
Towards Cognitive Forming Machines: Utilization of Digital Twin-Based Virtual Sensors †


Abstract
:1. Introduction and Motivation
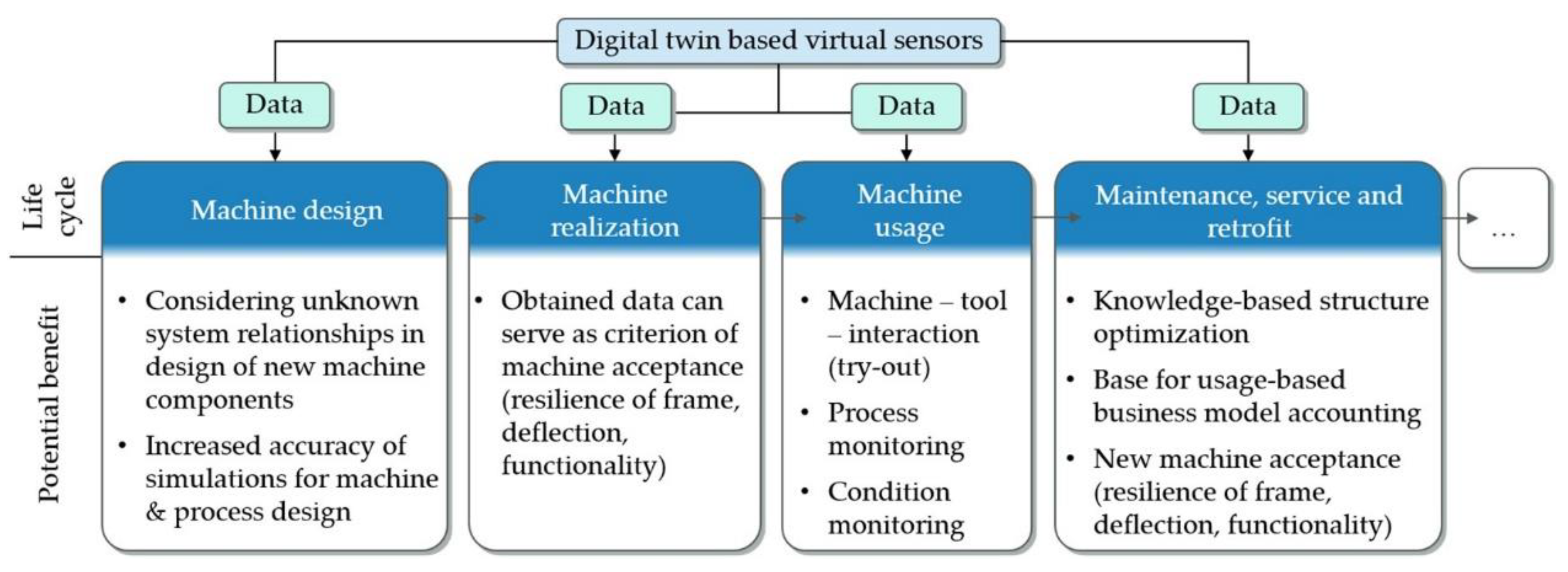
2. Potential of Elastic Machine Behavior for Cognitive Forming Machines
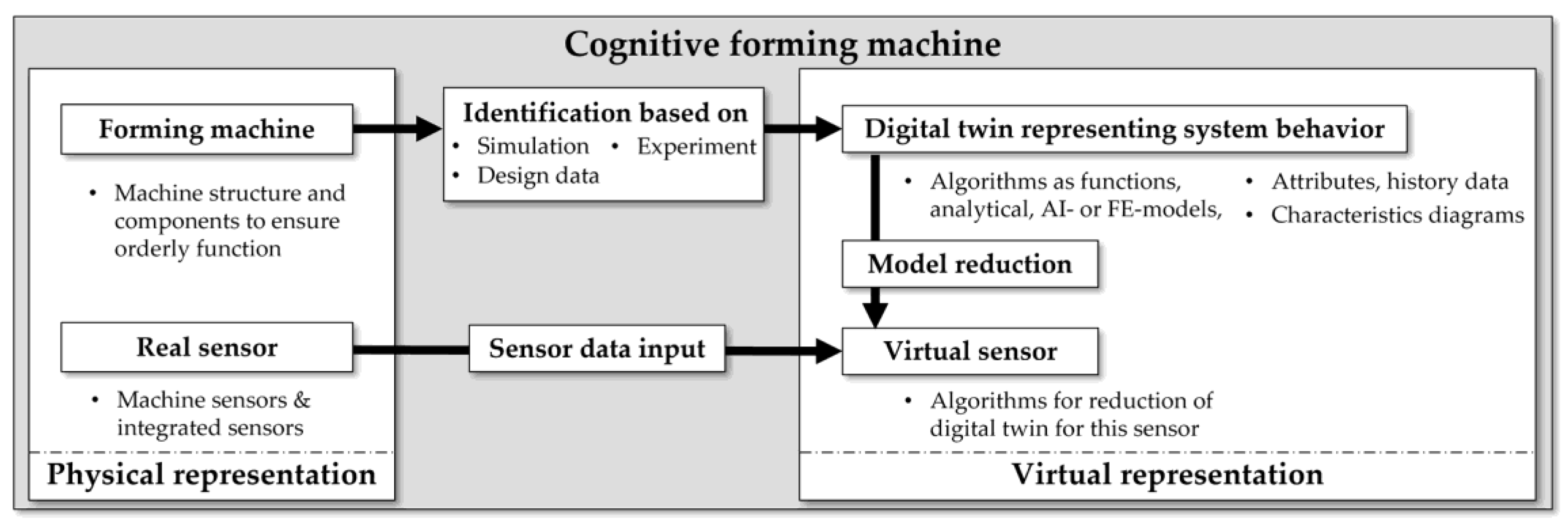
3. Method for Creating Virtual Sensors to Monitor Complex Forming Systems
4. Validation of the Method on a Complex, Real-Typical Mechanic Press
4.1. Digital Twin Representing System Behavior
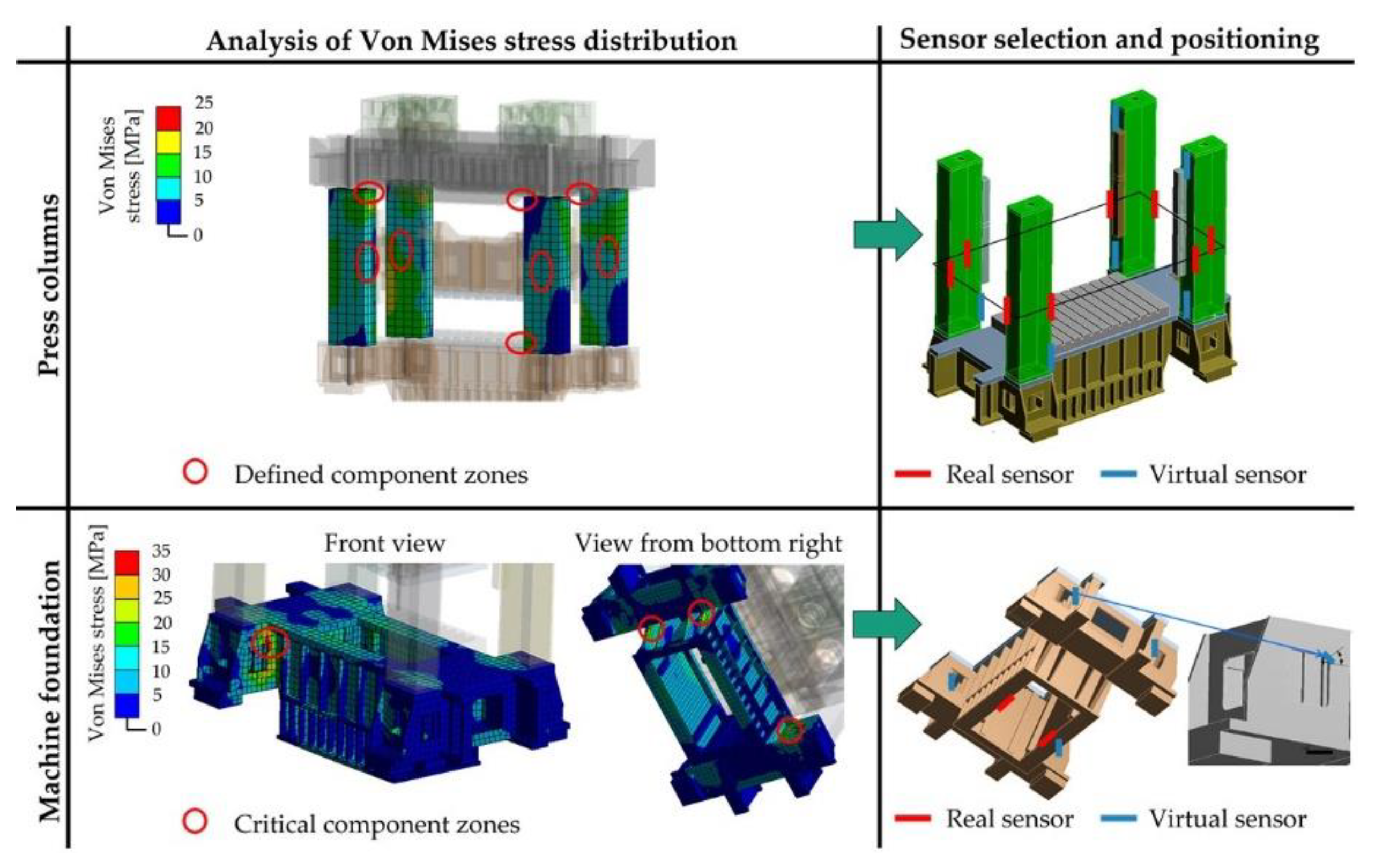
4.2. Sensor Selection and Positioning for Virtual Sensors
4.3. Model Reduction in Digital Twin to Identify and Implement the Virtual Sensor Model
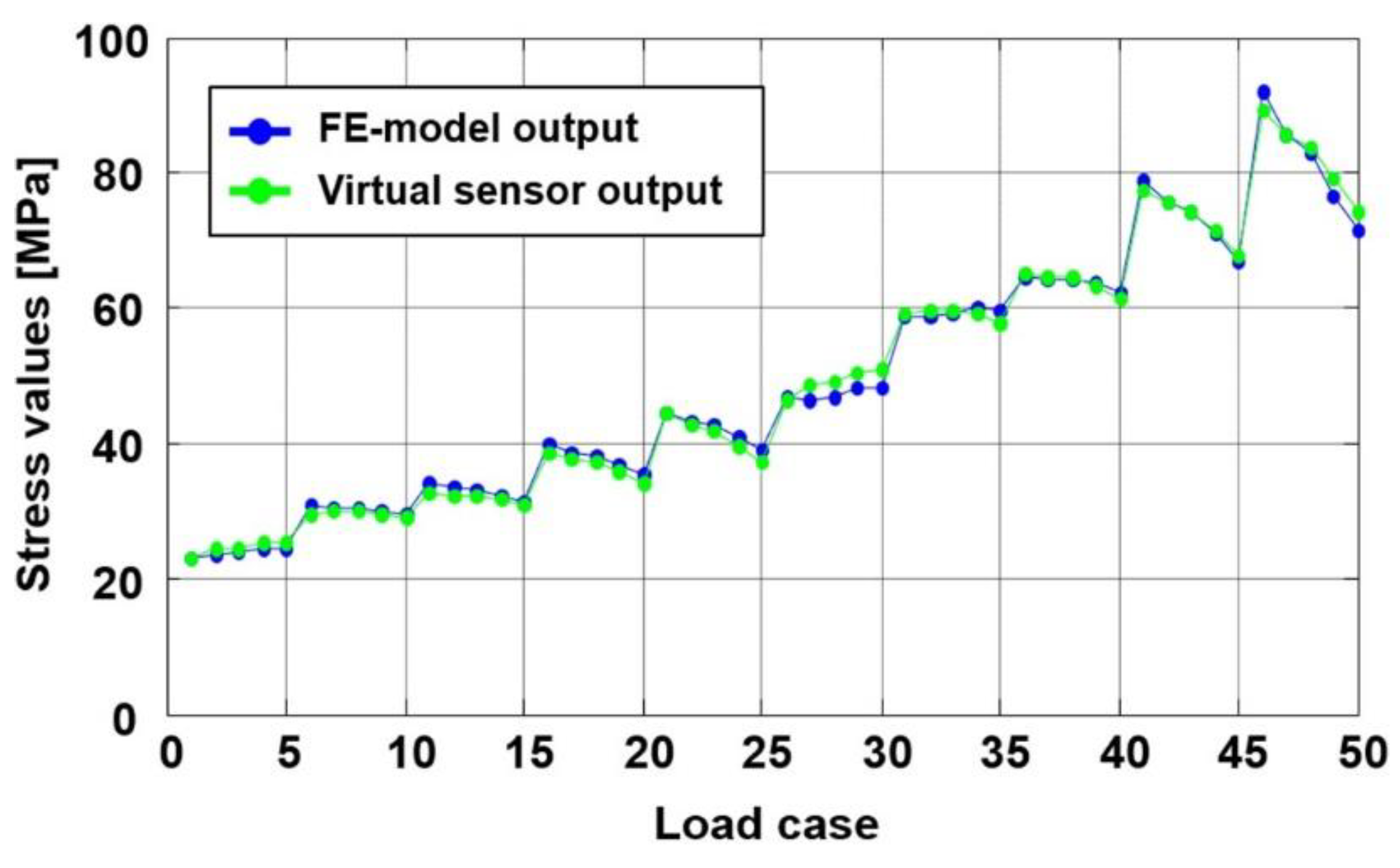
4.4. Model Verification of Virtual Sensor Function
5. Summary and Outlook
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Cao, J.; Brinksmeier, E.; Fu, M.; Gao, R.; Liang, B.; Merklein, M.; Schmidt, M.; Yanagimoto, J. Manufacturing of advanced smart tooling for metal forming. CIRP Ann. 2019, 68, 605–628. [Google Scholar] [CrossRef]
