
Insights and Implications: Unraveling Critical Factors in Resistance Spot Welding of Dissimilar Metals through SS 347 and DSS 2205 Welds †


Abstract
:1. Introduction
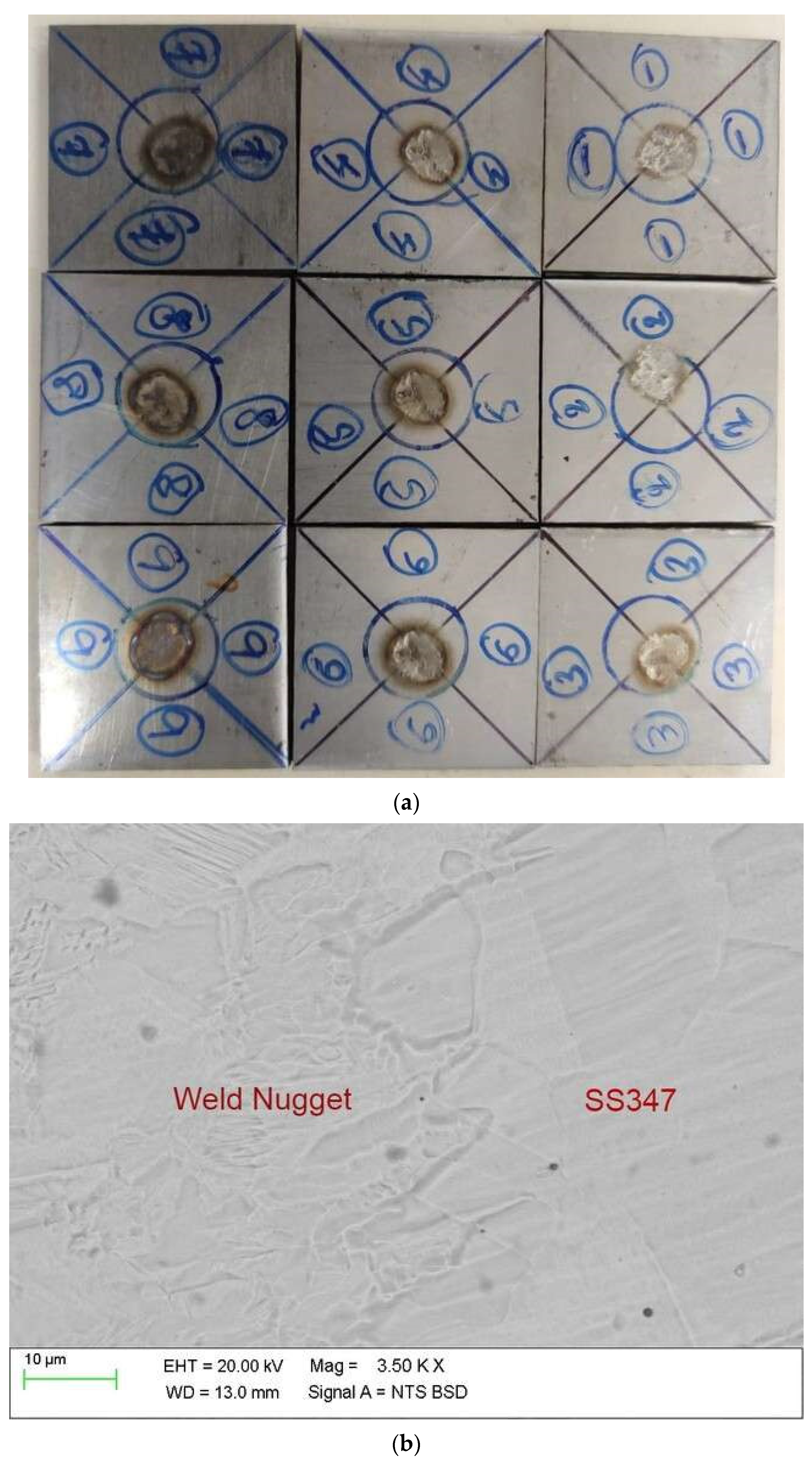
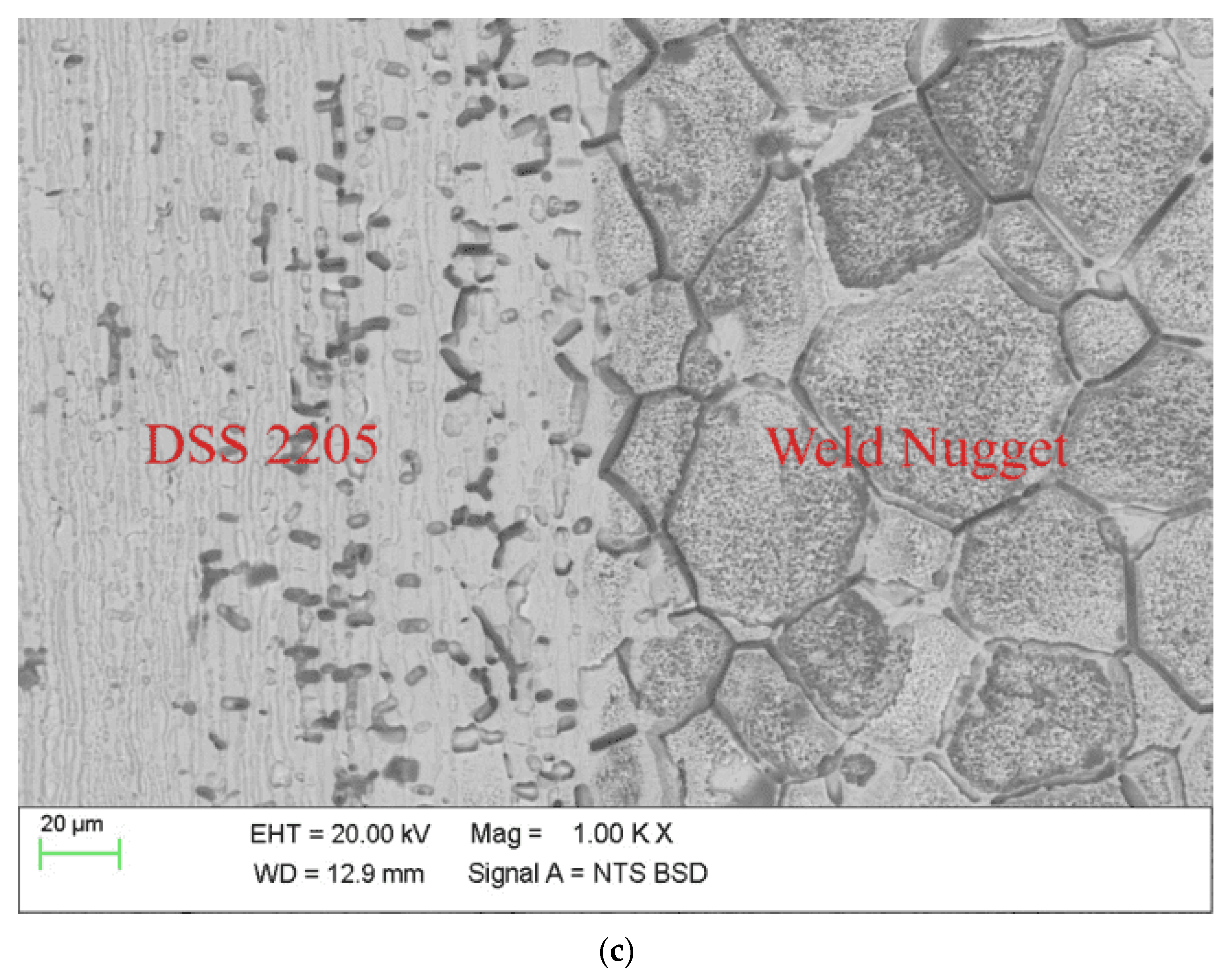
2. Materials and Methods
