

A Review of Microreactors for Process Intensification †
 ,
, {kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
2. Microreactor Design and Operation
2.1. Fundamental Principles of Microreactor Design and Operation
2.2. Materials and Fabrication Techniques in Microreactor Operations
2.3. Flow Patterns and Control in Microreactor Operations
3. Applications of Microreactors
3.1. Mixing and Chemical Modification of Polymer Solutions
3.2. Synthesis of Ionic Liquids
3.3. Synthesis of Inorganic Particles
3.4. Synthesis of Organic Nanomaterials
4. Challenges and Research Gaps
5. Future Outlooks
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Rial, R.; Tahoces, P.G.; Hassan, N.; Cordero, M.L.; Liu, Z.; Ruso, J.M. Noble microfluidic system for bioceramic nanoparticles engineering. Mater. Sci. Eng. C 2019, 102, 221–227. [Google Scholar] [CrossRef] [PubMed]
- Seelam, P.K.; Huuhtanen, M.; Keiski, R.L. Microreactors and membrane microreactors: Fabrication and applications. In Handbook of Membrane Reactors; Elsevier: Amsterdam, The Netherlands, 2013; pp. 188–235. [Google Scholar]
- Zhang, W.; Guo, W.; Wang, G. Process intensification technologies for green chemical production: A review. Chem. Eng. Res. Des. 2020, 160, 376–408. [Google Scholar]
- Liu, X.; Ragauskas, A.J.; Sarma, A.K. Microfluidic advancements for synthesis of platform chemicals from biomass-derived furanics. Green Chem. 2019, 21, 3305–3324. [Google Scholar]
- Dong, Z.; Wen, Z.; Zhao, F.; Kuhn, S.; Noël, T. Scale-up of micro-and milli-reactors: An overview of strategies, design principles and applications. Chem. Eng. Sci. X 2021, 10, 100097. [Google Scholar] [CrossRef]
- Cole, K.P.; Groh, J.M.; Johnson, M.D.; Burcham, C.L.; Campbell, B.M.; Diseroad, W.D.; Heller, M.R.; Howell, J.R.; Kallman, N.J.; Koenig, T.M.; et al. Kilogram-scale prexasertib monolactate monohydrate synthesis under continuous-flow CGMP conditions. Science 2017, 356, 1144–1150. [Google Scholar] [CrossRef] [PubMed]
- Rebrov, E.V.; Schouten, J.C.; De Croon, M.H. Single-phase fluid flow distribution and heat transfer in microstructured reactors. Chem. Eng. Sci. 2011, 66, 1374–1393. [Google Scholar] [CrossRef]
- Bojang, A.A.; Wu, H.S. Design, fundamental principles of fabrication and applications of microreactors. Processes 2020, 8, 891. [Google Scholar] [CrossRef]
- Halldorsson, S.; Lucumi, E.; Gómez-Sjöberg, R.; Fleming, R.M. Advantages and challenges of microfluidic cell culture in polydimethylsiloxane devices. Biosens. Bioelectron. 2015, 63, 218–231. [Google Scholar] [CrossRef]
- Medina, D.A.V.; Maciel, E.V.S.; Lanças, F.M. Miniaturization of liquid chromatography coupled to mass spectrometry. Achievements on chip-based LC–MS devices. TrAC Trends Anal. Chem. 2020, 131, 116003. [Google Scholar] [CrossRef]
- Knitter, R.; Göhring, D.; Risthaus, P.; Hausselt, J. Microfabrication of ceramic microreactors. Microsyst. Technol. 2001, 7, 85–90. [Google Scholar] [CrossRef]
