
Robotic Disassembly Platform for Disassembly of a Plug-In Hybrid Electric Vehicle Battery: A Case Study

 ,
,  , , and
, , and
Abstract
1. Introduction
2. Disassembly of a Hybrid Electric Vehicle Battery
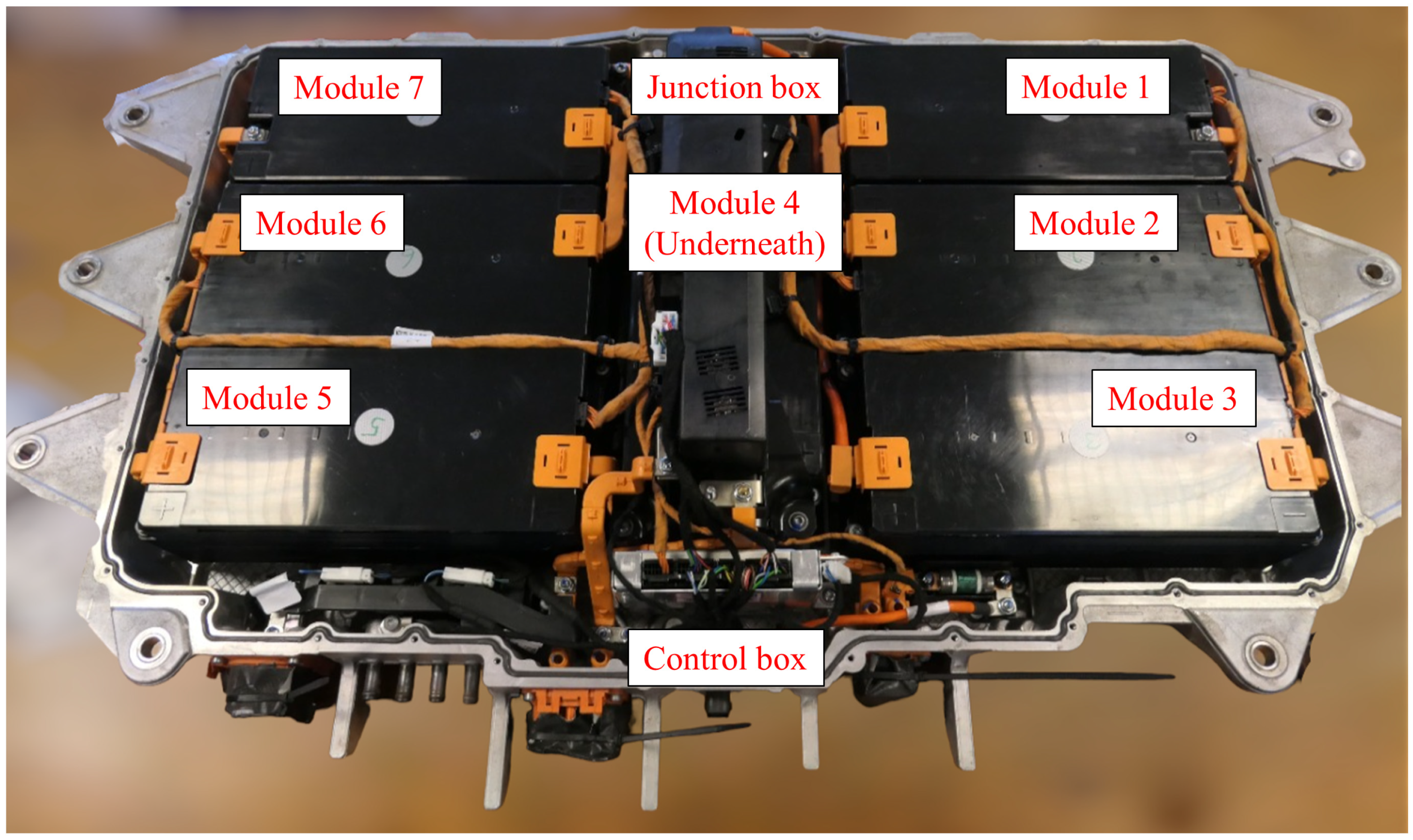
2.1. Battery Pack Layout
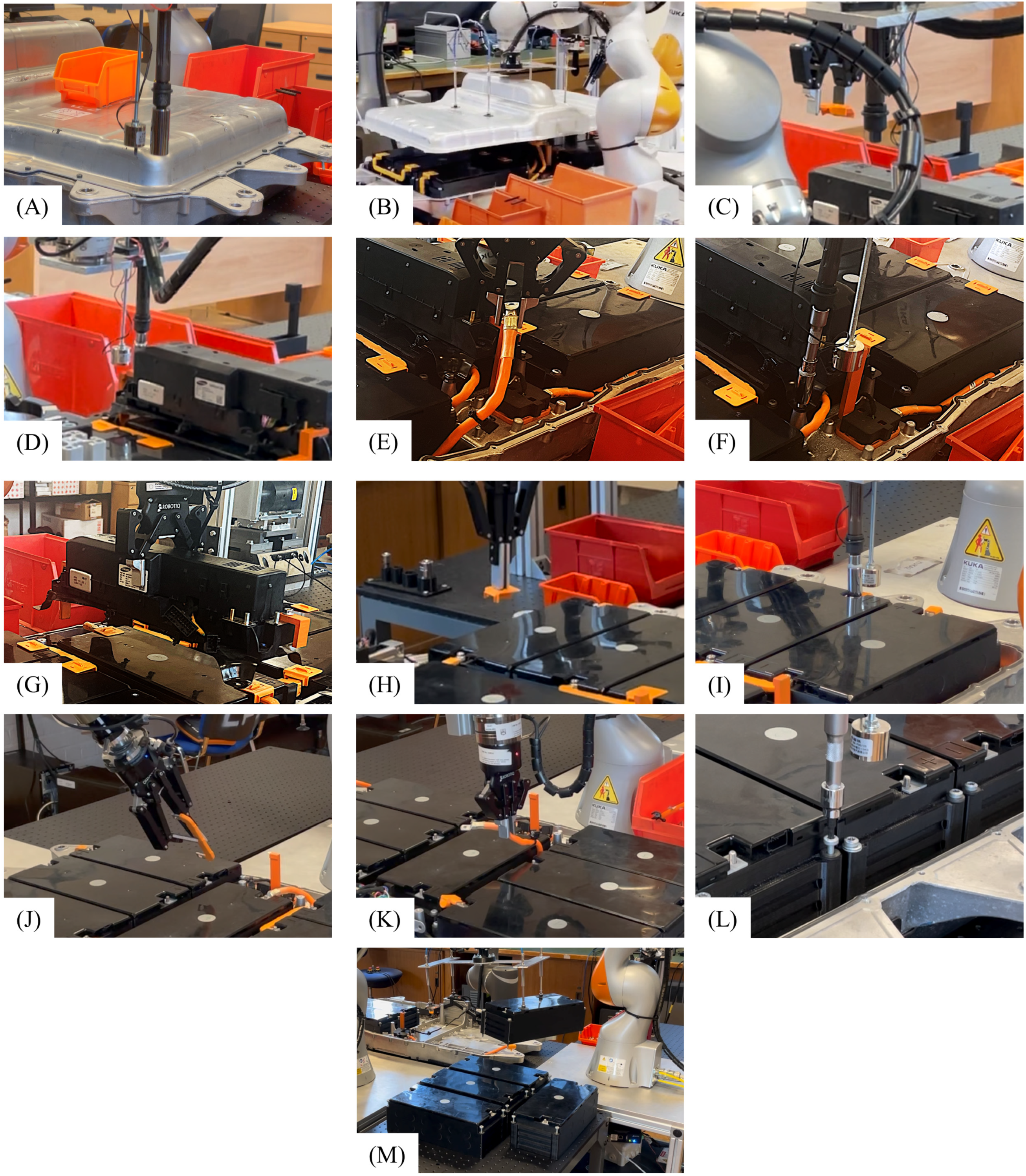
2.2. Disassembly Process
3. Non-Destructive Robotic Disassembly Platform
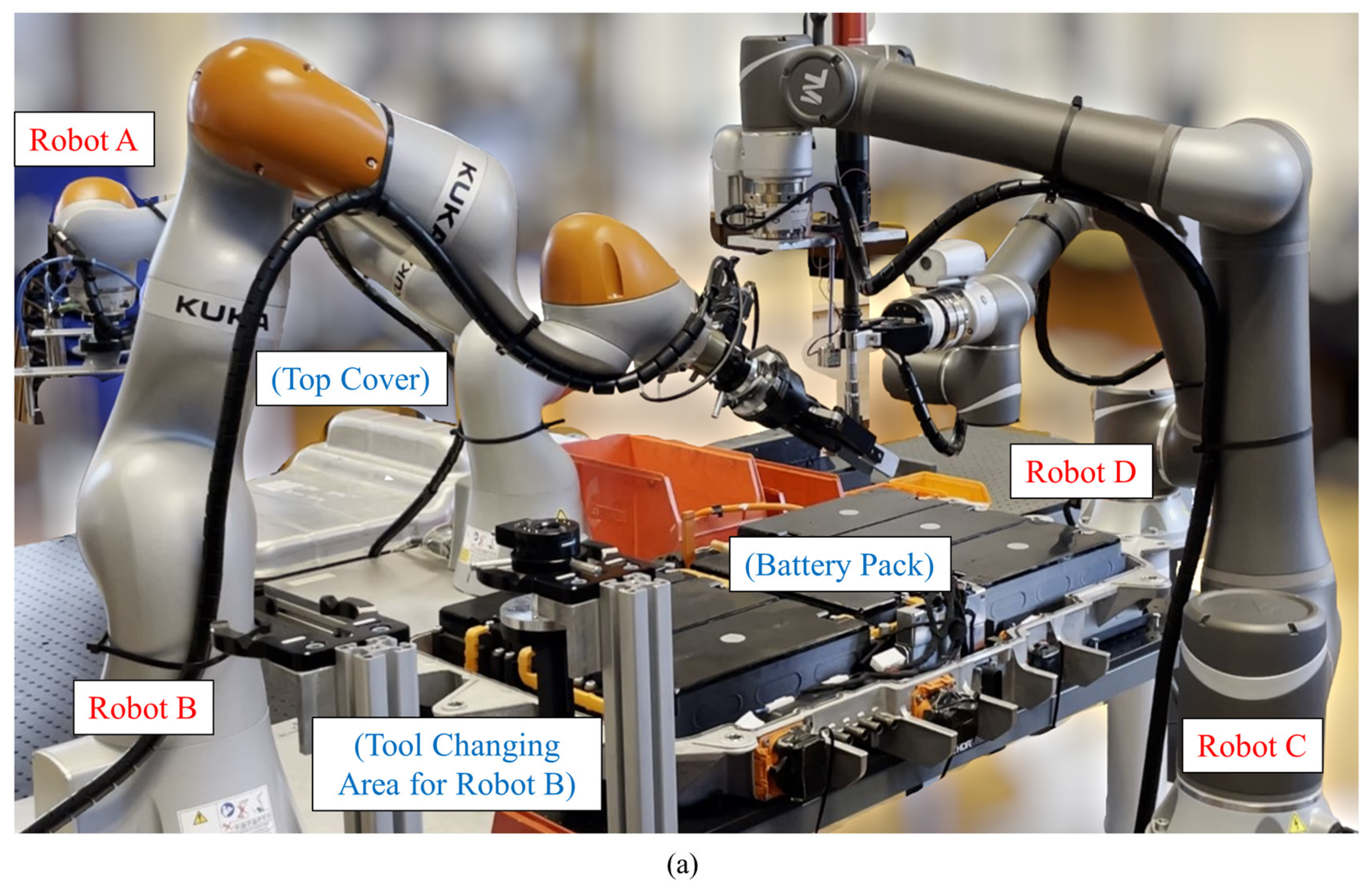
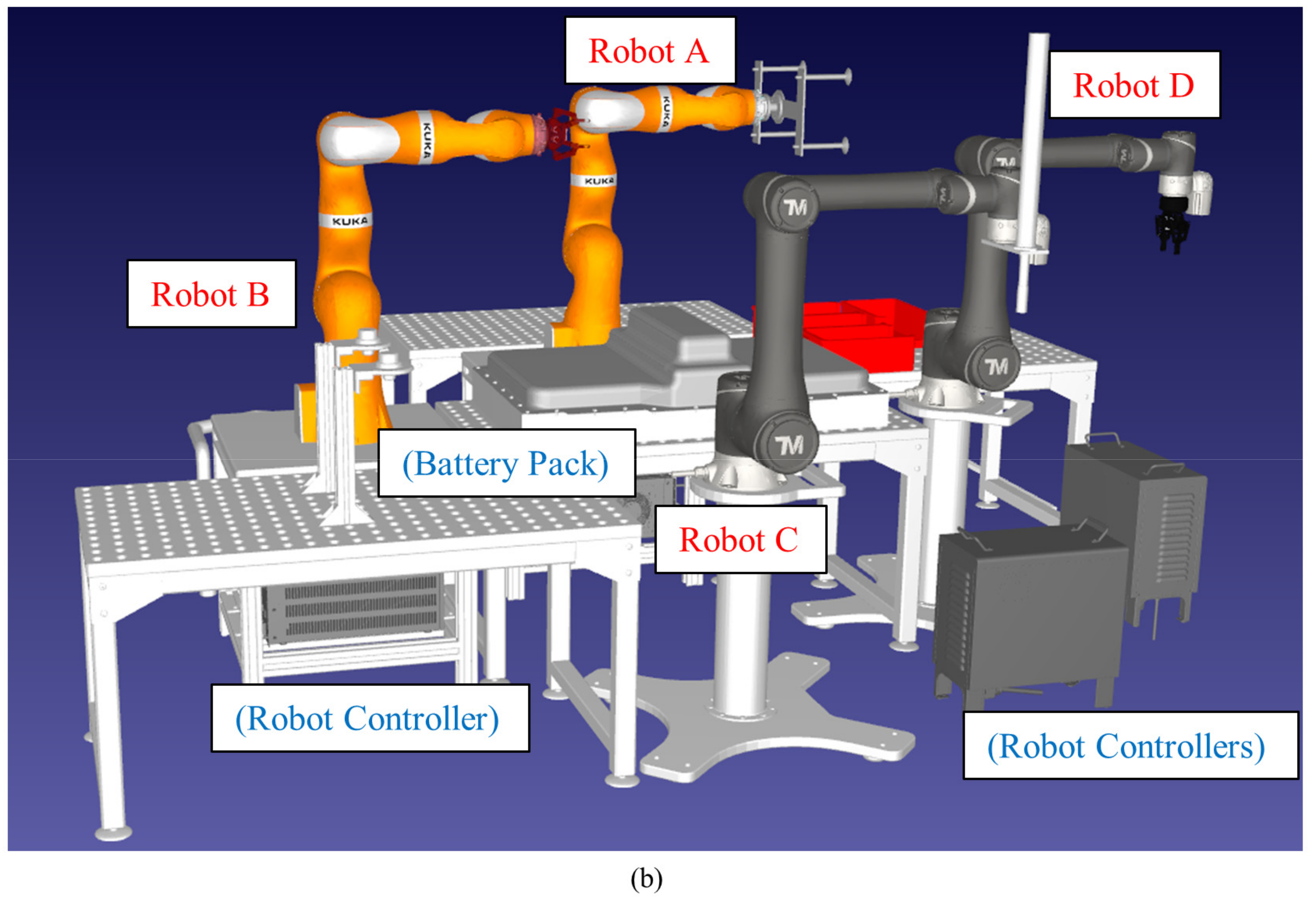
3.1. Four-Robot Disassembly Platform
3.1.1. Robot A
3.1.2. Robot B
3.1.3. Robot C
3.1.4. Robot D
3.1.5. Other Equipment
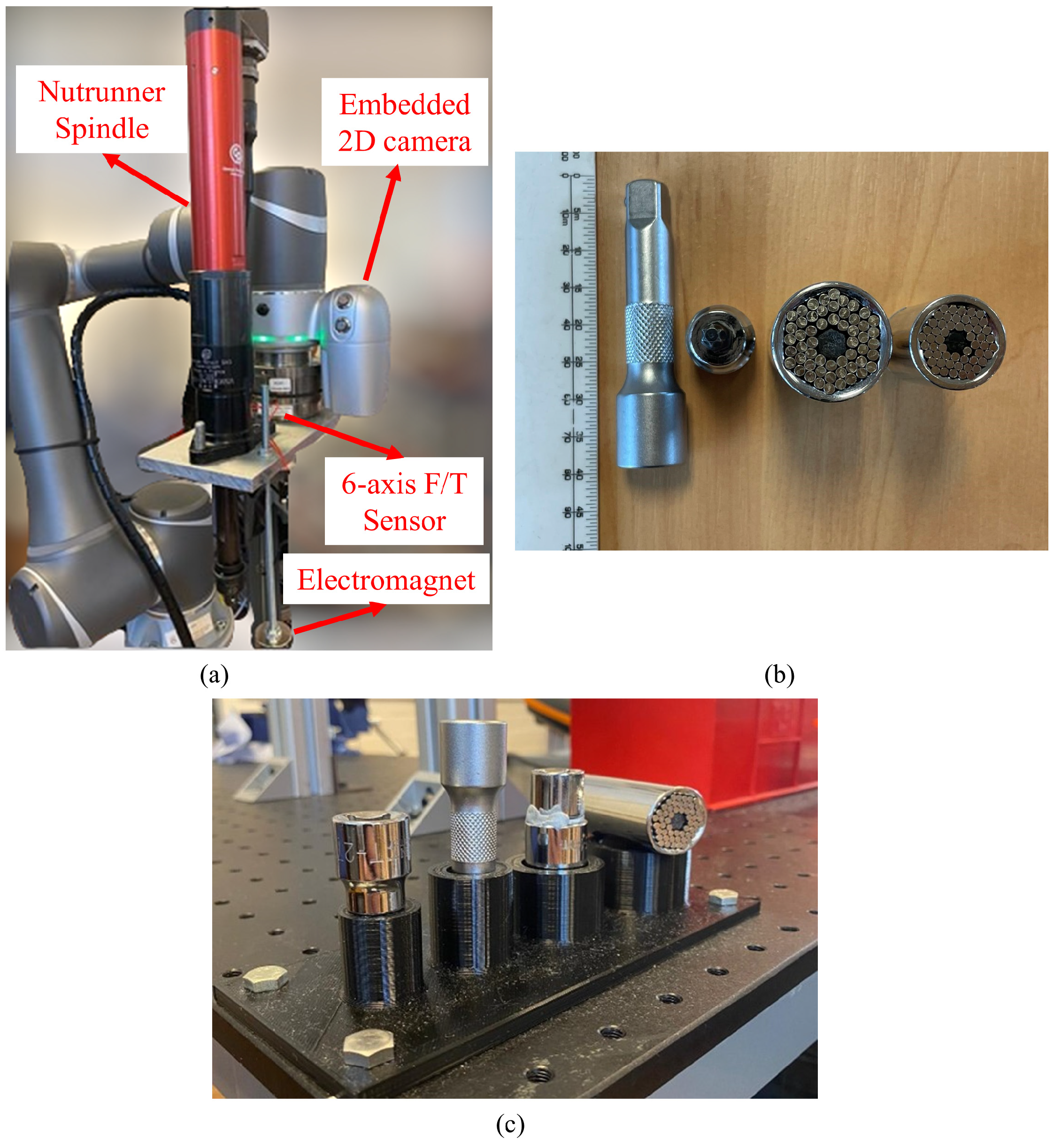
3.2. Vision-Based Unscrewing System
3.2.1. Vision-Based Part Localisation
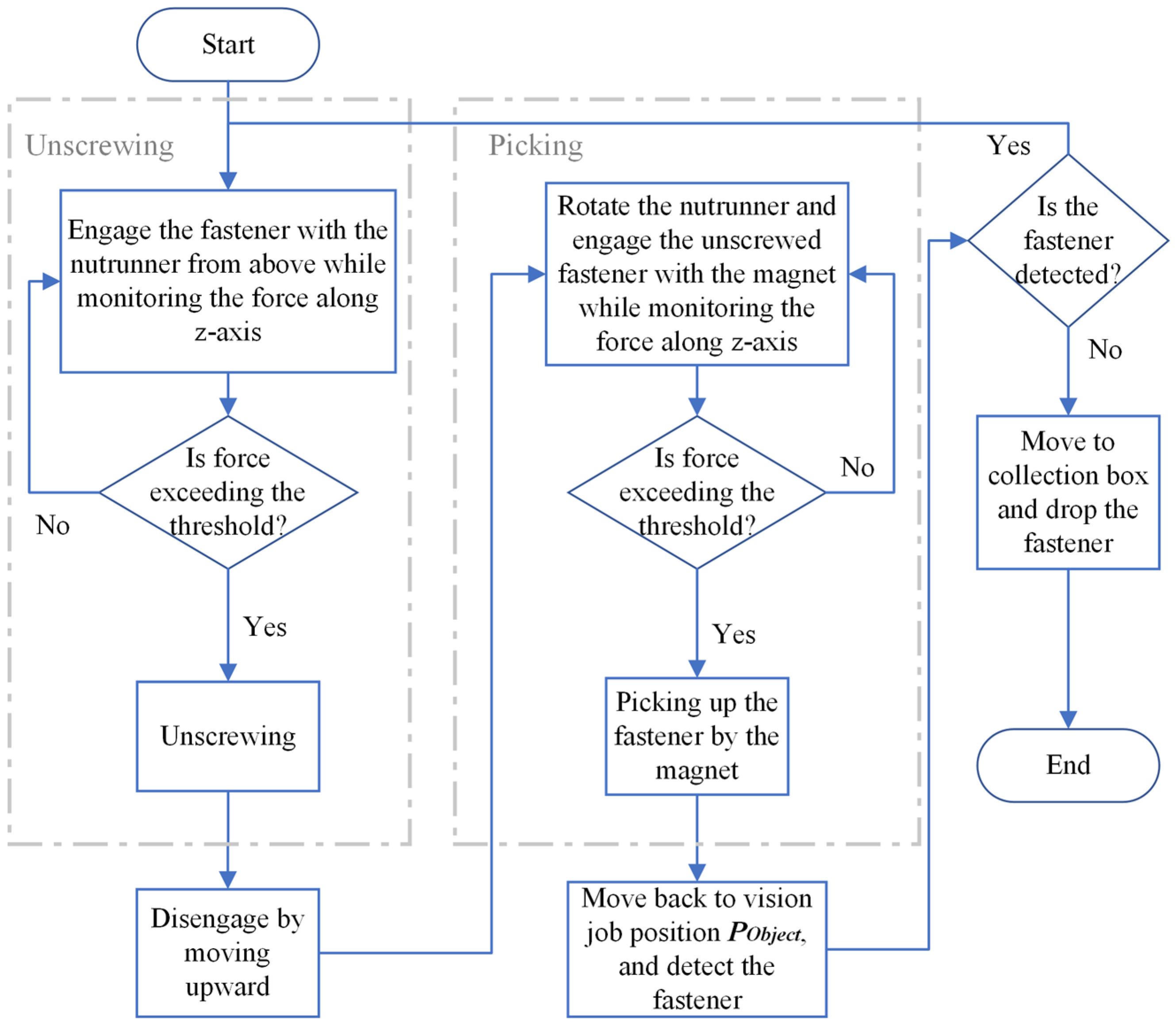
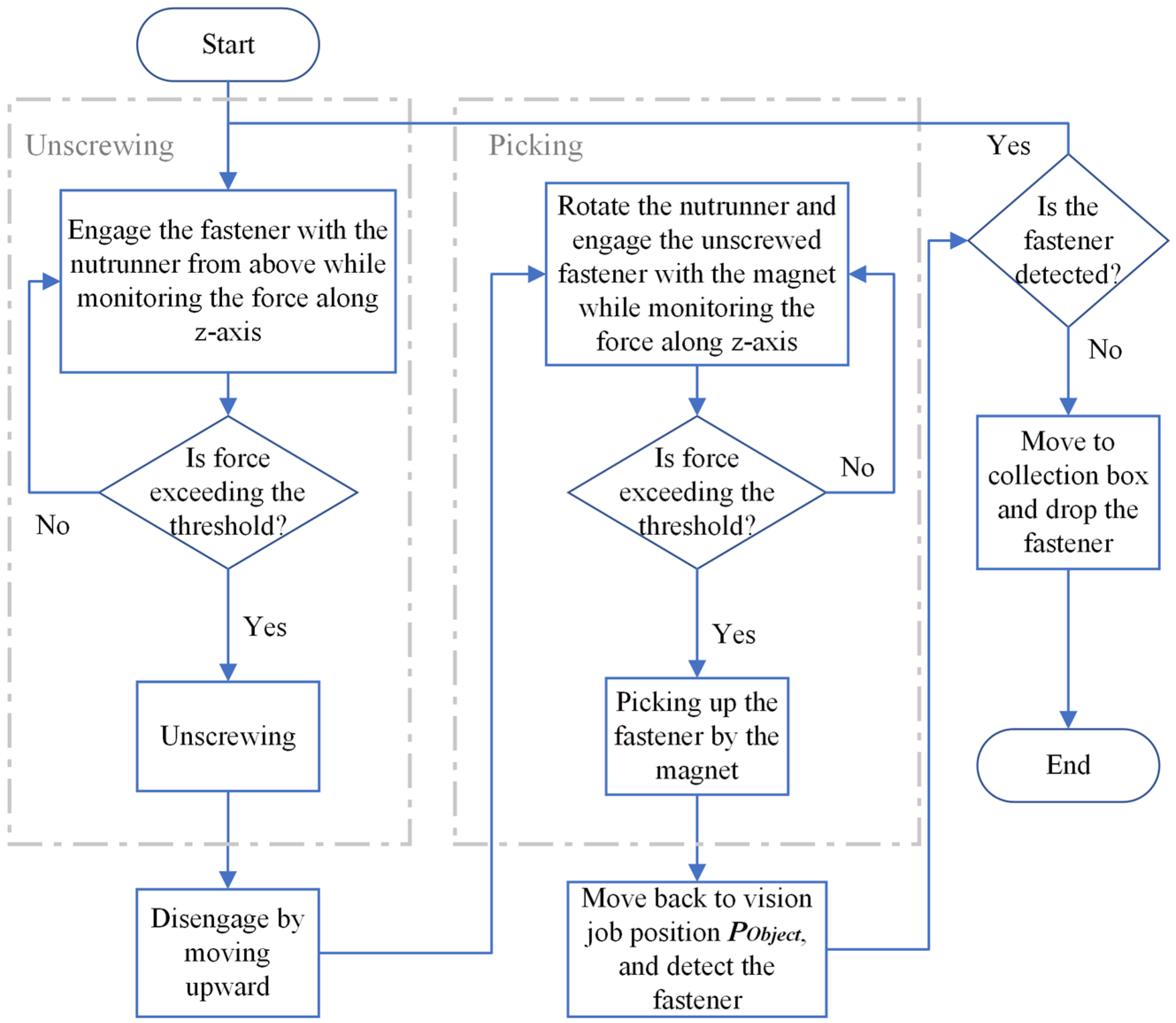
3.2.2. Unscrewing and Fastener Handling
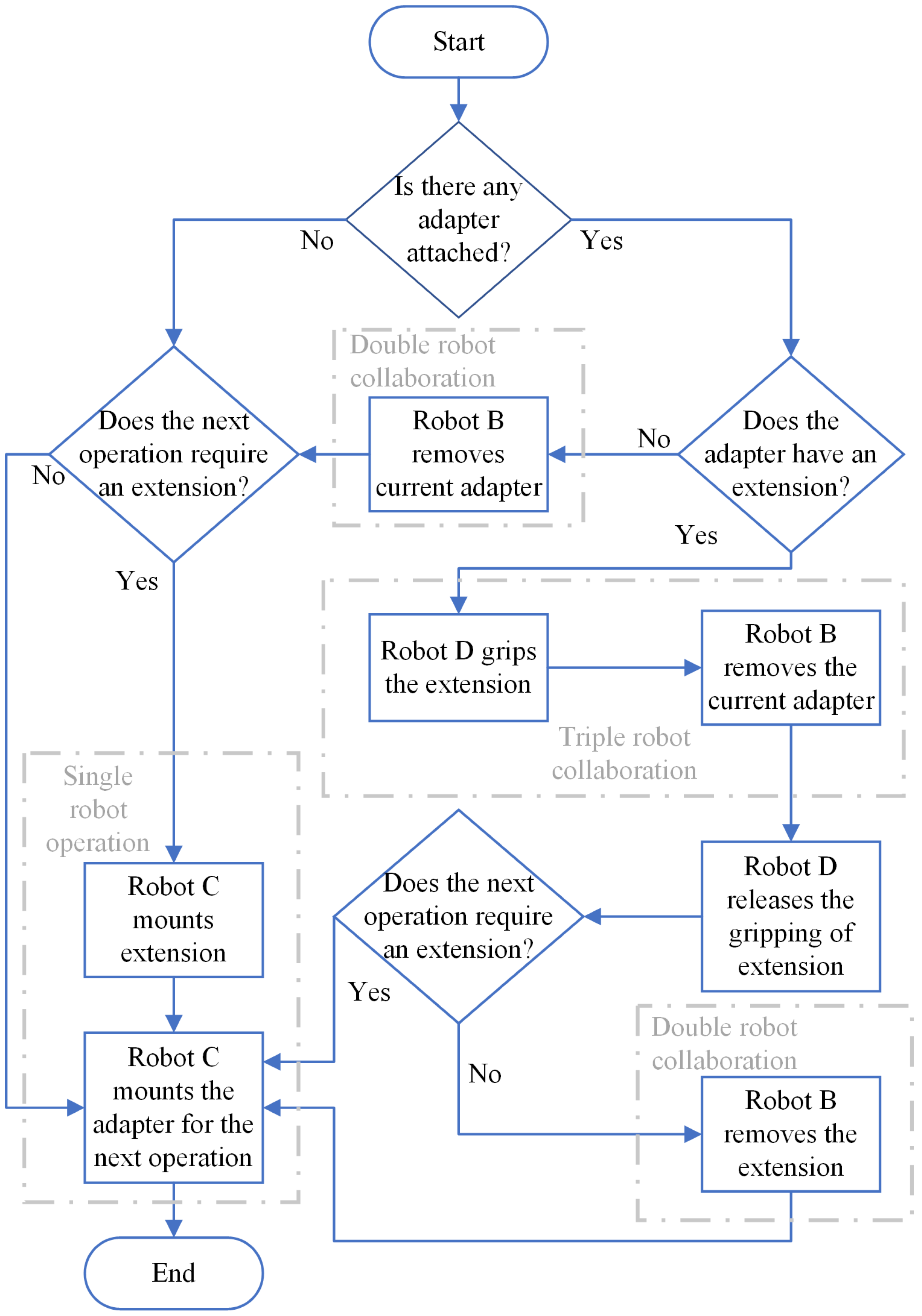
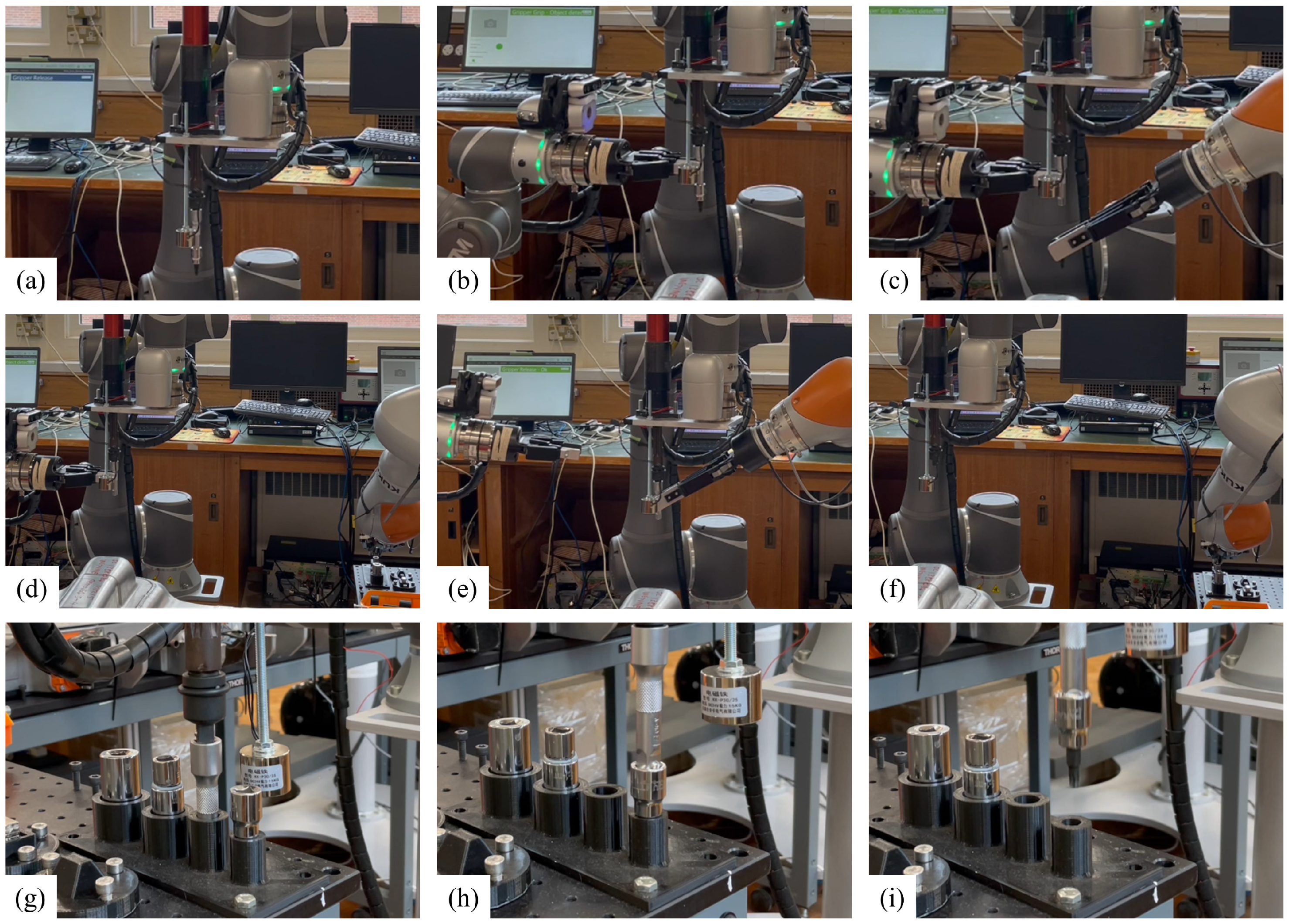
3.2.3. Multi-Robot-Collaborative Nutrunner Adapter Changing
4. Results and Discussions
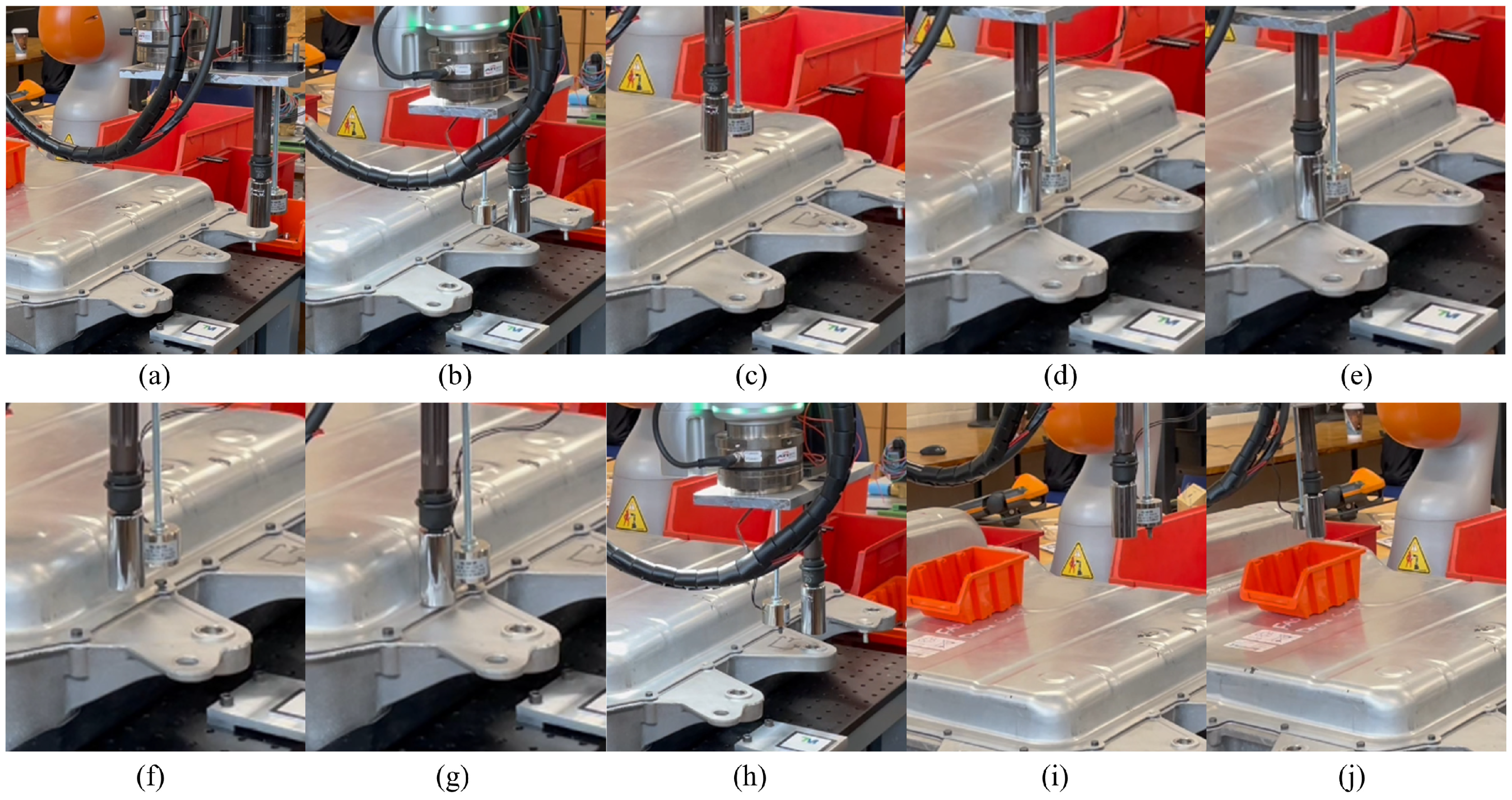
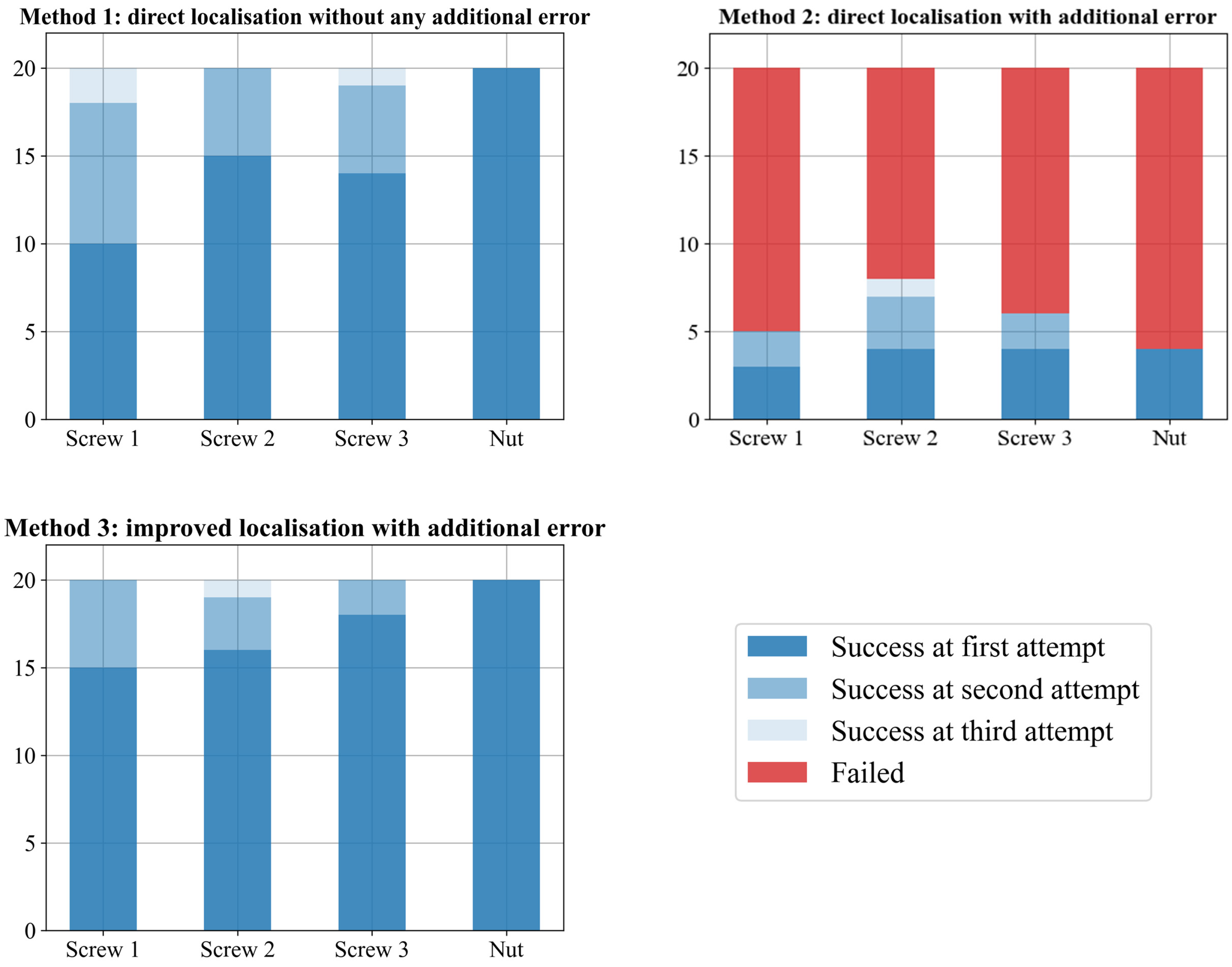
4.1. Validation of the Unscrewing System
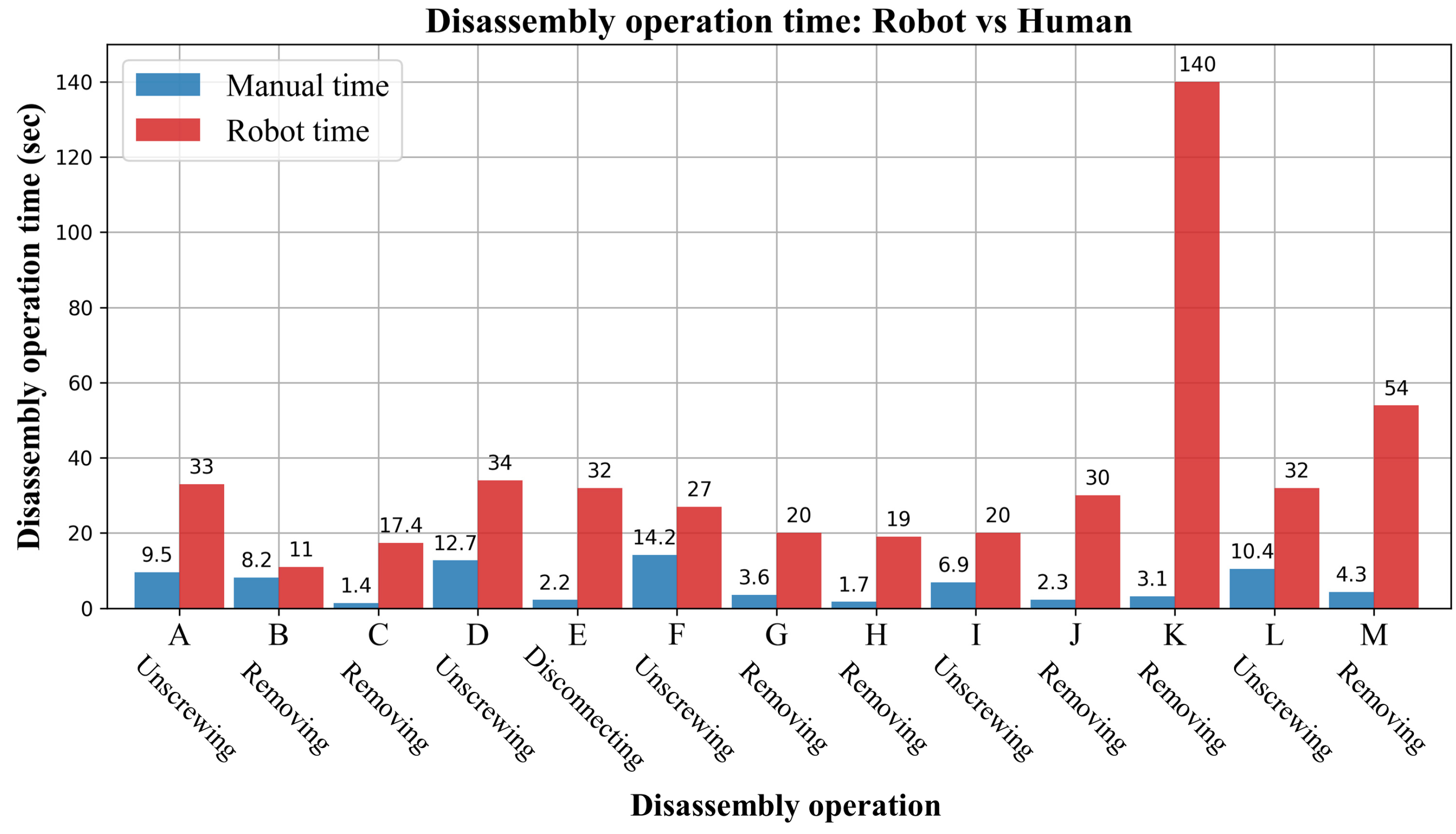
4.2. Comparison between Robotic and Human Disassembly
4.3. Limitations of the Platform
5. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- IEA. Global EV Data Explorer. Available online: https://www.iea.org/data-and-statistics/data-tools/global-ev-data-explorer (accessed on 7 November 2023).
