
The Effect of Process Parameters on Quality Characteristics in the Drilling of Aluminium–Metal Matrix Composites †

 , , , and
, , , and
Abstract
:1. Introduction
2. Materials and Methods/Methodology
2.1. Material
2.2. Stir Casting Process
2.3. Hardness Test
2.4. Planning of Experiments
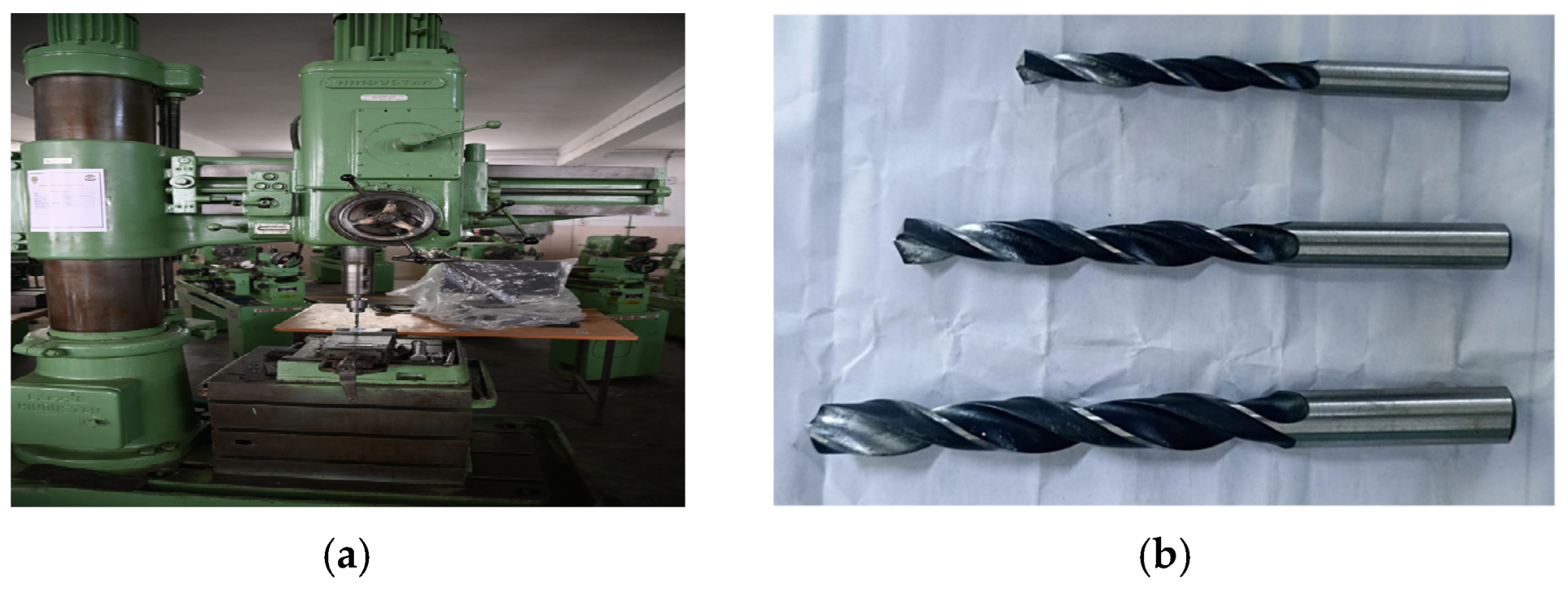
2.5. Drilling of Al-Si3N4 Composite Specimens
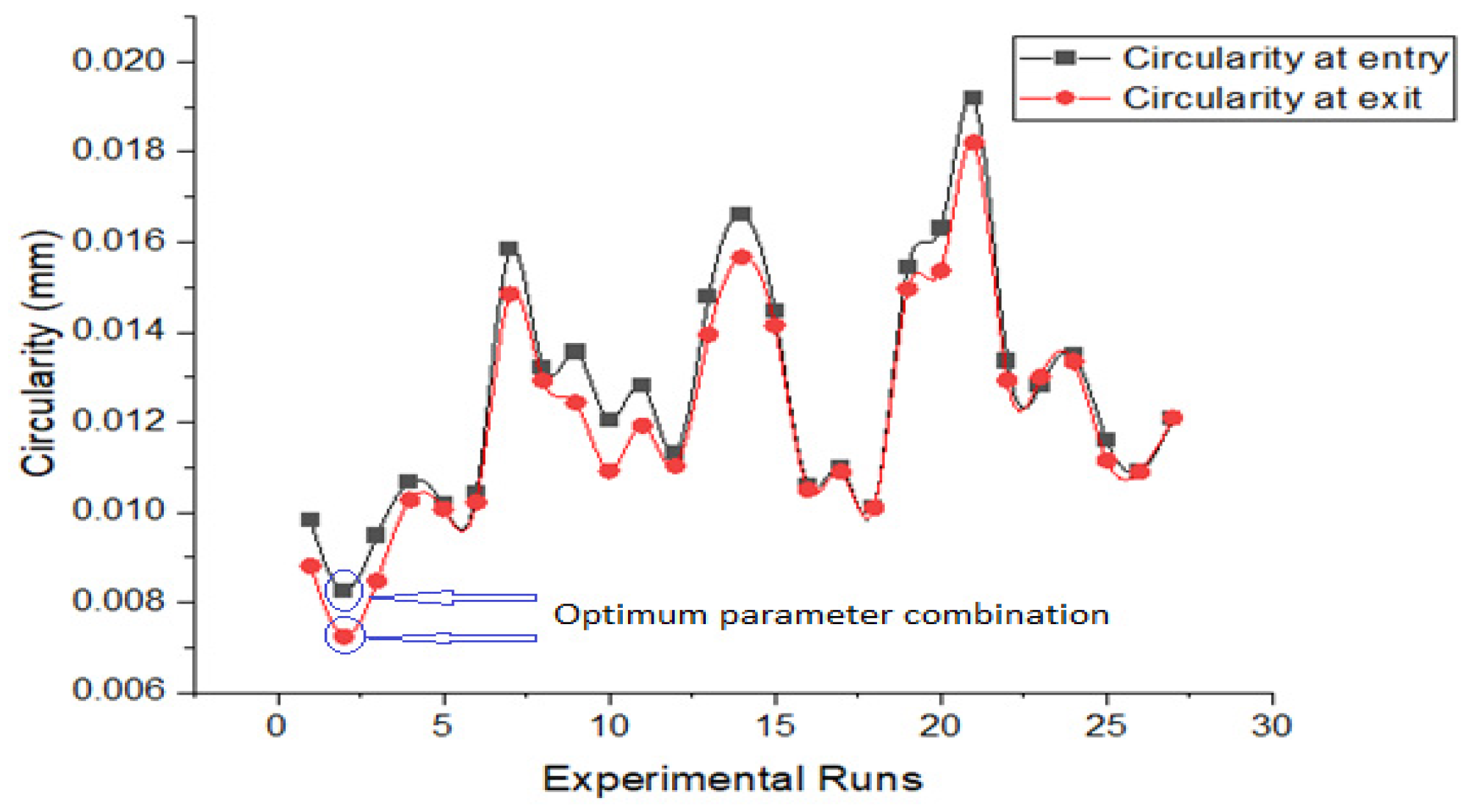
2.6. Surface Roughness and Circularity Measurement
3. Results
3.1. Hardness
3.2. Taguchi Analysis
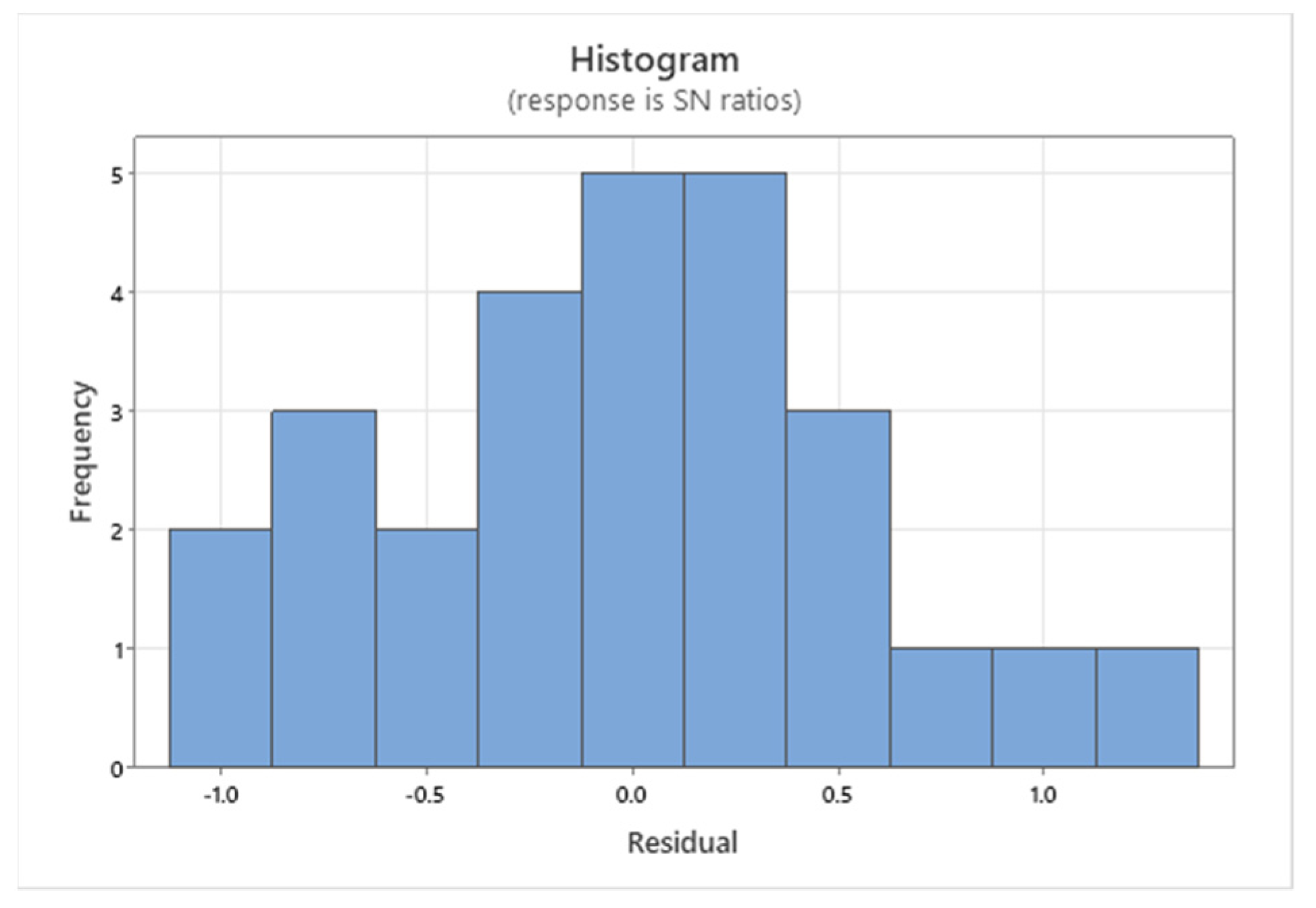
3.3. ANOVA
4. Discussions
4.1. Effect of Spindle Speed and Feed Rate on Ra and Circularity
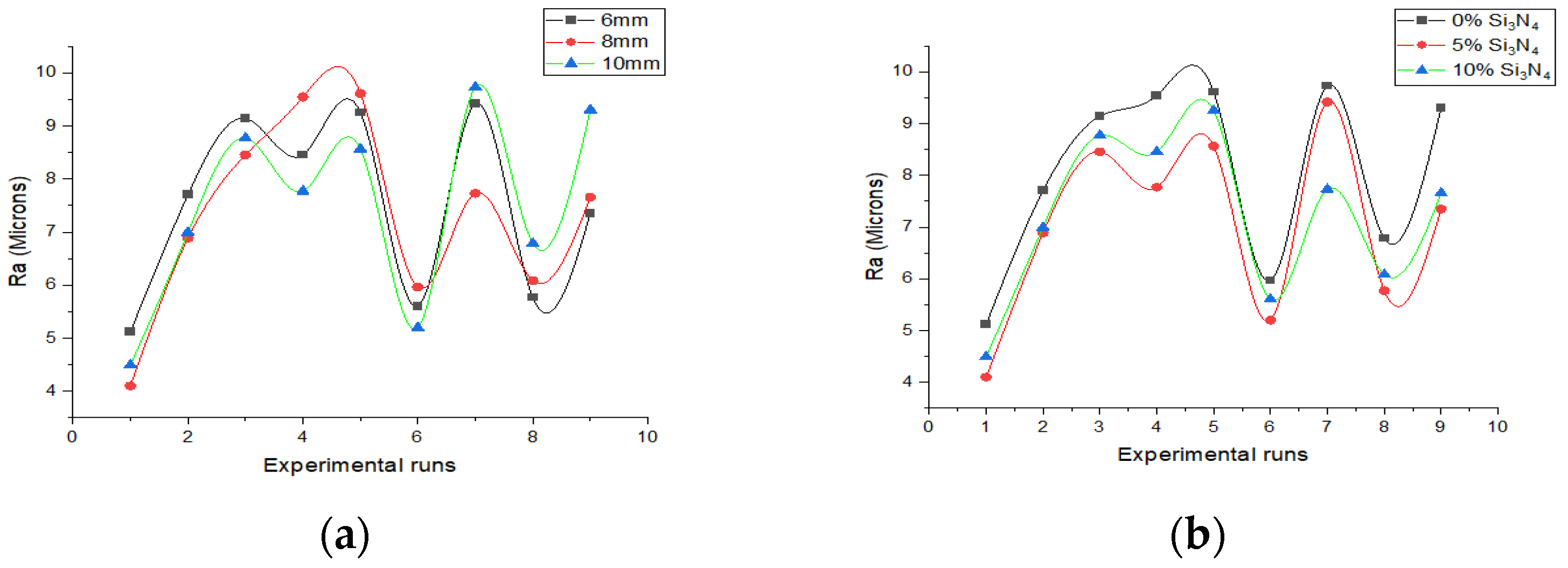
4.2. Effect of Diameter of Drill Bit and % Vol. of Si3N4 Reinforcement on Ra
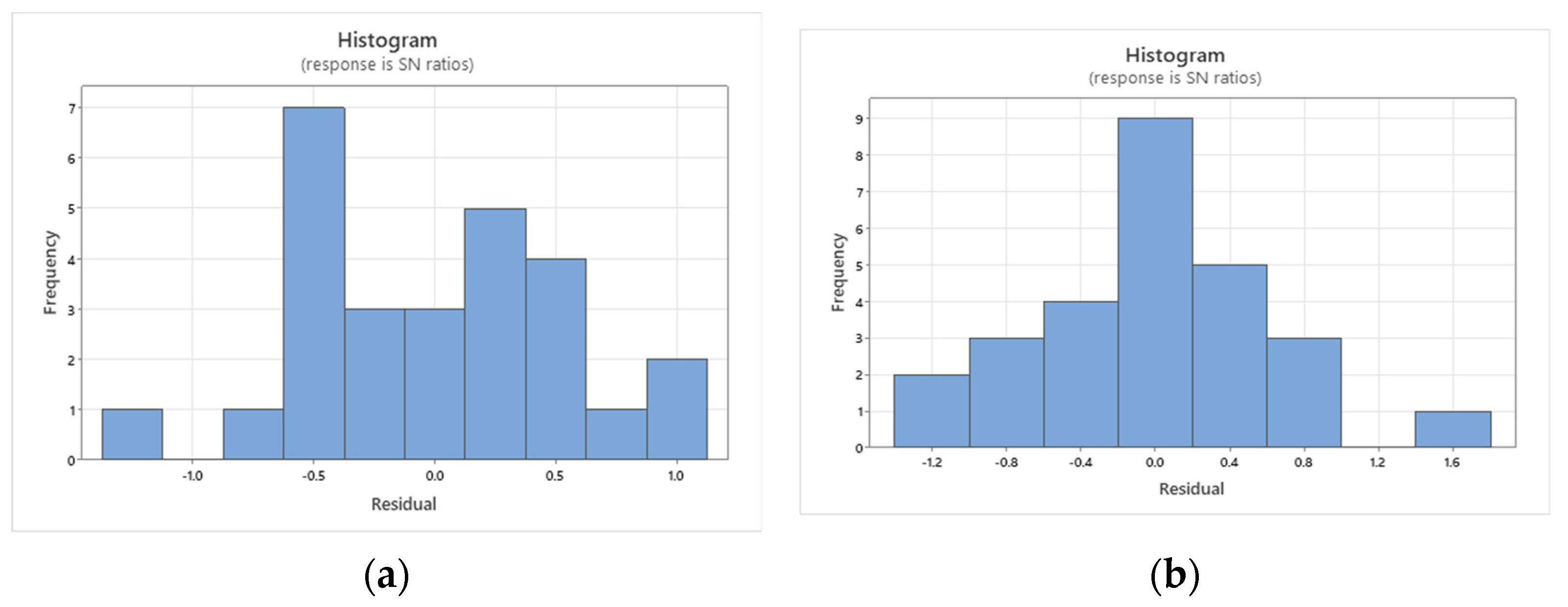
4.3. ANOVA
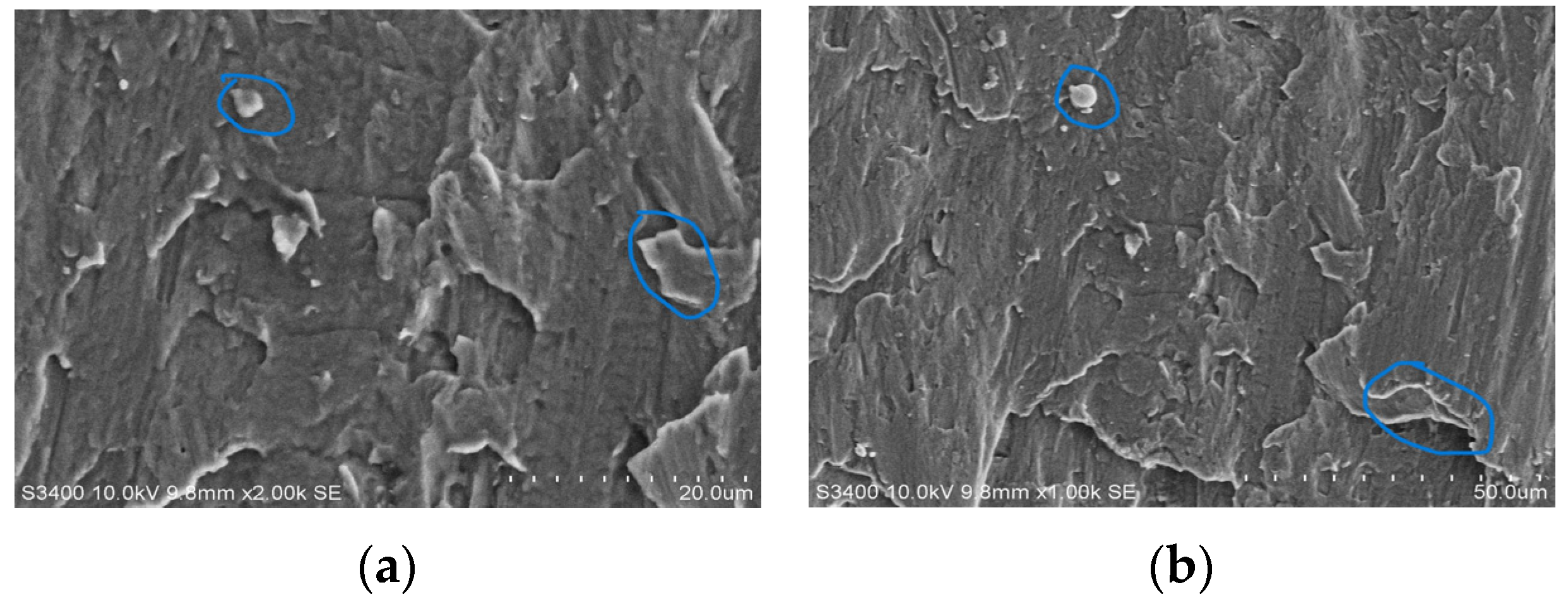
4.4. Microscopic Study of Drilled Hole
5. Conclusions
- Optimum parameters for Ra, circularity of hole at entry and exit are obtained as feed rate at level 1 (0.125 mm/rev), spindle speed at level 1 (300 rpm), diameter of drill at level 2 (8 mm), and % Vol. of Si3N4 at level 2 (5%);
- From ANOVA results, it is concluded that spindle speed is the most influential parameter on Ra and circularity of hole at entry and exit followed by feed rate.