
Study on Intensifying the Fatigue of Mechanical Products: Examination of Household Refrigerator †



Abstract
:1. Introduction
2. Accelerated Testing for System Worked by Machine
2.1. New Concepts of Reliability for ALT
2.2. Positioning a Unabridged Parametric ALT Program
2.3. Failure Mechanisms and Accelerated Testing
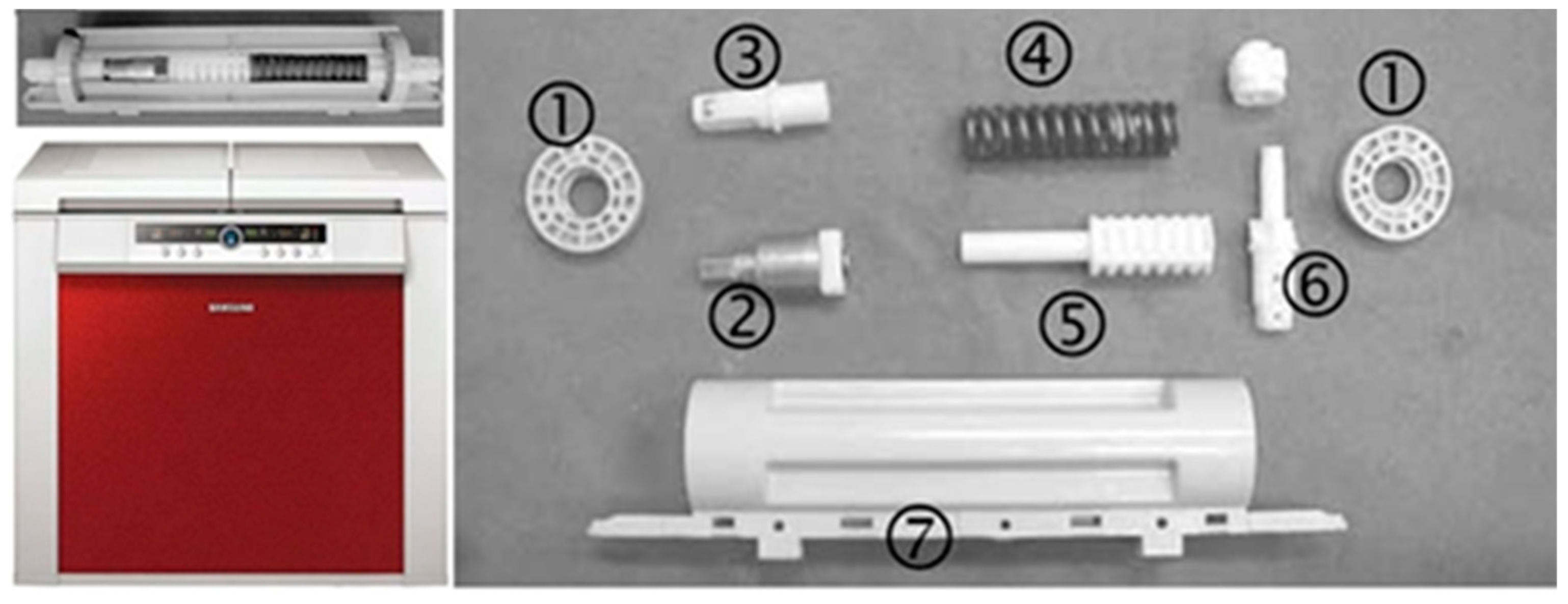
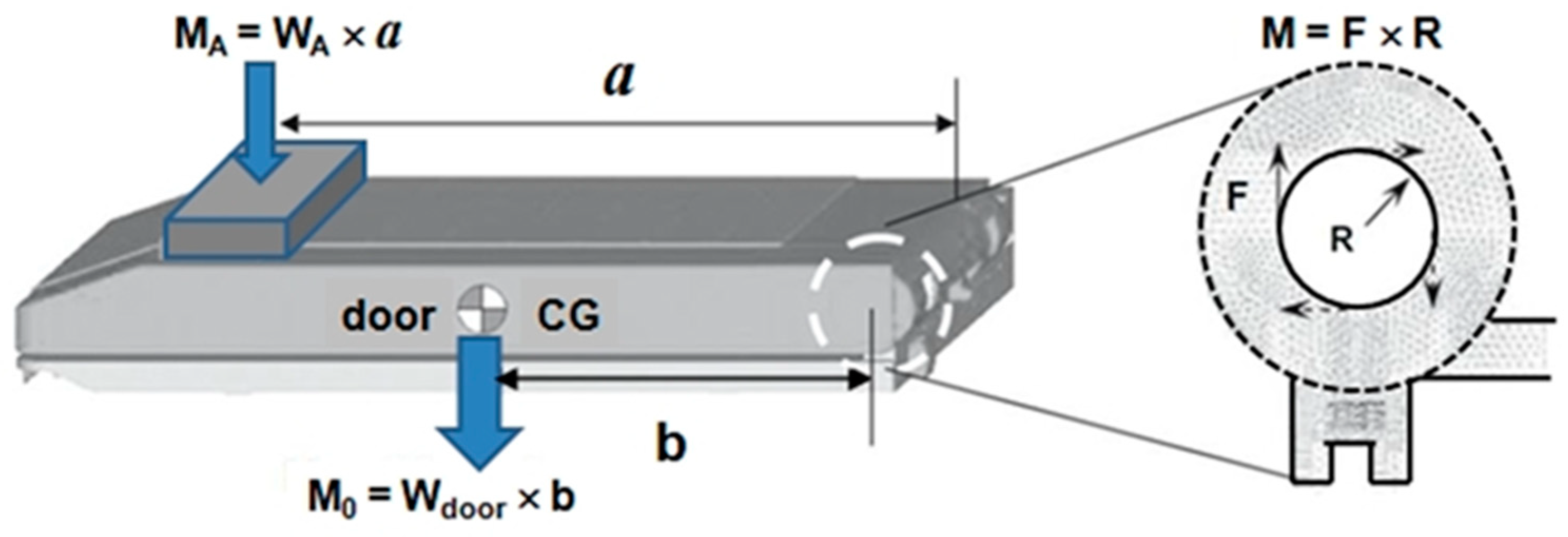
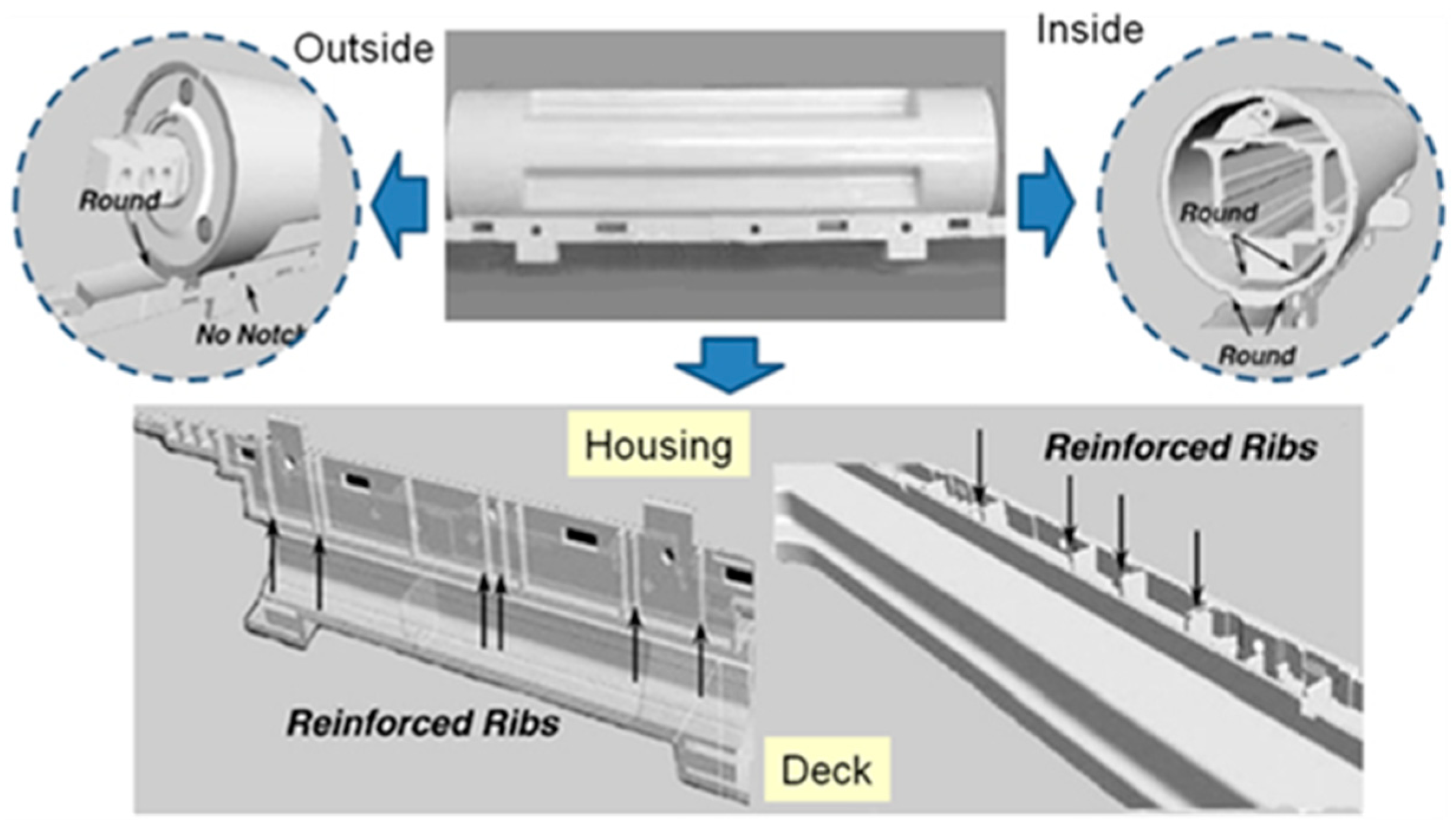
2.4. Case Investigation: Reliability Design of the HKS
3. Results and Discussion
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Woo, S.; O’Neal, D.; Pecht, M. Improving the lifetime of mechanical systems during transit established on quantum/transport life-stress prototype and sample size. Mech. Syst. Signal Process. 2023, 193, 110222. [Google Scholar] [CrossRef]
- WRDA 2020 Updates. The Final Report of the US House Committee on Transportation and Infrastructure on the Boeing 737 Max. Available online: https://transportation.house.gov/committee-activity/boeing-737-max-investigation (accessed on 1 September 2020).