- Fan, E.; Li, L.; Wang, Z.; Lin, J.; Huang, Y.; Yao, Y.; Chen, R.; Wu, F. Sustainable Recycling Technology for Li-Ion Batteries and Beyond: Challenges and Future Prospects. Chem. Rev. 2020, 120, 7020–7063. [Google Scholar] [CrossRef] [PubMed]
- Harper, G.; Sommerville, R.; Kendrick, E.; Driscoll, L.; Slater, P.; Stolkin, R.; Walton, A.; Christensen, P.; Heidrich, O.; Lambert, S.; et al. Recycling lithium-ion batteries from electric vehicles. Nature 2019, 575, 75–86. [Google Scholar] [CrossRef] [PubMed]
- Kampker, A.; Wessel, S.; Fiedler, F.; Maltoni, F. Battery pack remanufacturing process up to cell level with sorting and repurposing of battery cells. J. Remanufacturing 2021, 11, 1–23. [Google Scholar] [CrossRef]
- Meng, K.; Xu, G.; Peng, X.; Youcef-Toumi, K.; Li, J. Intelligent disassembly of electric-vehicle batteries: A forward-looking overview. Resour. Conserv. Recycl. 2022, 182, 106207. [Google Scholar] [CrossRef]
- Thompson, D.; Hyde, C.; Hartley, J.M.; Abbott, A.P.; Anderson, P.A.; Harper, G.D. To shred or not to shred: A comparative techno-economic assessment of lithiumion battery hydrometallurgical recycling retaining value and improving circularity in LIB supply chains. Resour. Conserv. Recycl. 2021, 175, 105741. [Google Scholar] [CrossRef]