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Karabulut, Ş.; Karakoç, H.; Bilgin, M.; Canpolat, H.; Krolczyk, G.M.; Sarıkaya, M. A comparative study on mechanical and ballistic performance of functionally graded Al6061 composites reinforced with B4C, SiC, and Al2O3. J. Mater. Res. Technol. 2023, 23, 5050–5065. [Google Scholar] [CrossRef]
- Gill, R.S.; Samra, P.S.; Kumar, A. Effect of different types of reinforcement on tribological properties of aluminium metal matrix composites (MMCs)—A review of recent studies. Mater. Today Proc. 2022, 56, 3094–3101. [Google Scholar] [CrossRef]
- Sharma, P.; Sharma, S.; Khanduja, D. Production and some properties of Si3N4 reinforced aluminium alloy composites. J. Asian Ceram. Soc. 2015, 3, 352–359. [Google Scholar] [CrossRef]
- Rao, P.R.; Mohan, C.B. Study on mechanical performance of silicon nitride reinforced aluminium metal matrix composites. Mater. Today Proc. 2020, 33, 5534–5538. [Google Scholar]
- Arya, R.K.; Telang, A. Silicon Nitride as a Reinforcement for Aluminium Metal Matrix Composites to Enhance Microstructural, Mechanical and Tribological Behavior. Int. J. Eng. Adv. Technol. (IJEAT) 2020, 9, 2249–8958. [Google Scholar] [CrossRef]
- Lade, J.; Mohammed, K.A.; Singh, D.; Verma, R.P.; Math, P.; Saraswat, M.; Gupta, L.R. A critical review of fabrication routes and their effects on mechanical properties of AMMCs. Mater. Today Proc. 2023, in press. [CrossRef]
