4.1. Smoldering Combustion Analysis
Many specific behaviors of propagation development were noticed during the experiment, similar to those observed by other authors [
19,
22].
Figure 4 depicts a sequence of images taken during the test development of the corn flour sample. First, the fuel material was gently packed into the cylindrical reactor, avoiding the mass compaction located on the hot plate, and the thermocouples were connected to it (A). After the heating onset, some displacement, a contraction at the bottom and cracks on the top, indicated the drying step progress and the shrinkage of the material (B). Once the plate heating started, the heat generated by the plate began to heat the first layer by conduction, then the following layers were heated by the previous layers as the reaction front moved upwards. The occurrence of three basic steps can explain the smoldering process: pre-heating and drying of corn material, pyrolysis reaction transforming the fuel into char, and char oxidation reaction releasing more heat to the sample material. After 4 h, the electrical panel was turned off, and the heating source was interrupted. If the heat generated by the oxidation step is sufficient, the heat propagation continues, and the upward smoldering process remains active. However, the smoldering process ceases if the heat released is not higher than the heat absorbed by the heating and pyrolysis steps. As illustrated in some works [
17], the appearance of a glowing mass may occur during the smoldering process, which was also observed during some experiments (C), especially experiments with dry corn flour. Additionally, the presence of smoke (D) was observed during the whole process. After the burning process, part of the material turned to ashes and char residue (E) or if the burning was incomplete, unburnt material.
As previously mentioned, seven thermocouples measured the evolution of the temperatures inside the corn bed. For each case, a graph was plotted indicating the temperature variation along the central axis of the reactor. As the heating, pyrolysis, and oxidation steps progressed, the heat was propagated toward the top of the sample, and temperatures at different heights of the corn bed were recorded. Subsequently, the graphs exhibited this temporal variation of the seven thermocouples within the sample and some differences and patterns could be observed.
Figure 5 displays four graphs showing the temporal evolutions registered in the tests with corn flour; each graph varied the moisture content and the ventilation condition.
Figure 5A,B show the temporal evolutions of the temperature of the thermocouples obtained in an experiment with dried (CF-Dried) and wet corn flour (CF-Wet), while
Figure 5C,D show the experiment with the air ventilation system for dried (CF-Dried-V) and wet corn flour (CF-Wet-V).
In all cases, it is possible to verify three specific zones. First, the pre-heating and drying zone is characterized by constant temperatures around 100 °C, followed by a temperature increase relative to the pyrolysis step. Finally, the sustained high temperatures due to the oxidation step ensure the smoldering propagation. Although comparing the wet and dried samples, this pre-heating zone is apparently shorter than the wet ones. This difference is more expressive in the layers of the corn flour bed closer to the top. After the pre-heating step, the propagated heat feeds the pyrolysis reaction in the lower layers. As the reaction rises toward the top, the layers underneath the top initiate the oxidation step. The temporal evolution of the temperatures registers a more significant development in the dried samples. However, the wet samples remain burning for longer.
Some researchers describe smoldering as a slow process, i.e., temperatures within a pile of particulate material take time to reach the temperature at which heat will be sufficient to self-sustain the propagation. For this reason, the corn flour layers packed in the cylindrical structure took a long time to reach the temperature to initiate the ignition and maintain the burning process. With the addition of the ventilation system to the samples with the two different moisture levels, a slight reduction in heat propagation is observed, which slows the temperature rise along the central axis of the fuel bed. At the initial pre-heating and drying phase, air ventilation influences the propagation time of the wet sample (CF-Wet-V), which extends the drying phase of the sample. Another critical point is the burning extension after switching off the heating plate. Ventilated samples increase the burning time at both moisture levels, approximately 1 h for dried corn flour (CF-Dried-V) and nearly 2 h for wet corn flour (CF-Wet-V).