- Lai, X.; Huang, Y.; Deng, C.; Gu, H.; Han, X.; Zheng, Y.; Ouyang, M. Sorting, regrouping, and echelon utilization of the large-scale retired lithium batteries: A critical review. Renew. Sustain. Energy Rev. 2021, 146, 111162. [Google Scholar] [CrossRef]
- Vongbunyong, S.; Chen, W.H. Disassembly Automation: Automated Systems with Cognitive Abilitie; Springer: Cham, Switzerland, 2015. [Google Scholar]
- Poschmann, H.; Brüggemann, H.; Goldmann, D. Disassembly 4.0: A Review on Using Robotics in Disassembly Tasks as a Way of Automation. Chem. Ing. Tech. 2020, 92, 341–359. [Google Scholar] [CrossRef]
- Lee, M.-L.; Liu, W.; Behdad, S.; Liang, X.; Zheng, M. Robot-Assisted Disassembly Sequence Planning with Real-Time Human Motion Prediction. IEEE Trans. Syst. Man, Cybern. Syst. 2022, 53, 438–450. [Google Scholar] [CrossRef]
- Qu, M.; Wang, Y.; Pham, D.T. Robotic Disassembly Task Training and Skill Transfer Using Reinforcement Learning. IEEE Trans. Ind. Informatics 2023, 19, 10934–10943. [Google Scholar] [CrossRef]
- Li, R.; Ji, C.; Liu, Q.; Zhou, Z.; Pham, D.T.; Huang, J.; Tan, Y.; Qu, M.; Wang, Y.; Kerin, M.; et al. Unfastening of Hexagonal Headed Screws by a Collaborative Robot. IEEE Trans. Autom. Sci. Eng. 2020, 17, 1–14. [Google Scholar] [CrossRef]
- Chen, W.H.; Foo, G.; Kara, S.; Pagnucco, M. Automated generation and execution of disassembly actions. Robot. Comput. Manuf. 2021, 68, 102056. [Google Scholar] [CrossRef]