- Ramesh, C.S.; Keshavamurthy, R.; Channabasappa, B.H.; Pramod, S. Friction and wear behavior of Ni-P coated Si3N4 reinforced Al6061 composites. Tribol. Int. 2010, 43, 623–634. [Google Scholar] [CrossRef]
- Gowda, B.U.; Ravindra, H.V.; Gurupavan, H.R.; Ugrasen, G.; Prakash, G.N. Optimization of process parameters in drilling Al-Si3N4 metal matrix composites material using Taguchi technique. Procedia Mater. Sci. 2014, 5, 2207–2214. [Google Scholar] [CrossRef]
- Chakraborty, S.; Raut, R.D.; Rofin, T.M.; Chakraborty, S. Optimization of drilling processes of aluminium metal matrix composites using the robust ordinal priority approach. Decis. Anal. J. 2023, 7, 100258. [Google Scholar] [CrossRef]
- Samy, G.S.; Kumaran, S.T. Measurement and analysis of temperature, thrust force and surface roughness in drilling of AA (6351)-B4C composite. Measurement 2017, 103, 1–9. [Google Scholar] [CrossRef]
- Gowda, B.U.; Ravindra, H.V.; Prakash, G.N.; Nishanth, P.; Ugrasen, G. Optimization of process parameters in drilling of epoxy Si3N4 composite material. Mater. Today Proc. 2015, 2, 2852–2861. [Google Scholar] [CrossRef]
- Juliyana, S.J.; Prakash, J.U. Drilling parameter optimization of metal matrix composites (LM5/ZrO2) using Taguchi Technique. Mater. Today Proc. 2020, 33, 3046–3050. [Google Scholar] [CrossRef]