- Yang, D.Y.; Bambach, M.; Cao, J.; Duflou, D.R.; Groche, P.; Kuboki, T.; Sterzing, A.; Tekkaya, A.E.; Lee, C.W. Flexibility in Metal Forming. CIRP Ann. 2018, 67, 743–765. [Google Scholar] [CrossRef]
- Vollmer, R.; Palm, C. Process monitoring and real time algorithmic for hot stamping lines. Procedia Manuf. 2019, 29, 256–263. [Google Scholar] [CrossRef]
- Allwood, J.M.; Duncan, S.R.; Cao, J.; Groche, P.; Hirt, G.; Kinsey, B.; Kuboki, T.; Liewald, M.; Sterzing, A.; Tekkaya, A.E. Closed-loop control of product properties in metal forming. CIRP Ann. 2016, 65, 573–596. [Google Scholar] [CrossRef] [Green Version]
- Liewald, M.; Bergs, T.; Groche, P.; Behrens, B.A.; Briesenick, D.; Müller, M.; Niemietz, P.; Kubik, C.; Müller, F. Perspectives on data-driven models and its potentials in metal forming and blanking technologies. Prod. Eng. 2022, 16, 607–625. [Google Scholar] [CrossRef]
- Kurth, R.; Tehel, R.; Päßler, T.; Putz, M.; Wehmeyer, K.; Kraft, C.; Schwarze, H. Forming 4.0: Smart machine components applied as a hybrid plain bearing and a tool clamping system. Procedia Manuf. 2019, 27, 65–71. [Google Scholar] [CrossRef]
- ElMaraghy, H.; Monostori, L.; Schuh, G.; ElMaraghy, W. Evolution and future of manufacturing systems. CIRP Ann. 2021, 70, 635–658. [Google Scholar] [CrossRef]
- Qi, Q.; Tao, F.; Zuo, Y.; Zhao, D. Digital Twin Service towards smart manufacturing. Procedia CIRP 2018, 72, 237–242. [Google Scholar] [CrossRef]
- Negri, E.; Fumagalli, L.; Macchi, M. A review of the roles of digital twin in CPS-based production systems. Procedia Manuf. 2017, 11, 939–948. [Google Scholar] [CrossRef]
- Martin, D.; Kühl, N.; Satzger, G. Virtual Sensors. Bus. Inf. Syst. Eng. 2021, 63, 315–323. [Google Scholar] [CrossRef]