3. Results
4. Conclusions
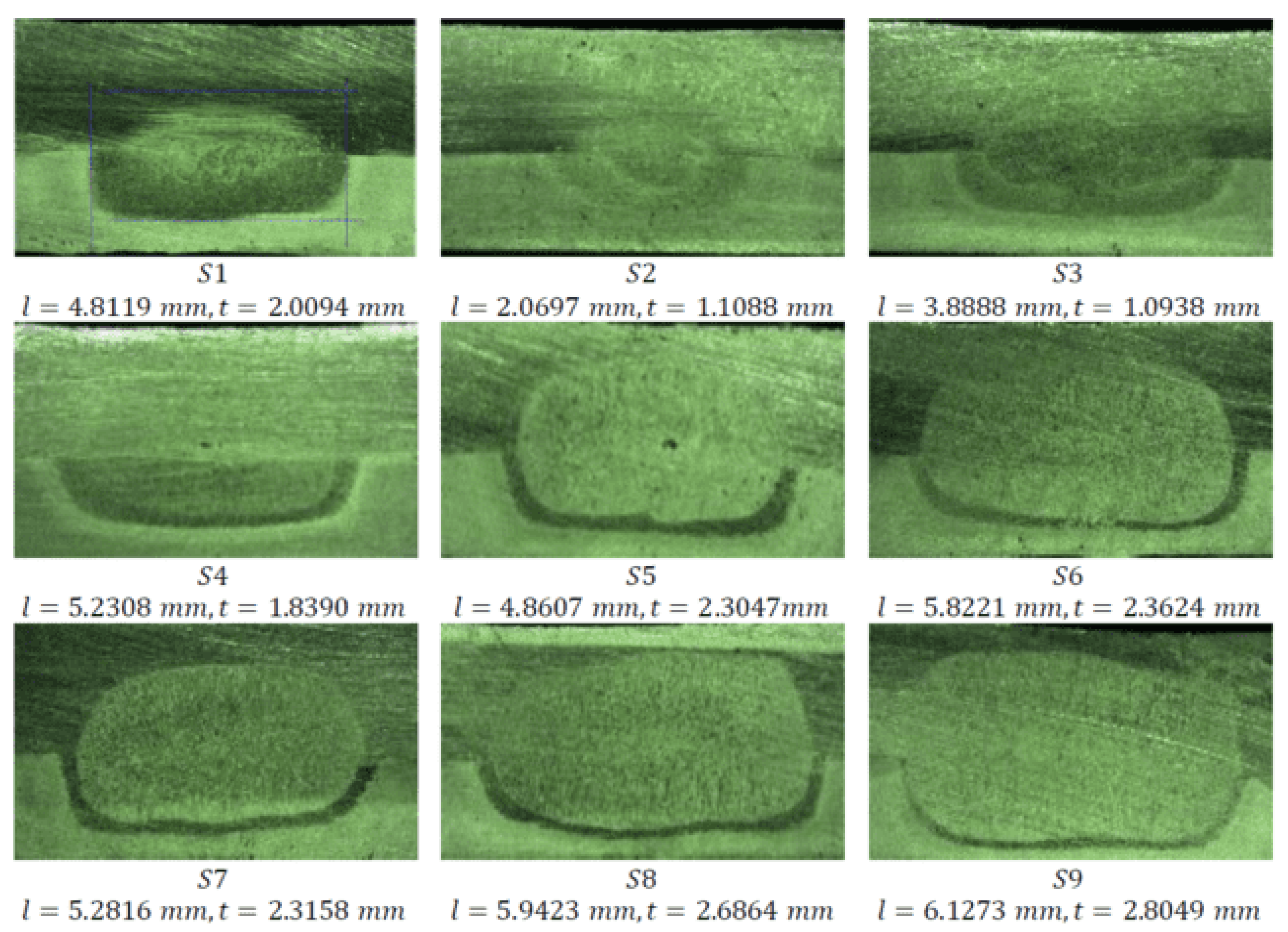
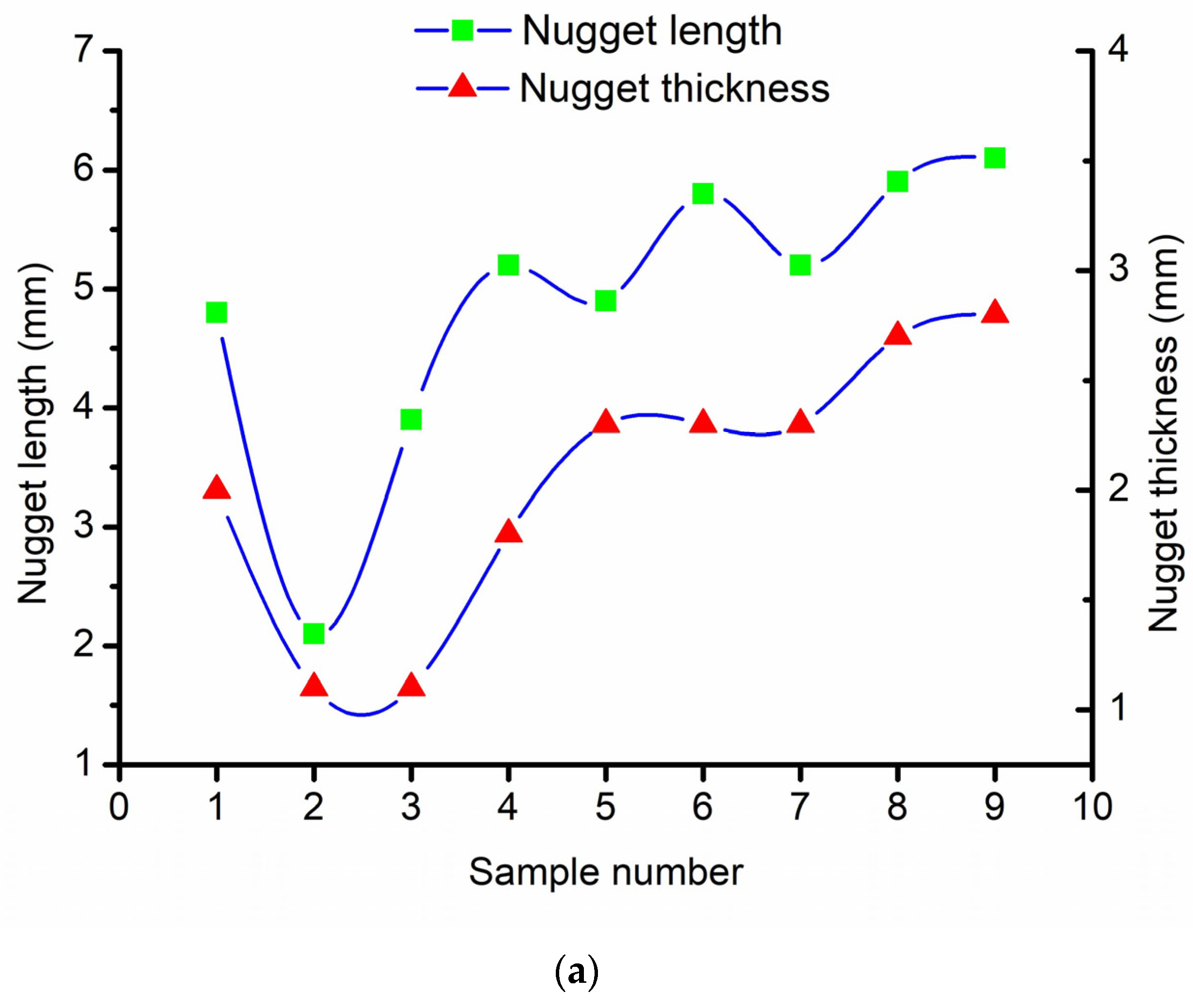
