Abstract
The present study aims to evaluate the effect of process parameters such as melt temperature (MT), squeeze pressure (SP) and insert pre-heating temperature (IPT) on the ultimate tensile strength (UTS) of an AA7075-Cu overcast joint using an orthogonal array (L8) of Taguchi techniques. The analysis of variance (ANOVA) test results showed that SP is the most significant process parameter due to the significant reduction in air gaps between aluminum and copper. The optimal value of UTS (39.33 MPa) was attained at higher levels of SP (90 MPa), MT (800 °C) and IPT (300 °C). The confirmation test validated the significance of process parameters in optimizing the UTS of an AA7075-Cu overcast joint due to the low percentage error.
1. Introduction
The application of the (7xxx) aluminum alloy series is quite significant in the automobile and aerospace industries due to its high strength and low density [1]. The properties of these alloys are determined by the selection of casting techniques and the process parameters involved in their manufacturing processes [2]. In this regard, researchers have developed different metal joining techniques and have classified them into three groups: solid with solid bonding, liquid with liquid bonding and solid with liquid bonding. It is worth mentioning that liquid with liquid bonding is economically unfeasible, and solid with solid bonding is a time-consuming process. Hence, these two methods are not feasible for industrial practices.
However, solid with liquid bonding, also called overcasting, has superior characteristics in multisystem applications, such as design flexibility and a low processing cost. Many researchers have studied the impact of control process variables on the mechanical characteristics of overcast joints, such as Ali et al. [3], who observed that, at the die temperature, SP and MT have significant effects on the UTS, and micro-hardness of Al-Al overcast joints. In another article, Ali et al. [4] found that IPT also has prominent effects—followed by SP and pouring temperature—on the UTS and micro-hardness of aged Al-Al overcast joints. Additionally, Liu et al. [5] observed that copper and Al alloy have a high diffusion affinity with each other at high temperatures. However, the effects of IPT, SP and MT on the UTS of the AA7075-Cu overcast joint have not been explored yet. Therefore, the purpose of this research work is to evaluate the effect of process parameters such as SP, IPT and MP on the UTS of the AA7075-Cu overcast joint using the Taguchi technique.
2. Materials and Methods
The chemical composition of the AA7075 material has been confirmed using a spark optical emission spectroscopy test, as shown in Table 1. The copper was found to be 90 percent pure copper. After that, copper inserts were machined to a size of (4 × 13 × 90) mm and polished using abrasive paper to remove any burr. A zinc coating has been performed using electroplating techniques to achieve a 5 μm thickness on a copper insert. It is worth noting that the optimal zinc coating thickness on a solid copper insert was 5 μm [5]. Overcast billets of AA7075-Cu have been manufactured in four stages. In the first stage, AA7075 melts in the electrical resistance furnace to achieve the desired melt temperature. In the second stage, the insert was preheated to achieve the insert pre-heating temperature and inserted into the die block’s ejection pin. At the third stage, an oxyacetylene torch was used to achieve a die temperature of 250 °C, and AA7075 was poured into the die block. In the last stage, one operator unclamps the die block, and the other operator disconnects the cast billet from the ejection bin using a hammer. Furthermore, overcast billets are machined at the center of cylindrical billets into rectangular shapes according to the ASTM E8/E8M-11 standard [6].

Table 1.
Composition of selected material.
3. Experiment Design
Based on the literature review [3,4], and after performing the trial runs, higher and lower levels of process parameters such as SP (60 to 90 MPa), MT (750 to 800 °C) and IPT (250 to 300 °C) were determined. The Taguchi orthogonal L8 array was selected to design the experiment due to three process parameters, and each process parameter has two levels (23). Therefore, eight experiments were conducted using Minitab 19.0 software to ensure that all levels of the selected process parameters were considered equally. Additionally, three E8/E8M-11 ASTM standard specimens were extracted from each overcast billet, and three readings of UTS were taken at each experimental setting for repeated measurements and more reliable results. A universal tensile tester with a capacity of 50 KN was used to measure the UTS value at a strain rate of 0.005 mm/s and at an ambient temperature. The mean value of these three measurements was considered as the final value, as shown in Table 2.
Table 2.
Experimentation according to the Taguchi orthogonal L8 array.