- Kabadayi, S.; Pridgen, A.; Julien, C. Virtual sensors: Abstracting data from physical sensors. In Proceedings of the International Symposium on a World of Wireless, Mobile and Multimedia Networks, Buffalo-Niagara Falls, NY, USA, 26–29 June 2006; pp. 587–592. [Google Scholar] [CrossRef] [Green Version]
- Kurth, R.; Bergmann, M.; Tehel, R.; Dix, M.; Putz, M. Cognitive clamping geometries for monitoring elastic deformation in forming machines and processes. CIRP Ann. 2021, 70, 235–238. [Google Scholar] [CrossRef]
- Alaluss, M.; Kurth, R.; Tehel, R.; Wagner, M.; Wagner, N.; Ihlenfeldt, S. Potential of tool clamping surfaces in forming machines for cognitive production. J. Mach. Eng. 2022, 22, 6–20. [Google Scholar] [CrossRef]
- Brecher, C.; Esser, M.; Witt, S. Interaction of manufacturing process and machine tool. CIRP Ann. 2009, 58, 588–607. [Google Scholar] [CrossRef]
- Salfeld, V.; Matthias, T.; Krimm, R.; Behrens, B.A. Analysis of Machine Influence on Process Stability in Sheet Bulk Metal Forming. Procedia CIRP 2012, 3, 32–36. [Google Scholar] [CrossRef] [Green Version]
- Doege, E.; Behrens, A.B. Handbuch Umformtechnik; Springer: Heidelberg, Germany, 2010. [Google Scholar]
- Kienzle, O. Entwicklungslinien bei Werkzeugmaschinen der Umformtechnik. Werkstattstechnik 1959, 49, 479–489. [Google Scholar]
- Bogon, P. Notwendige Kennwerte zur Beschreibung der Eigenschaften von Pressmaschinen zur Herstellung von großflächigen Karosseriebauteilen. In Fabrik der Zukunft-5 Jahre Erfahrung mit Servopressen; Europäische Forschungsgesellschaft für Blechverarbeitung: Hannover, Germany, 2014; pp. 143–179. [Google Scholar]
- DIN55189-1; Machine Tools; Determination of the Ratings of Presses for Sheet Metal Working under Static Load; Mechanical Presses. Deutsches Institut für Normung e.V.: Berlin, Germany, 1988.
- DIN55189-2; Machine Tools; Determination of the Ratings of Presses for Sheet Metal Working under Static Load; Hydraulic Presses. Deutsches Institut für Normung e.V.: Berlin, Germany, 1988.
