
An Analysis of Green Manufacturing Environments for Challenging Materials †
 ,
,  , ,
, ,
Abstract
:1. Introduction
2. Effects of Cutting Fluid Application Strategies
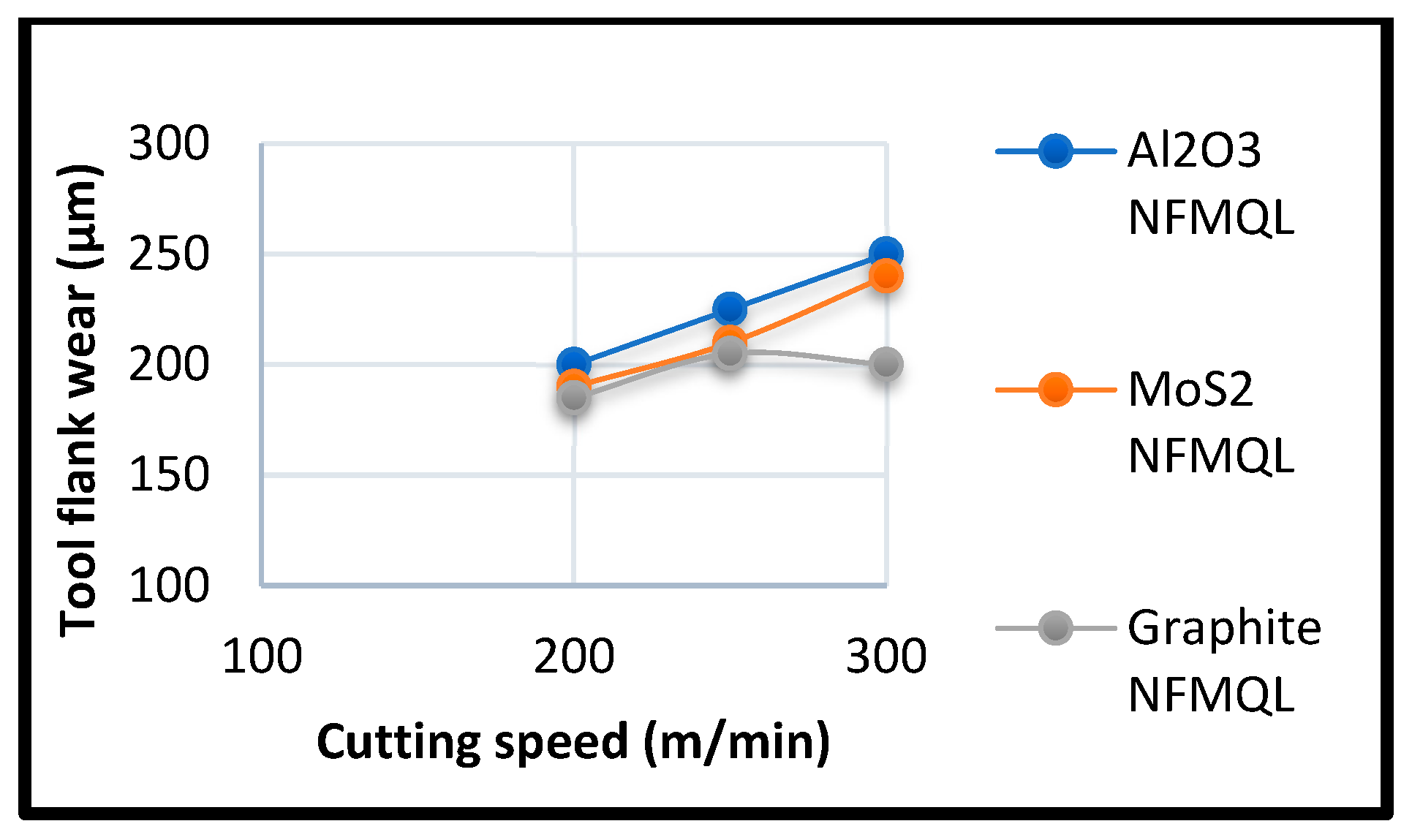
3. Impact of Adding Nanoparticles to Cutting Fluids (NFMQL)
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Kim, S.W.; Lee, D.W.; Kang, M.C.; Kim, J.S. Evaluation of Machinability by cutting environments in high-speed milling of difficult-to-cut materials. J. Mater. Process. Technol. 2001, 111, 256–260. [Google Scholar] [CrossRef]
- Mia, M.; Gupta, M.K.; Lozano, J.A.; Carou, D.; Pimenov, D.Y.; Królczyk, G.; Khan, A.M.; Dhar, N.R. Multi-objective optimization and life cycle assessment of eco-friendly cryogenic N2 assisted turning of Ti–6Al–4V. J. Clean Product. 2019, 210, 121–133. [Google Scholar] [CrossRef]
- Pusavec, F.; Hamdi, H.; Kopac, J.; Jawahir, I. Surface integrity in cryogenic machining of nickel based alloy—Inconel 718. J. Mater. Process. Technol. 2011, 211, 773–783. [Google Scholar] [CrossRef]
- Kovacevic, R.; Cherukuthota, C.; Mazurkiewicz, M. Hih pressure waterjetcolling/lubrication to improve machining efficiency in milling. Int. J. Mach. Tools Manuf. 1995, 35, 1459–1473. [Google Scholar] [CrossRef]
- Fratila, D.; Caizar, C. Application of Taguchi method to selection of optimal lubrication and cutting conditions in face milling of AlMg3. J. Clean. Prod. 2011, 19, 640–645. [Google Scholar] [CrossRef]
- Su, Y.; He, N.; Li, L.; Iqbal, A.; Xiao, M.H.; Xu, S.; Qiu, B.G. Refrigerated cooling air cutting of difficult-to-cut materials. Int. J. Mach. Tools Manuf. 2007, 47, 927–933. [Google Scholar] [CrossRef]
- Kamata, Y.; Obikawa, T. High speed MQL finish-turning of Inconel 718 with different coated tools. J. Mater. Process. Technol. 2007, 192–193, 281–286. [Google Scholar] [CrossRef]
- Bammidi, R.; Siva Prasad, K.; Srinivasa Rao, P. Synthesis, Preparation and Characterization of H3BO3 Nanoparticles As a Additive for Machining Lubricant. JMMST 2020, 4, 23–29. [Google Scholar] [CrossRef]