- Burns, J.R.; Ramshaw, C. Development of a Microreactor for Chemical Production. Chem. Eng. Res. Des. 1999, 77, 206–211. [Google Scholar] [CrossRef]
- Olivieri, G.V.; Meira, P.A.; de Mattos, T.T.; Okuda, H.M.; de Quadros, J.V.; Palma, M.S.; Giudici, R. Microreactor x millireactor: Experimental performance in the epoxidation of soybean oil. Chem. Eng. Process. Process Intensif. 2023, 193, 109562. [Google Scholar] [CrossRef]
- He, W.; Fang, Z.; Ji, D.; Chen, K.; Wan, Z.; Li, X.; Gan, H.; Tang, S.; Zhang, K.; Guo, K. Epoxidation of Soybean Oil by Continuous Micro-Flow System with Continuous Separation. Org. Process Res. Dev. 2013, 17, 1137–1141. [Google Scholar] [CrossRef]
- Su, Y.; Song, Y.; Xiang, L. Continuous-flow microreactors for polymer synthesis: Engineering principles and applications. In Accounts on Sustainable Flow Chemistry; Springer: Berlin/Heidelberg, Germany, 2020; pp. 147–190. [Google Scholar]
- Bratsun, D.; Siraev, R. Controlling mass transfer in a continuous-flow microreactor with a variable wall relief. Int. Commun. Heat Mass Transf. 2020, 113, 104522. [Google Scholar] [CrossRef]
- Yoshida, J.-I. Flash chemistry: Flow microreactor synthesis based on high-resolution reaction time control. Chem. Rec. 2010, 10, 332–341. [Google Scholar] [CrossRef]
- Zha, L.; Shang, M.; Qiu, M.; Zhang, H.; Su, Y. Process intensification of mixing and chemical modification for polymer solutions in microreactors based on gas-liquid two-phase flow. Chem. Eng. Sci. 2018, 195, 62–73. [Google Scholar] [CrossRef]
- Hakke, V.; Sonawane, S.; Anandan, S.; Sonawane, S.; Ashokkumar, M. Process Intensification Approach Using Microreactors for Synthesizing Nanomaterials—A Critical Review. Nanomaterials 2021, 11, 98. [Google Scholar] [CrossRef]
- Yu, L.; Pan, Y.; Wang, C.; Zhang, L. A two-phase segmented microfluidic technique for one-step continuous versatile preparation of zeolites. Chem. Eng. J. 2013, 219, 78–85. [Google Scholar] [CrossRef]
- Waterkamp, D.A.; Heiland, M.; Schlüter, M.; Sauvageau, J.C.; Beyersdorff, T.; Thöming, J. Synthesis of ionic liquids in micro-reactors—A process intensification study. Green Chem. 2007, 9, 1084. [Google Scholar] [CrossRef]
- Yao, X.; Zhang, Y.; Du, L.; Liu, J.; Yao, J. Review of the applications of microreactors. Renew. Sustain. Energy Rev. 2015, 47, 519–539. [Google Scholar] [CrossRef]
- Nagasawa, H.; Mae, K. Development of a new microreactor based on annular microsegments for fine particle production. Ind. Eng. Chem. Res. 2006, 45, 2179–2186. [Google Scholar] [CrossRef]
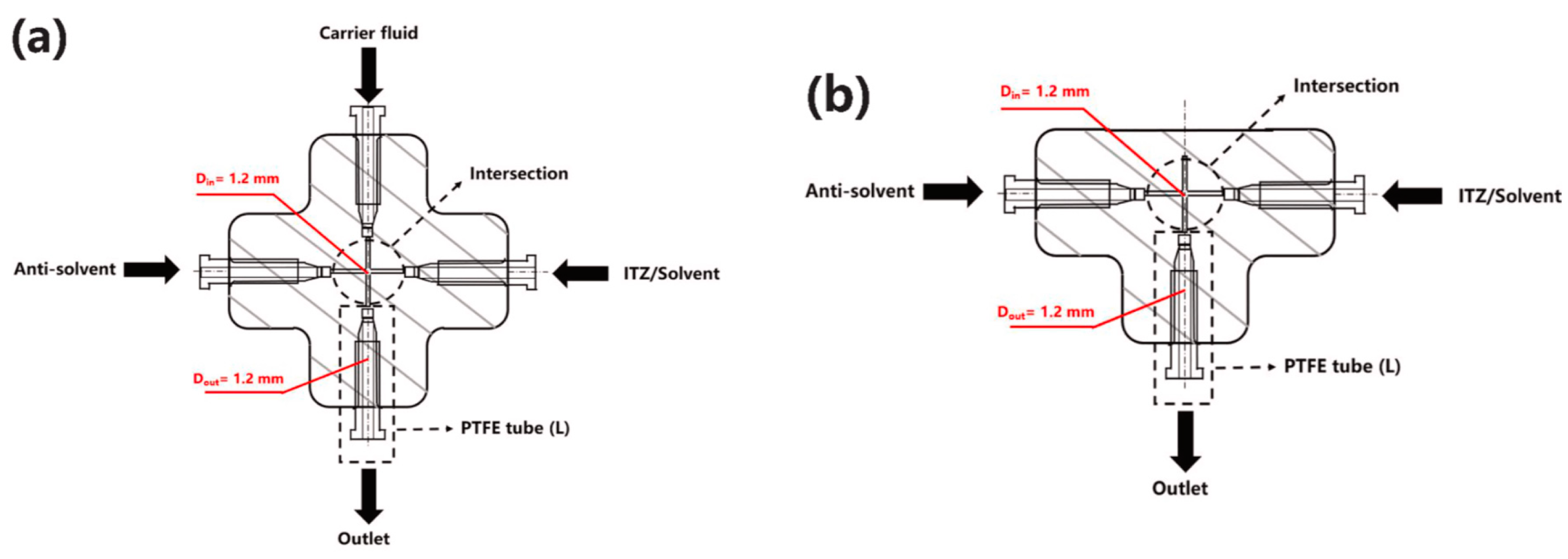
- Zhang, X.; Kim, S.; Wang, H.; Yan, L.; Cheng, Y. Continuous preparation of itraconazole nanoparticles using droplet-based microreactor. Chem. Eng. J. 2020, 393, 124721. [Google Scholar] [CrossRef]
- Jose, N.A.; Chun Zeng, H.; Lapkin, A.A. Scalable and Precise Synthesis of Two-Dimensional Metal Organic Framework Nanosheets in a High Shear Annular Microreactor. Chem. Eng. J. 2020, 388, 124133. [Google Scholar] [CrossRef]