- Wagener, H.-W.; Weikert, J. Messung der Tisch-und Stößeldurchbiegung an Torgestellpressen. Blech Rohre Profile 1997, 44, 46–52. (In German) [Google Scholar]
- Zgoll, F. Methodik zur maschinenoptimalen Werkzeugeinarbeitung durch virtuelle Kompensation der Werkzeug- und Pres- sendurchbiegung. Ph.D. Thesis, TU Munich, Munich, Germany, 2021. (In German). [Google Scholar]
- Tehel, R.; Päßler, T.; Bergmann, M. Effective FE Models for Simulating the Elastomechanical Characteristics of Forming Machines. Int. J. Adv. Manuf. Technol. 2020, 106, 3505–3514. [Google Scholar] [CrossRef] [Green Version]
- Groche, P.; Hoppe, F.; Sinz, J. Stiffness of Multipoint Servo Presses: Mechanics vs. Control. CIRP Annals 2017, 66, 373–376. [Google Scholar] [CrossRef]
- Roth, T. Ermittlung von Kennwerten von einfachwirkenden Umformmaschinen für die zustandsorientiere Instandhaltung und die Qualifizierung des Werkzeugentstehungsprozesses. Ph.D. Thesis, TU Chemnitz, Chemnitz, Germany, 2018. (In German). [Google Scholar]
- Waltl, H.; Struck, R.; Kerschner, M.; Hein, C. Prüfwerkzeug zur Ermittlung der Eigenschaften einer Umformpresse unter Real-bedingungen. Patent Document DE102012013722 B4, 9 October 2014. [Google Scholar]
- Doege, E.; Roskam, R. Maschinensteuerung und Anlagenüberwachung für die Blechumformung. Blech Rohre Profile 1998, 45, 50–56. (In German) [Google Scholar]
- Presstec Pressentechnologie GmbH. Neue Druckkraft für alte Pressen. 2016. Available online: https://www.presstec.com/news/aktuelles/neue-druckkraft-fuer-alte-pressen/ (accessed on 22 September 2022).
- VDMA. Leitfaden Retrofit für Industrie 4.0—Neuer Nutzen mit vorhandenen Maschinen. 2019. Available online: https://www.vdma.org/documents/34570/15610928/Leitfaden_I40_Retrofit_DE_FINAL.pdf/ (accessed on 22 September 2022).
- Zorn, W.; Eppler, C. Messvorrichtung und Umformvorrichtung mit einer Messvorrichtung. Patent Document DE102015101326B4, 2 July 2022. [Google Scholar]
- Drossel, W.G.; Zorn, W.; Hamm, L. Modular system to measure and control the force distribution in deep drawing processes to ensure part quality and process reliability. CIRP Ann. 2019, 68, 309–312. [Google Scholar] [CrossRef]
- Praedicow, M.; Müller, J.; Fischer, J.; Langer, T. Ein Digitaler Zwilling für das Condition Monitoring an Pressen. 2018. Available online: https://www.ingenieur.de/fachmedien/wt-werkstattstechnik/forschung-und-innovation/ein-digitaler-zwilling-fuer-das-condition-monitoring-an-pressen/ (accessed on 27 July 2022).
- Sah, S.; Gao, R. Process monitoring in stamping operations through tooling integrated sensing. J. Manuf. Syst. 2008, 27, 123–129. [Google Scholar] [CrossRef]
- Pilthammar, J.; Skare, T.; Galdos, L.; Frojdh, K.; Ottosson, P.; Wiklund, D.; Carlholmer, J.; Sigvant, M.; Ohlsson, M.; de Argandoña, E.S.; et al. New Press Deflection Measuring Methods for the Creation of Substitutive Models for Efficient Die Cambering. IOP Conf. Ser. Mater. Sci. Eng. 2021, 1157, 012076. [Google Scholar] [CrossRef]
- Doege, E.; Schomaker, K.H.; Brendel, T. Sensors and Diagnostic Systems in Forming Machines. CIRP Ann. 1992, 41, 323–336. [Google Scholar] [CrossRef]
- Guckes, M.; Kleckers, T. Pressen ausfallsicher überwachen. Available online: https://www.hbm.com/de/3799/pressen-ausfallsicher-ueber-wachen-messtechnik-als-effizienztreiber/ (accessed on 27 July 2022).