- Huang, J.; Pham, D.T.; Li, R.; Qu, M.; Wang, Y.; Kerin, M.; Su, S.; Ji, C.; Mahomed, O.; Khalil, R.; et al. An experimental human-robot collaborative disassembly cell. Comput. Ind. Eng. 2021, 155, 107189. [Google Scholar] [CrossRef]
- Huang, J.; Pham, D.T.; Wang, Y.; Qu, M.; Ji, C.; Su, S.; Xu, W.; Liu, Q.; Zhou, Z. A case study in human–robot collaboration in the disassembly of press-fitted components. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2019, 234, 654–664. [Google Scholar] [CrossRef]
- Yu, J.; Zhang, H.; Jiang, Z.; Yan, W.; Wang, Y.; Zhou, Q. Disassembly task planning for end-of-life automotive traction batteries based on ontology and partial destructive rules. J. Manuf. Syst. 2022, 62, 347–366. [Google Scholar] [CrossRef]
- Wu, T.; Zhang, Z.; Yin, T.; Zhang, Y. Multi-objective optimisation for cell-level disassembly of waste power battery modules in human-machine hybrid mode. Waste Manag. 2022, 144, 513–526. [Google Scholar] [CrossRef] [PubMed]
- Alfaro-Algaba, M.; Ramirez, F.J. Techno-economic and environmental disassembly planning of lithium-ion electric vehicle battery packs for remanufacturing. Resour. Conserv. Recycl. 2020, 154, 104461. [Google Scholar] [CrossRef]