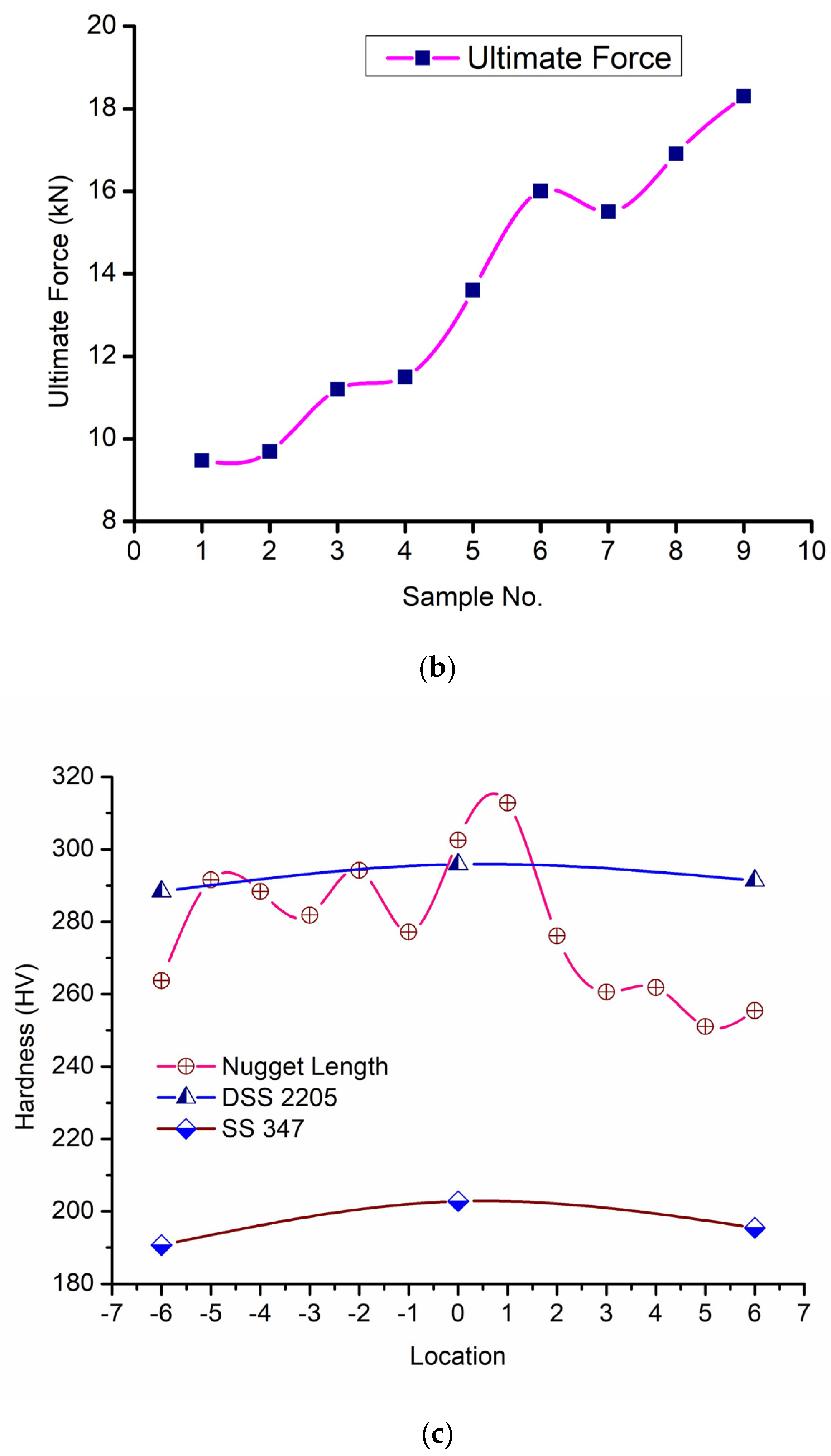
- Weld nugget size exhibits a direct correlation with weld current, with larger nuggets formed when using a higher current. However, it has been observed that nuggets formed with less than 7.5 kA welding current may contain defects.