- Stahlmann, J.; Kluge, M.; Brenneis, M.; Marré, M. Praxisbericht zur Digitalisierung von Umformmaschinen, massivUMFORMUNG 2018; pp. 32–37. Available online: https://www.massivumformung.de/index.php?id=158 (accessed on 27 July 2022).
- Rittmeier, S. Systemunterstützte Umformung. Ph.D. Thesis, TU Dresden, Dresden, Germany, 2007. [Google Scholar]
- Blaich, C. Robuster Tiefziehprozess durch Erfassung und Optimierung der örtlichen Bauteilqualität. Ph.D. Thesis, University Stuttgart, Stuttgart, Germany, 2012. [Google Scholar]
- Tessari, K. messQUADER mQ 5013.01. Der Allrounder zur Prozesskontrolle 2016. Available online: https://www.unidor.info/assets/messquader-mq-5013.01.pdf (accessed on 27 July 2022).
- Kim, S.J.; Ebina, A.; Sano, A.; Kubota, S. Monitoring of process and tool status in forming process by using bolt type piezosensor. Procedia Manuf. 2018, 15, 542–549. [Google Scholar] [CrossRef]
- Yang, M. Sensing technologies for metal forming. Sens. Mater. 2019, 31, 3121–3128. [Google Scholar] [CrossRef] [Green Version]
- Tehel, R.; Päßler, T.; Mihm, M. Modeling elastic behavior of forming machine components to reduce tool manufacturing time. Procedia Manuf. 2019, 27, 177–184. [Google Scholar] [CrossRef]
- Alaluss, M.; Drechsler, C.; Kurth, R.; Mauersberger, A.; Ihlenfeldt, S.; Marré, M.; Labs, R. Usage-based leasing of complex manufacturing systems: A method to transform current ownership-based into pay-per-use business models. Procedia CIRP 2022, 107, 1238–1244. [Google Scholar] [CrossRef]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Structural Domain | Monitoring Objective | Target Variable | Literature |
|---|---|---|---|
| Press slide | PM | process force | [30] |
| PM | force distribution | [31] | |
| PM | tilting moment | [32] | |
| CM, PM | clamping forces | [6,13,33] | |
| CM, PM | deflection | [12,13,34] | |
| Drive train | CM, PM | forces in connecting rod | [35] |
| CM | acting forces (and stress) | ||
| Press frame | CM, PM | frame resilience | [36] |
| CM | tie rod pretension, lateral post | [16,24] | |
| Forming tool | CM, PM | process forces (cutting, bending, …) | [33,37,38,39,40,41] |
| CM, PM | guiding load |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kurth, R.; Alaluss, M.; Tehel, R.; Reichert, W.; Ihlenfeldt, S. Towards Cognitive Forming Machines: Utilization of Digital Twin-Based Virtual Sensors. Eng. Proc. 2022, 26, 10. https://doi.org/10.3390/engproc2022026010
Kurth R, Alaluss M, Tehel R, Reichert W, Ihlenfeldt S. Towards Cognitive Forming Machines: Utilization of Digital Twin-Based Virtual Sensors. Engineering Proceedings. 2022; 26(1):10. https://doi.org/10.3390/engproc2022026010
Chicago/Turabian StyleKurth, Robin, Mohaned Alaluss, Robert Tehel, Willy Reichert, and Steffen Ihlenfeldt. 2022. "Towards Cognitive Forming Machines: Utilization of Digital Twin-Based Virtual Sensors" Engineering Proceedings 26, no. 1: 10. https://doi.org/10.3390/engproc2022026010