4. Results and Discussion
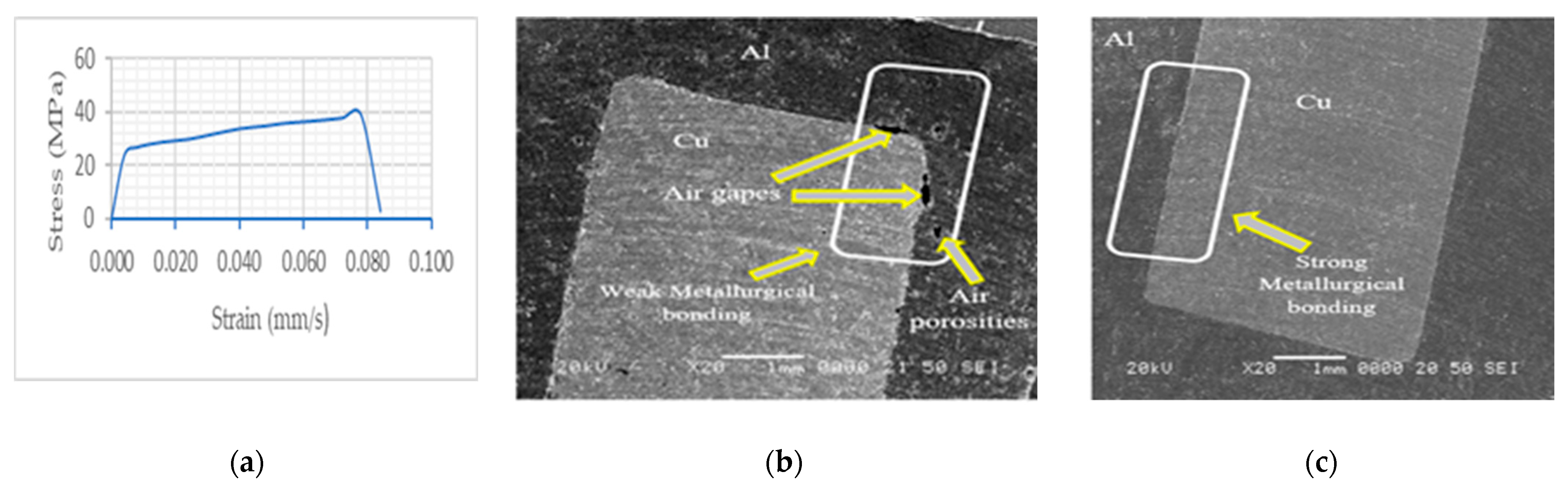
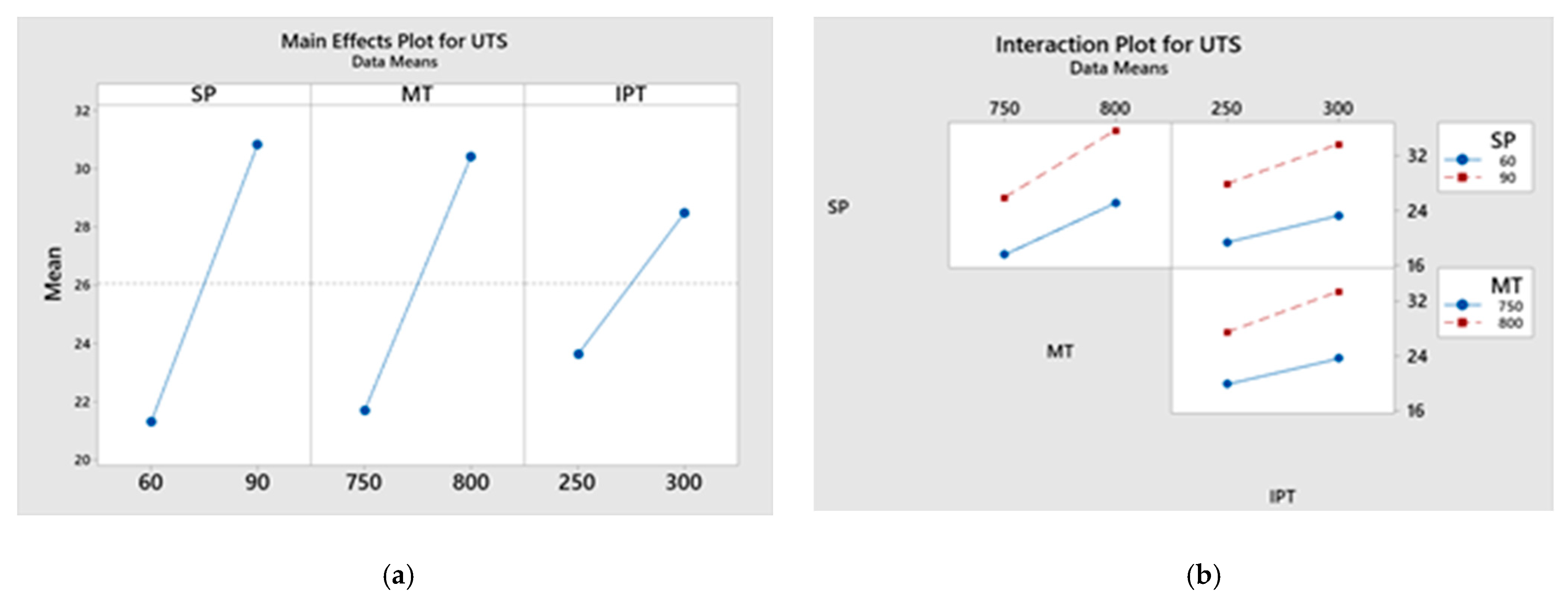
The experiment results showed that an optimal UTS value was achieved at 90 MPa SP, 800 °C MT and 300 °C IPT, and the lowest UTS value was attained at 60 MPa SP, 750 °C MT and 250 °C IPT, as shown in Table 2. The stress–strain curve at optimal experimental settings is given in Figure 1a. The ranking criteria in the mean ratio depicted that SP was ranked 1 due to the highest contribution ratio (0.48), as shown in Table 3. This was also evident from the scanning electron microscope (SEM) flat specimen (Figure 1b,c). Furthermore, Minitab 19.0 software was used to run an analysis of variance (ANOVA) test to determine the significance of each process parameter. In this analysis, the values of adjusted R2 and predicted R2 were 0.997 and 0.998, respectively. These two parameters show that there is less variability between the adjusted and predicted data. Additionally, the standard deviation (SD) was obtained as 0.135, and this indicates the accuracy of the developed model. ANOVA