- The ultimate tensile force of the welded specimens rises in proportion to the weld nugget dimension. Additionally, the presence of defects within the nugget affects both the maximum ultimate force and the failure mode exhibited by the specimens.
- During welding with 8.5 kA current and a 14-cycle heating time, the increase in hardness of the welded specimens has led to a pull-out failure mode [21].
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Xu, Z.; Xiao, A.; Jiang, S.; Mao, L.; Tian, H.; Yi, B.; Ling, H. Effect of plate thickness on mechanical properties and failure behaviors of resistance spot welded advanced high strength steels. J. Manuf. Process. 2023, 95, 392–404. [Google Scholar] [CrossRef]
- Ghanbari, H.R.; Shariati, M.; Sanati, E.; Nejad, R.M. Effects of spot welded parameters on fatigue behavior of ferrite-martensite dual-phase steel and hybrid joints. Eng. Fail. Anal. 2022, 134, 106079. [Google Scholar] [CrossRef]
- Badkoobeh, F.; Nouri, A.; Hassannejad, H.; Mostaan, H. Microstructure and mechanical properties of resistance spot welded dual-phase steels with various silicon contents. Mater. Sci. Eng. A 2020, 790, 139703. [Google Scholar] [CrossRef]
- Ling, Z.; Wang, M.; Kong, L.; Chen, K. Towards an explanation of liquid metal embrittlement cracking in resistance spot welding of dissimilar steels. Mater. Des. 2020, 195, 109055. [Google Scholar] [CrossRef]
- Sivaraj, P.; Seeman, M.; Kanagarajan, D.; Seetharaman, R. Influence of welding parameter on mechanical properties and microstructural features of resistance spot welded dual phase steel sheets joint. In Materials Today: Proceedings; Elsevier Ltd.: Amsterdam, The Netherlands, 2020; pp. 558–562. [Google Scholar] [CrossRef]
- Pouranvari, M.; Alizadeh-Sh, M.; Marashi, S.P.H. Welding metallurgy of stainless steels during resistance spot welding part I: Fusion zone. Sci. Technol. Weld. Join. 2015, 20, 502–511. [Google Scholar] [CrossRef]
- Liu, T.; Wang, H.; Yang, H.; Ke, C.; Zhou, L.; Zhao, H. Microstructure of resistance spot weld ultra high strength steel Q&P980. In IOP Conference Series: Materials Science and Engineering; Institute of Physics Publishing: Bristol, UK, 2019. [Google Scholar] [CrossRef]
- Prabhakaran, M.; Duraisamy, J.; Shanmugam, N.S.; Kannan, A.R.; Varatharajalu, M. Weld Strength and Microstructure Analysis on Resistance Spot Welding of Austenitic AISI 347 Stainless Steel and Duplex AISI 2205 Stainless Steel. Trans. Indian Inst. Met. 2023, 76, 925–936. [Google Scholar] [CrossRef]
- Kain, V. Corrosion-Resistant Materials; Elsevier Inc.: Amsterdam, The Netherlands, 2011. [Google Scholar] [CrossRef]
- Kumar, M.S.; Gopi, S.; Sivashanmugam, N.; Sasikumar, A. A study on corrosion behavior of stainless steel dissimilar alloy weld joints (321 & 347). Mater Today Proc. 2021, 46, 9229–9231. [Google Scholar] [CrossRef]
- García-García, V. Microstructural and mechanical analysis of double pass dissimilar welds of twinning induced plasticity steel to austenitic/duplex stainless steels. Int. J. Press. Vessel. Pip. 2022, 198, 104665. [Google Scholar] [CrossRef]
- Dak, G.; Sirohi, S.; Pandey, C. Study on microstructure and mechanical behavior relationship for laser-welded dissimilar joint of P92 martensitic and 304L austenitic steel. Int. J. Press. Vessel. Pip. 2022, 196, 104629. [Google Scholar] [CrossRef]