At the sample’s middle point (60 mm), it is observed that the temperature of the CF-Dried and CF-Wet samples at this point only reached the temperature of the hot plate at 2 h and 19 min, and 2 h and 42 min, respectively. With the addition of the ventilation, the values increase to 2 h and 38 min and 3 h and 21 min. The heat-dissipating effect is noted for this particle size and not the reaction acceleration due to more oxygen supplied. Another point that can be compared and evaluated is the point located 90 mm away from the heating plate, where the last thermocouple is placed. Regarding the influence of the ventilation system, there is a one-hour increase in the burning process for the dried corn flour sample and a one-hour and thirty-minute increase for the wet corn flour sample.
The graphs of corn flour exhibit differences in the maximum temperature achieved and the extension of the smoldering process. Although the CF-Dried (A) presents higher temperatures, CF-Wet-V (D) indicates the most extensive spread of smoldering propagation. After the hot plate shutdown, it can be noticed that smoldering propagation continued until the top of both samples, which indicates that all the fuel material is consumed.
Similar to what is presented and discussed above,
Figure 6 also shows the temporal variation of temperature along the central axis of a corn powder bed, with a larger particle diameter than corn flour samples.
Figure 6A,B show the temporal evolutions of the temperature of the thermocouples obtained in an experiment with dried (CP-Dried) and wet corn powder (CP-Wet), while
Figure 6C,D show the experiment with the air ventilation system for dried (CP-Dried-V) and wet corn powder (CP-Wet-V).
These tests also present the pre-heating and drying, pyrolysis, and oxidation phases similar to the corn flour tests. The dried samples (CP-Dried and CP-Dried-V) show a less-defined drying phase than the wet samples (CP-Wet and CP-Wet-V). After the drying phase, unlike the corn flour samples, the temperatures of these corn powder samples slowly increase until they reach the hot plate temperature. Due to the larger particle size, the heat is not propagated at the same velocity as corn flour. In the case of dried corn powder, smoldering spread only up to 60 mm and 75 mm, while in the case of wet corn powder, the spread does not reach half of the fuel bed. This fact indicates that the upper layers of the fuel bed cannot sustain the reaction because the heat generated by the oxidation step is not sufficient to maintain the pyrolysis reaction in the upper layers. The addition of the air ventilation system does not extend the samples’ burning time, which is not observed in the corn flour samples (CF-Dried-V and CF-Wet-V). However, the air ventilation affects the rise in temperatures in the CP-Dried-V case, which makes it difficult to reach the temperature of the hot plate as well, while in the CP-Wet-V case, there is very little influence of this factor. Therefore, the dissipative effect of the heat has more impact on the dried sample, being almost inexpressible in the wet sample.
Evaluating the sample’s middle-point for the corn powder graphs, the temperatures of CP-Dried and CP-Dried-V cases only reach the hot plate temperature at 3 h and 3 h and 47 min, respectively. However, the middle-point of the wet samples does not achieve the hot plate temperature, and they approximately reach 200 °C.
The graphs show that the smoldering ceases before it reaches the sample top. Comparing the two cases with the dried sample (CP-Dried and CP-Dried-V), we observe that the burning time is approximately the same, which ends almost 7 h after the hot plate shutdown. However, the height attained by smoldering propagation differs by at least 15 mm, i.e., the distance between thermocouples T5 and T6. In the cases with wet samples (CP-Wet and CP-Wet-V), the smoldering process extends to 45 mm upwards and remains burning for almost 4 h after the plate has been turned off.
These results exhibit similarities in propagation and extension of the smoldering, indicating the low influence of ventilation on this particle size. Although the CP-Dried sample (A) has the highest temperatures and longest burning time, the combustion process is incomplete, and the reaction does not entirely consume the corn powder.