- Davim, J.P. Study of drilling metal-matrix composites based on the Taguchi techniques. J. Mater. Process. Technol. 2003, 132, 250–254. [Google Scholar] [CrossRef]
- Ravindranath, V.M.; Shankar, G.S.; Basavarajappa, S.; Suresh, R. Optimization of Al/B4C and Al/B4C/Gr MMC Drilling Using Taguchi Approach. Mater. Today Proc. 2017, 4, 11181–11187. [Google Scholar] [CrossRef]
- Lingamurthy, K.; Manjunatha, T.H.; Joshi, R.; Basavaraja, Y.; Anilkumar, H.M. Drilling Parameters Optimization and Characterization of Al7075 Reinforced with Al2O3. Mater. Today Proc. 2018, 5, 25092–25101. [Google Scholar] [CrossRef]
- Salur, E.; Aslan, A.; Kuntoglu, M.; Gunes, A.; Sahin, O.S. Experimental study and analysis of machinability characteristics of metal matrix composites during drilling. Compos. Part B Eng. 2019, 166, 401–413. [Google Scholar] [CrossRef]
- Vankanti, V.K.; Ganta, V. Optimization of process parameters in drilling of GFRP composite using Taguchi method. J. Mater. Res. Technol. 2014, 3, 35–41. [Google Scholar] [CrossRef]
- Chakrapani, P.; Suryakumari, T.S.A. Modelling and analysing the water jet machining parameters of aluminium nano composite by ANOVA and Taguchi. Mater. Today Proc. 2021, 47, 370–375. [Google Scholar] [CrossRef]