Table 4 shows that SP, MT and IPT have significant effects on the UTS, because the p values are less than 0.05. The main effects plot from Figure 2a shows that increasing SP from 60 to 90 MPa, MT from 750 to 800 °C and IPT from 250 to 300 °C increases the UTS significantly. The low level of SP causes large air gaps between the solid Cu insert and AA7075 that lead to a lower UTS value, and a higher UTS is achieved at a higher level of SP (90 MPa) due to the reduction in air gaps between the solid Cu inserts and AA7075, as shown in Figure 1c. It is also evident from the previous studies that the UTS of the Al-Cu overcast joint increases with increasing MT and SP, and aging parameters improved the UTS of the Al-Al overcast joint by 12.4% [4].
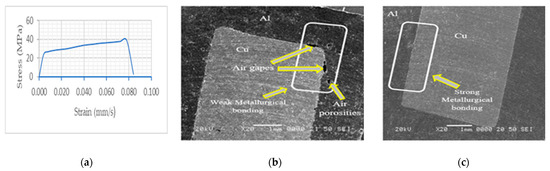
Figure 1.
(a) Stress–strain curve at optimal experimental settings; SEM images at (b) 60 MPa SP, 750 °C MT and 250 °C IPT; (c) 90 MPa SP, 800 °C MT and 300 °C IPT.
Table 3.
Response table for means of selected parameters.
Table 4.
ANOVA for means.
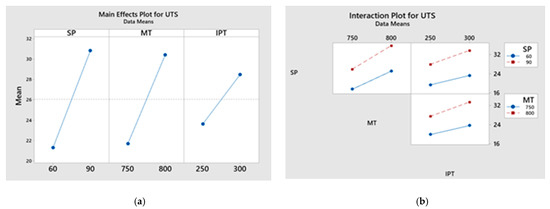
Figure 2.