The propagation rate of a smoldering process is more shallow than the rate of a flame combustion process. In the tests performed, the corn bed layers take a long time to reach the hot plate temperature, but they generate enough heat to continue feeding the process. Half of the sample takes more than 2 h to exceed the hot plate temperature, as with the CF-Dried sample, and more than 3 h with CP-Dried. In addition, the wet corn flour samples take a long time to reach high temperatures close to the hot plate’s temperatures, as they remain longer in the drying phase. In contrast, wet corn powder samples do not develop smoldering in the layers located in the middle of the sample. Thus, the smoldering propagation is complete only for the corn flour samples, while the corn powder develops a partial smoldering.
The velocity at which smoldering propagates was defined according to the data gathered from the temperature evolution graphs. First, for each thermocouple positioned along the central axis of the fuel bed, the time taken to reach a temperature of 350 °C was verified. Then, with all the points of each thermocouple, a regression line was built, and the slope of the regression line quantifies the smoldering velocities. This process was repeated for each test, allowing us to achieve each condition’s smoldering velocity.
Comparisons of the smoldering velocities acquired varying the three factors adopted to evaluate the process show that the smaller the particle size, the greater the smoldering velocity, as depicted in
Figure 7. The corn flour propagation rates for dried and wet cases are 0.55 and 0.45 mm/min. In the meantime, the velocities of the corn powder samples achieve 0.36 and 0.25 mm/min, respectively. A comparison between the two-particle size samples with the same moisture content shows a variation of 35% for the dried samples and 45% for the wet samples. When comparing the influence of moisture, a variation of 19% for corn flour and 31% for corn powder is observed, indicating a more significant impact of this factor in corn powder samples. The air ventilation reduces the velocities of all samples. The corn flour samples, CF-Dried-V and CF-Wet-V, show velocity values of 0.47 and 0.37 mm/min, and the corn powder samples, CP-Dried-V and CP-Wet-V, registered 0.26 and 0.23 mm/min. This ventilation leads to 15% and 17% variations for dry and wet corn flour, and 27% and 10% for dry and wet corn powder. Although adding an airstream can provide more oxygen and thus promote a more intense combustion scenario, the tested cases indicate the opposite showing a slower propagation velocity.
Rein [
1] pointed out that a burning reaction usually spreads around 1 mm/min despite the variation between the chemical and physical properties of the fuel, which is utterly slower than flame propagation. The experiments performed in this work present slightly slower smoldering velocities between 0.23 mm/min and 0.55 mm/min. Although these values are lower than the value Rein pointed out, smoldering remains a hazard when storing corn materials.
As previously described in this work and by several authors, the smoldering process is known to have a slow burn propagation compared with flaming combustion. For this reason, temperatures along the central axis of the fuel bed take a long time to reach the hot plate temperature and then to sustain the reaction through heat-generating and storage. The temporal evolution of the temperatures inside the corn bed presents a behavior very similar to that shown by Hagen et al. in their experiments in cotton samples, which required an extended period for smoldering development [
21]. In the first minutes of the experiments, the graphs have a drying step with little temperature change, followed by the pyrolysis and oxidation step with a rapid temperature increase sustained even after the hot plate shutdown. The temperature decay finally indicates the termination of the char oxidation.
Inside the corn fuel bed, the heat generated by the hot plate is responsible for the beginning of the drying of the sample material and then for the pyrolysis reaction in the first layers at the bottom of the sample, and finally followed by the oxidation reaction that releases more heat to the corn material. The smoldering process requires sufficient heat to turn all the material into reactive char for the oxidation step. As the reaction spreads upwards, the heat generated by the hot plate and pyrolysis step is stored, and thus the smoldering process continues to transfer heat to the upper layers. If the heat generated by the hot plate and the oxidation step of the lower layers is insufficient, the process ceases. Thus, part of the experiments conducted in this work develops total smoldering. Another part has partial smoldering because the heat stored in the material is insufficient to continue feeding the pyrolysis step.