- Samal, P.; Vundavilli, P.R.; Meher, A.; Mahapatra, M.M. Recent progress in aluminum metal matrix composites: A review on processing, mechanical and wear properties. J. Manuf. Process. 2020, 59, 131–152. [Google Scholar] [CrossRef]
- Sharma, S.; Bharadwaj, P.; Oza, A.D.; Pandey, A. Application of metal matrix composite fabricated by reinforcement materials—A review. Mater. Today Proc. 2023, in press. [CrossRef]
- Saravanan, K.G.; Prabu, R.; Maniraj, S. Parametric optimization of chrome composite through ultrasonic machining using taguchi approach. Mater. Today Proc. 2021, 45, 1975–1978. [Google Scholar] [CrossRef]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Properties | Al 6061 | Si3N4 (α-Phase) |
|---|---|---|
| Density | 2.7 gm/cm3 | 3.44 gm/cm3 |
| Melting Point | 585 °C | 1900 °C |
| Ultimate Tensile Strength | 310 MPa | 525 MPa |
| Young’s Modulus | 68.9 MPa | 297 GPa |
| Thermal Conductivity | 167 W/m-K | 30 W/m-K |
| Specific Heat | 897 J/Kg-K | 1.1 J/g-°C |
| Hardness | 92 BHN | 162 HRC |
| Dielectric Constant | - | 10.5 |
| Specimen No. | Composition |
|---|---|
| 1 | Al6061 |
| 2 | Al6061 + 5% Vol. of Si3N4 |
| 3 | Al6061 + 10% Vol. of Si3N4 |
| Specimen No. | Average RHN |
|---|---|
| 1 | 43.4 |
| 2 | 45.6 |
| 3 | 48.4 |
| Runs | Feed Rate (mm/rev) | Spindle Speed (rpm) | Drill Dia. (mm) | % Vol. of Si3N4 | Surface Roughness (Ra) in Microns | Circularity at Entry (mm) | Circularity at Exit (mm) |