- Wu, T.; Zhang, Z.; Zeng, Y.; Zhang, Y.; Guo, L.; Liu, J. Techno-economic and environmental benefits-oriented human–robot collaborative disassembly line balancing optimization in remanufacturing. Robot. Comput. Manuf. 2024, 86, 102650. [Google Scholar] [CrossRef]
- Hellmuth, J.F.; DiFilippo, N.M.; Jouaneh, M.K. Assessment of the automation potential of electric vehicle battery disassembly. J. Manuf. Syst. 2021, 59, 398–412. [Google Scholar] [CrossRef]
- Wegener, K.; Chen, W.H.; Dietrich, F.; Dröder, K.; Kara, S. Robot Assisted Disassembly for the Recycling of Electric Vehicle Batteries. Procedia CIRP 2015, 29, 716–721. [Google Scholar] [CrossRef]
- Fleischer, J.; Gerlitz, E.; Rieβ, S.; Coutandin, S.; Hofmann, J. Concepts and Requirements for Flexible Disassembly Systems for Drive Train Components of Electric Vehicles. Procedia CIRP 2021, 98, 577–582. [Google Scholar] [CrossRef]
- Poschmann, H.; Brüggemann, H.; Goldmann, D. Fostering End-of-Life Utilization by Information-driven Robotic Disassembly. Procedia CIRP 2021, 98, 282–287. [Google Scholar] [CrossRef]
- Tan, W.J.; Chin, C.M.M.; Garg, A.; Gao, L. A hybrid disassembly framework for disassembly of electric vehicle batteries. Int. J. Energy Res. 2021, 45, 8073–8082. [Google Scholar] [CrossRef]
- Wegener, K.; Andrew, S.; Raatz, A.; Dröder, K.; Herrmann, C. Disassembly of Electric Vehicle Batteries Using the Example of the Audi Q5 Hybrid System. Procedia CIRP 2014, 23, 155–160. [Google Scholar] [CrossRef]