4.2. Minitab Analysis
The tests of this work were elaborated according to DoE in Minitab to evaluate the smoldering velocity behavior in a corn bed. As previously mentioned, a full factorial experiment was selected, and three influencing factors were defined as the variables to evaluate the smoldering velocity. Each of these factors received two values. In addition, it was determined that each test would be reproduced twice. Therefore, the minimum number of tests required for this full factorial experiment was sixteen tests.
Table 3 indicates the values of the selected factors, the smoldering velocity, and the smoldering level. During the tests and the graphs of the temporal evolution of the thermocouple temperatures, not all tests showed a complete smoldering level to the top of the corn bed. Only the corn flour samples developed a complete reaction. At the end of the tests, it could be visually verified that some samples were burned entirely, leaving only ash remaining. In contrast, others were partially burnt, with char and unburnt material as the residue.
The tests were performed, varying the selected factors according to the values specified. After running the tests and calculating smoldering velocity in each case, all data were inserted in Minitab to continue with the DOE analysis. Afterward, it was possible to produce some graphs in this software to analyze the influencing factors and smoldering velocity.
The data set inserted in Minitab assisted in formulating a mathematical equation characterizing the smoldering phenomenon in corn material with the three variables chosen. However, as the linear regression model is not always appropriate for the specified data set, it is advisable to evaluate the model’s suitability by examining residual plots. One of the first graphs produced in Minitab was the residual plots, which indicate the dataset’s quality to specify smoldering velocity (
Figure 8).
The normal probability plot of these residuals is one of the four graphs presented in
Figure 8. Most of the points in this plot fit precisely along the straight line, even though some do not fall precisely above the line, which indicates minor problems with the normality assumption. Still, no severe abnormality in the data set is suspected. Therefore, the data can be considered satisfactory for the analysis. Another graph related to residual plots is the histogram that shows a distribution similar to a Gaussian curve. This graph allows us to conclude that the number of tests reproduced is sufficient to guarantee that a normal distribution can represent the smoldering process. Finally, the last two graphs of residuals versus fitted values and residuals versus the observation order do not reveal any unusual or diagnostic pattern.