|---|---|---|---|---|---|---|---|
| 1 | 0.125 | 300 | 6 | 0 | 5.123 | 0.0098 | 0.0088 |
| 2 | 0.125 | 300 | 8 | 5 | 4.101 | 0.0083 | 0.0073 |
| 3 | 0.125 | 300 | 10 | 10 | 4.494 | 0.0095 | 0.0085 |
| 4 | 0.125 | 580 | 6 | 0 | 7.706 | 0.0107 | 0.0103 |
| 5 | 0.125 | 580 | 8 | 5 | 6.887 | 0.0102 | 0.0101 |
| 6 | 0.125 | 580 | 10 | 10 | 6.996 | 0.0104 | 0.0102 |
| 7 | 0.125 | 1160 | 6 | 0 | 9.142 | 0.0159 | 0.0149 |
| 8 | 0.125 | 1160 | 8 | 5 | 8.456 | 0.0132 | 0.0129 |
| 9 | 0.125 | 1160 | 10 | 10 | 8.772 | 0.0136 | 0.0124 |
| 10 | 0.575 | 580 | 6 | 10 | 8.457 | 0.0120 | 0.0109 |
| 11 | 0.575 | 580 | 8 | 0 | 9.547 | 0.0128 | 0.0119 |
| 12 | 0.575 | 580 | 10 | 5 | 7.772 | 0.0113 | 0.0110 |
| 13 | 0.575 | 1160 | 6 | 10 | 9.253 | 0.0148 | 0.0139 |
| 14 | 0.575 | 1160 | 8 | 0 | 9.612 | 0.0166 | 0.0157 |
| 15 | 0.575 | 1160 | 10 | 5 | 8.567 | 0.0145 | 0.0141 |
| 16 | 0.575 | 300 | 6 | 10 | 5.604 | 0.0106 | 0.0105 |
| 17 | 0.575 | 300 | 8 | 0 | 5.964 | 0.0110 | 0.0109 |
| 18 | 0.575 | 300 | 10 | 5 | 5.199 | 0.0101 | 0.0101 |
| 19 | 1.25 | 1160 | 6 | 5 | 9.418 | 0.0154 | 0.0150 |
| 20 | 1.25 | 1160 | 8 | 10 | 7.732 | 0.0163 | 0.0154 |
| 21 | 1.25 | 1160 | 10 | 0 | 9.732 | 0.0192 | 0.0182 |
| 22 | 1.25 | 300 | 6 | 5 | 5.769 | 0.0134 | 0.0129 |
| 23 | 1.25 | 300 | 8 | 10 | 6.084 | 0.0128 | 0.0130 |
| 24 | 1.25 | 300 | 10 | 0 | 6.785 | 0.0135 | 0.0134 |