- Bammidi, R.; Prasad, K.S.; Rao, P.S. Studies on features, physical, mechanical, tribological properties and applications of Ti-6Al-4V in aerospace industry. Int. J. Sci. Rep. 2019, 5, 187–189. [Google Scholar] [CrossRef]
- Krolczyk, G.M.; Maruda, R.W.; Krolczyk, J.B.; Wojciechowski, S.; Mia, M.; Nieslony, P.; Budzik, G. Ecological trends in machining as a key factor in sustainable production–a review. J. Clean. Prod. 2019, 218, 601–615. [Google Scholar] [CrossRef]
- Chinchanikar, S.; Choudhury, S.K. Machining of hardened steel—experimental investigations, performance modeling and cooling techniques: A review. Int. J. Mach. Tools Manuf. 2015, 89, 95–109. [Google Scholar] [CrossRef]
- Ginting, Y.R.; Boswell, B.; Biswas, W.; Islam, N. Advancing environmentally conscious machining. Procedia Cirp 2015, 26, 391–396. [Google Scholar] [CrossRef]
- Minh, D.T.; The, L.T.; Bao, N.T. Performance of Al2O3 nanofluids in minimum quantity lubrication in hard milling of 60Si2Mn steel using cemented carbide tools. Adv. Mech. Eng. 2017, 9, 1–9. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Bammidi, R.; Rejeti, P.K.; Dowluru, S.; Madivada, H.; Muddada, V.; Adapa, S.K. An Analysis of Green Manufacturing Environments for Challenging Materials. Eng. Proc. 2024, 66, 47. https://doi.org/10.3390/engproc2024066047
Bammidi R, Rejeti PK, Dowluru S, Madivada H, Muddada V, Adapa SK. An Analysis of Green Manufacturing Environments for Challenging Materials. Engineering Proceedings. 2024; 66(1):47. https://doi.org/10.3390/engproc2024066047
Chicago/Turabian StyleBammidi, Roopsandeep, Pavan Kumar Rejeti, Sreeramulu Dowluru, Hymavathi Madivada, Venkatesh Muddada, and Sathish Kumar Adapa. 2024. "An Analysis of Green Manufacturing Environments for Challenging Materials" Engineering Proceedings 66, no. 1: 47. https://doi.org/10.3390/engproc2024066047