- Verdnik, A.; Pintarič, Z.N.; Kravanja, Z. Process Intensification with Microprocess Engineering. DOAJ (DOAJ Dir. Open Access J.) 2022, 94, 589–594. [Google Scholar] [CrossRef]
- Suryawanshi, P.L.; Gumfekar, S.P.; Bhanvase, B.A.; Sonawane, S.H.; Pimplapure, M.S. A review on microreactors: Reactor fabrication, design, and cutting-edge applications. Chem. Eng. Sci. 2018, 189, 431–448. [Google Scholar] [CrossRef]
- Haber, J. Heat Management for Process Intensification of Fast Exothermic Reactions in Microstructured Reactors. Ph.D. Thesis, EPFL, Lausanne, Switzerland, 2013. [Google Scholar] [CrossRef]
- Harmsen, J. Process intensification in the petrochemicals industry: Drivers and hurdles for commercial implementation. Chem. Eng. Process. Process Intensif. 2010, 49, 70–73. [Google Scholar] [CrossRef]
- Mitic, A.; Gernaey, K.V. Process Intensification Tools in the Small-Scale Pharmaceutical Manufacturing of Small Molecules. Chem. Eng. Technol. 2015, 38, 1699–1712. [Google Scholar] [CrossRef]
- Klais, O.; Albrecht, J.; Carson, D.; Kraut, M.; Löb, P.; Minnich, C.B.; Olschewski, F.; Reimers, C.; Simoncelli, A.; Uerdingen, M. Guidance on Safety/Health for Process Intensification including MS Design. Part IV: Case Studies. Chem. Eng. Technol. 2010, 33, 1159–1168. [Google Scholar] [CrossRef]
- Tiwari, A.; Rajesh, V.; Yadav, S. Biodiesel production in micro-reactors: A review. Energy Sustain. Dev. 2018, 43, 143–161. [Google Scholar] [CrossRef]
- McMullen, J.P.; Jensen, K.F. Integrated Microreactors for Reaction Automation: New Approaches to Reaction Development. Annu. Rev. Anal. Chem. 2010, 3, 19–42. [Google Scholar] [CrossRef]
- Mills, P.L.; Quiram, D.J.; Ryley, J.F. Microreactor technology and process miniaturization for catalytic reactions—A perspective on recent developments and emerging technologies. Chem. Eng. Sci. 2007, 62, 6992–7010. [Google Scholar] [CrossRef]
- Haase, S.; Tolvanen, P.; Russo, V. Process Intensification in Chemical Reaction Engineering. Processes 2022, 10, 99. [Google Scholar] [CrossRef]



Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Bugay, C.A.; Caballas, M.C.; Mercado, S.B.; Rubio, J.F.; Serote, P.K.; Villarte, P.N.; Rubi, R.V.C. A Review of Microreactors for Process Intensification. Eng. Proc. 2024, 67, 21. https://doi.org/10.3390/engproc2024067021
Bugay CA, Caballas MC, Mercado SB, Rubio JF, Serote PK, Villarte PN, Rubi RVC. A Review of Microreactors for Process Intensification. Engineering Proceedings. 2024; 67(1):21. https://doi.org/10.3390/engproc2024067021
Chicago/Turabian StyleBugay, Crizha Ann, Mae Czarella Caballas, Steven Brian Mercado, Jason Franco Rubio, Patricia Kayla Serote, Patrick Norman Villarte, and Rugi Vicente C. Rubi. 2024. "A Review of Microreactors for Process Intensification" Engineering Proceedings 67, no. 1: 21. https://doi.org/10.3390/engproc2024067021