- Hjorth, S.; Chrysostomou, D. Human–robot collaboration in industrial environments: A literature review on non-destructive disassembly. Robot. Comput. Manuf. 2022, 73, 102208. [Google Scholar] [CrossRef]
- Chen, W.H.; Wegener, K.; Dietrich, F. A robot assistant for unscrewing in hybrid human-robot disassembly. In Proceedings of the 2014 IEEE International Conference on Robotics and Biomimetics (ROBIO 2014), Bali, Indonesia, 5–10 December 2014; pp. 536–541. [Google Scholar]
- Zhou, L.; Zhang, L.; Konz, N. Computer Vision Techniques in Manufacturing. IEEE Trans. Syst. Man, Cybern. Syst. 2022, 53, 105–117. [Google Scholar] [CrossRef]
- Li, H.; Zhang, H.; Zhang, Y.; Zhang, S.; Peng, Y.; Wang, Z.; Song, H.; Chen, M. An Accurate Activate Screw Detection Method for Automatic Electric Vehicle Battery Disassembly. Batteries 2023, 9, 187. [Google Scholar] [CrossRef]
- Zorn, M.; Ionescu, C.; Klohs, D.; Zähl, K.; Kisseler, N.; Daldrup, A.; Hams, S.; Zheng, Y.; Offermanns, C.; Flamme, S.; et al. An Approach for Automated Disassembly of Lithium-Ion Battery Packs and High-Quality Recycling Using Computer Vision, Labeling, and Material Characterization. Recycling 2022, 7, 48. [Google Scholar] [CrossRef]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Disassembly Stages | Disassembly Step Symbols (cf. Figure 2) | Disassembly Process | Repetition | Component Removed or Disconnected |
