paper, in practice, is very much dependent on the elastic properties of the paper fibers.
The elastic modulus of washed and treated paper samples is 56% greater than the elastic modulus of original paper samples, which means the importance of the nanoparticle treatment is essential. Another observation is that the elastic modulus of the treated paper samples that have been accelerated aged is higher than that of the original paper samples. This fact denotes the efficiency of the hydroxyapatite treatment for old book papers.
3.7. Elongation
The tensile strain or elongation of the sample is measured only for the
x-axis. It is a dimensionless quantity defined as the change in length divided by the initial length of the strip. Most often, this parameter is expressed as a percentage and is called percentage deformation or elongation, as shown in
Figure 8. The
y-axis is a measure of tensile stress, defined as the tensile force applied to the ends of the sample divided by the cross-sectional area of the paper. Only the machine direction (MD) was used in this paper because the paper samples with the machine transverse direction (CD) were too small for the existing clamps [
4,
5].
Both the treated and the washed and treated samples have the largest elongations and once again the treated and aged samples are more elastic than the original ones. This is essential to demonstrate that nanoparticles strengthen the cellulosic fibers. The smallest elongation was registered at the untreated paper that supported aging in artificial light.
3.8. The Changes in Yellowness
The relevant literature states that the yellowing of the paper must be understood as a sign of the carbonyl groups formed by oxidation during the accelerated aging of the cellulosic material [
4]. The yellowing of celluloses is thought to be caused by chemical (oxidative and/or hydrolytic) stress, photostress (light and irradiation), and thermal stress (high temperatures). These factors cause yellowing individually or in combination. As a consequence of these influences, the yellowing of the material, originating from the formation of chromophores, could be registered. Therefore, the phenomenon of increased yellowing does not necessarily have to be used as a valid argument to define the lifetime for a given paper or to obtain a specific set of optical properties [
47].
Regarding the criteria of the yellowing of the paper, the following classes are given: stable, with less than 3 points of the absolute b* value; moderately stable, with b* absolutely greater than 3 and less than 8 points; unstable, with a value greater than 8 points of the absolute value b * [
36].
The original untreated and hydroxyapatite-treated paper samples were subjected to accelerated photoaging for 48 h. The change in the degree of yellowing of the paper, in absolute values, Δb*, showed that the nanoparticles stabilized the degree of yellowing, in absolute values, in a fairly narrow range. In this way, after treatment with HAp nanoparticles, the originally untreated paper changes its degree of yellowing from moderately stable to stable, so treating the document paper with hydroxyapatite nanoparticles could be considered a success since it reduced the degree of yellowing.
The value of the absolute yellowing of the untreated and washed paper varied from 6.88 to 1.22, and for the treated paper, it varied from 2.23 to 1.22, i.e., the nanoparticles stabilized the absolute value of the yellowing parameter in a narrow range, as shown in
Figure 9. The optimal treatment for the old book paper is by washing the paper in de-ionized water, drying it, and then spraying it with a hydro-alcoholic suspension of hydroxyapatite nanoparticles.
The standard deviation for pH and tensile properties were obtained in order to show the reliability of results considering the importance of different paper treatments. As can be seen from
Table 2, the smaller value of pH obtained for the original aged sample is correlated with the smaller tensile properties. Considering the samples’ strength represented by the breaking length and tensile index, it can be observed that only the original and aged samples have smaller values than the median calculated for these two characteristics. Additionally, the paper sheets that were washed and then consolidated with hydroxyapatite had strength characteristics higher than the mean value. Similarities were observed also for the samples’ elasticity. The frequency of the resulting property values between the lower and upper ones is 5, a number that reflects, as evidenced in
Figure 4,
Figure 5,
Figure 6,
Figure 7 and
Figure 8, mainly the original, treated, and washed samples. The sample OWT has higher properties even considering the upper values.
4. Conclusions
In this paper, both the physical-mechanical and the optical properties were analyzed for a book from the beginning of the XXth century, accessed from a private collection, and treated with an alcoholic suspension of hydroxyapatite nanoparticles, which showed to have a proper consolidation behavior.
Through scanning electron microscopy (SEM-EDX) and the ImageJ processing program, it was possible to evaluate the morphology of the particles and to measure the particle size and fine particle size distribution as well as to determine the fiber diameter. We also visualized the HAp deposits with their presence and composition, and, by AFM, it was possible to identify the topology of the HAp deposits, highlighting the homogeneity of nanoparticle deposits.
The properties of the treated paper showed an improvement in the strength of the respective book, so the following parameters were changed as follows:
- -
The pH of the treated paper was higher (8–8.5) than the pH of the original untreated paper (3.93), providing greater stability over time.
- -
The mechanical properties of the washed and treated paper have better values than those of the untreated paper, washed paper, and directly treated paper, as follows:
- -
The breaking length increased by 35%;
- -
The value of the Young’s modulus of elasticity increased by 56%. The fact that the treated and aged samples are more elastic than the original ones shows that the nanoparticles strengthen the cellulosic fibers.
- -
The absolute change in yellowing causes the washed and treated paper to change from a moderately stable class to a stable class for the optical property.
- -
In conclusion, the best treatment for book paper preservation is washing and treatment with HAp nanoparticles.


 ,
, 











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}