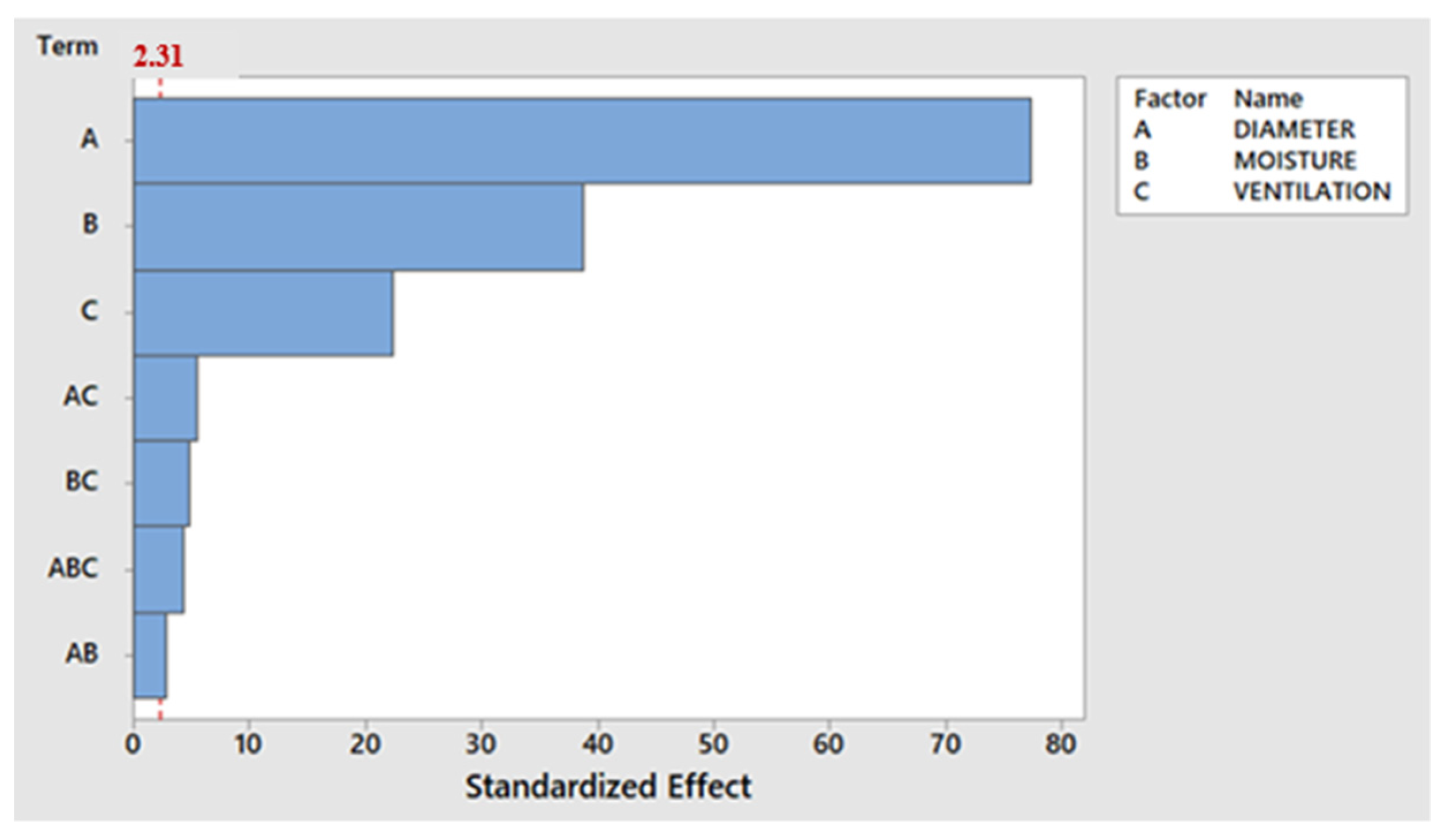
Figure 9 shows the Pareto Chart of the standardized effects that evaluate the effects of each influencing factor on smoldering velocity, which compares the relative magnitude and the statistical significance of both main and interaction effects. The standardized effect compares the t-statistic from each factor to the value corresponding to the error. This graph defines the particle diameter as factor A, the moisture content as factor B, and the air ventilation system as factor C. This graph evaluates the effects of each factor alone and the effects of more than one factor acting on the process. The factor with the most significant influence on smoldering propagation is the particle diameter, followed by the moisture content of the material. It is worth emphasizing that the impact of the material size is almost twice more significant than the influence of the moisture content. Additionally, according to the Pareto Chart, the effect of two or more factors together is not so relevant. This fact can also be verified in the set of interaction plots for the smoldering velocity (
Figure 10). No factor presents an interaction between them.
Figure 10 presents a set of three graphs with interactions between two factors (particle diameter versus moisture content, particle diameter versus air ventilation, and moisture content versus air ventilation). There is an absence of interactions between the factors that can be observed in the three plots. As shown in the temporal evolution of temperatures graphs, this factor interaction graph indicates that small particle diameters, low moisture content, and low air ventilation provided higher smoldering propagation velocities. Additionally, it can be observed that when the particle diameter or the moisture of the material achieves higher values, the two levels of ventilation system values tend to come closer and have closer smoldering velocities.
Figure 11 depicts the contour plots showing the relationship between two factors. Similar to the interaction plot, this graph also analyzes the interactions of two factors in the desired response, which is the smoldering velocity. Moreover, this set of plots presents a color degree, indicating ranges with different velocity values, which allows the evaluation of the extent of each range and even the specification of other cases between the limits of each level of the influencing factors. For example, the moisture content versus particle diameter plot shows more bands than the other two contour plots. It can be explained by the fact that these two factors are the most expressive in velocity.