|---|---|---|---|---|
| Stage 1: Top cover removal | A | Unscrewing | 35 | M5 × 10 mm screw |
| B | Removal | 1 | Top cover | |
| Stage 2: Circuit breaking | C | Removal | 1 | L-shape cover |
| D | Unscrewing | 1 | M6 nut | |
| E | Disconnection | 1 | High-voltage cable | |
| Stage 3: Junction box removal | F | Unscrewing | 4 | M6 × 16 mm bolt |
| G | Removal | 1 | Junction box | |
| Stage 4: Battery module removal | H | Removal | 14 | Terminal cover |
| I | Unscrewing | 14 | Nuts | |
| J | Removal | 5 | Busbar | |
| K | Removal | 3 | High-voltage cable | |
| L | Unscrewing | 28 | M6 × 95 mm bolt | |
| M | Removal | 7 | Battery module |
| Robot | Main End-Effectors | Main Duty |
|---|---|---|
| Robot A | Vacuum gripper | Handling bulky objects |
| Robot B | Two-finger gripper | Handling small objects |
| Robot C | Nutrunner | Unscrewing |
| Robot D | Two-finger gripper | Handling small objects |
| Disassembly Step | Fastener Type | Size | Head Type | Used Adapter | With Extension | Repetitions |
|---|---|---|---|---|---|---|
| A | Screw | M5 × 10 mm | Hexagonal | 3/8-inch gripper socket | No | 35 |
| D | Nut | M6 | Hexagonal | 1/4-inch gripper socket | No | 1 |
| F | Screw | M6 × 16 mm | Hexagonal | 1/4-inch gripper socket | Yes | 4 |
| I | Nut | M6 | Hexagonal | 1/4-inch gripper socket | No | 14 |