| 25 | 1.25 | 580 | 6 | 5 | 7.352 | 0.0116 | 0.0112 |
| 26 | 1.25 | 580 | 8 | 10 | 7.657 | 0.0109 | 0.0109 |
| 27 | 1.25 | 580 | 10 | 0 | 9.306 | 0.0121 | 0.0121 |
| Level | Feed Rate (mm/rev) | Spindle Speed (rpm) | Drill Dia. (mm) | % Vol. of Si3N4 |
|---|---|---|---|---|
| 1 | −16.39 | −14.65 | −17.34 | −17.96 |
| 2 | −17.6 | −17.97 | −17.05 | −16.71 |
| 3 | −17.66 | −19.03 | −17.26 | −16.98 |
| Delta | 1.27 | 4.38 | 0.28 | 1.26 |
| Rank | 2 | 1 | 4 | 3 |
| Level | Feed Rate (mm/rev) | Spindle Speed (rpm) | Drill Dia. (mm) | % Vol. of Si3N4 |
|---|---|---|---|---|
| 1 | 39.13 | 39.29 | 38.06 | 37.59 |
| 2 | 38.08 | 38.93 | 38.28 | 38.57 |
| 3 | 37.26 | 36.25 | 38.13 | 38.31 |
| Delta | 1.86 | 3.04 | 0.23 | 0.99 |
| Rank | 2 | 1 | 4 | 3 |
| Level | Feed Rate (mm/rev) | Spindle Speed (rpm) | Drill Dia. (mm) | % Vol. of Si3N4 |
|---|---|---|---|---|
| 1 | 39.7 | 39.67 | 38.52 | 37.99 |
| 2 | 38.42 | 39.22 | 38.62 | 38.87 |
| 3 | 37.47 | 36.69 | 38.45 | 38.72 |
| Delta | 2.23 | 2.98 | 0.17 | 0.89 |
| Rank | 2 | 1 | 4 | 3 |
| Responses | Ra | Circularity at Entry | Circularity at Exit |
|---|---|---|---|
| Source | % Contribution | % Contribution | % Contribution |
| Feed Rate (mm/rev) | 15.29 | 20.075 | 26.87 |
| Spindle Speed (rpm) | 56.57 | 63.579 | 55.39 |
| Drill Dia. (mm) | 0.65 | 0.310 | 0.16 |