(a) Main process parameter effects plot for mean ratios; (b) interactions plot for UTS.
The interaction plot from Figure 2b depicted that MT and IPT interactions have the most significant effect, since low levels of MT and IPT cause the inappropriate melting of zinc coating, which leads to a reduction in the diffusion coefficient, and a small number of Cu atoms diffuse into the AA7075, as evident from Figure 1b. As a result, a lower UTS was observed at low levels of MT and IPT. Likewise, a higher UTS was attained at higher levels of MT and IPT due to the appropriate melting of zinc coating, which leads to a large number of Cu atoms diffused into the AA7075, as evident in Figure 1c. Consequently, a higher UTS was observed at higher levels of MT and IPT. It is also noted that MT and IPT interactions have significant effects on the squeeze overact joint due to the appropriate melting of zinc coating at higher levels of MT and IPT [4].
5. Validations
To validate the results obtained from the Taguchi method, a confirmatory test has been conducted, as shown in Table 5.
Xpredicted = Xavg + (XIPT − Xavg) + (XSOP − Xavg) + (XMOPT − Xavg)
Table 5.
Confirmation test.
In Equation (1), XIPT, XSOPT and XMOPT are the maximum values of IPT (28.49), SP (30.83) and MT (30.43) from Table 3. Xavg represents the average UTS value (26.06) seen in Table 2. The actual value of UTS was considered at optimal process parameters. The confirmation test demonstrated the importance of selecting the right combinations of process parameters.
6. Conclusions
It was concluded that 90 MPa SP, 800 °C MT, 300 °C IPT and MT and IPT interaction were the optimal process parameters to achieve the UTS of an AA7075-Cu overcast joint. Furthermore, it has been observed that an increase in MT, IPT and SP from low levels to high levels significantly increases the UTS value due to an appropriate melting of zinc coating, a large number of copper items diffused into the AA7075 and a reduction in gas porosities that leads to strong metallurgical bonding.
Author Contributions
Conceptualization, M.W.H. and A.W.; methodology, M.W.H. and M.S.; software, M.W.H. and M.S.; validation, M.W.H. and M.S.; formal analysis, M.W.H. and A.W.; investigation, M.W.H. and M.S.; data curation, A.W.; writing—original draft preparation, M.W.H.; writing—review and editing, M.W.H. and M.S.; supervision, M.S.; project administration, M.W.H. All authors have read and agreed to the published version of the manuscript.
Funding
This research received no external funding.
Institutional Review Board Statement
Not applicable.
Informed Consent Statement
Not applicable.
Data Availability Statement
Not applicable.
Conflicts of Interest
The authors declare no conflict of interest.
References
- Zhou, B.; Liu, B.; Zhang, S. The Advancement of 7xxx Series Aluminum Alloys for Aircraft Structures: A Review. Metals 2021, 11, 718. [Google Scholar] [CrossRef]
- Sajid, M.; Wasim, A.; Hussain, S.; Jahanzaib, M. Manufacturing feature-based cost estimation of cast parts. China Foundry 2018, 15, 464–469. [Google Scholar] [CrossRef]
- Ali, M.; Jahanzaib, M.; Wasim, A.; Hussain, S.; Anjum, N.A. Evaluating the Effects of As-Casted and Aged Overcasting of Al-Al Joints. Int. J. Adv. Manuf. Technol. 2018, 96, 1377–1392. [Google Scholar] [CrossRef]
- Ali, M.A.; Ishfaq, K.; Raza, M.H.; Farooq, M.U.; Mufti, N.A.; Pruncu, C.I. Mechanical Characterization of Aged AA2026-AA2026 Overcast Joints Fabricated by Squeeze Casting. Int. J. Adv. Manuf. Technol. 2020, 107, 3277–3297. [Google Scholar] [CrossRef]
- Liu, T.; Wang, Q.; Sui, Y.; Wang, Q.; Ding, W. An Investigation into Interface Formation and Mechanical Properties of Aluminum–Copper Bimetal by Squeeze Casting. Mater. Des. 2016, 89, 1137–1146. [Google Scholar] [CrossRef]
- Astm, C. Philadelphia: American Society for Testing Materials; ASTM Standards: West Conshohocken, PA, USA, 1958. [Google Scholar]
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).