These contour plots can analyze how variations between the factors’ levels influence the smoldering and predict the best and worst cases where the smoldering propagation presents smaller values. The best case is in the dark blue band with greater diameter particles, higher moisture content, and higher air ventilation levels that exhibit bands of areas with lower velocities. Additionally, it is also possible to find out other values of the factors that fit in the same band. In the three graphs, we can see that slight variations in the axis regarding particle diameter lead to significant velocity changes and thus change the velocity bands. However, when evaluating the axes of the other two factors (moisture and air ventilation), it was observed that only a few velocity bands covered almost all values between the upper and lower levels of these two factors.
The moisture versus diameter plot has lower and higher velocity ranges, less than 0.25 mm/min and higher than 0.5 mm/min. In the meantime, the ventilation versus humidity plot indicates a smaller number of bands and a larger length than the other graphs. As it is possible to notice in the first contour plot, we can obtain the same velocity inferior to 0.25 mm/min if we have a level of moisture superior to 10% and a particle diameter slightly smaller than 0.5 mm. The following bands are broader and include moistures varying from 0% until 15% and a diameter greater than 0.300 mm. In the second and third contour plots, fewer bands appeared, and the blue bands are more vertical, i.e., for the same value on the x-axis, we get the same velocity if we change the values of the y-axis. The ventilation versus diameter plot shows that for a given range of diameter higher than 0.3 mm, ventilation may vary within the specified limits between 0 and 0.1 m/s, and the smoldering velocity will achieve the same value. The ventilation versus moisture plot indicates that with moisture higher than 7%, air ventilation can also change between the upper and lower limit levels. However, only the first allows the best factor combination to find the lowest smoldering velocity.
In addition to the plots, running the experimental design in Minitab provides a linear regression equation (Equation (1)) based on the data plugged into the software. The equation represents the contributions of the three influenced factors (Diameter—D, Moisture—M, Air ventilation—V) along with the three two-factor interactions (DM, MV, DV) and one three-factor interaction (DMV). Thus, this linear regression equation provided by the full-factorial experiment can be used to represent the smoldering process. Therefore, considering these factors, it will be possible to obtain the value of the smoldering rate for corn material from any set of values of these parameters. That can be helpful for future studies investigating the smoldering process with this material and similar conditions.
In this work, three factors are analyzed to evaluate the development of the smoldering process. First, the smaller the particle size, the larger the surface area and the greater the oxygen attack to the oxidation step. Therefore, the smoldering reaction in corn flour samples develops faster than in corn powder samples, which perfectly agrees with other literature experiments, demonstrating that granularity significantly affects the smoldering dynamics [
17].
Second, regarding the material moisture, the dried samples do not need to absorb the initial heat of the drying stage. Instead, this heat was conducted to the next step (pyrolysis stage), which promoted higher temperatures throughout the corn bed. Correspondingly, the work performed by Huang et al. [
14] also concluded that smoldering spread decreases with moisture content, and above a specific threshold, the experiment exhibited an incomplete burning reaction. Furthermore, another work also corroborates that increasing the moisture content reduces the propagation reaction during the drying step [
23].
Third, the air ventilation system applied in the experiments had more dissipative heat than supplying oxygen to the oxidation reaction, reducing the velocity propagation. Experiments by Urban et al. [
24] used an airflow of 0.5 m/s above the fuel bed. It demonstrated the importance of this factor and how it can affect the ignition process and establish a smoldering process.
The plots obtained by the experimental design indicate the influence and interactions of each adopted factor. Furthermore, it is possible to evaluate all the variations and impacts of the factors on the smoldering velocity. For example, the particle size is more influenceable on smoldering velocity than the other two factors. This work focused on applying an experimental design to investigate the behavior of smoldering combustion in corn grain. As a limitation and a suggestion for future works, one can consider different conditions and other factors to evaluate the smoldering velocity, which can be compared with the main outcomes of this paper.


 ,
, 














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}