| % Vol. of Si3N4 | 13.09 | 6.013 | 4.84 |
| Residual Error | 14.40 | 10.023 | 12.75 |
| Total | 100 | 100 | 100 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Vinay, K.B.; Prakash, G.V.N.; Gowda, D.S.R.; Nithyananda, B.S.; Ranjith, K.; Srikantamurthy. The Effect of Process Parameters on Quality Characteristics in the Drilling of Aluminium–Metal Matrix Composites. Eng. Proc. 2023, 59, 53. https://doi.org/10.3390/engproc2023059053
Vinay KB, Prakash GVN, Gowda DSR, Nithyananda BS, Ranjith K, Srikantamurthy. The Effect of Process Parameters on Quality Characteristics in the Drilling of Aluminium–Metal Matrix Composites. Engineering Proceedings. 2023; 59(1):53. https://doi.org/10.3390/engproc2023059053
Chicago/Turabian StyleVinay, K. B., G. V. Naveen Prakash, D. S. Rakshith Gowda, B. S. Nithyananda, K. Ranjith, and Srikantamurthy. 2023. "The Effect of Process Parameters on Quality Characteristics in the Drilling of Aluminium–Metal Matrix Composites" Engineering Proceedings 59, no. 1: 53. https://doi.org/10.3390/engproc2023059053
APA StyleVinay, K. B., Prakash, G. V. N., Gowda, D. S. R., Nithyananda, B. S., Ranjith, K., & Srikantamurthy. (2023). The Effect of Process Parameters on Quality Characteristics in the Drilling of Aluminium–Metal Matrix Composites. Engineering Proceedings, 59(1), 53. https://doi.org/10.3390/engproc2023059053