- Duga, J.J.; Fisher, W.H.; Buxaum, R.W.; Rosenfield, A.R.; Buhr, A.R.; Honton, E.J.; McMillan, S.C. The Economic Effects of Fracture in the United States; Final Report; A Report to NBS Special Publication 647-2; Battelle Laboratories: Columbus, OH, USA, 1982. [Google Scholar]
- Fatigue. Elements of Metallurgy and Engineering Alloys; Campbell, F.C., Ed.; ASM International: Materials Park, Ohio, USA, 2008. [Google Scholar]
- Taguchi, G. Off-line and on-line quality control systems. In Proceedings of the International Conference on Quality Control, Tokyo, Japan, 20–24 October 1978. [Google Scholar]
- Allen, P. Design of Experiments for 21st Century Engineers, 1st ed.; Lulu Press: Morrisville, NC, USA, 2020. [Google Scholar]
- Reddy, J.N. An Introduction to the Finite Element Method, 4th ed.; McGraw-Hill: New York, NY, USA, 2020. [Google Scholar]
- Woo, S.; Pecht, M.; O’Neal, D. Reliability design and case study of the domestic compressor subjected to repetitive internal stresses. Reliab. Eng. Syst. Saf. 2019, 193, 106604. [Google Scholar] [CrossRef]
- Woo, S.; O’Neal, D.L.; Atnaw, S.M.; Tulu, M.M. Reliability Design of Mechanical Systems Such as Compressor Subjected to Repetitive Stresses. Mater. Proc. 2021, 3, 14. [Google Scholar] [CrossRef]
- Grove, A. Physics and Technology of Semiconductor Device, 1st ed.; Wiley International Edition: New York, NY, USA, 1967; p. 37. [Google Scholar]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Modules | Field Data | Anticipated Reliability | Objective Reliability | |||||
|---|---|---|---|---|---|---|---|---|
| Failure Rate Per Year, %/Year | BX Life, Year | Failure Rate Per Year, %/Year | BX Life, Year | Failure Rate Per Year, %/Year | BX Life, Year | |||
| A | 0.35 | 2.9 | Alike | ×1 | 0.35 | 2.9 | 0.10 | 10 (BX = 1.0) |
| B | 0.24 | 4.2 | New | ×5 | 1.20 | 0.83 | 0.10 | 10 (BX = 1.0) |
| C | 0.30 | 3.3 | Alike | ×1 | 0.30 | 3.33 | 0.10 | 10 (BX = 1.0) |
| D | 0.31 | 3.2 | Changed | ×2 | 0.62 | 1.61 | 0.10 | 10 (BX = 1.0) |
| E | 0.15 | 6.7 | Changed | ×2 | 0.30 | 3.33 | 0.10 | 10 (BX = 1.0) |
| Others | 0.50 | 10.0 | Alike | ×1 | 0.50 | 10.0 | 0.50 | 10 (BX = 5.0) |
| System | 1.9 | 2.9 | - | - | 3.27 | 0.83 | 1.00 | 10 (BX = 10) |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Woo, S.; O’Neal, D.L.; Hassen, Y.M.; Mebrahtu, G. Study on Intensifying the Fatigue of Mechanical Products: Examination of Household Refrigerator. Eng. Proc. 2023, 56, 107. https://doi.org/10.3390/ASEC2023-15371
Woo S, O’Neal DL, Hassen YM, Mebrahtu G. Study on Intensifying the Fatigue of Mechanical Products: Examination of Household Refrigerator. Engineering Proceedings. 2023; 56(1):107. https://doi.org/10.3390/ASEC2023-15371
Chicago/Turabian StyleWoo, Seongwoo, Dennis L. O’Neal, Yimer Mohammed Hassen, and Gezae Mebrahtu. 2023. "Study on Intensifying the Fatigue of Mechanical Products: Examination of Household Refrigerator" Engineering Proceedings 56, no. 1: 107. https://doi.org/10.3390/ASEC2023-15371
APA StyleWoo, S., O’Neal, D. L., Hassen, Y. M., & Mebrahtu, G. (2023). Study on Intensifying the Fatigue of Mechanical Products: Examination of Household Refrigerator. Engineering Proceedings, 56(1), 107. https://doi.org/10.3390/ASEC2023-15371