| L | Screw | M6 × 95 mm | Torx | M6 Torx-shape socket | Yes | 28 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Qu, M.; Pham, D.T.; Altumi, F.; Gbadebo, A.; Hartono, N.; Jiang, K.; Kerin, M.; Lan, F.; Micheli, M.; Xu, S.; et al. Robotic Disassembly Platform for Disassembly of a Plug-In Hybrid Electric Vehicle Battery: A Case Study. Automation 2024, 5, 50-67. https://doi.org/10.3390/automation5020005
Qu M, Pham DT, Altumi F, Gbadebo A, Hartono N, Jiang K, Kerin M, Lan F, Micheli M, Xu S, et al. Robotic Disassembly Platform for Disassembly of a Plug-In Hybrid Electric Vehicle Battery: A Case Study. Automation. 2024; 5(2):50-67. https://doi.org/10.3390/automation5020005
Chicago/Turabian StyleQu, Mo, D. T. Pham, Faraj Altumi, Adeyemisi Gbadebo, Natalia Hartono, Kaiwen Jiang, Mairi Kerin, Feiying Lan, Marcel Micheli, Shuihao Xu, and et al. 2024. "Robotic Disassembly Platform for Disassembly of a Plug-In Hybrid Electric Vehicle Battery: A Case Study" Automation 5, no. 2: 50-67. https://doi.org/10.3390/automation5020005
APA StyleQu, M., Pham, D. T., Altumi, F., Gbadebo, A., Hartono, N., Jiang, K., Kerin, M., Lan, F., Micheli, M., Xu, S., & Wang, Y. (2024). Robotic Disassembly Platform for Disassembly of a Plug-In Hybrid Electric Vehicle Battery: A Case Study. Automation, 5(2), 50-67. https://doi.org/10.3390/automation5020005