- Bhat, S.D.; Vijeesh, V.; Acharya, P.; Rao, M. Investigation of thin sheet stainless steel resistance spot welds: Effect of weld current on nugget failure and microstructure. Mater. Today Proc. 2021, 35, 361–365. [Google Scholar] [CrossRef]
- Hassoni, S.M.; Barrak, O.S.; Ismail, M.I.; Hussein, S.K. Effect of Welding Parameters of Resistance Spot Welding on Mechanical Properties and Corrosion Resistance of 316L. Mater. Res. 2022, 25. [Google Scholar] [CrossRef]
- Krishnan, V.; Ayyasamy, E.; Paramasivam, V. Influence of resistance spot welding process parameters on dissimilar austenitic and duplex stainless steel welded joints. Proc. Inst. Mech. Eng. Part E 2021, 235, 12–23. [Google Scholar] [CrossRef]
- Kumar, A.; Panda, S.; Ghosh, G.K.; Patel, R.K. Numerical simulation of weld nugget in resistance spot welding process. Mater. Today Proc. 2019, 27, 2958–2963. [Google Scholar] [CrossRef]
- Arabi, S.H.; Pouranvari, M.; Movahedi, M. Welding metallurgy of duplex stainless steel during resistance spot welding. Weld. J. 2017, 96, 307s–318s. [Google Scholar]
- Sheikhi, M.; Jaderian, S.; Mazaheri, Y.; Pouranvari, M. Prediction of the failure mode of automotive steels resistance spot welds. Sci. Technol. Weld. Join. 2020, 25, 511–517. [Google Scholar] [CrossRef]
- Onar, V. Mechanical and Microstructural Characterizations of Resistance Spot Welded Dissimilar TWIP/304L Stainless Steel. Trans. Indian Inst. Met. 2022, 75, 1731–1739. [Google Scholar] [CrossRef]
- Sobhani, S.; Pouranvari, M. Duplex stainless steel/martensitic steel dissimilar resistance spot welding: Microstructure-properties relationships. Weld. J. 2019, 98, 263S–272S. [Google Scholar] [CrossRef]
- Prabhakaran, M. Investigation of the failure mechanism of dissimilar resistance spot welding of steels. Emerg. Mat. Res. 2023, 12, 220–228. [Google Scholar] [CrossRef]

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Name of the element | C | Mn | Si | Cr | P | Ni | S | Nb | Fe |
| AISI 347 composition (%) | 0.08 | 2 | 0.75 | 19 | 0.045 | 0.02 | 0.03 | 1 | Rest |
| DSS 2205 composition (%) | 0.02 | 0.82 | 0.36 | 22.3 | 0.03 | 5.46 | 0.01 | - | Rest |
| Trial No. | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 |
| Welding Current (kA) | 6.5 | 6.5 | 6.5 | 7.5 | 7.5 | 7.5 | 8.5 | 8.5 | 8.5 |
| Heating time (cycles) | 10 | 12 | 14 | 10 | 12 | 14 | 10 | 12 | 14 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
M., P.; D., J.; M., V. Insights and Implications: Unraveling Critical Factors in Resistance Spot Welding of Dissimilar Metals through SS 347 and DSS 2205 Welds. Eng. Proc. 2023, 59, 27. https://doi.org/10.3390/engproc2023059027
M. P, D. J, M. V. Insights and Implications: Unraveling Critical Factors in Resistance Spot Welding of Dissimilar Metals through SS 347 and DSS 2205 Welds. Engineering Proceedings. 2023; 59(1):27. https://doi.org/10.3390/engproc2023059027
Chicago/Turabian StyleM., Prabhakaran, Jeyasimman D., and Varatharajulu M. 2023. "Insights and Implications: Unraveling Critical Factors in Resistance Spot Welding of Dissimilar Metals through SS 347 and DSS 2205 Welds" Engineering Proceedings 59, no. 1: 27. https://doi.org/10.3390/engproc2023059027